Литье алюминия под давлением в домашних условиях: под давлением, в домашних условиях
alexxlab | 15.09.1992 | 0 | Разное
Литье алюминия под давлением: оборудование, машины и производители
Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации. Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
- приборостроение;
- машиностроение;
- авиастроение.


Алюминий – мягкий, но весьма прочный металл, которые сложно поддается различным видам обработки, но отличается довольно низкой температурой плавления, позволяющей заниматься его литье даже в домашних условиях или в условиях небольшой мастерской. Конечно наиболее точный налаженный процесс возможен при использовании профессионального оборудования, установленного в производственных цехах.
Содержание
- Подготовка к процессу
- Особенности производственного процесса
- Разнообразие и использование сплавов, необходимые станки и формы
- Устройства
Подготовка к процессу
В процессе литья алюминия под давлением расплавленный металл заливают в специально подготовленные формы, нагнетая его с помощью поршня.
Процесс алюминиевого литья
Поршень, движущийся с большой скоростью, не дает возможности горячему металлу изменить запланированную форму и полностью устраняет их его массы пузырьки воздуха, обеспечивая отсутствие усадки.
Распределение горячей массы жидкого алюминия происходит стремительно, подготовленная форма заполняется очень быстро, после чего вся масса, заполнившая ее, постепенно застывает в точности повторяя установленную конфигурацию детали.
При изготовлении элементов с полостями используются машины, оснащенные специальными поршнями, обеспечивающими проникновение внутрь заполненной формы.
Процесс литья под давлением алюминиевых сплавов получил широкое распространение, а изготовленные таким образом детали, пользуются огромным спросом благодаря высоким показателям ковкости и пластичности исходного материала.
Во время работы используют так называемые пресс-формы, в которых и осуществляется процесс литья алюминия под давлением.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.
Пресс-форма
Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.
Это машины, оснащенные камерой прессования:
- горячей;
- холодной.
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.

- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Пользуясь специальным оборудованием для литья алюминия можно создавать предметы, необходимые в быту и детали, весьма значимые при сборке различных машин и агрегатов.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла.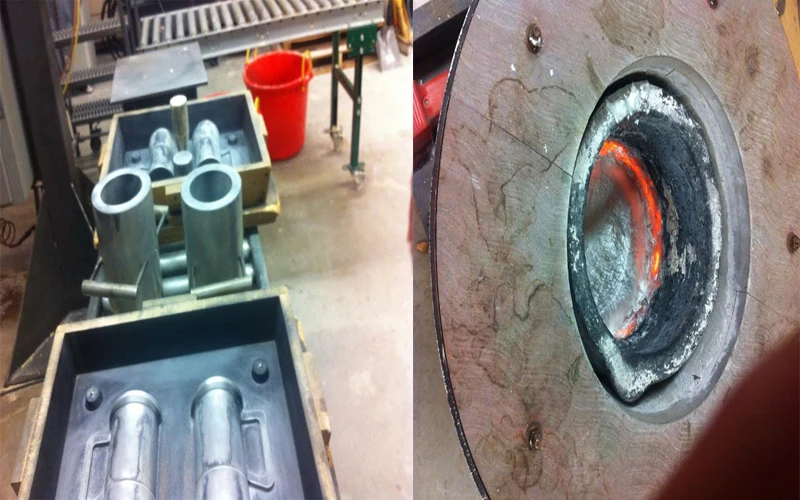 Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.

- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Алюминиевое изделие в пресс-форме
Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Устройства
Машины для литья алюминия под давлением отличаются рядом особенных технических характеристик. Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
- Производительность. Стоимость машины для литья алюминия под давлением напрямую зависит от того, сколько деталей она способна изготовить за один час и при использовании в производственном режиме за 8–10 рабочего времени. Чем выше производительность, те выше стоимость машины.

- Масса отливок. Этой характеристики зависит и то какими насосами, двигателями поршнями с наконечниками должно быть укомплектовано устройство.
- Габариты и вес оборудования. Выбор полностью зависит от размера производственного помещения и общих производственных площадей.
Машины, предназначенные для литья алюминия под давлением, имеют непосредственное отношение к крупногабаритной производственной технике, хотя современные производители предлагают и оборудование, созданное для использования на мини-заводах. Большую роль в выборе играет стоимость машины. Она основана на совокупности всех выше перечисленных качеств, которыми должно обладать оборудование, используемое как в производстве, так и в условиях небольшой мастерской.
