Листогибочном станке – Листогибочный станок – обзор современных модификаций
alexxlab | 19.02.2020 | 0 | Разное
Листогиб. Виды и устройство. Работа и особенности. Плюсы и минусы
Листогиб – это станок для сгибания металлических листов под заданным углом. Он широко применяется в быту и при производстве металлоконструкций. С помощью листогибочного пресса изготовляется профиль для строительства, а также подготавливаются металлические элементы для возведения кровли и сайдинга фасадов.
Как устроен листогиб
Устройство простых моделей листогибов не имеет ничего сложного. Это довольно массивное оборудование, в сердце которого лежит траверса, выполняющая роль матрицы. Она представляет собой массивную стальную балку, на которую прикладывается лист металла. После этого заготовка прижимается ножом, который оказывает давление по линии изгиба, осуществляя деформацию под требуемым углом. Есть несколько конструкций, в которых осуществления изгиба возможно путем сгибания при повороте траверсы или давлением сверху.
Уровень изгиба может контролироваться оператором визуально или по ограничителям, которые предотвращают увеличение заданного угла. В системах с ЧПУ устанавливаются два датчика по краям. Они останавливают процесс деформации при достижении требуемого угла перегиба. Для изготовления скругленных профилей применяются листогибы с деформацией путем вдавливания в матрицу. Их траверса имеет продольную выборку определенной формы. При вдавливании в нее заготовки ножом, металл плотно входит, сохраняя новую форму.
Типы листогибов
Листогибочные станки бывают нескольких видов:
- Ручные.
- Электромеханические.
- Гидравлические.
- Пневматические.
- Электромагнитные.
Ручные являются самыми доступными. Данное оборудование компактное и легкое. В них загибание листового металла происходит в результате прикладывания ручной силы оператора. Данное оборудование имеет систему рычагов, поэтому непосредственная деформация существенно облегчается в сравнении с прямым воздействием на заготовку.
Электромеханические являются автоматизированными. Они достаточно массивные, поэтому могут устанавливаться только в просторных производственных цехах. Осуществление давления на заготовку обеспечивает электродвигатель вращающий маховик через редуктор.
Гидравлические и пневматические станки обеспечивают давление посредством срабатывания гидро или пневмоцидиндров. Их шток выходит под давлением, давя на массивный нож, прижимающий заготовку к траверсе.
Электромагнитные прессы оснащаются мощными электрическими катушками, которые при пропускании электричества создают магнитное поле, в результате чего элементы станка прижимаются. При этом оказывая сильное давление на заготовку, что придает изделию требуемую форму.
Электромагнитные прессы для сгибания листового металла обычно оснащаются числовым программным управлением. Его наличие встречается и на других типах оборудования, кроме ручного. Это существенно повышает производительность. Задав требуемые параметры, оператор осуществляет только укладку ровных заготовок и последующее снятие готовых изделий. Наличие ЧПУ сокращает выдачу брака, поскольку исключается человеческий фактор. Оборудование с числовым управлением подходит для производства, в котором осуществляется многосерийный выпуск однотипных деталей. Сделав настройки, можно проводить изготовление необходимых деталей с высокой интенсивностью.
Отличие станков
