Листогиб простой своими руками: Самодельный станок листогиб своими руками: фото, описание
alexxlab | 06.01.2023 | 0 | Разное
Простой станок листогиб своими руками: размеры, фото, описание изготовления
Самодельный станок для гибки листового металла: подробные фото пошагового изготовления станка.
Для работы с листовым металлом, часто требуется согнуть его под нужным углом. Таким образом формируются разнообразные элементы кровли, жестяные подоконники, короба для вентиляции, водосточные системы и прочие изделия. Большинство таких изделий можно сделать на гибочном станке.
Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
- — Стальной уголок 50х50 мм.
- — Квадратная профильная труба.
- — Доска.
- — Болты, шайбы, барашковые гайки М8, саморезы по дерев.у
- — Винты, гайки М5, М6, дверные петли.
- — Краска.
- — Лепестковый зачистной и отрезной диски.
Далее на фото показан процесс изготовления станка:
Основой для станка послужит сосновая доска 100х30 мм. К краю доски будет крепиться неподвижная губка из стального уголка 50х50 мм.
К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.
Затем размечается и вырезается выемка для кулачков.
Теперь на уголке размечаются центры отверстий для саморезов.
Зафиксировав заготовку в тисках, автор сверлит по три 3-мм отверстия для каждой из петель.
Наклонная губка вырезается из стального уголка 40X40 мм той же длины.
Немного отступив от краев петель, автор делает два 8-мм отверстия для крепления рычагов.
Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.
Крепится губка к петлям при помощи винтов с потайной головкой и гаек М5.
Рычагами послужат два куска квадратной профильной трубы 25X25 мм. На краях заготовок размечаются и сверлятся 8-мм сквозные отверстия.
Рычаги крепятся к губке винтами и гайками М5. Верхнюю часть отверстий на губке обязательно нужно рассверлить зенковкой под потай.
Верхнюю часть отверстий на губке обязательно нужно рассверлить зенковкой под потай.
Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.
8-мм отверстия для винтов автор делает с помощью ступенчатого сверла.
В качестве прижимов послужат болты и барашковые гайки М8. Болт продевается через основание, и фиксируется гайкой.
Барашковые гайки навинчиваются после установки прижима.
Самодельный станок листогиб готов к работе. Крепится это приспособление к верстаку с помощью пары струбцин.
Вырезав и разметив лист, он просовывается под прижим, и затягиваются барашковые гайки.
Продвигая заготовку, и повторяя операции, автор изготавливает простой короб.
Процесс изготовления станка можно также посмотреть в этом видео:
Листогиб своими руками – поворотный, роликовый и валковый
Главная › Новости
Опубликовано: 06.09.2018
www.metallostanki.ru – Ручной листогиб JOUANEL PCX
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
listogib RAS XL-Center
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
с поворотной балкой; роликовые; валковые; механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 1200. Несложно и выполнить догибку для создания фальцевого соединения .
Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Несложно и выполнить догибку для создания фальцевого соединения .
Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
Рама
Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
Прижимной узел управления верхним валком;
Струбцины перемещения опорных валков по горизонтали.
Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
Прижимной узел управления верхним валком;
Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 1200 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Как собрать тормоз для листового металла
Как сделать тормоз для листового металла
получить планы
Этот листогибочный станок можно легко собрать в домашней мастерской практически бесплатно, он сгибает алюминиевые листы толщиной 1/8 дюйма и шириной 24 дюйма и под углом до 135°, хотя он может сгибать более тонкие алюминиевые и стальные листы. до 36 дюймов в ширину. В приведенной ниже статье о сборке объясняется, как это сделать, с подробными пошаговыми инструкциями. Габаритные чертежи и 3D-модель для этого проекта доступны для загрузки здесь.
СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ тормоза Размеры: 41 x 6 x 8 дюймов (Д x Ш x В)
Вместимость: ширина <36 дюймов, листовой металл толщиной 1/8 дюйма
Карандаш/Мел/Маркер
РАРКА
Квадрат Builder
HACKSAW
файлы
Hammer
Clamps
Pliers
Allen Key Set.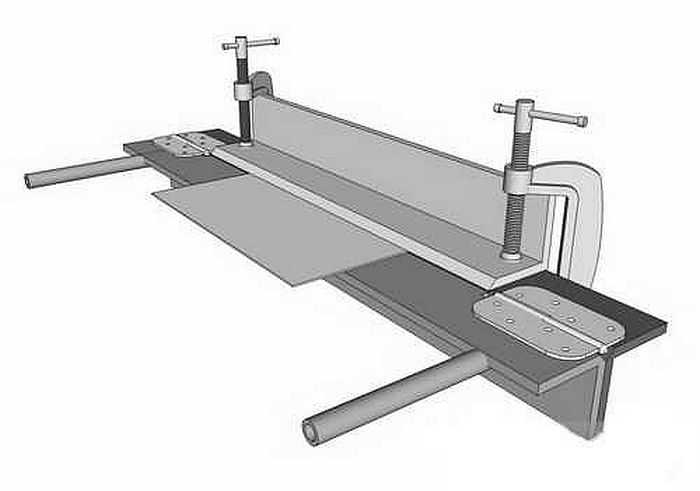 0015 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами
0015 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами
Ступенчатое сверло (до ⅞”)
Сварочный аппарат MIG
Набор метчиков и штампов
” Стальная труба HREW
6” из ½” трубы сортамента 80
60” из ½” стального круглого стержня
72” из стального уголка 3”x3”x1/4”
12” из ⅞” резьбового стержня с 4 соответствующими шестигранными гайками и шайбы
36” прямоугольной стальной трубы 1”x3”x0,12”
78” квадратной стальной трубы 1”x1”x0,12”
6”x6”x3/8” стальной лист
Стальная пластина 6”x6”x1/4”
Две пружины сжатия сиденья газонокосилки
Четыре винта с головкой под торцевой ключ ½”x3/4”
поставщики
Стальной уголок, трубка и т. д.: https://www. metalsdepot.com/category/steel-products
Пружины сжатия: https://www.ebay.ca/itm/224263132064
Винты с головкой под торцевой ключ: https://www.ebay.ca/itm/161898212485
изготовление Кровать
ЭТАП 1 Из стального уголка 3″x3″ вырежьте два куска в соответствии с размерами, указанными на чертежах, затем приварите их прихваточным швом к куску прямоугольной трубы 1″x3″.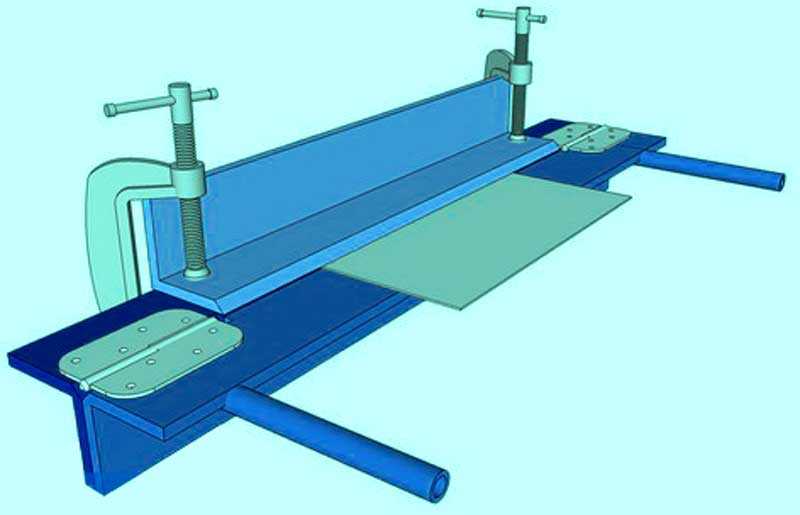 Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0007
Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0007
ШАГ 2Вырежьте еще два монтажных фланца из стальной пластины 3/8 дюйма и сделайте на них надрезы до размеров, указанных на чертежах. Затем просверлите их, чтобы получить резьбовой стержень 7/8 дюйма. Приварите их прихватками к станине, как показано, и снимите фаску с передней нижней кромки верхнего фланца, чтобы получить круглый стержень 1/2 дюйма. Резьбовой стержень будет направлять прижимной стержень и позволит вам затянуть его на станине. Круглый стержень будет служить штифтом для петли створки
