Линии по производству стальной профильной трубы: Линии профильных труб: 58 объявлений на продажу техники
alexxlab | 02.03.2023 | 0 | Разное
Виды профильных труб – Астим
На современном производстве практикуется несколько методов изготовки профильных труб, что формирует все основные характеристики продукции. Главные параметры профилированных труб: сечение, толщина стенки и длина. Сечение профильных труб может быть квадратным, прямоугольным, овальным или многоугольным (исключая круглое).
По способу деформирования, изделия бывают: горячей деформации и холодной (бесшовные) и электросварные холодной деформации. По виду сырья, трубы могут производиться из углеродистых, низколегированных сталей, нержавеющих и алюминиевых металлов.
Классификация по сфере эксплуатации:
- А — с нормированием свойств стали;
- В — с нормированными механическими свойствами и химическим составом.
Прямоугольные профильные трубы
Изделие популярно у оптовых клиентов, проводящих строительные работы. Практики отмечают: выгодную стоимость, возможность изгибания и сварки, малую массу, подходящую для транспортировки и монтажа.
Квадратные профильные трубы
Профиль изготавливается из низколегированных листовых болванок холодного или горячего способа выработки. Производство на автоматизированной поточной линии — с электросварной и специальной обработкой. Благодаря механизму изготовления достигаются максимальные прочностные и температурные характеристики, ценящиеся строительными компаниями и промышленными предприятиями.
Такие виды профильных труб, как прямоугольный и квадратный прокат — незаменимый продукт в процессе строительства стальных конструкций и строений, монтаже ограждений, модулей и мебельных изделий и пр. Трубы с квадратным сечением устойчивы к нагрузкам на изгиб в любую сторону, перенося сжатие большой силы.
Альянс износоустойчивых характеристик и низкого ценника позволяет использовать трубы в качестве соединительных деталей для сложных металлических конструкций. Такие каркасы пригодны для промышленного и общественного строительства (торговые центры, заправки, производственные цеха). Разнообразные виды профильных труб могут составлять более половины от всего тоннажа проката, причастного к возведению каркаса.
Овальные профильные трубы
В виды профильных труб по форме сечения, входит овальная труба. Изделие менее популярно, но визуально интересно, пользуется любовью дизайнеров и эстетов. Изготавливается профильная овальная труба способом холодной деформации — вальцовки стального штрипса и окончательной сварки. Чаще используемое сырье сталь ст1пс и ст2пс, именно марка стали определяет реальные технические свойства овального профильного проката.
Сырьем выступает углеродистая или легированная сталь, производство и эксплуатация в соответствии с ГОСТом 8645. Нержавеющая или оцинкованная сталь добавляет изделию превосходящих антикоррозийных качеств, устойчивости и долговечности. Овальная профильная труба применяется как декорирующая деталь металлоконструкции при ремонтных и строительных работах. Продукция эксплуатируется при установке скрытых коммуникаций, в дизайне офисной и домашней мебели.
Купить профильную трубу в Москве по низким ценам
Все виды металлических профильных труб лучше приобретать у производителей и доверенных дистрибьюторов. На сайте компании должен быть исчерпывающий каталог всей доступной продукции, готовый оказать информационную поддержку консультант и формы Обратной связи. Каталог товаров облегчает поиск профиля, позволяя сразу увидеть стоимость и метраж. Сырье, площадь и размер сечения у профильных труб отличаются в зависимости от целевого назначения.
Сайт производителя должен иметь возможность быстрого заказа, работающий онлайн-калькулятор, открытый к ознакомлению прайс-лист и международные сертификаты на прокат. Продажа и доставка профильной трубы не должны становиться проблемой заказчика, вся информационная поддержка вплоть до момента разгрузки, осуществляется ответственным поставщиком.
Продажа и доставка профильной трубы не должны становиться проблемой заказчика, вся информационная поддержка вплоть до момента разгрузки, осуществляется ответственным поставщиком.
О компании – Стальная Линия
О компании – Стальная Линия Завод «Стальная линия», который первоначально состоял из одного цеха,
за 25 лет активной работы не только расширил свою площадь до 30 000 м2,
но и стал лидером в производстве входных дверей в Беларуси.