Большинство современных моделей машин для литья алюминия под давлением оснащены компьютерным блоком, многочисленными датчиками, способными считывать и анализировать данные о выполнении операций, высококлассной гидравлической системой.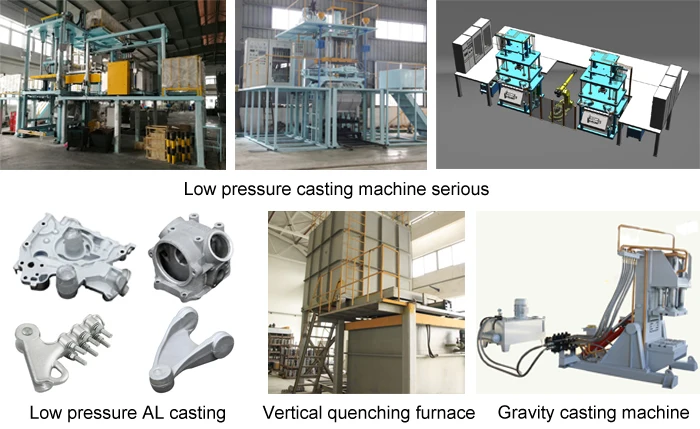 Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.
Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.
Видео: Точное литье алюминия
Литье алюминия своими руками
Алюминий нашел широкое применение в современном мире. Этот металл характеризуется легким весом, пластичностью и ковкостью, что позволяет использовать его во многих отраслях промышленности. Температура его плавления составляет 660°C. В производстве часто используется литье алюминия, благодаря которому изготавливаются всевозможные детали.
Технологический процесс
Плавлением алюминия люди занимаются уже давно. Он легко приобретает любую
форму, поэтому просто незаменим в мировой промышленности. Сегодня многие сталелитейные предприятия используют технологию литья под высоким давлением. Оно создается в специальной камере при помощи поршня, на который воздействует сжатый воздух, эмульсия или масло, ускоряющие движение. Расплавленный металл попадает в высокопрочную стальную пресс-форму со скоростью около 50 м/с, что обеспечивает ее абсолютное заполнение.
Расплавленный металл попадает в высокопрочную стальную пресс-форму со скоростью около 50 м/с, что обеспечивает ее абсолютное заполнение.
Литье алюминия под давлением имеет массу преимуществ, среди которых не только увеличение производительности, но и высокая точность готового изделия. Технология применяется для производства важных деталей в приборостроении, машиностроении и авиастроении.
Литье алюминия в домашних условиях
Несложную деталь из этого металла вполне можно сделать самому. Все необходимое для этого найдется в домашней мастерской.
Прежде всего, потребуется ящик с крышкой, где будет храниться формовочная земля. Литье алюминия обычно происходит с использованием смесей песка и глины. Для деталей небольшого размера можно взять обычный кремнезем. Его необходимо просеять и насыпать в подготовленный деревянный ящик.
В процессе работы будут нужны следующие инструменты: деревянная лопатка, пинцеты, крючки, скальпели, щетки, кисточки и мастерок, изготовленный из качественной стали и имеющий гладкую поверхность.![]()
Литье алюминия в домашних условиях подразумевает заливание металла в формы. Их можно сделать из деревянного ящика.
Изготовление форм
Формовка будущей детали происходит в двух опоках (рамах). Чтобы их сделать,
нужно убрать дно и крышку ящика и распилить его с помощью продольной пилы на две разные по высоте части. В получившихся опоках надо высверлить два вертикальных отверстия на противоположных стенках и вставить в них стержни-коксы. При закрывании ящика коксы, торчащие из нижней его части, должны входить в отверстия, просверленные в верхней раме. Это позволит точно зафиксировать опоки относительно друг друга.
При правильном изготовлении формы для литья алюминия в земле должна получится полость, которая будет полностью копировать отливаемую деталь. Делается она при помощи вдавливания одной стороны копии изделия в землю верхней опоки, а второй – в поверхность нижней. Рамы должны лежать на прочном щите. Копию детали можно изготовить из дерева или пенопласта.
Засыпка формовочной земли должна происходить постепенно. Каждый новый слой следует хорошо утрамбовать, иначе просеянная земля не будет держать форму. Осталось сделать несколько газоотводных отверстий и вставить литник, по которому будет поступать расплавленный металл. Теперь нужно дать земле хорошо просохнуть.
Заливание алюминия в форму
Перед тем как окончательно собрать форму, необходимо тщательно осмотреть ее и
убедиться в отсутствии комков земли. Литье алюминия даст отличный результат только в том случае, если углубление будет идеально повторять изделие. Стык, образующийся между нижней и верхней опоками, рекомендуется замазать глиной, чтобы жидкий металл не перелился за края углублений. После этого верхняя опока накладывается на нижнюю и фиксируется коксами.
Алюминий нужно расплавить в жестяной банке, поставив ее на горящую печь. Когда металл перестает прилипать к опущенной в него кочерге, его можно снимать с огня и заливать в форму через литник.
Дождавшись остывания, надо извлечь деталь из земли. Обычно после этого проводится дополнительная обработка изделия, включающая обрезание лишних выступающих краев и обтачивание.
Обычно после этого проводится дополнительная обработка изделия, включающая обрезание лишних выступающих краев и обтачивание.
Литье алюминия – процесс очень увлекательный и полезный. Благодаря такой технологии мелкие детали можно изготавливать самостоятельно, что позволит получить приятные эмоции и сэкономить деньги.
Подробное руководство по технологии литья алюминия под давлением
Если вы проектируете алюминиевые детали, важно учитывать производственный процесс. Среди всех процессов формовки алюминия наиболее подходящим решением является литье алюминия под давлением.