Различие между листогибочными станками заключается не только в виде привода, который осуществляет давление для деформации, но и по другим критериям. В первую очередь пресса для листового металла отличаются по ширине. От этого параметра зависит, какую длину заготовки можно обрабатывать. Широкие промышленные листогибы способны проводить деформацию для создания строительного профиля длиной в 3 м и более. Также они создают уголки для закрытия конька двухскатных крыш и прочие длинномерные детали.
Мелкие станки шириной до метра применяются для изготовления легких изделий. С их помощью можно сделать бункерную кормушку для грызунов и поддоны под клетки животных и птиц. Производство таких изделий на широком листогибе осложнено, поскольку возникает затруднение с ровной установкой детали на платформу траверса. С маленькими станками таких затруднений не возникает.
Также листогибы отличаются между собой по мощности. Данный показатель зависит не только от силы привода, который создает давление в сотни килограмм или тонн, но и массивности платформы. Одни штанги могут осуществлять деформацию только тонкой жести, в то время как другие вполне справляются с листовым металлом толщиной 3,5 мм и более. Ручной листогиб не в состоянии работать с толстыми заготовками. Чтобы их деформировать силы человека недостаточно, даже при прикладывании воздействия через рычаг. Существуют и ручные виды с гидравлическим воздействием, но и они не всегда могут справиться с подобной задачей, поскольку обычно имеют тонкостенную траверсу, которая при большом усилии может деформироваться, что приведет станок в негодность.
Преимущества и недостатки различных типов листогибов
Листогибочные прессы нашли свое применение на промышленных предприятиях, которые занимаются машиностроением и изготовлением корпусов для оборудования. Довольно много бытовых вещей сделаны с применением листогибов. В любом доме можно встретить холодильник, корпус которого изготовлен благодаря использованию листогиба. Также пресс применяется для производства корпусов для системных блоков компьютеров, газовых колонок, котлов, микроволновых и обычных электрических печек, и множества других бытовых вещей. Поскольку существует довольно обширный ассортимент листогибов, подобрать оптимальное оборудование для определенных целей не проблема. Главное при этом ориентироваться, что ожидать от той или иной конструкции.
Ручные станки
Если рассматривать достоинства ручных листогибочных станков, то можно отметить:
- Отсутствие шума при работе.
- Невысокая стоимость.
- Легкость и мобильность.
- Независимость от наличия электрического питания.
При этом стоит отметить и недостатки, которые присутствуют у любого ручного пресса. В первую очередь это небольшая ширина. Ручной листогиб не в состоянии подготовить длинномерную деталь. Кроме этого, такой пресс может работать только с тонкой жестью толщиной до 1,5 — 2 мм. Обычно этот показатель даже ниже. Если пытаться согнуть более толстый металл, можно просто сломать станок, поскольку он не предназначен для подобных нагрузок.
Также при работе с данным оборудованием требуется мастерство оператора, поскольку существует повышенный риск производства брака, если при установке заготовки допустить небольшой перекос. Ручные модели часто очень упрощены, и не имеют достаточного количества упоров. Это приводит к смещению листового металла, перед тем как тот будет окончательно зафиксирован для деформации. Данная проблема существует не со всеми прессами, но довольно распространена. Главный недостаток ручных прессов заключается в физической нагрузке на оператора.
