Лист алюминиевый рифленый размеры: Лист рифленый квинтет купить по низкой цене доставка в течении 24 часов.
alexxlab | 30.03.2023 | 0 | Разное
лист алюминиевый 1.2х1200х3000 АМГ2Н2Р рифление квинтет в наличии по цене от 317 руб за кг
лист алюминиевый 1.2х1200х3000 АМГ2Н2Р рифление квинтет в наличии по цене от 317 руб за кг | Компания МЕТАЛЛСЕРВИС Подробнее| Металлобаза | Цена руб/м2 | Цена руб/шт | Цена руб/кг | Цена, руб руб/кг от 0,2кг | Цена, руб руб/кг от 2кг | |
|---|---|---|---|---|---|---|
| Капотня Москва | 1 021 | 317 |
317 |
317 |
||
| Электросталь | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Предпортовая С.Петербург | 1 031 | 3 712 | 320 |
320 |
320 |
|
| Нижний Новгород Металлобаза № 2 | 1 025 | 3 689 | 318 |
318 |
318 |
|
| Самара | 1 021 | 3 677 | 317 | 317 |
317 |
|
| Ростов-На-Дону Батайск | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Краснодар | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Новосибирск | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Пермь | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Екатеринбург | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Уфа | 1 021 | 3 677 | 317 |
317 |
317 |
|
| Челябинск Производственная | 1 021 | 3 677 | 317 |
317 |
317 |
 2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>
2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”> 2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>
2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”> 2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>
2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>| Металлобаза | Цена руб/шт | Цена, кг |
|---|---|---|
| 3 677 | 317 ₽ | |
| Электросталь | 3 677 | 317 ₽ |
| ПредпортоваяС.Петербург | 3 712 | 320 ₽ |
| Нижний НовгородМеталлобаза № 2 | 3 689 | 318 ₽ |
| Самара | 3 677 | 317 ₽ |
| Ростов-На-ДонуБатайск | 3 677 | 317 ₽ |
| Краснодар | 3 677 | 317 ₽ |
| Новосибирск | 3 677 | 317 ₽ |
| Пермь | 3 677 | 317 ₽ |
| Екатеринбург | 3 677 | 317 ₽ |
| Уфа | 3 677 | 317 ₽ |
| ЧелябинскПроизводственная | 3 677 | 317 ₽ |
 2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>
2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”> 2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>
2x1200x3000″ data-mark=”АМГ2Н2Р” data-len=”рифление квинтет”>Авторизация
Напомнить пароль
Зарегистрироваться
Выберите город
- Москва
- Санкт-Петербург
- Нижний Новгород
- Самара
- Пенза
- Балаково
- Чебоксары
- Брянск
- Курск
- Белгород
- Ростов-на-Дону
- Таганрог
- Краснодар
- Пермь
- Екатеринбург
- Челябинск
- Уфа
- Новосибирск
- Барнаул
- Хабаровск
- Минск
Выберите город
- Москва
- Санкт-Петербург
- Нижний Новгород
- Самара
- Пенза
- Балаково
- Чебоксары
- Брянск
- Курск
- Белгород
- Ростов-на-Дону
- Таганрог
- Краснодар
- Пермь
- Екатеринбург
- Челябинск
- Уфа
- Новосибирск
- Барнаул
- Хабаровск
размер алюминиевого гофрированного листа | гофрированный алюминиевый лист
Информация о продукте
Сплав серии | Типичный сплав |
Серия 1000 | 1050 1060 1070 1100 |
Серия 2000 | 2024(2A12), LY12, LY11, 2A11, 2A14(LD10), 2017, 2A17 |
Серия 3000 | 3А21, 3003, 3103, 3004, 3005, 3105 |
4000 Серия | 4А03, 4А11, 4А13, 4А17, 4004, 4032, 4043, 4043А, 4047, 4047А |
Серия 5000 | 5052, 5083, 5754, 5005, 5086,5182 |
Серия 6000 | 6063, 6061, 6060, 6351, 6070, 6181, 6082, 6А02 |
Серия 7000 | 7075, 7А04, 7А09, 7А52, 7А05 |
 4pt”>
4pt”>сплав | Характер |
1050 1060 1070 1100 | х212, х34, О |
2024 LY12 LY11 2A11 2A14 2017 2A17 | х212, Т4, Т351, Т6 |
3A21 3003 3103 3004 3005 3105 | х212, х34, О |
5052 5754 5005 5083 5086 | х42, х212, х211, х34, О |
6063 6061 | х212, Т6, Т651, Т5, Т4, О |
Спецификация | 1. 2. Ширина: 500-2000 мм 3.Длина:Согласно требованию 4.Характер: Различные состояния Листы могут быть изготовлены по вашему запросу . |
Применение | В основном используется в строительстве, отделке, упаковке, печати, обложках, вывесках, рекламных щитах, внешней отделке зданий, кузовах автобусов, отделке стен высотных зданий и заводов |
 4pt”>
4pt”> Толщина: 0,2-60 мм
Толщина: 0,2-60 мм Размер алюминиевого гофрированного листа становится популярным выбором для использования в установках и зданиях. Он устойчив к коррозии практически в любой среде. Даже в высококоррозионных промышленных средах он устойчив к дымам и парам органических соединений, а также к химическим веществам, таким как аммиак, двуокись углерода и кислоты, такие как соляная, азотная и серная кислоты. Это коррозионно-стойкое свойство обеспечивает долгий срок службы металла и сохраняет его в хорошем состоянии на протяжении всего срока службы.