Алюминий — это легкий сплав с высокой стабильностью размеров. Итак, литье алюминия под давлением является популярным производственным процессом для создания сложных форм и конструкций с тонким сечением стенки. Поэтому они являются популярным металлом в различных отраслях промышленности.
Эта статья поможет вам понять основы процесса литья алюминия под давлением. Давайте более подробно рассмотрим процесс.
Литье алюминия под давлением – это метод изготовления металлических деталей. Алюминиевый стержень следует нагреть и полностью расплавить при высокой температуре, а затем вдавить в предварительно сформированную полость формы для создания желаемых металлических деталей.
В процессе литья алюминия под давлением используется холодная камера литейной машины. Причина плавления алюминия в машине с холодной камерой заключается в том, что высокая температура расплавленного алюминия может повредить машину, если механизм впрыска будет погружен в воду, как в процессе с горячей камерой.
В машине с холодной камерой плавильный тигель отделяется, и затем расплавленные алюминиевые сплавы переливаются из тигля в форму под высоким давлением. После впрыска расплавленного алюминия требуется некоторое время для затвердевания. Затем вам нужно разделить две половинки формы, чтобы открыть алюминиевую литую часть.
Конечный продукт имеет гладкую поверхность. В большинстве случаев готовые изделия не требуют минимальной механической обработки и быстро переходят на стадию поставки. Более того, литая форма перерабатывается для изготовления тех же деталей до того, как она испортится. Таким образом, литье алюминия под давлением является идеальным производственным процессом для крупносерийного производства. И именно поэтому производители предпочитают литье под давлением, и это популярно в различных отраслях промышленности.
Преимущества алюминиевого литья под давлением
Алюминиевое литье имеет широкий выбор вариантов отделки поверхности. Стабильность размеров является еще одним большим преимуществом процесса литья алюминия под давлением. Кроме того, они универсальны, и вы можете использовать их практически в любой отрасли.
Здесь мы перечислили некоторые преимущества алюминиевого литья:
- Готовые изделия с превосходной обработкой поверхности
- Хорошая прочность на растяжение
- Недорогое сырье
- Снижение пористости и загрязнений
- Прочная молекулярная структура обеспечивает точность размеров без микротрещин
- Точность по толщине (достижима менее 1,5 толщины)
- Воздухонепроницаемость и давление
- Долговечность
- Широкий выбор сплавов с различными химическими и механическими свойствами
- Возможность изготовления деталей с очень сложные конструкции
Существует несколько алюминиевых сплавов, обычно используемых в литье под давлением. Некоторые из них:
Некоторые из них:
- A380
- A390
- A360
- A413
- ADC-12
- ADC-1
При подготовке к литью алюминия вашей первой задачей является выбор правильного сплава. Позвольте нам дать вам некоторые идеи о различных общих свойствах алюминиевого сплава, отлитого под давлением, чтобы помочь вам.
Например, сплав А390 имеет высокую твердость и отличную износостойкость, но гибкость ниже, чем у всех других сплавов. Следовательно, они подходят для таких применений, как блоки автомобильных двигателей.
С другой стороны, A360 отличается исключительной герметичностью и коррозионной стойкостью. Кроме того, они обладают отличной текучестью в расплавленном состоянии. Этот сплав идеально подходит для коммуникационных коробок 5G, корпусов автомобильных контроллеров, автомобильных масляных поддонов и т. д.
Сплав A380 обладает превосходными свойствами как продукта, так и литья. Поэтому производители выбирают их для широкого спектра применений. Например, электроинструменты, бытовая мебель, шасси для электронного оборудования, корпуса коробок передач, кронштейны двигателя и многие другие изделия используют сплав A380.
Например, электроинструменты, бытовая мебель, шасси для электронного оборудования, корпуса коробок передач, кронштейны двигателя и многие другие изделия используют сплав A380.
Алюминиевый сплав отличается улучшенными химическими и механическими свойствами. Они обладают высокой коррозионной стойкостью и обладают высокими теплоотводящими свойствами. Кроме того, соотношение прочности и веса также является существенным преимуществом.
Эти свойства помогают инженерам-механикам проектировать алюминиевые детали для литья под давлением с большой гибкостью. Вот некоторые из свойств:
- Легкость
- Corrosion resistance
- Outstanding strength to weight ratio
- High operating temperatures
- Good stiffness
- Fine finishing characteristics
- RFI and EMI shielding
- Superb thermal conductivity
- High electrical conductivity
- Full recyclability
Детали, изготовленные методом литья под давлением алюминия, требуют минимальной механической обработки. Но нет ничего идеального. Так, иногда требуется выполнить операции по отделке поверхности для эстетики и других функциональных целей.
Но нет ничего идеального. Так, иногда требуется выполнить операции по отделке поверхности для эстетики и других функциональных целей.
Вот некоторые из наиболее популярных вариантов отделки поверхности алюминиевых отливок.