Читать речь директора и написать письмо
Миссия компании
Привносить в повседневную жизнь комфорт и красоту. Обеспечивать безопасность, создавать неповторимую атмосферу уюта и подчеркивать индивидуальность каждого дома.
Базовые ценности и принципы
Предприятие специализируется на производстве входных дверей для дома и квартиры.
В основе нашей деятельности — стремление делать лучшие в мире двери. Поэтому в производстве «Стальная линия» использует лучшие инженерные решения и качественные комплектующие.
Приверженность общему делу
«Стальная линия» — это команда единомышленников. В своей работе мы основываемся на ответственности, доверии и профессионализме.
Покупатель прежде всего
Мы постоянно изучаем потребительский рынок и стремимся удовлетворить потребности клиента, предоставляя качественные и надёжные входные двери.
Стремление к совершенству
Постоянно разрабатываем и внедряем новые технологии в производство дверей. Каждый сотрудник вносит свой вклад в процесс непрерывных улучшений.
Качество во всем
В своей работе используем только качественные материалы и комплектующие, принимаем лучшие решения и привлекаем в команду настоящих профессионалов.
о продукте
1996
Предприятие специализируется на изготовлении входных дверей и металлоконструкций по индивидуальному заказу.
Входные двери производятся из профильной трубы и листовой стали с применением отделки из винилискожи.
о продукте
2006
Усовершенствована технология производства: запущена линия с координатно-пробивными станками ЧПУ; внедрена двухконтурная цельногнутая конструкция двери; запущено производство декоративных панелей MDF.
о продукте
2011
Компания отказалась от производства широкого ассортимента металлический конструкций.
В производство внедрена входная дверь с 3-мя контурами уплотнения. В качестве наружной панели впервые стали использовать MDF.
о продукте
2012
Компания отказывается от использования сварочных конструкций и переходит исключительно на гибочно-профильную технологию производства входных дверей, которая является самой передовой.
о продукте
2013
Запущена новая итальянская линия антикоррозийной обработки и полимерной порошковой окраски стали со швейцарскими роботами-манипуляторами.
о продукте
2014
Производство компании «Стальная линия» оснащено новейшим оборудование ЧПУ и включает в себя производственную базу с первоклассным оборудованием мировых брендов Италии, Германии, Швейцарии.
о продукте
2015
Производство Компании продолжает совершенствоваться. Компания вкладывает инвестиции в развитие технологических разработок и инфраструктуры.
о продукте
2019
Выпущены новые коллекции дверей с отделкой из натурального дерева, разработано оригинальное покрытие высокого глянца SteelLak хамелеон, выпущены двери с витражами, которые изготавливаются по классической английской технологии.
614 дверей 6 323 дверей 15 926 дверей
8 коллекций
Кол-во выпущенных дверей за год, шт. Кол-во выпущенных коллекций за год, шт.
Кол-во выпущенных коллекций за год, шт.
Количество работников компании
268
сотрудника
Руководство
сотрудников
Технический отдел
сотрудников
Руководители подразделений
сотрудника
Специалисты
сотрудника
Производство
ЛИНИЯ ПО ПРОИЗВОДСТВУ СТАЛЬНЫХ ТРУБ – ZTRFM
Линия по производству стальных трубКак используется процесс профилирования для стальной ту b e производственной линии 4 9?
Профилирование – это процесс формования металлических рулонов или листов на части по мере того, как материал проходит через машину посредством непрерывной прокатки роликов. Ролики для производства стальных труб бывают вертикального и горизонтального типа, расположенные сверху и снизу машины. Когда машина движется, которая приводится в действие силой электричества, и ролики постепенно изменяют форму материала до круглой формы трубы.
Ролики для производства стальных труб бывают вертикального и горизонтального типа, расположенные сверху и снизу машины. Когда машина движется, которая приводится в действие силой электричества, и ролики постепенно изменяют форму материала до круглой формы трубы.
Причина, по которой мы называем это формованием холодным прокатом, заключается в том, что все формованные детали создаются при комнатной температуре, что делает этот процесс холодным формованием. Профилегибочная машина способна обрабатывать широкий спектр металлов, включая бронзу, латунь, цинк, титан, медь, алюминий и сталь. Однако из этих металлов наиболее часто используемыми остаются алюминий и сталь. Здесь для нашей машины мы можем обрабатывать только углеродистую сталь, сталь и нержавеющую сталь.