Электромеханические прессы
Электромеханические листогибы одни из самых распространенных, поскольку являются сравнительно дешевыми среди промышленного оборудования данного класса. К их достоинствам можно отнести:
- Сравнительно невысокую цену.
- Хорошую производительность.
- Широкий набор функций.
- Доступность запасных комплектующих.
При этом данное оборудование является и самым шумным. Это связано с работой электрического двигателя. Также громкий звук исходит от ремня или цепи, которые начинают шуметь под нагрузкой, передавая усилия. Данное оборудование имеет больше деталей, чем большинства других типов листогибов. В связи с этим оно менее надежное.
Гидравлические
Гидравлический листогиб считается одними из самых лучших. К его достоинствам можно отнести:
- Быстрая работа.
- Низкий уровень шума.
- Возможность перегиба толстого металла.
- Надежность конструкции.
- Редкое обслуживание.
К недостаткам данного оборудования можно отнести тот факт, что в случае неисправности детали сложно найти. Если потребуется замена уплотнителей гидроцилиндров, для этого скорей всего потребуется обращение в специализированную мастерскую, поскольку без наличия стенда разобрать и проверить цилиндр очень сложно. Также гидравлический листогиб при износе начинает подтекать. Под ним появляются лужи масла, вытекающие сквозь плохо зажатые фитинги.
Пневматические прессы
К преимуществам пневматического листогиба можно отнести:
- Хорошую автоматизацию процесса.
- Минимальное вмешательство оператора в работу.
- Высокую универсальность.
- Недорогое техническое обслуживание.
Главным недостатком пневматических моделей является необходимость наличия мощного компрессора. Данное оборудование стоит дорого, а кроме этого оно работает очень громко. В результате на производстве постоянно присутствует шум, даже если компрессор находится на значительном удалении. Хотя пневматический листогиб и не нуждается в дорогостоящем обслуживании, но оно требуется чаще, чем в гидравлических моделях.
Электромагнитные листогибы
Электромагнитный пресс во всех аспектах является лидером. По мощности он может уступить разве что гидравлическим листогибам. К достоинствам электромагнитных устройств можно отнести:
- Высокую скорость деформации.
- Возможность точной регулировки силы сжатия.
- Наличие ЧПУ с широким набором настроек.
- Универсальность.
При этом электромагнитный листогиб имеет и недостаток. Он самый дорогой, а кроме этого является мощным потребителем электрической энергии. В связи с этим выбирая такое оборудование нужно быть готовыми к необходимости оплаты больших счетов за используемое электричество. Такое оборудование нуждается в наличии трехфазной электросети. Важно чтобы проводка была новой и мощной, поскольку старые жилы могут замкнуть, тем самым вызвав перегорание предохранителей в листогибе.
Похожие темы:
tehpribory.ru
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
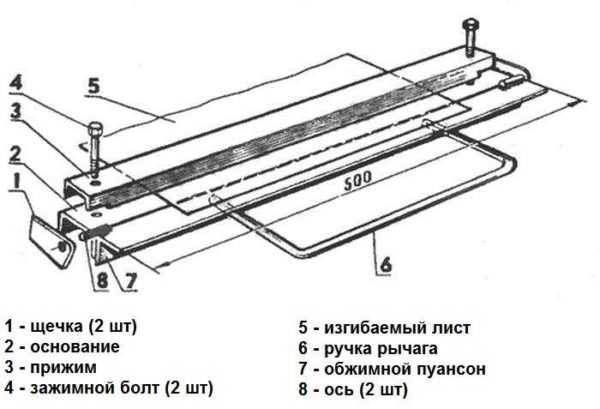
Чертеж гибочного станка для листового металла
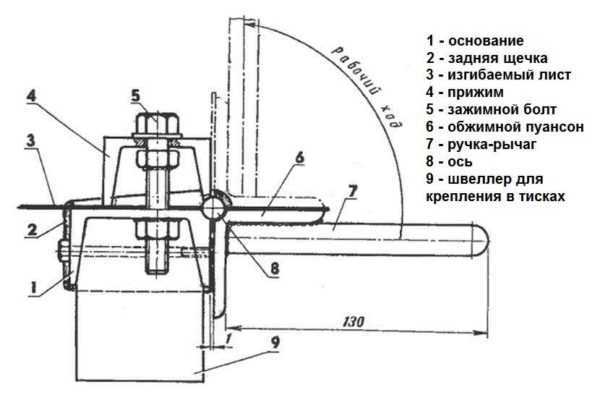
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
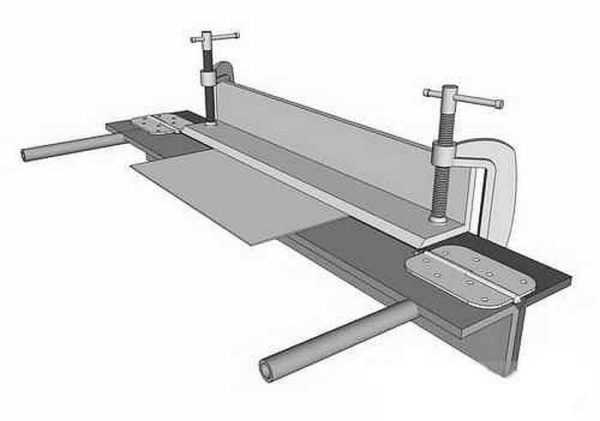
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).

Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.

Такие укосины
- К укосинам приварить гайку болта.

Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.

Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.

Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.

К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.

Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
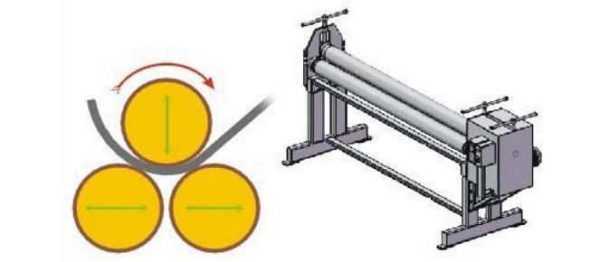
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
dekormyhome.ru
Применение листогибов – советы от опытных мастеров, как можно переделать листогиб своими руками
Оглавление статьи
В условиях реального проведения монтажных работ практически всем строителям необходимо находить выход из ситуации, импровизируя и подстраиваясь под нестандартные условия. Так, когда есть необходимость в том, чтобы изготовить из металлических листов некоторые сложные каркасные детали, кронштейны, покрытия, то все это вполне возможно сделать. Главное, чтобы под руками у Вас был ручной листогиб.

Принцип работы листогибочного станка
Конечно, если Вас интересует не слишком точный и качественный загиб металлических листов, можно использовать любой из многочисленных способов для этой процедуры. Если рассматривать характеристику листогибов более простых моделей, то с ними усилие производится при помощи массивной специальной гибочной балки. Она плотно закреплена в нижней части, прямо в поворотных шарнирах. Поскольку материалы достаточно твердые и усажены вполне плотно, они двигаются иногда и без люфта, но обязательно по заданной траектории. Тяговая система позволяет согнуть металл до трех миллиметров толщиной, благодаря силе одного мужчины.

Кроме того, спектр механических устройств, работающих по гидравлическому или электрическому принципу, достаточно широкий. Листы металла в них гнут при помощи штамповки, которую прокатывают на валиках, или же резиновой кареткой. Некоторые их технических решений применимы и в самодельных листогибах, например, в том же роликовом ножике, фальцовщиках или в кромковых загибателях. Станки, в которых прокатка продольная, бывают на ручных приводах.

Кроме того, в каждой категории бывают свои подкатегории и виды. Бывают такие листогибы, которые разнятся толщиной обрабатываемых материалов.

В зависимости от специфики способа обработки деталей зависит то, какая будет ширина у рабочей части и загибаемых участков, каким будет дозагибный угол, имеются ли специальные приспособления, просветы в прижимных балках, какие габариты и вес, да и в целом, какова надежность инструмента.

Каково назначение на объектах строительства?
На самом деле существует множество областей, в которых применяют штампованные детали из металла. Рассмотрим на примере возведения коттеджа.

Покрытия кровли из стали, несмотря на свои слабые стороны, абсолютно доступны в ценовом сегменте, да и вполне износостойкие. В частности, листогибы – являются основой, при мощи которой делают фальцевые кровли, профнастил Grand Line и металлочерепицу. В некоторых покрытиях необходима защита ендов, а также коньков при помощи металла. В данном случае также потребуется применить листогиб.
Водостоки, обустроенные задержатели снега, их также делают при помощи штамповки и гибки. То же самое касается всевозможных кронштейнов, используемых для систем остекления фасадных частей, даже если у них внушительный вес. Даже в несущих конструкциях применяют гнутые типы метизов, чтобы скреплять элементы каркаса и панелей. Кроме того, многие своими руками делают также и различные емкости, корпуса, производят специальный монтаж и мастерские для обработки металла. Здесь уж точно многим будет интересно, как сделать листогиб своими руками?!

Доработки своими руками
Если говорить о высокой стоимости покупного листогиба, то это уже каждому свое. Ведь здесь немаловажен вопрос эргономичности. Например, более дешевые версии станков наверняка не имеют широкое разнообразие, да еще и качественных комплектующих, при помощи которых вальцовка, резка, угловой контроль будут произведены намного эффективнее. В то же время, лишь из-за классного роликового ножика приобрести слишком дорогущий листогиб, также не имеет смысла.