АнодированиеАнодирование литого под давлением алюминия — это доступный вариант для придания деталям коррозионной стойкости и долговечности. Он поставляется с непроводящим защитным слоем на деталях.
Алюминий является материалом с высокой проводимостью, но оксидный слой имеет керамические химические и физические свойства, которые являются электроизоляционными. Поэтому анодированный литой под давлением алюминий становится непроводящим.
Однако анодированный алюминий имеет ограниченную электрическую проводимость при контакте. Это из-за тонкости окружающего оксидного слоя. Но проводимость очень низкая по сравнению с необработанным алюминием. Поэтому, если ваше приложение требует электропроводности через алюминий, вам следует выбрать другой вариант отделки поверхности.
Порошковое покрытие — один из самых популярных методов отделки поверхности алюминиевых деталей, отлитых под давлением. Это происходит при более высокой температуре, и это сравнительно сложно сделать. Но этот метод делает детали устойчивыми к вмятинам и царапинам. Кроме того, вы получите широкий выбор цветов, текстур и уровней блеска.
Химическая пленкаЭто еще один популярный вариант отделки поверхности алюминиевых материалов для литья под давлением. Вы можете наносить его многими способами, такими как распыление, погружение, кисть и т. д. Единственная разница в том, что он проводит электричество.
Узнайте больше о вариантах отделки поверхности металлов.
Применение Детали литья алюминия Алюминиевый сплав обладает превосходными механическими свойствами. Поэтому вы увидите их во многих приложениях.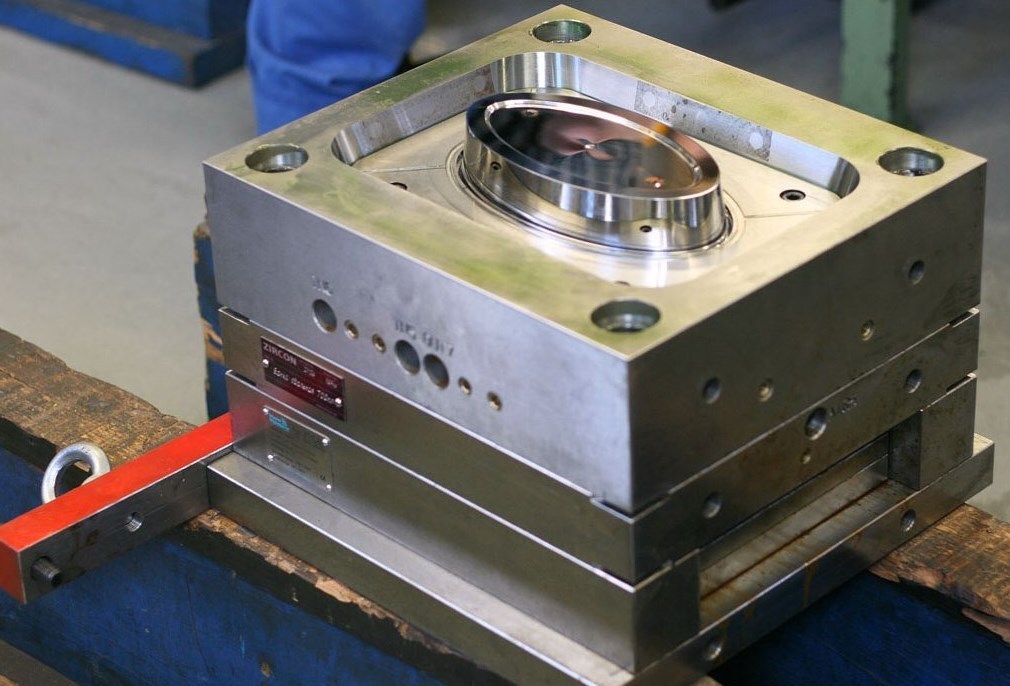 Например, они являются неотъемлемой частью автомобильной и строительной промышленности.
Например, они являются неотъемлемой частью автомобильной и строительной промышленности.
Согласно отчету, объем рынка алюминиевого литья в 2019 году составил 50,5 млрд долларов США, а ожидаемый совокупный годовой рост (CAGR) составит 6,4% в период с 2000 по 2027 год. К сообществу присоединится больше отраслей, и будут разработаны новые приложения. .
Вот некоторые из основных областей применения литья под давлением из алюминиевого сплава.
СтроительствоВы увидите алюминий в надстройках крыш, оконных рамах и т. д. В наши дни в крупных конструкциях, таких как мосты и коммерческие здания, в процессе строительства также используются литые под давлением алюминиевые детали.
Автомобильная промышленность Алюминиевые сплавы легкие, что также является важной характеристикой современных автомобилей. Таким образом, вы увидите эти сплавы в широком диапазоне применений в автомобильной промышленности. От двигателя до деталей кузова, они повсюду.
От двигателя до деталей кузова, они повсюду.
За последние два десятилетия ни одна другая отрасль не выросла так, как электронная. Инновации потребительских товаров в этих отраслях были выдающимися. И алюминий играет важную роль в производстве этих потребительских товаров.