Что такое Линия по производству стальных труб может ли принести пользу вам?
Для чего была разработана линия по производству стальных труб и чем она может вам помочь.
- Высокопроизводительное производство. Линия по производству стальных труб может использоваться для производства стальных труб на высокой скорости. Обычно рабочий процесс может помочь вам изготовить стальную трубу со скоростью 90 м/мин. Профилегибочные услуги позволяют быстро и эффективно выполнять заказы большого объема. При этом он способен поддерживать скорость производства от 100 до 180 футов в минуту.
- Полностью используйте материал . Для линии производства стальных труб в качестве сырья во время операции формования используется металлическая полоса заданной ширины, что приводит к меньшему количеству остаточных отходов, чем при других процессах. Для идеальной сварки детали с края материала удаляется только небольшой креп.
Линия по производству стальных труб Рабочий процесс:
Оборудование для высокочастотной сварки труб в основном состоит из разматывателя, машины с прямым концом, активной правки, машины для сварки встык со сдвигом, петлителя для хранения, формовочной и калибровочной машины, компьютерной летающей пилы , фрезерный станок, гидравлический испытательный станок, зачистной ролик. Он состоит из дорожного оборудования, оборудования для дефектоскопии, упаковочной машины, высокочастотного привода постоянного тока и электроприборов полной линии.
Он состоит из дорожного оборудования, оборудования для дефектоскопии, упаковочной машины, высокочастотного привода постоянного тока и электроприборов полной линии.
Оборудование для высокочастотной сварки труб предназначено для подачи в машину стальной полосы определенной спецификации. Стальная полоса обжимается в трубчатую заготовку через формующий ролик, а затем кромка трубы быстро нагревается до температуры сварки за счет высокочастотного эффекта близости и скин-эффекта. Сварка завершается под давлением прижимного ролика, а затем охлаждается, калибруется и грубо выпрямляется, чтобы получить стальную трубу требуемой спецификации.
Zhongtuo Производственная линия стальной трубки Режим :
HG25. Линия для производства стальных труб
Диапазон толщины: (0,8–2,0 мм)
HG50 Линия для производства стальных труб
Диапазон толщины: (1,5–3,0 мм)
Диаметр: (Φ21–Φ48 мм)
HG76 Линия для производства стальных труб
Диапазон толщины: (2,0–3,75 мм)
Диаметр: (Φ42–Φ76 мм)
Диаметр: (Φ21–Φ32 мм)
HG114 Линия по производству стальных труб
Диапазон толщины: (1,0–9001 мм) : (Φ60-φ114mm)
Hg120 Производственная линия стальной трубки
Диапазон толщины: (2,0—5,0 мм)
Диаметр: (φ38mm-φ127 мм)
, где производственная линия . Продуктовая труба , используемая в наших ежедневно жизнь ?
Продуктовая труба , используемая в наших ежедневно жизнь ?
Некоторые трубы используются в бытовой технике, например, ручки, направляющие ящиков, полки холодильников, опоры лестниц и панели управления. Столбы для забора, оборудование для газонов и садов для сельского хозяйства являются другими примерами множества разнообразных продуктов, созданных в процессе профилирования.
В строительной сфере некоторые трубы используются для изготовления проволочных трубопроводов. И некоторые для торговых автоматов, конвейерных систем, насосов АЗС, пандусов, железнодорожных вагонов, крановых путей, стеллажей и стеллажей, ограждений и дверных коробок и других.
Для обычного образца в нашей повседневной жизни ножки стула, ножки кровати и другие изготовлены из нержавеющих труб.
КАК ВЫБРАТЬ РАЗМЕР ТРУБОПРОВОДА В СООТВЕТСТВИИ С РАЗМЕРОМ ТРУБЫ?
Общий пример:
Требования заказчика
Толщина (мм): 0,4 – 1,4
Полая секция (мм): 12 x 12,16 x 16, 19 x 19, 25 x 30, 30 40 х 40, 10 х 25, 10 х 40, 15 х 30, 20 х 30, 20 х 40, 60 х 30, 80 х 40
Труба (мм): 20, 25, 42,2, 32,2, 48,2, 60,2, 76,2
Вопрос: как рекомендовать клиентам?