Это коррозионно-стойкое свойство обеспечивает долгий срок службы металла и сохраняет его в хорошем состоянии на протяжении всего срока службы.
Алюминиевый гофрированный лист Haomei изготовлен из алюминия и идеально подходит для всех нужд кровли и облицовки. Он прост в использовании, долговечен и экономичен в работе. Использование алюминия для кровли имеет много преимуществ.
Тег
алюминиевый гофрированный лист размер,алюминий,гофрированный,лист,размер
толщина гофрированного алюминиевого листа
Новый | гофрированный алюминиевый лист
Купить толщину гофрированного алюминиевого листа и другие изделия для металлообработки онлайн на сайте aluminiummetals.com.
Подробнее
29,00 $
Добавляет продукт в сравнениеДобавить к
гофрированный алюминиевый лист цена
Новый | гофрированный алюминиевый лист
Найдите здесь дилеров, розничных продавцов и дистрибьюторов цен на гофрированный алюминиевый лист в Китае. Получите последнюю информацию о ценах на гофрированный алюминиевый лист, моделях.
Получите последнюю информацию о ценах на гофрированный алюминиевый лист, моделях.
Подробнее
88,00 $
Добавляет продукт в сравнениеДобавить к
гофрированный алюминиевый лист
Новый | гофрированный алюминиевый лист
Найти здесь алюминиевый лист гофрированный использовать дилеров, розничных продавцов и дистрибьюторов в Китае. Получите последнюю информацию о ценах на гофрированный алюминиевый лист, моделях.
Подробнее
$89.00
Добавляет продукт в сравнениеДобавить к
гофрированные алюминиевые листы цена
Новый | гофрированный алюминиевый лист
Найдите здесь цены на гофрированные алюминиевые листы дилеров, розничных продавцов и дистрибьюторов в Китае. Получите последнюю информацию о ценах на гофрированные алюминиевые листы, моделях.
Подробнее
56,00 $
Добавляет продукт в сравнениеДобавить к
гофрированный алюминиевый лист Ирландия
Новый | гофрированный алюминиевый лист
Найдите предложения по алюминиевому гофрированному листу в Building Supply
Подробнее
48,00 $
Добавляет продукт в сравнениеДобавить к
декоративный гофрированный металл
Новый | гофрированный алюминиевый лист
Найти предложения по декоративному гофрированному металлу в Building Supply
Подробнее
95,00 $
Добавляет продукт в сравнениеДобавить к
Категория: 1024 гофрированная водопропускная труба из алюминиевого сплава и гофрированная конструкционная плита из алюминиевого сплава0302
Эта статья устанавливает процедуры проверки гофрированных листов из алюминиевого сплава, предназначенных для использования в водопропускных трубах, и проверки готовых труб из алюминиевого сплава. Спецификации MoDOT см. в разделе 1024.
Спецификации MoDOT см. в разделе 1024.
Процедуры лабораторных испытаний и отчетности по пробам см. в EPG 1024.4 «Руководство по лабораторным испытаниям», раздел 1024.
Содержимое
- 1 1024.1 Прибор
- 2 1024.2 Процедура
- 2.1 1024.2.1 Гофрированная алюминиевая водопропускная труба
- 2.1.1 1024.2.1.1 Разрешение производителя
- 2.1.2 1024.2.1.2 Лист Сертифицированный анализ и гарантия производителя
- 2.2 1024.2.2 Материал
- 2.2.1 1024.2.2.1 Алюминиевый лист
- 2.2.1.1 1024.2.2.1.1 Химический состав
- 2.2.1.2 1024.2.2.1.2 Механические свойства
- 2.2.1.3 1024.2.2.1.3 Толщина
- 2.2.1.4 1024.2.2.1.4 Гофры
- 2.2.1.5 1024.2.2.1.5 Ширина
- 2.2.1.6 1024.2.2.1.6 Кромка
- 2.2.2 1024.2.2.2 Заклепки
- 2.2.3 1024.2.2.3 Болты и гайки
- 2.2.1 1024.2.2.1 Алюминиевый лист
- 2.3 1024.2.3 Идентификационные маркировки для алюминиевого листа
- 2.