От смартфонов до сетевых корпусов 5G — литой алюминиевый сплав играет важную роль в этом развитии.
МебельАлюминий имеет высокое отношение прочности к весу и устойчив к коррозии. Кроме того, они не так уж и дороги. В результате мебельная промышленность использует алюминиевый сплав для изготовления различной домашней и офисной мебели.
Например, вы можете увидеть все больше и больше стульев, изготовленных из литого под давлением алюминия. Кроме того, многие важные детали мебели изготовлены из алюминиевых деталей, таких как дверные замки, петли, ручки и другая алюминиевая фурнитура.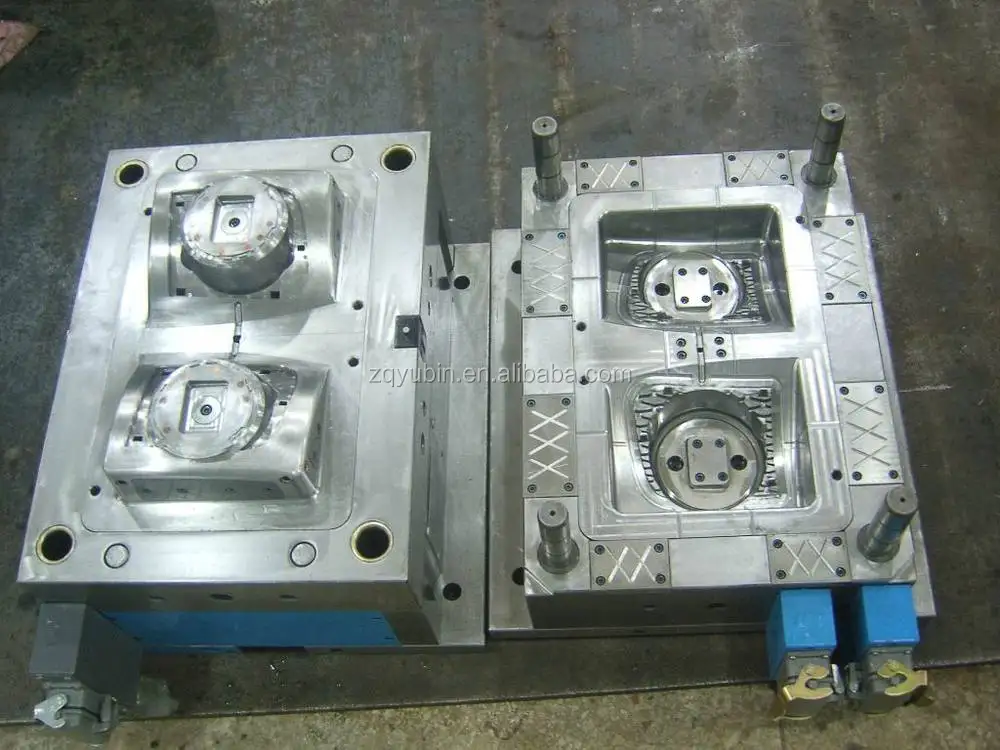
Как и в автомобильной промышленности, в аэрокосмической промышленности также требуется легкий и ударопрочный сплав. Кроме того, аэрокосмическая промышленность требует сложных инструментов и высокопрочных конструкционных компонентов. Следовательно, материалы для литья под давлением из алюминия используются для различных частей самолета.
Некоторые аэрокосмические детали изготовлены из литого под давлением алюминия, например, поршневые головки авиационных двигателей, кожухи загрузки груза, детали топливной системы, корпуса крышек распределительных щитов самолетов, а также детали осветительных приборов и детали стопорных колец электронных корпусов.
Конструкция деталей для литья алюминия под давлением – 3 фактора, которые следует учитыватьПроизводителям необходимо принять некоторые меры в процессе литья алюминия под давлением.
Дизайн пресс-формы
Прежде всего, это дизайн пресс-формы. Конструкция должна быть эффективной, чтобы можно было вводить расплавленный алюминий и без труда извлекать готовые детали. У каждой формы есть линия разъема (линия, которая разделяет две половины), и дизайнер должен учитывать эту линию, прежде чем завершить дизайн.
Конструкция должна быть эффективной, чтобы можно было вводить расплавленный алюминий и без труда извлекать готовые детали. У каждой формы есть линия разъема (линия, которая разделяет две половины), и дизайнер должен учитывать эту линию, прежде чем завершить дизайн.
Расположение точки впрыска
Следующим важным моментом является расположение точки впрыска. Вы можете добавить более одной точки впрыска. Это можно сделать, если есть вероятность затвердевания расплавленного алюминия до того, как он достигнет каждой щели в матрице. Кроме того, это помогает полостям в дизайне.
Толщина стенки
Толщина стенки детали — еще один параметр, на который следует обратить внимание. С технологиями автоматизации и сложными машинами не существует минимального уровня толщины. Но для лучших результатов было бы лучше выбрать постоянную толщину для лучших результатов.