ИЗГОТОВЛЕНИЕ Створки
ЭТАП 3 Отрежьте створку из стального уголка 3″x3″x1/4″ в соответствии с размерами, указанными на чертежах, затем просверлите концы, чтобы позже установить винты с головкой под торцевой ключ 1/2″-13×3/4″.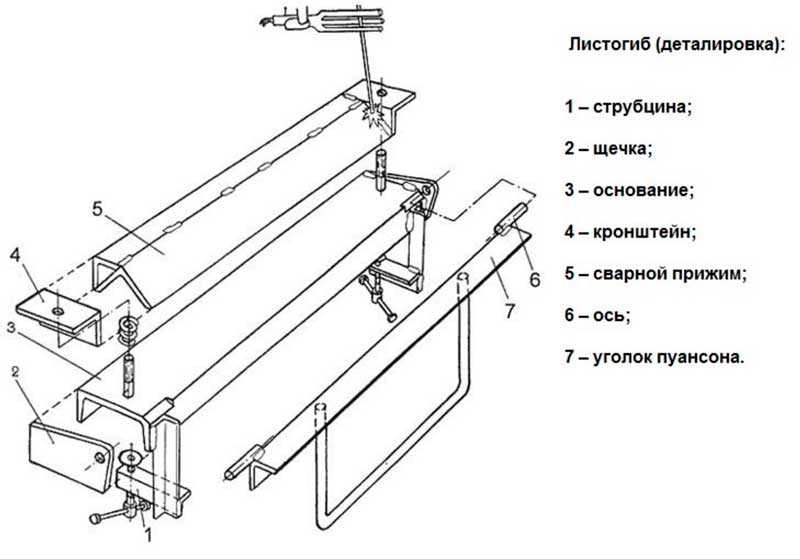 , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
, Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
ШАГ 4Отрежьте несколько квадратных трубок 1×1″ по длине и прикрепите их к листу, чтобы получились ручки. Используйте третью часть посередине для усиления. Это поможет предотвратить скручивание листа при сгибании толстого листа. металл.
ЭТАП 5 Отрежьте кусок пластины 3/8″ и трубы сортамента 80 1/2″ по размеру и скрепите их вместе, как показано на рисунке. чтобы выровняться с одной стороной пластины – это очень важно для правильной работы тормоза, поэтому не торопитесь, чтобы быть максимально точным. смещенная часть трубы обращена вперед. С помощью дрели отметьте отверстия для винтов с головкой под торцевой ключ на шарнирных пластинах, затем просверлите их и нарежьте резьбу.
ЭТАП 6 Присоедините шарнирные пластины к створке с помощью винтов с внутренним шестигранником и проверьте правильность их работы.
ИЗГОТОВЛЕНИЕ ЗАЖИМА
ШАГ 7С помощью биметаллической кольцевой пилы диаметром 1,25 дюйма вырежьте два круга из стальной пластины толщиной 1/4 дюйма. Отрежьте два куска трубки 1,25 x 0,12 дюйма по длине и прикрепите круглые пластины к одному концу каждой трубки. Они будут частью направляющей зажима, которая надевается на резьбовой стержень.