 4 1024.2.4 Случайная выборка алюминиевого листа
4 1024.2.4 Случайная выборка алюминиевого листа - 2.5 1024.2.5 Выездная проверка
- 2.5.1 1024.2.5.1 Инспекция завода и фабрики
- 2.6 1024.2.6 Изготовление
- 2.6.1 1024.2.6.1 Форма
- 2.6.2 1024.2.6.2 Гофры
- 2.6.3 1024.2.6.3 Заклепочные швы
- 2.6.4 1024.2.6.4 Спиральные замковые швы
- 2.6.4.1 1024.2.6.4.1 Отбор проб
- 2.6.5 1024.2.6.5 Сегментное удлинение
- 2.6.6 1024.2.6.6 Конечная отделка
- 2.7 1024.2.7 Качество изготовления и отделка
- 2,8 1024.2.8 Обращение
- 2.1 1024.2.1 Гофрированная алюминиевая водопропускная труба
- 3 1024.3 Образец протокола
- 4 1024.4 Руководство по лабораторным испытаниям для Sec 1024
- 4.1 1024.4.1 Процедура
- 4.2 1024.4.2 Образец записи
1024.1 Аппаратура
(a) Микрометр или штангенциркуль с точностью измерения до 0,0001 дюйма (0,00254 мм) и точностью не менее 0,001 дюйма (0,0254 мм).
(b) Линейка с подходящей градуировкой для точного измерения проверяемого материала.
(c) Весы с точностью до 0,5% от веса (массы) взвешиваемого образца.
(d) Руководство по осмотру гофрированных металлических труб (CMP).
(e) Применимые спецификации AASHTO.
1024.2 Процедура
1024.2.1 Гофрированная алюминиевая водопропускная труба
Гофрированная алюминиевая водопропускная труба и арки принимаются на основании изготовителя листа или рулона, представившего необходимые документы, указанные в Спецификациях, при утверждении завода и квалификация, сертификация производителя, документация по контролю качества производителя, идентификационная маркировка, выборочная выборка и тестирование, а также проверка на месте.
1024.2.1.1 Утверждение производителя
Перед приемкой гофрированной алюминиевой водопропускной трубы производитель должен предоставить План контроля качества конструкции и материалов в соответствии с требованиями раздела 1020, заявление, подтверждающее, что изготовление будет соответствовать плану контроля качества, список источников материалов, используемых при изготовлении, и заявление, гарантирующее, что все материалы, используемые при изготовлении, будут соответствовать применимым спецификациям.
Список тех производителей, которые подали приемлемые документы, показан в EPG 106.1 Источник поставки и требования к качеству.
Во время любого визита к производителю его записи должны быть проверены на предмет результатов испытаний и инспекционной документации. Записи должны быть специфичны для каждой партии труб и должны указывать номер заказа на поставку или номер проекта, маршрут и округ, дату проверки, количество (футы или м), диаметр трубы.
Если установлено, что производитель не соответствует спецификациям, уведомите об этом отдел строительства и материалов, чтобы можно было пересмотреть одобрение производителя.
Если будет обнаружено, что производитель фальсифицирует документацию, отдел строительства и материалов должен быть немедленно уведомлен об исключении этого производителя или завода из списка утвержденных.
1024.2.1.2 Сертифицированный анализ и гарантия производителя листа
Перед приемкой гофрированного алюминия для водопропускных труб и трубных арок производитель листа или рулона должен предоставить «Конструкцию и материалы» «Сертификат анализа производителя листа» и «Гарантию производителя листа». ” в соответствии с требованиями раздела 1020. Список тех производителей, которые подали приемлемые документы, показан в EPG 106.1 Источник поставки и требования к качеству.
” в соответствии с требованиями раздела 1020. Список тех производителей, которые подали приемлемые документы, показан в EPG 106.1 Источник поставки и требования к качеству.
Если случайная выборка приводит к отбраковке металла, приемка на основе сертифицированного анализа и гарантии производителя листа должна быть немедленно прекращена, и весь водопропускной металл этой марки и калибра должен быть отобран, испытан и одобрен перед использованием до тех пор, пока такое время, которое будет определено отделом строительства и материалов. Отдел строительства и материалов сообщит всем округам о прекращении принятия марки или калибра по результатам сертифицированного анализа и гарантии производителя листа. Когда результаты испытаний снова укажут на постоянное соответствие требованиям спецификации, инженер штата по строительству и материалам уведомит все округа о восстановлении этой марки и/или калибра в утвержденном списке производителей.
1024.2.2 Материал
1024.
 2.2.1 Алюминиевый лист
2.2.1 Алюминиевый листАлюминиевый лист, используемый для изготовления, должен соответствовать AASHTO M 197 или AASHTO M 219. длины. Готовый алюминий не должен иметь вредных дефектов, таких как пузыри и флюс.
1024.2.2.1.1 Химический состав
Состав основного металла алюминиевого листа должен соответствовать требованиям AASHTO M 197 или ААШТО М 219.
1024.2.2.1.2 Механические свойства
Алюминий при испытании в продольном направлении алюминиевых листов до гофрирования или другой обработки должен соответствовать требованиям AASHTO M 197 или AASHTO M 219. Алюминиевый лист, испытанный после гофрирования или другой обработки должны соответствовать требованиям по прочности на растяжение и пределу текучести AASHTO M 197 или AASHTO M 219, но удлинение не требуется.