Впрочем, для профессионала в этом вопросе станок является базой, принадлежащей доработке в обязательном порядке. Ту же балку, станину, шарниры воспроизводить самостоятельно довольно сложно. А ведь можно отлично облегчить работу! А станки, как правило, необходимы для проведения таких работ:

- Ускорения и автоматизации работы
- Усиления конструкции, поскольку мощность взрастает
- Повышения уровня безопасности, а также улучшения трудовых условий

Что же касается каких-то доработок, то они бывают ой, какими разными, начиная от того, чтобы расширить стол подачи и глубину захвата и, заканчивая тотальным изменение всей работы, а также переделывания принципа работы всего ручного привода.
socratstroy.ru
Листогибочный станок ручной
Как не ошибиться в выборе ручного листогиба
Ручной листогиб является идеальным вариантом для открытия своего нового дела или для расширения уже существующего малого бизнеса. Ручной гибочный станок, как правило, имеет компактные размеры и несложную конструкцию, при этом он способен без особых проблем разместиться в любом подходящем для этого помещении.
Одним из основных достоинств таких устройств — это практичность в эксплуатации, так ручной листогиб позволяет выполнять изготовление деталей непосредственно на месте проведения монтажных работ и не требует для своей работы источника электроэнергии.
Ручные станки для гибки листового материала, предлагаемые сегодня производителями данного сегмента оборудования, имеют различные типоразмеры, технические характеристики. В основном они отличаются друг от друга набором приспособлений для управления операциями сгибания и резки листового профиля.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Выбираем ручной листогиб
Прежде всего, ручной листогиб должен иметь простую и удобную конструкцию станины, позволяющую производить различные формы профилей готовых изделий. При этом конструкция станка должна быть в достаточной степени универсальной и устойчивой, а также предусматривать достаточную степень мобильности, чтобы легко и без особых проблем можно ее было перемещать как внутри помещения, так и за его пределы на любую строительную площадку.
Так как при работе ручных листогибочных машин применяют исключительно силу работника для приведения в движение траверс, то стоит обратить внимание на оснащение выбранной вами модели приспособлением для утяжеления естественного рычага гибочной балки или наличия в конструкции системы противовесов, как дополнительного усилителя. Это вспомогательное оборудование позволит затрачивать намного меньше усилий при совершении рабочих операций и особенно существенно проявит себя при поточном выпуске изделий.
Ручной листогиб применяют для работы с тонкими листами методом холодной обработки, поэтому необходимо при выборе оборудования обратить внимание на основные типоразмеры и возможную толщину обрабатываемого листового материала. Эти технические параметры будут в дальнейшем определять производственные возможности выбранного вами станка.
Выбор ручного станка для гибки металла должен основываться как на технических характеристиках оборудования, так и на наличии дополнительных инструментов и приспособлений таких, как:
- отрезная машинка,
- разматыватель для рулонных материалов,
- загрузочная и разгрузочная тележки,
- приемный модуль для складирования готовых изделий.
Обзор моделей ручных листогибочных станков
Ручной листогиб ЛГС 26 российского производства предназначается для сгибания и обработки листового материала непосредственно на месте выполнения работ, с его помощью можно изготавливать различные по форме и размерам детали:
- отливов;
- откосов;
- ендов;
- коньков;
- уголков;
- планок;
- фасадных панелей.
Листогиб ЛГС 26 идеально подойдет для работы как на строительной площадке, так в любом небольшом помещении, и даже поместится в стандартном морском 20-футовом контейнере, приспособленном под передвижную мастерскую. Он имеет простую конструкцию, неприхотлив при обслуживании и несложен в эксплуатации.
Главными достоинствами данной модели является:
- низкая стоимость оборудования,
- широкие функциональные возможности,
- простота и прочность конструкции,
- исключительная мобильность при использовании.
К единственному недостатку модели ЛГС 26 можно отнести бюджетное качество механизмов конструкции станка.
Ручной листогиб ЛГС 26 характеризуется следующими основными техническими параметрами:
К конструктивным особенностям ЛГС 26 можно отнести:
- более технологичный прижимной механизм, который позволяет обеспечивать равномерное удержание заготовки по всей линии сгиба, что увеличивает качество позиционирования;
- специальные пружины не дают прижимному механизму балки сдвигаться, когда происходит позиционирование заготовки, что позволяет выполнять весь цикл работы одним работником;
- удобная планка угломера дает возможность точно устанавливать размер угла гиба;
- ножной трап, который при больших усилиях гиба не дает станку опрокинуться, несмотря на небольшую массу всей конструкции;
- комплект поставки предусматривает конструкцию с отрезным приспособлением для поперечной резки, в том числе рулонных материалов;
- конструкция станка предусматривает дополнительную прижимную балку для нанесения ребер жесткости на заготовку.
Сегментный листогибочный станок SOREX 3160, производимый в Польше, предназначен для изготовления крупногабаритных деталей: квадратная вентиляция или декоративная фасадная панель, а также различных доборных кровельных элементов и сегментированных заготовок сложносоставных конструкций.
Листогиб SOREX 3160 выпускается со следующими техническими характеристиками:
- передвижная конструкция станка имеет габаритные размеры 3500х660х1300 с общим весом в 320 кг;
- допускает обрабатывать нелегированную сталь с толщиной листа до 0,9 мм, а более мягкие материалы, такие как алюминий до 1,4 мм, при этом способен сгибать на 180 градусов, но при помощи доводки, а также выпускать детали, длиной профиля до 3160 мм.
- с выступающей шириной прижимного основания в 15 мм можно выполнять допустимую ширину кромки гиба минимум в 5 мм, а фиксация заднего упора ограничивает длину минимального сегмента 140 мм.
Основными достоинствами ручного сегментного листогиба SOREX 3160 являются:
- конкурентоспособная цена,
- большой набор дополнительных приспособлений, что значительно позволяет повысить производительность и снизить производственные издержки,
- упрощенная система основных регулировок, позволяющая быстро менять установленный угол наклонной плоскости прижимного механизма и его местоположение относительно основания;
- вся основная часть конструкции сделана из высококачественного стального профиля, защищенного порошковой антикоррозионной краской, а небольшие детали оцинкованы.
К конструктивным
i-perf.ru
Листогибы и листогибочные станки: как согнуть металл
Кровельщику листогиб дает огромную свободу в самостоятельном изготовлении сложных элементов для ендов, коньков, карнизов и прочих сопряжений. В этой статье мы рассмотрим некоторые виды листогибов, укажем на слабые места станков и поможем выбрать оборудование по специфике работы.