Литье алюминия под давлением Цитаты: Custom Литье алюминия под давлением г Прототипы и детали Литье алюминия под давлением Стоимость процесса литья алюминиевого сплава относительно недорогая. Стоимость зависит от разных факторов. Во-первых, это первоначальные затраты на инструмент. Стоимость оснастки для этого процесса колеблется от 7000 до 75 000 долларов США, что увеличивает общую стоимость процесса литья под давлением. Но поскольку литье под давлением — это повторяющийся процесс, оно становится более рентабельным, когда вы идете на крупносерийное производство.
Стоимость зависит от разных факторов. Во-первых, это первоначальные затраты на инструмент. Стоимость оснастки для этого процесса колеблется от 7000 до 75 000 долларов США, что увеличивает общую стоимость процесса литья под давлением. Но поскольку литье под давлением — это повторяющийся процесс, оно становится более рентабельным, когда вы идете на крупносерийное производство.Во-вторых, трудно определить точную стоимость литья под давлением, не зная спецификаций продукта. Это зависит от размера штампа, от того, является ли создаваемый профиль полым или сплошным, а также от сложности поперечного сечения.
В-третьих, стоимость будет меняться в зависимости от типа машины и рабочих. Процесс затвердевания займет больше времени для массивных функций, и это также повлияет на стоимость. Кроме того, сложные движущиеся части влияют на открытие и закрытие машины, что также увеличивает затраты.
RapidDirect — ваш экономичный поставщик услуг по литью алюминия под давлением RapidDirect предлагает точные услуги по литью алюминия под давлением на заказ в кратчайшие сроки.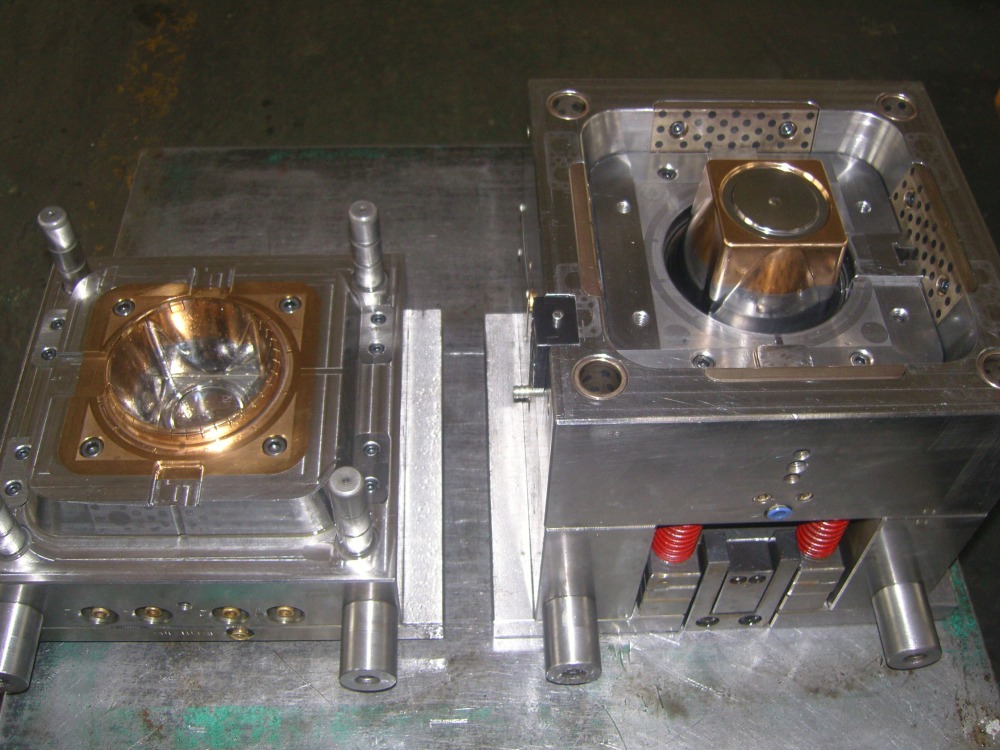 Вы можете изготавливать различные алюминиевые детали с широким диапазоном размеров – от нескольких граммов до сколь угодно больших размеров.
Вы можете изготавливать различные алюминиевые детали с широким диапазоном размеров – от нескольких граммов до сколь угодно больших размеров.
У нас есть опытные рабочие, а также инженеры, специалисты по стратегическому планированию и творческие разработки, которые помогут завершить ваш проект именно так, как вы этого хотите. От прототипирования до крупносерийного производства, мы предоставляем вам лучший доступный сервис.
Наши мастерские оснащены автоматизированными машинами и роботами, созданными с использованием футуристических технологий.
Мы можем добиться допусков до ± 0,004 дюйма (0,1 мм) для ваших деталей из литого под давлением алюминия. Мы сертифицированы по стандарту ISO 9001:2015 и производим литые детали в соответствии с промышленными стандартами.
Вот как вы можете воспользоваться преимуществами Rapid Direct.
- До 30% Снижение цены
- Изготовление деталей в соответствии с потребностями клиента.
- Наши профессиональные инженеры-эксперты всегда предоставят оптимальную производственную обратную связь в соответствии с вашим проектом.