ЭТАП 8 Отрежьте кусок стального уголка 3x3x1/4″ для прижимной планки, затем отцентрируйте его по направляющим стержням с резьбой, как показано на рисунке. Поместите трубки из предыдущего шага на стержни с резьбой и отметьте их положение. на стальной уголок.Затем удалите эти части стального уголка с помощью угловой шлифовальной машины, чтобы вставить трубы в каждый конец. на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки – если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки – если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
ЭТАП 9 Отрежьте кусок резьбового стержня с V-образным вырезом внизу и прикрепите его к верху, к центру зажимной планки. Наверните шестигранную гайку на прибл. наполовину, затем отрежьте и просверлите кусок 1/4-дюймовой пластины до размеров, указанных на чертежах, и установите его на шестигранную гайку. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
ШАГ 10 Отрежьте четыре куска круглого стержня 1/2 дюйма и приварите по два к каждой из шестигранных гаек 7/8 дюйма для резьбовых направляющих стержней. Это будут Т-образные ручки для затягивания концов зажима на заготовке. Снимите хомут со станины и поместите пружину сжатия на каждый направляющий стержень, затем верните хомут на место и затяните его до куска листового металла, чтобы проверить, правильно ли работает хомут. Если вы обнаружите, что между зажимом и заготовкой в центре или на концах есть зазор, отрегулируйте шестигранную гайку на ферме, чтобы толкать или тянуть центр зажима в нужном вам месте.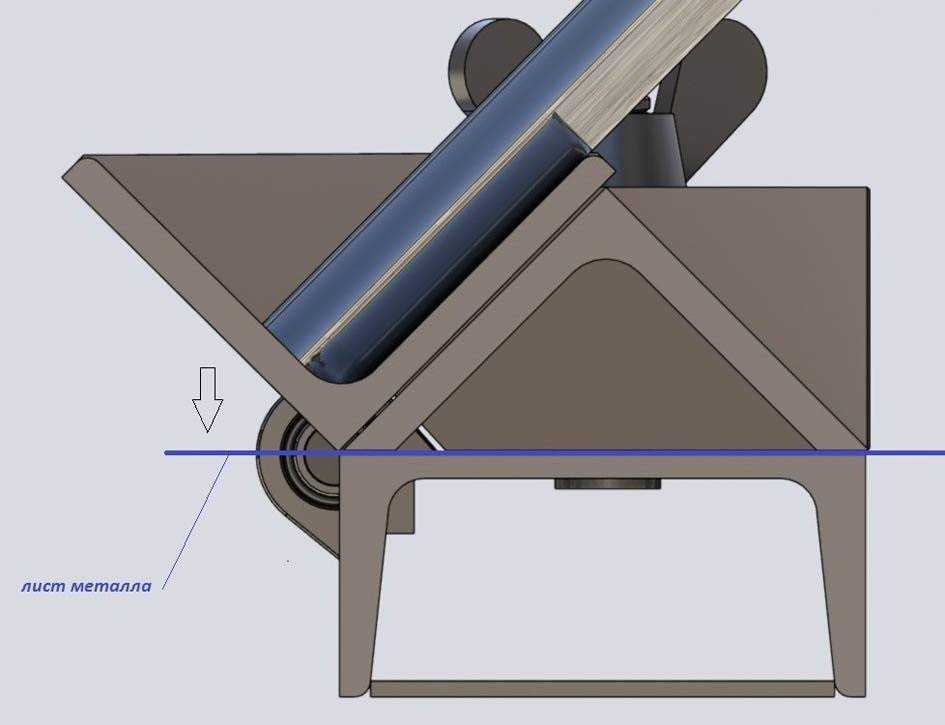
Когда вы будете удовлетворены результатом, попробуйте согнуть короткий кусок листового металла. Если он хорошо гнется, попробуйте более широкий кусок. Чем шире заготовка, тем большее усилие потребуется для изгиба. Вы можете обнаружить, что куски, приближающиеся к мощности тормоза, могут иметь небольшую вогнутость посередине на стороне листа после изгиба. Лучше всего протестировать сгибание до предела с помощью кусков металлолома, чтобы точно оценить, на что способен ваш тормоз, и что выходит за пределы ваших сварных швов. Прочность тормоза зависит не только от шарнирного пальца, но и от стального хомута и листа, и она будет такой же прочной, как сварные швы, которые вы производите. Если вы новичок в сварке, вы можете несколько раз сломать его, прежде чем научитесь правильно. Если вы опытны, то я просто трачу ваше время. Наслаждайтесь своим новым тормозом!
Арлингтон Гибка листового металла | Гибочный станок для листового металла по индивидуальному заказу
В Evans Manufacturing мы являемся ведущим поставщиком оборудования для точной гибки листового металла в Арлингтоне, штат Вирджиния. Наш механический цех уже 35 лет производит гибки листового металла исключительного качества, поэтому вы можете доверять нашему опыту, мастерству и таланту. Благодаря быстрым срокам выполнения работ и бескомпромиссному качеству наши услуги по гибке листового металла на заказ являются первоклассными.