1024.2.2.1.3 Толщина
Толщина листа должна соответствовать допускам, указанным в AASHTO M 196 или AASHTO M 219.
1024.2.2.1.4 Гофры
Размеры гофров должны соответствовать AASHTO M 196 или AASHTO M 219. Гофры должны образовывать плавные непрерывные кривые и касательные.
Гофры должны образовывать плавные непрерывные кривые и касательные.
1024.2.2.1.5 Ширина
Ширина покрытия отрезков гофра должна соответствовать AASHTO M 196 или AASHTO M 219. Ширина покрытия представляет собой расстояние между гребнями крайних гофров. Не существует установленных допусков на общую ширину, поскольку определяющими факторами для формованного продукта являются ширина покрытия и размеры края.
1024.2.2.1.6 Кромка кромки
Размеры кромки отрезков гофрированного картона должны соответствовать AASHTO M 196 или AASHTO M 219. Размер кромки измеряется вдоль радиальной кривизны от гребня самого внешнего гофра до края Лист.
1024.2.2.2 Заклепки
Заклепки, используемые при изготовлении заклепок, должны соответствовать AASHTO M 197 или AASHTO M 219. Они должны быть полностью оцинкованы и шерардированы.
1024.2.2.3 Болты и гайки
Болты, гайки и другие изделия с резьбой, используемые с соединительными лентами, и другие изделия, используемые с соединительными лентами, должны быть покрыты одним из процессов, указанных в AASHTO M 196 или AASHTO M 219.
1024.2.3 Идентификационные маркировки для алюминиевого листа
Каждый лист или рулон алюминия должен быть четко промаркирован в соответствии с AASHTO M 197 или AASHTO M 219 с интервалом от 2 до 5 футов (от 600 до 1500 мм). производитель с атмосферостойким штампом, а маркировка должна содержать название производителя листа, марку, номер калибра или толщины, номер обозначения AASHTO алюминия и идентификационные символы, показывающие номер плавки и обозначение партии. Труба должна быть изготовлена таким образом, чтобы маркировка находилась снаружи трубы. Перемаркировка материала, который был промаркирован неправильно, допускается, если исходная маркировка удалена, стерта или иным образом четко обозначена как неправильная. Принимаются только листы или рулоны от производителей, перечисленных в EPG 106.1 «Источник поставок и требования к качеству».
1024.2.4 Выборочная выборка алюминиевого листа
Выборочная выборка должна быть представлена в лабораторию для определения механических свойств и химического анализа.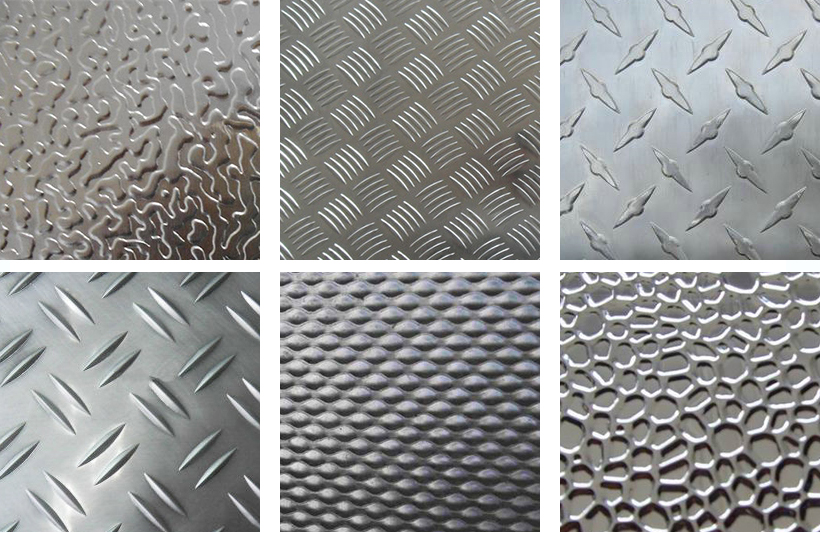 Образцы могут быть взяты на месте производства, в пункте промежуточного распределения или на объекте. Партией считается количество материала, предлагаемого для контроля за один раз, одинаковой толщины, с одинаковым номером плавки и обозначением партии. Помимо отбора проб, на тех же листах или рулонах, выбранных для произвольной выборки, должны быть выполнены измерения толщины поля, а также измерения шага и глубины гофра.
Образцы могут быть взяты на месте производства, в пункте промежуточного распределения или на объекте. Партией считается количество материала, предлагаемого для контроля за один раз, одинаковой толщины, с одинаковым номером плавки и обозначением партии. Помимо отбора проб, на тех же листах или рулонах, выбранных для произвольной выборки, должны быть выполнены измерения толщины поля, а также измерения шага и глубины гофра.