- Мощные возможности для ускорения цикла от проектирования до деталей
- Вы можете загрузить файлы проекта на нашу платформу, которая обеспечивает быстрое предложение и бесплатный анализ DFM.
- Высокие стандарты контроля для обеспечения высокого качества деталей.
- Опыт работы с Tesla, Toyota, NASA, Emerson, Emirates и многими другими крупными брендами и организациями по всему миру.
Литье под давлением может быть дорогостоящим методом, если вы не работаете с большим количеством деталей. Но если вы имеете дело с большим количеством, литье под давлением является наиболее рентабельным процессом. Производители предпочитают алюминий другим металлам из-за его уникальных характеристик. Кроме того, меньшие материальные затраты также помогают производителям увеличить прибыль.
Мы надеемся, что эта статья была вам полезна. Профессиональные услуги литья под давлением от Rapid direct гарантируют, что вы получите именно ту деталь, которая соответствует вашему дизайну. И мы также предлагаем снижение цен, чтобы удовлетворить наших клиентов по всему миру. Если у вас есть какие-либо вопросы, отправьте нам сообщение . И не забудьте запросить цитату, если у вас есть какой-либо проект.
И мы также предлагаем снижение цен, чтобы удовлетворить наших клиентов по всему миру. Если у вас есть какие-либо вопросы, отправьте нам сообщение . И не забудьте запросить цитату, если у вас есть какой-либо проект.
В чем разница между литьем алюминия под давлением и литьем в песчаные формы?
Наиболее существенное различие между литьем под давлением и литьем в песчаные формы заключается в материале, из которого изготовлена форма. При литье алюминия используется форма из алюминиевого сплава. С другой стороны, при литье в песчаные формы используется форма из песка.
Литье в песчаные формы позволяет работать с более сложными конструкциями. С другой стороны, литье под давлением обеспечивает большую точность размеров и скорость.
Еще одно важное отличие заключается в том, что литье в песчаные формы дает более толстые стенки, тогда как литье под давлением может давать более тонкие стенки. Поэтому литье в песчаные формы не идеально для мелких деталей.
Поэтому литье в песчаные формы не идеально для мелких деталей.
Скорость производства — еще одно существенное различие между этими двумя методами. Изготовление оснастки для литья под давлением является сложной задачей и требует значительного количества времени. С другой стороны, изготовление инструментов для литья в песчаные формы является простым процессом и требует меньше времени, чем литье под давлением.
Литье под давлением идеально подходит для крупносерийного производства, например, если вам нужны тысячи деталей. А вот литье в песчаные формы идеально подходит для мелкосерийного производства 100-150 единиц.
У нас есть подробное руководство по Литье под давлением против литья в песчаные формы .
Насколько дорого алюминиевое литье?
Литье алюминия – один из самых экономичных процессов литья металла под давлением. Хотя на изготовление инструментов для литья под давлением требуется больше времени, вы можете создать тысячи единиц с помощью одной формы.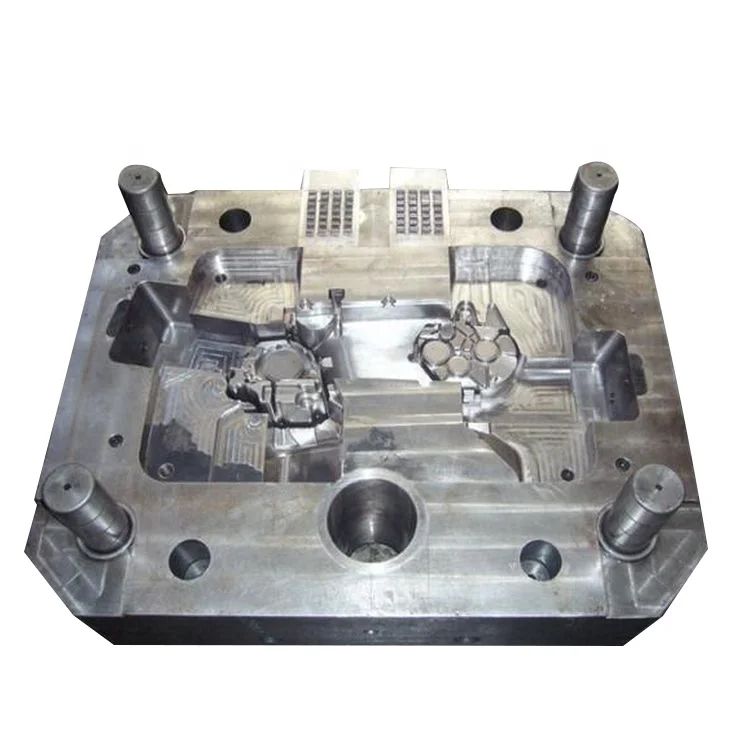 Чем больше вы производите, тем меньше становится цена вашей единицы продукции. Алюминий намного дешевле нержавеющей стали и немного дороже углеродистой стали.