Вариант A: если клиент хочет удалить самый большой размер 80 x 40 и 76,2, мы можем порекомендовать увеличенную версию HG32, так как толщина материала довольно тонкая.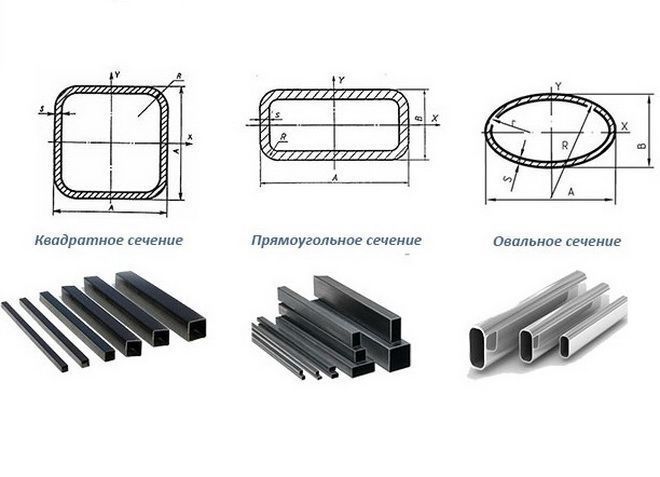
Вариант B: Если клиент считает, что большие размеры очень важны, мы можем оставить их, но мы должны предложить клиентам удалить 12×12, самый маленький размер, и тогда мы используем увеличенную версию HG50.
Вопрос: насколько стоимость будет отличаться от этих двух вариантов?
Поскольку форма машины отличается, а значит, конструкция машины, вал, двигатель и другие детали будут другими, поэтому стоимость будет отличаться на 20000 долларов США.
Вопрос: Причина, по которой все размеры не могут быть изготовлены на одной машине, нам нужно выбрать?
Ответ: поскольку размер большой, нам нужно спроектировать вал, достаточно прочный, чтобы удерживать более крупные ролики, а мощность должна быть достаточно большой, чтобы поддерживать прокатку. Но у него есть какой-то предел наименьших размеров, так как пространство ролика имеет какой-то предел, он не может сделать такой маленький размер таким большим пространством.
Производитель стальных труб и профилей
Описание труб и профилей с использованием
1.
1.1 Труба
представляет собой длинный полый цилиндр с открытыми концами и круглым поперечным сечением.
1.2 Профиль
означает фиксированное поперечное сечение заданной длины.
2. Виды труб и профилей
2.1 Тип трубы
2.2 Тип профилей
Открытые профили
Закрыть профили
3. Заявка
3.1 Применение труб
Шовно-сварные трубы можно классифицировать по размерам, качеству, производственному процессу, процессу испытаний и их применению. В классификации принято классифицировать паровые трубы на три класса: промышленные трубы, черные водопроводные трубы и земляные трубы. Но это не точная классификация и не может объяснить характеристики разных труб.
В классификации принято классифицировать паровые трубы на три класса: промышленные трубы, черные водопроводные трубы и земляные трубы. Но это не точная классификация и не может объяснить характеристики разных труб.
3.2 Применение профилей
1. Большинство профилей используются для изготовления металлических дверей и окон. Эти профили, которые классифицируются от 1 до 7 (по размерам и характеристикам), могут быть использованы для изготовления окон и оконных рам.
2. Прямоугольные и квадратные профили малого сечения могут применяться в качестве металлической окантовки дверей и окон домов, жестких ограждений ступеней, а также в ограждениях заводских стен и ограждений и ограждений тротуаров и улиц.
3. Прямоугольные и квадратные профили с большим поперечным сечением, известные как люльки, имеют различное применение в промышленности и строительстве. Эти профили изготавливаются квадратного сечения от 60*60 мм до 270*270 мм и прямоугольного сечения от 100*40 мм до 300*135 мм и имеют толщину от 2,5 до 8 мм. Их можно использовать для изготовления металлических колонн и каркасов зданий, а также эти профили можно использовать для изготовления шасси гусениц и автоцистерн, если они обладают необходимыми физическими характеристиками.