Образцы для химического анализа основного металла листов или рулонов перед изготовлением должны браться примерно с интервалом в один год для каждой марки и вида металла, представленного для проверки. Размер каждого образца должен быть не менее 3 дюймов x 6 дюймов (75 x 150 мм) или эквивалентной площади, и каждый образец должен быть вырезан из разных листов партии. Количество листов, из которых должны быть взяты образцы для химического анализа, должно соответствовать указанному в EPG 1020.7 Отбор проб листов или рулонов основного металла. Образцы рулонов должны состоять из трех образцов из рулона или, если задействовано более одного мельничного (25 мкм) лифта или рулона, должны быть отобраны три образца из каждого из по крайней мере двух различных рулонов.
Образцы для определения механических свойств основного металла листов или рулонов должны отбираться примерно с интервалом в один год для каждой марки и вида металла, представляемого для проверки. Два образца, каждый размером 4 дюйма x 14 дюймов (100 x 355 мм), должны быть взяты с одного конца отрезка или рулона. 14-дюймовый. размер должен быть в продольном направлении алюминиевого листа. Ни один образец не должен быть взят ближе, чем на расстоянии 2 дюймов (50 мм) от края или 4 дюймов (100 мм) от конца листа или рулона.
| См. параграф выше | |
| См. параграф ниже | |
Полевые измерения толщины, шага и глубины гофра должны быть выполнены на одних и тех же листах или рулонах, выбранных для случайной выборки. По ширине листа или рулона должно быть выполнено минимум пять замеров толщины по ширине листа или рулона на расстоянии не менее 3/8 дюйма (10 мм) от края металла и по касательной к гофрам. Два из этих измерений должны быть проведены на крайних полных гофрах или в пределах 2 дюймов (50 мм) от каждой боковой кромки рулонов. Если какой-либо единичный размер оказывается несоответствующим установленному допуску, этот лист или часть рулона должны быть забракованы. Дополнительные листы или отрезки рулона должны быть измерены до тех пор, пока не будет установлено, что остальная часть металла имеет удовлетворительную толщину или пока не станет очевидным, что значительная часть (примерно десять процентов измеренных листов или десять процентов длины рулона) партии недостаточна, и в этом случае партия подлежит забраковке. Отбраковка и повторная проверка шага или глубины гофры такие же, как и толщины поля.
Два из этих измерений должны быть проведены на крайних полных гофрах или в пределах 2 дюймов (50 мм) от каждой боковой кромки рулонов. Если какой-либо единичный размер оказывается несоответствующим установленному допуску, этот лист или часть рулона должны быть забракованы. Дополнительные листы или отрезки рулона должны быть измерены до тех пор, пока не будет установлено, что остальная часть металла имеет удовлетворительную толщину или пока не станет очевидным, что значительная часть (примерно десять процентов измеренных листов или десять процентов длины рулона) партии недостаточна, и в этом случае партия подлежит забраковке. Отбраковка и повторная проверка шага или глубины гофры такие же, как и толщины поля.
1024.2.5 Проверка на месте
Проверка на месте должна проводиться с использованием Руководства по проверке гофрированных металлических труб (CMP). Частота выездных проверок готовой трубы определяется инженером, но должна проводиться примерно в 10 процентах отгрузок и не реже одного раза в месяц.
Трубы, поставляемые местными производителями, будут проверяться на заводе производителя районом, в котором расположен завод. Трубы, поставляемые производителями за пределами штата, будут проверены в пункте назначения районом, в котором находится пункт назначения. Отдел строительства и материалов будет вести записи о том, когда должны выполняться отбор проб и проверка труб, находящихся за пределами штата, и уведомлять округ об этом.
1024.2.5.1 Инспекция завода и фабрики
Инженер может провести проверку и отбор проб листового алюминия на прокатном стане или в цехе, где производятся трубы. Инженер может потребовать от завода химический анализ любой плавки. Проверка на заводе или в цеху должна проводиться под руководством инженера. Инженер должен иметь свободный доступ на завод или в цех для осмотра, и каждый объект должен быть расширен для осмотра.
Любой листовой алюминий или труба, которые ранее были забракованы на заводе или в магазине и включены в более позднюю партию, будет считаться достаточным основанием для забраковки всей партии.
Готовые алюминиевые трубы или концевые секции должны быть маркированы, как описано в Разделе 1020.7. Марка основного металла должна быть проверена, чтобы убедиться, что она указана в EPG 106.1 Источник поставки и требования к качеству. Маркировка на торцевых секциях может быть неравномерной, поскольку листы вырезаются и формируются перед сборкой блока, однако обычно маркировку можно определить путем тщательного осмотра. Из-за частого нанесения маркировки на листовом металле особенно малые концевые секции могут иногда изготавливаться без указания исходной маркировки. Удовлетворительно принять эти случайные единицы, если изготовитель повторно маркирует лист с указанием его происхождения, при условии, что это разумно и согласуется с другими сопоставимыми единицами, поставляемыми и проверяемыми, и соответствует всем другим спецификациям.