Как устроен листогиб
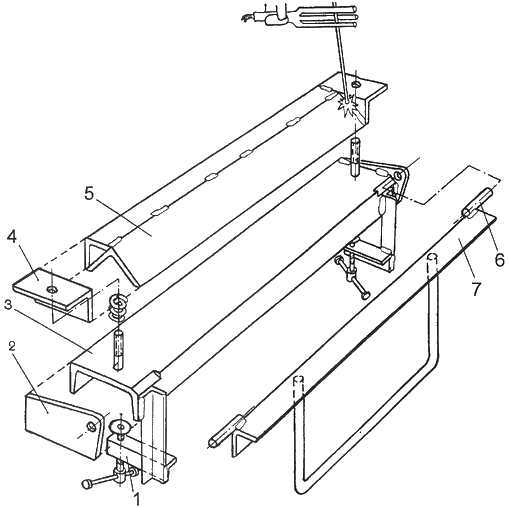
В общем случае листогиб представляет собой длинную металлическую пластину, разделенную продольно на две части. Одна из них неподвижна и жестко прикреплена к массивной станине. Строго над ней расположена прижимная балка, которую можно легко притянуть к неподвижной пластине и прижать лист металла. Прижимная балка, как правило, имеет скошенную кромку, чтобы лист можно было загнуть под углом свыше 90°.

Вторая может наклоняться вверх и вниз, при этом ось вращения расположена точно на стыке. Две пластины как бы рояльной петлей: одна из них, приподнимаясь, образует с другой произвольный угол. Подвижная часть называется бендером (от англ. to bend — сгибать), он соединен с системой рычагов ручного привода. Если с усилием потянуть за рукоять, бендер начнет приподниматься и загибать край металла одновременно по всей длине.
Отдельного внимания заслуживает угломер. У наиболее примитивных моделей он устроен чисто механически, как циферблат на рычажных весах: шкала с делениями закреплена неподвижно к станине, а указывающая стрелка связана с приводом бендера.