Наш механический цех уже 35 лет производит гибки листового металла исключительного качества, поэтому вы можете доверять нашему опыту, мастерству и таланту. Благодаря быстрым срокам выполнения работ и бескомпромиссному качеству наши услуги по гибке листового металла на заказ являются первоклассными.
Процесс гибки листового металла включает в себя взятие куска металла и преобразование его в заданную форму. Это требует немалого мастерства и точности, а также большого количества высокотехнологичного оборудования, чтобы гарантировать, что каждый изгиб имеет неизменно точные измерения. Оборудование применяет силу, тепло, физику или их комбинацию, чтобы придать металлу желаемую форму.
Районы, которые мы обслуживаем
Сиэтл | Мэрисвилл | Эверетт | Линнвуд | Арлингтон | Эдмондс | Снохомиш
Типы гибки листового металла
Процесс гибки может показаться простым, но на самом деле он довольно сложен. Тем не менее, наша команда имеет опыт работы со всеми нижеперечисленными методами гибки и может быстро и легко изготовить индивидуальные изгибы для любого проекта, в котором вы нуждаетесь.
Тем не менее, наша команда имеет опыт работы со всеми нижеперечисленными методами гибки и может быстро и легко изготовить индивидуальные изгибы для любого проекта, в котором вы нуждаетесь.
Гибка на воздухе является одним из наиболее распространенных процессов гибки листового металла. Для этого требуется листогибочный пресс, штамповочный инструмент, а иногда и нижний штамп с V-образным отверстием. Воздушная гибка не требует переналадки для создания различных углов изгиба, что делает процесс быстрым и недорогим.
ДноДно, также называемое дном, является еще одним стандартным процессом гибки листового металла. Это похоже на чеканку, но не требует такой большой силы, а пуансон и матрица не полностью касаются металла во время формирования изгиба.
Чеканка Чеканка также использует листогибочный пресс, но требует большего усилия и тоннажа, чем воздушная гибка или дно. Кроме того, процесс чеканки (название происходит от метода изготовления монет) делает металл тоньше, когда пуансон и матрица соприкасаются с ним, поэтому он идеально подходит для изготовления невероятно точных угловых изгибов.
Фальцовка идеально подходит для больших кусков листового металла и требует зажимных балок и точных размеров. Зажимные балки удерживают листовой металл, а затем перемещаются вверх, образуя фактическую складку на гибочном профиле точно под требуемым углом.
ПротираниеПроцесс протирания похож на складывание, поскольку в нем также используются зажимные балки, которые перемещаются для формирования изгиба. Однако во время протирки лучи перемещаются по поверхности листового металла. Этот процесс может иногда вызывать царапины или вмятины. Вот почему он идеально подходит для проектов, где эстетические соображения не важны.
Роликовая гибкаРоликовая гибка использует механическое приспособление с роликами для перемещения листового металла, создавая круговой дугообразный изгиб. Гибочный станок для листового металла подает лист металла между роликами, формируя кривую.
Ступенчатая гибка В процессе ступенчатой гибки используется множество небольших, близких друг к другу изгибов для образования одного большего угла. Несмотря на сложность процесса, он также обеспечивает высокий уровень контроля и точности для листогибочного станка.
Несмотря на сложность процесса, он также обеспечивает высокий уровень контроля и точности для листогибочного станка.
В нашем современном цехе в Арлингтоне мы предоставляем услуги по гибке в соответствии с точными спецификациями наших клиентов. Некоторые из наиболее распространенных применений включают:
- Ограждения машин
- Крышки колонн
- Вентиляционные каналы
- Водосточные трубы
- Индивидуальные проекты
Независимо от того, почему нашим клиентам нужны наши услуги, у нас есть специальное оборудование и навыки, чтобы справиться с этим . Если вы не уверены в своих потребностях, позвоните нам сегодня, чтобы поговорить с одним из наших знающих представителей.
Отрасли, которые мы обслуживаем Поскольку листовой металл является неотъемлемой частью столь широкого круга отраслей и предприятий, создание прочных, долговечных и точных изгибов имеет первостепенное значение.