Полевой контроль изготовления включает выборочную выборочную проверку толщины, проверку диаметра, длины, формы, ширины нахлеста, размера заклепок, расстояния между заклепками или точечными сварными швами, целостности замковых швов и сварных швов, отделки торцов – при необходимости, качества изготовления, и методы клепки или аттестация сварочного аппарата и оператора, если используется контактная точечная сварка, проверка испытаний, проведенных изготовителем на спиральных сварных швах, и испытаний на растяжение винтовых замковых швов, если они проводятся изготовителем. Допуски и требования подробно описаны AASHTO M 196 или ААШТО М 218.
Допуски и требования подробно описаны AASHTO M 196 или ААШТО М 218.
Указанный внутренний диаметр в соответствии с AASHTO M 196 или AASHTO M 218 не должен отличаться более чем на 1 процент или 0,5 дюйма (13 мм), в зависимости от того, что больше. труба была изготовлена.
Указанный внутренний диаметр в соответствии с разделом 725 не должен уменьшаться более чем на 10 процентов из-за отклонения при установке и измерении в самом узком месте. Все установленные трубы должны быть испытаны на прогиб.
Визуальный осмотр замкового шва должен выполняться каждый раз при полевой проверке с использованием Руководства по осмотру гофрированных металлических труб (CMP). Образцы для визуального осмотра трубы с замковым швом должны представлять собой треугольные секции, взятые с одного конца отрезка трубы так, чтобы было видно поперечное сечение по нормали к шву. Основание треугольного образца должно иметь достаточную ширину, чтобы показать полный профиль замкового шва. Этот образец должен соответствовать профилю, описанному в AASHTO T 249.
Образцы для испытаний на растяжение трубы с замковым швом должны быть взяты из трубы, представляющей каждую толщину и диаметр листа, при первом предложении этой толщины и диаметра для проверки. Приблизительно 10% партий листа каждой толщины после этого должны быть отобраны для испытания шва на растяжение. Образец должен состоять из полосы размером 4 дюйма x 8 дюймов (100 x 200 мм), взятой с конца изготовленной трубы. Образец размером 1 дюйм x 8 дюймов (25 x 200 мм), перпендикулярный замковому шву, будет выпилен из образца. Края купона будут параллельны. В образце не допускаются реформированные гофры. Длина, перпендикулярная замковому шву, должна быть не менее 8 дюймов (200 мм). Образцы для испытаний на растяжение могут быть отправлены в Центральную лабораторию для испытаний или же они могут быть испытаны на заводе при наличии соответствующего оборудования.
Труба, которая была забракована в месте происхождения, должна быть помечена маленьким закрашенным кружком или оранжевой краской на внутренней стороне бочки на нижнем конце. Труба подлежит осмотру и отбраковке в пункте назначения на предмет любых повреждений, которые могли возникнуть при погрузочно-разгрузочных работах. Труба, забракованная в пункте назначения, должна быть маркирована таким же образом, как и труба, забракованная в пункте отправления. Инспектор может пометить проверяемую трубу, чтобы предотвратить повторную проверку одной и той же трубы. Однако не следует использовать штамп «MoDOT OK».
Труба подлежит осмотру и отбраковке в пункте назначения на предмет любых повреждений, которые могли возникнуть при погрузочно-разгрузочных работах. Труба, забракованная в пункте назначения, должна быть маркирована таким же образом, как и труба, забракованная в пункте отправления. Инспектор может пометить проверяемую трубу, чтобы предотвратить повторную проверку одной и той же трубы. Однако не следует использовать штамп «MoDOT OK».
Если труба отклонена по причине несоответствия спецификациям и требованиям, изложенным в Руководстве по проверке гофрированных металлических труб (CMP), изготовителю должно быть направлено письмо, подтверждающее отказ, с копией в Отдел строительства и материалов. Руководство по проверке, используемое для проверки забракованных труб, должно быть включено в письмо изготовителю и отделу строительства и материалов. В письме должно быть указано местоположение завода, на котором произошел отказ.
1024.2.6 Изготовление
1024.2.6.1 Форма
Труба должна представлять собой полный круг или дугу. Трубы должны изготавливаться с кольцевыми гофрами и с заклепочной или контактной точечной сваркой внахлест или со спиральными гофрами со сплошным замком или сварным швом, идущим от конца до конца каждого отрезка трубы. Трубная арка должна состоять из гофрированной металлической трубы, преобразованной в многокруглую трубу, имеющую арочные верхние части со слегка отцентрованными наружу цельными нижними частями.
Трубы должны изготавливаться с кольцевыми гофрами и с заклепочной или контактной точечной сваркой внахлест или со спиральными гофрами со сплошным замком или сварным швом, идущим от конца до конца каждого отрезка трубы. Трубная арка должна состоять из гофрированной металлической трубы, преобразованной в многокруглую трубу, имеющую арочные верхние части со слегка отцентрованными наружу цельными нижними частями.