Эти профили изготавливаются квадратного сечения от 60*60 мм до 270*270 мм и прямоугольного сечения от 100*40 мм до 300*135 мм и имеют толщину от 2,5 до 8 мм. Их можно использовать для изготовления металлических колонн и каркасов зданий, а также эти профили можно использовать для изготовления шасси гусениц и автоцистерн, если они обладают необходимыми физическими характеристиками.
4. Квадратные и квадратно-прямоугольные коробчатые профили используются в автомобилестроении.
5. Квадратные профили используются для изготовления ножек стульев и столов.
6. Профили в форме Z в основном используются для покрытия растений.
7. Уголок и шпилька изготавливаются методом холодной прокатки. Угловой профиль от 20 до 50 мм. использование угловых профилей в больших дверях и металлического каркаса в машинах размером 18, 12. Маленькие профили Stud используются в раскрывающихся дверях.
использование угловых профилей в больших дверях и металлического каркаса в машинах размером 18, 12. Маленькие профили Stud используются в раскрывающихся дверях.
Процесс производства стальных труб и профилей
Основной операцией заводов по производству труб и профилей является преобразование стальных листов (рулонов) в конечный продукт путем холодной прокатки различных форм и размеров (открытые и закрытые профили), этот процесс включает следующие этапы, которые кратко описаны:
1. Сырье:
До запуска fulad mobarekeh сырье для большинства заводов поставлялось из европейских стран и Японии, но теперь большая часть сырья поставляется fulad mobarake, а некоторая часть – из Центральной Азии, Бразилии, Европы и Восточной Европы. лист должен иметь особый химический состав и надлежащие механические свойства, чтобы создавать проблемы для производителей во время производства и для потребителей во время их использования, листы, которые удовлетворяют стандартам ST37.2 или JIS G3731 или G3132, имеют химический состав, состоящий из (кремнезем 0,35%, углерод от 0,3% до 0,1%, сера 0,04%, фосфор 0,04%, марганец 0,5%) и предлагаются для этого вида производства, за некоторыми исключениями.
лист должен иметь особый химический состав и надлежащие механические свойства, чтобы создавать проблемы для производителей во время производства и для потребителей во время их использования, листы, которые удовлетворяют стандартам ST37.2 или JIS G3731 или G3132, имеют химический состав, состоящий из (кремнезем 0,35%, углерод от 0,3% до 0,1%, сера 0,04%, фосфор 0,04%, марганец 0,5%) и предлагаются для этого вида производства, за некоторыми исключениями.
2. Резка рулонов на стержни
Рулоны разрезаются на стержни определенной ширины с помощью режущего оборудования, эти машины, основанные на заказах и различных целях, имеют разные части, некоторые из которых полностью автоматические, а другие полуавтоматические. Режущая машина обычно включает в себя хранилище рулонов, несущий стол, амортизатор, зажим для рулонов, систему размыкания рулонов, систему управления боковыми сторонами, выравнивающие листы, гильотинные и токопроводящие катушки, приводные ролики, основную режущую часть, ролики для разделения прутков. , держатели баров и коллекторы баров. Держатель рулона совершает круговое движение, и по мере того, как рулон устанавливается в узел, держатели рулона циркулируют, а лист направляется под разглаживающие ролики. Благодаря этому листы получаются плоскими и гладкими. Конец листа обрезается гильотиной, чтобы не было проблем со сваркой других частей. Затем листы перемещаются подающими роликами по направлению к главным валам, на которых установлены поводки со стальными лезвиями, прошедшими термическую обработку и обладающими жесткостью (59-61) раколи и расстояния между ними пропорциональны ширине необходимых стержней. Движение листов (прутьев) продолжают вперед, а прутья направляют точно вниз по потоку, пропускают их к валам сепараторов, на которых закреплены малые лопасти. Наконец, первый конец прутков зажимается в специальном зажиме внутри пруткового коллектора. Затем зажим сглаживает диагональ стержневого коллектора до нескольких сантиметров. С одной стороны, это приводит к закрытию двух краев зажима и захвату концов стержней, а с другой стороны, в конце периода разгрузки стержней внутренний слой листов отделяется действием клипера, и стержни могут быть легко направлены наружу. подвижным столом и самолетом, движущимся вдоль главной оси. После этого этапа протягивание листа продолжается стержневым коллектором до тех пор, пока не будет протянут рулон на всю длину. наконец, слитки ранжируются и передаются на разные узлы производственной линии.