Другой вариант: жидкостной угломер — вертикально расположенная кольцевая трубка с подкрашенной жидкостью внутри и метками снаружи. Кольцо заполнено строго наполовину и герметично запаяно, таким образом при его вращении уровень жидкости покажет точное отклонение в градусах. Высокая и постоянная точность — несомненный плюс, но жидкостный угломер нуждается в периодической калибровке нулевого положения. Чем шире кольцо жидкостного угломера — тем выше его точность.

Помимо основных узлов существуют и дополнительные. Одна только прижимная балка часто тюнингуется для возможности регулирования по высоте, установки сменных губок разной длины или для использования отрезных, вальцовочных и прочих машинок, для которых балка выполняет роль каретки.
Стационарные и переносные станки
Листогибочные станки можно разделить на те, что предназначены для работы «в поле», и те, что ориентированы на высокую производительность. На практике все определяется весом станка в целом или его самых крупных модулей по отдельности. Можно сказать, что если конкретный мастер готов доставить свой станок на объект — для него он будет переносным.

Как известно, массивные станки для гибки металла имеют прекрасную устойчивость, а значит, усилие для изгиба будет приложено более точно. Обычно у таких станков тяжелая чугунная станина, хотя чаще их просто крепят анкерами к бетонной постели. На таком оборудовании можно обрабатывать даже достаточно толстый металл (до 2 мм). К тому же, чем меньше строгих ограничений по весу, тем более мощные и надежные балки, тяги и другие ответственные детали можно включить в конструкцию.

Переносные ручные листогибы используются, как правило, кровельщиками, монтажниками вентиляционных систем и отделочниками. Основное ограничение — длина рабочих балок и, соответственно, обрабатываемых заготовок. Обычно переносные станки легкие (до 100–150 кг), их основу представляет рама из профильной трубы, а длина рабочей части ограничена 120–160 см.
Различия по толщине металла
Чем толще сгибаемый металл, тем выше конструкционная нагрузка на балки и подвижные узлы. Тяга у станков для металла до 2 мм, как правило, ручная, но вот конструкция поворотных шарниров и приводного рычага может быть разной.
В ремонте и строительстве на станках редко гнут металл толщиной более 0,6–0,8 мм, обычно в эти рамки вписываются и жесть для воздуховодов, и кровельное железо. При столь незначительных нагрузках не нужно предусматривать запаса прочности, почти любая поломка появляется как следствие брака или технического несовершенства неисправного узла.

Балки станка для гибки более толстого проката имеют усиленную конструкцию. Обычно они литые и широкие, на тыльной стороне можно увидеть продольные и поперечные ребра жесткости. Это также относится к большинству переносных станков, где большая толщина балок негативно сказывается на весе. И все же наибольшая нагрузка приходится на шарнирно-рычажные механизмы, особенно в местах крепления к балкам.