1024.2.6.2 Гофры
Гофры должны образовывать плавные непрерывные кривые и касательные. Гофры должны быть кольцевыми или спиральными. Направление гребней и впадин винтовых гофров должно быть не менее 60 градусов от оси трубы для труб диаметром более 21 дюйма (525 мм) и менее 45 градусов от оси для труб диаметром 21 дюйм. (525 мм) и меньше.
1024.2.6.3 Заклепочные швы
Продольные заклепочные швы должны располагаться в шахматном порядке таким образом, чтобы любой заклепкой скреплялось не более трех толщин алюминиевого листа. Продольные швы должны быть расположены в пределах 120 градусов дуги для трубы диаметром 36 дюймов (900 мм) или меньше и в пределах 240 угловых градусов для трубы диаметром более 36 дюймов (900 мм), чтобы трубу можно было установить без продольных швов в обратную сторону. В любом случае не допускается наличие продольного шва на угловом радиусе арки трубы.
В любом случае не допускается наличие продольного шва на угловом радиусе арки трубы.
1024.2.6.4 Спиральные замковые швы
Непрерывные винтовые замковые швы должны быть образованы в касательном элементе профиля гофра с центром вблизи нейтральной оси профиля гофра.
Края алюминиевого листа в пределах поперечного сечения замкового шва должны иметь нахлест не менее 5/16 дюйма (8 мм) с периодическим допуском минус 10 процентов допустимой ширины нахлеста. Притертые поверхности должны плотно соприкасаться.
Профиль алюминиевого листа должен иметь удерживающее смещение рядом со сгибом на 180 градусов, как описано в AASHTO T 249, толщиной в один лист с одной стороны замкового шва или в половину толщины листа с обеих сторон замкового шва. шов.
Не должно быть видимых трещин в металле, потери контакта металл-металл или чрезмерной угловатости на внутренней стороне 180-градусного сгиба металла готовых замковых швов.
Минимальная прочность на растяжение в фунтах силы (килоньютонах), определенная на образцах, вырезанных из готовой трубы перпендикулярно замковому шву и поперек, должна соответствовать таблице 1020. 4.17 Прочность на растяжение замковых швов.
4.17 Прочность на растяжение замковых швов.
Когда концы спирально гофрированной трубы с замковым швом были повторно прокатаны с образованием кольцевых гофров, замковый шов на перекатанном конце не должен иметь видимых трещин в основном металле.
1024.2.6.4.1 Отбор проб
Отбор проб и испытание для контроля качества непрерывного замкового шва должны соответствовать AASHTO T 249. Изготовитель должен вырезать все образцы в присутствии инженера. Образцы для визуального контроля должны быть вырезаны не менее чем из одной трубы каждой толщины листа в каждой партии труб, предлагаемых для контроля. Кроме того, образцы для испытания на растяжение должны быть взяты из трубы, соответствующей толщине и диаметру листа, при первом предъявлении листа такой толщины и диаметра для проверки. Приблизительно 10% партий листа каждой толщины после этого должны быть отобраны для испытания шва на растяжение. Если образцы визуального осмотра указывают на несоответствие, этот отрезок трубы будет забракован, а повторный образец будет взят из другого отрезка трубы той же толщины листа и того же диаметра. Если повторная выборка не удалась, после этого каждая партия листа такой толщины должна быть отобрана для визуального осмотра и испытаний на растяжение до тех пор, пока инженер не установит удовлетворительный контроль качества. Трубу, из которой были взяты образцы для испытания на растяжение, можно разрезать, а неповрежденную часть принять к использованию.
Если повторная выборка не удалась, после этого каждая партия листа такой толщины должна быть отобрана для визуального осмотра и испытаний на растяжение до тех пор, пока инженер не установит удовлетворительный контроль качества. Трубу, из которой были взяты образцы для испытания на растяжение, можно разрезать, а неповрежденную часть принять к использованию.
1024.2.6.5 Производственное удлинение
Если требуется удлинение круглой трубы в цеху, вертикальная ось должна быть на 5 % больше номинального диаметра. Допустима погрешность в один процентный пункт относительно удлинения. Приблизительно 2 фута (600 мм) на каждом конце установки могут быть оставлены круглыми для размещения соединительных концевых обработок или удлинителей. Маркировка краской, указывающая на верхнюю часть трубы, должна быть нанесена на каждый отрезок магазинной удлиненной трубы, а закругленные концы удлиненной трубы должны иметь четкую маркировку «Внешний конец-круглый».
1024.2.6.6 Концевая отделка
Для труб или трубных арок не требуются прокатанные или иным образом усиленные концы.
Концы отдельных отрезков трубы со спиральными гофрами могут быть перекатаны для образования кольцевых гофров, отходящих от конца трубы не менее чем на два гофра.
1024.2.7 Качество изготовления и отделка
В дополнение к требованиям изготовления готовая труба должна демонстрировать тщательное и законченное качество изготовления во всех деталях. Любой товар, который показывает дефекты изготовления, будет отклонен. Это требование относится не только к отдельной позиции, но и к отгрузке по любому контракту в целом. Среди прочего следующие дефекты указываются как дефекты изготовления, и наличие любого или всех из них в любой отдельной трубе или вообще в любой партии будет достаточным основанием для браковки:
(a) Отклонение от прямой центральной линии.