3. Производство труб и профилей:
Коробки и профили могут быть изготовлены двумя способами, выбор метода производства зависит от возможностей машины относительно ее конструкции. Открытые профили обычно производятся прямым методом. Оборудование для производства труб и профилей обычно включает в себя устройство подачи прутка, гильотину, сварку обоих концов прутка, зажим, формовочную часть (состоит из двух частей, первичной формовки и (2) окончательной формовки), сварку двух кромок профиля, полировку, охладитель, калибровку. часть с 4-6 заходами – разгибание и раскручивание (3) автоматический рез (4) диспетчер, и сброс в табл. Эти детали могут быть изменены в зависимости от производства и метода, для которого сконструирована машина. Но следует отметить, что основная операция этих агрегатов заключается в формовании листов, проходящих через два верхних и нижних литья при циркуляции в разных входах, так что конечный продукт получается в холодном состоянии. На следующем рисунке показана формовка металлического прутка.
Производство конструкционных профилей и коробов может осуществляться прямым или косвенным способом (изготовление трубы и последующее преобразование ее в конечный продукт). Каждый способ имеет свои преимущества и недостатки. При прямом способе стержень формируется постепенно, проходя через верхние и нижние отливки (с приводом), которые проектировщик запроектировал, рассчитывая мощность и углы наклона от распределенных в каждом заходе, и после сварки двух кромок листа частыми швами окончательно форма завершается. в размерной части. Используя мощность литья и теплоту сварки, полученные профили не являются полностью прямыми, а повторное использование энергии путем раскручивания, их изгиба, отверждения и кручения преобразуется. В процессе производства профили нарезаются на 6м и упаковываются, а с наклеиванием этикетки и таблички, проверочным контролем качества, передаются на склады. При непрямом способе производства сначала профили превращают в трубы в основном прокатном агрегате с теми же приемами, описанными выше, и одним из трех способов гибки, затем сваривают две кромки, придают им различные формы путем проклейки и раскручивания деталей под верхним , нижнее и боковое давление, или в калибровочных и раскручивающихся частях трубы готовы, и конечным продуктом будут трубы, упакованные после резки. Эти трубы проходят через более простые блоки с 8-10 входами, чтобы изменить их в другой форме.
Преимущества и недостатки:
А. Прямой метод:
Профили, изготовленные прямым методом, имеют острые углы, точные размеры, фиксированную линию сварки в верхней стенке и меньшую кривизну поверхности, а также более высокое качество, чем другие методы. линейной скорости износ отливок при этом методе высок. Также требуется высокая точность в отношении термической обработки и фрезерования. Большое пространство между индикатором, профилями и ферритом снижает скорость производства и будет медленнее, чем непрямой метод, и будет иметь меньшую эффективность. На рисунке показано изготовление профилей прямым способом.
Б. Косвенный метод:
В этом методе первая часть машины (включая формовку и чистовую обработку) превращает прутки в трубы одним из трех способов: формированием кромок, формированием по центру или формированием реального радиуса (с учетом мнения конструктора и состояния машины), преобразуются в желаемую форму в размерах. частей, этот способ называется онлайн-методом или после того, как трубы завершены и разрезаны на эти две части, преобразование проводится в других узлах. Таким образом, поскольку возможно изготовление труб в формообразующей части и изменение хотя бы некоторых отливок в калибровочной части или передача труб на другие сварочные аппараты, мы можем предоставить несколько видов профилей. Разнообразие профилей возможно хотя бы на одном станке для производства труб. Отливки имеют круглую форму, и их легко изготовить на станке, а вероятность разрушения минимальна из-за отсутствия острых углов при термической обработке. Но что касается качества, углы более круглые, а стороны, линия сварки и кривизна поверхности менее точны, чем прямой метод. Если трубы производятся только как газовые или водопроводные трубы, диагонали труб считаются на один миллиметр больше, чем диагонали в линии сварки. Это добавление стоимости к диагоналям получается за счет увеличения линейной скорости. За счет увеличения диагоналей отливок в каждом заходе размер уменьшается (0,5-0,2), что фактически удлиняет трубы и делает их круглыми.