В таких местах редко используется сварка, обычно это соединение болтами на промежуточных кронштейнах, очень похожее на систему поручней в общественном транспорте. В низкосортном оборудовании эти детали изготовлены методом порошкового литья, которое выдается за сверхпрочный сплав. После пары лет активной эксплуатации детали от нагрузки покрываются трещинами, а со временем окончательно ломаются. Цена листогиба зачастую пропорциональна качеству его изготовления.
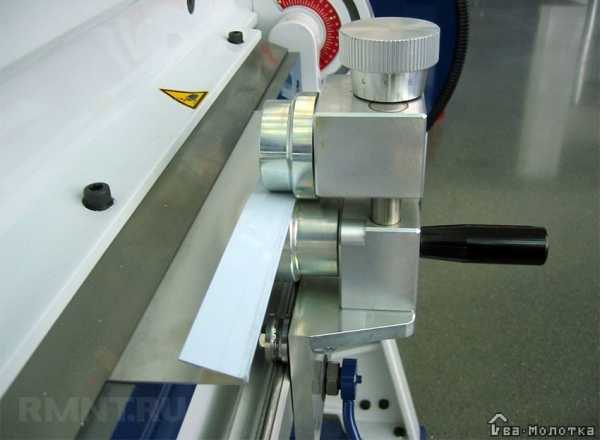
Углы загиба
Почти все распространенные модели листогибов имеют угол загиба до 130–150°, некоторые — до 160°. Точный контроль углов загиба очень важен для изготовления сложных и объемных деталей, таких как нащельники или замки на коробах воздуховодов.
Контролировать угол загиба при однотипных операциях не всегда обязательно, в некоторых листогибах система приводных рычагов снабжается регулируемым ограничителем. У ряда моделей (LBM) таких ограничителей может быть несколько, каждый из них настраивается и работает независимо от других.
Но при этом нужно помнить, что любые сбои и несоответствие заданным значениям углов произведенной гибки обычно не являются виной сбитого угломера. Наиболее частые причины такой неточности — разбитые шарниры бендера и увеличенная дистанция между ним и прижимной балкой.
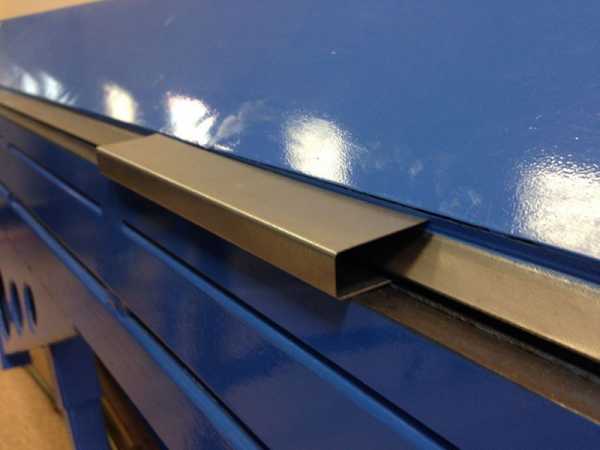
Сегментарные станки
В некоторых станках прижимная балка комплектуется набором накладных губок. Часть их них можно снять, чтобы пропустить под прижимной балкой уже загнутые кромки на других краях листа. Так обрабатывают развертки объемных деталей.

Края накладных губок не обязательно должны иметь форму клина. Часто их делают полукруглыми, чтобы при сгибании терялся точный угол и получался радиусный изгиб. Точность таких станков далека от ролико-прокатных, но для изготовления декоративных кожухов или элементов фасадной обшивки ее вполне достаточно.
Основной показатель для сегментарного станка — высота сегментов или свободный просвет. Этим значением определяется максимальная ширина загнутых кромок обрабатываемой заготовки, которые заводятся под балку.
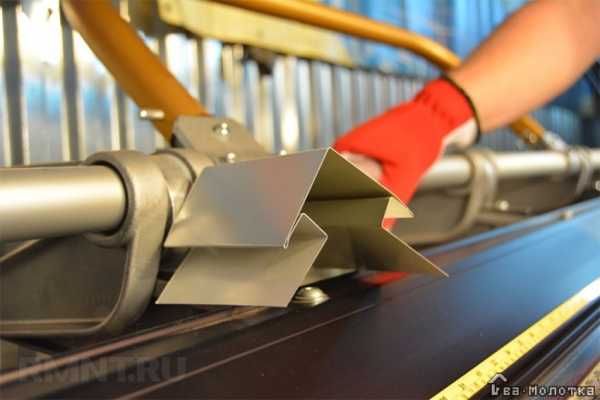
Дополнительные приспособления
Для листогибов имеется широкий ряд вспомогательных механизмов. Самый известный — роликовый нож, который позволяет абсолютно без усилий обрезать кромку стального листа точно параллельно краю прижимной балки.

Не менее популярна вальцовочная машина: поскольку станок не может за один проход загнуть край под 180°, его сперва загибают под максимальным углом, после чего пропускают между прижатыми роликами вальцовщика.
Часто применяется кромочный валок. Обычно он не связан с основным механизмом, просто закреплен к массивной раме.

Валок предназначен для сворачивания края листа в круглую кромку небольшого диаметра, что полезно при изготовлении водостоков и подобных им длинных изделий с высокой продольной жесткостью.
dvamolotka.ru