(b) Эллиптическая форма трубы, предназначенной для круглой формы.
(c) Отсутствие жесткости.
(d) Неразборчивая маркировка.
(e) Рваные или диагонально срезанные края или концы.
(f) Неравномерные нахлесты клепаной или точечной сварки трубы.
(g) Плохо сформированные головки заклепок.
(з) Ослабленные, неравномерно расположенные или расположенные неравномерно заклепки или точечные сварные швы.
(i) Дефектные точечные или непрерывные сварные швы.
(j) Вмятины или изгибы металла.
(k) Неплотно или плохо сформированные замковые швы.
1024.2.8 Погрузочно-разгрузочные работы
При погрузке, транспортировке, разгрузке и доставке трубы на строительную площадку, а также при ее укладке необходимо соблюдать надлежащую осторожность. При вложении трубы или загрузке трубы, досок или другого подходящего материала необходимо использовать всю длину трубы, чтобы предотвратить трение или упирание металла в металл и предотвратить повреждение трубы. Особое внимание следует уделить тому, чтобы заклепки не поцарапали соседнюю трубу. Цепи или металлические тросы, используемые для связывания груза и разгрузки, должны быть заключены в кожух, чтобы предотвратить повреждение трубы, или подходящий материал должен быть надежно закреплен между трубой и цепями или тросом. При погрузке и разгрузке трубы должны использоваться деревянные салазки или другие утвержденные устройства. Металлические рычажные стержни не допускаются при погрузке и разгрузке. Запрещается волочение трубы по каменистому грунту или волочение трубы таким образом, что это вызовет выемку.
При погрузке и разгрузке трубы должны использоваться деревянные салазки или другие утвержденные устройства. Металлические рычажные стержни не допускаются при погрузке и разгрузке. Запрещается волочение трубы по каменистому грунту или волочение трубы таким образом, что это вызовет выемку.
1024.3 Образец записи
Производитель должен уведомить Министерство транспорта и транспорта о предстоящих поставках, связавшись с отделом материалов в районе, ответственным за их завод, и предоставив информацию, требуемую формой отчета о доставке труб для отчетности в районное отделение, форма 2 GS-17. , Строительные и материалы будут уведомлены грузоотправителями (см. форму отчета о доставке труб для отчетности в центральный офис, форма 1 GS-17), которые находятся за пределами штата и не посещаются районными отделами материалов на регулярной основе. Эта информация позволит Министерству транспорта отследить материал, получить образцы и при необходимости провести проверку качества.
A. Образец записи AASHTOWARE (AWP) должен быть создан для каждого размера трубы в каждой партии.
Образец записи AASHTOWARE (AWP) должен быть создан для каждого размера трубы в каждой партии.
Каждая запись образца AWP создается округом, ответственным за производителя. Отдел строительства и материалов создаст образцы записей для труб, поставляемых производителями за пределами штата.
AWP должен использоваться при отправке проб в Лабораторию. Инспектор должен показать следующую информацию для каждой отобранной партии:
(a) Полная идентификация, указанная на листе или рулоне.
(b) Используемая схема выборки.
(c) Результаты полевых измерений толщины листа (минимальная и средняя) для каждой отобранной партии.
(d) Соответствуют ли размеры гофра требованиям спецификации.
Отчеты о полевых проверках изготовленных труб и труб-арок должны быть составлены с использованием
AWP и должен включать размер гофра и тип изготовления (клепанный, точечная сварка, винтовой замковый шов или винтовой сварной шов). Количество труб должно быть указано в футах. Образец записи должен указывать на принятие или отклонение. Если в протоколе пробы указано отклонение, причина отклонения должна быть указана в примечаниях или в деталях результатов испытаний в протоколе пробы. Если запись образца указывает на приемку, основанием для принятия металла должны быть результаты лабораторных испытаний или утвержденная марка и проверка материала, а также удовлетворительное качество изготовления.
Образец записи должен указывать на принятие или отклонение. Если в протоколе пробы указано отклонение, причина отклонения должна быть указана в примечаниях или в деталях результатов испытаний в протоколе пробы. Если запись образца указывает на приемку, основанием для принятия металла должны быть результаты лабораторных испытаний или утвержденная марка и проверка материала, а также удовлетворительное качество изготовления.
Выборочная выборочная проверка толщины, визуальный осмотр винтовых замковых швов или сварных швов и испытание на растяжение замковых швов, проводимые изготовителем, должны регистрироваться в дневнике инспектора и не должны регистрироваться в отчете о проверке.
1024.4 Руководство по лабораторным испытаниям для Sec 1024
В этой статье устанавливаются процедуры лабораторных испытаний и отчетности по образцам водопропускных труб из гофрированного алюминиевого сплава.
1024.4.1 Процедура
Испытания на прочность при растяжении, предел текучести и удлинение должны проводиться в соответствии с ASTM B209.