Чем больше вы производите, тем меньше становится цена вашей единицы продукции. Алюминий намного дешевле нержавеющей стали и немного дороже углеродистой стали.
Насколько быстрым является процесс литья под давлением?
Литье под давлением — это автоматизированный процесс литья. Создание формы занимает некоторое время. Но форма может быстро затвердевать из алюминиевого сплава. И поскольку это автоматизированный процесс, машина может производить множество единиц продукции без перерыва. Поэтому литье под давлением — это быстрый процесс, особенно когда вы производите огромное количество деталей.
Руководство по проектированию литья под давлением из алюминия: 9 основных рекомендаций
Если вы находитесь в процессе проектирования алюминиевой детали или изделия методом литья под давлением, вы можете чувствовать себя ошеломленным рядом факторов, которые необходимо учитывать на этом этапе. В конце концов, совершенствование этапа проектирования является одним из наиболее важных шагов в успешном и эффективном производстве изделий из литья под давлением.
К счастью, наши специалисты обладают обширными знаниями о том, как спроектировать оптимальное производство литья алюминия под давлением, и эта статья даст вам некоторое представление о том, что они знают. Мы расскажем, как спроектировать продукт для эффективного и результативного производства, а также некоторые из наиболее распространенных соображений, которые необходимо учитывать при разработке продукта, который будет изготовлен методом литья под давлением.
Содержание
Передовой опыт проектирования алюминиевых отливок: проектирование для производства
Проектирование для производства (DFM) — термин, часто используемый в инженерии. Это относится к процессу оптимизации производства, чтобы сделать его максимально простым и рентабельным. DFM уделяет большое внимание используемым методам и процессам производства.
Одним из основных преимуществ DFM является то, что он позволяет выявлять и решать проблемы, связанные с методом производства, на ранней стадии проектирования. На этом этапе решение проблем обходится гораздо дешевле, чем когда они обнаруживаются во время или после производственного цикла. Применение методов DFM позволяет снизить производственные затраты при сохранении хорошего или лучшего стандарта качества.
На этом этапе решение проблем обходится гораздо дешевле, чем когда они обнаруживаются во время или после производственного цикла. Применение методов DFM позволяет снизить производственные затраты при сохранении хорошего или лучшего стандарта качества.
Чтобы оптимизировать процесс производства алюминиевых отливок, необходимо решить следующие задачи:
- Использовать как можно меньше литейного материала,
- Убедитесь, что деталь или изделие легко выходят из штампа,
- Минимизация времени затвердевания отливки,
- Максимально сократить количество второстепенных операций и
- Убедитесь, что конечный продукт будет работать должным образом.
Наилучшим способом достижения этих целей оптимизации является учет проектных соображений, обсуждаемых в следующих разделах, на этапе проектирования.
9 При проектировании литья алюминия под давлением Особенности, о которых следует помнить
В этом разделе представлены некоторые из наиболее распространенных соображений при проектировании изделия, которое будет изготовлено методом литья под давлением. Эти советы соответствуют рекомендациям DFM и рекомендованы Североамериканской ассоциацией литья под давлением.
Эти советы соответствуют рекомендациям DFM и рекомендованы Североамериканской ассоциацией литья под давлением.
1. Линия разъема
Как вы уже знаете из нашей предыдущей статьи, процесс литья под давлением включает форму, которая обычно делится на две половины (хотя может быть разделена на большее количество), одна из которых подвижная, а другая статическая, что собираются вместе, чтобы сформировать форму, в которую будет впрыскиваться расплавленный металл. Линия разъема литого под давлением компонента представляет собой интерфейс, где соединяются две половины штампа.
В процессе проектирования выбор места, где будет располагаться линия разъема, является одной из первых вещей, которые вы должны решить, так как это влияет на другие характеристики проекта.
Важным аспектом расположения линии разъема является то, что она также будет местом, где будет располагаться распространенный дефект литья под давлением, известный как заусенец. Заусенец должен быть удален вторичным процессом после того, как отливка затвердеет, поэтому он должен быть спроектирован таким образом, чтобы он был легко доступен для оборудования для обрезки.
2. Усадка
Усадка является очень распространенным и неизбежным явлением, происходящим в большинстве отливок, и алюминий не является исключением. Когда расплавленный металл начинает остывать от температуры плавления до комнатной температуры, отливка сжимается по направлению к центру.
Отливки обычно усаживаются на 0,4–0,6% от их объема, что может способствовать выталкиванию продукта из внешних стенок пресс-формы. К сожалению, он также может стягиваться вокруг любых внутренних выступов на пресс-форме, что затрудняет выталкивание в таких обстоятельствах. В таких случаях можно использовать сквозняк, чтобы уменьшить усадку и облегчить снятие гипса.
3. Уклон
В контексте литья под давлением уклон представляет собой небольшой конус или наклон, который можно увидеть по бокам формы, что позволяет легко выталкивать. Вы могли видеть этот конус в других видах форм, таких как формы для выпечки кексов и хлеба, где стороны имеют небольшой угол, а не полностью вертикальные.
Этот уклон должен быть предусмотрен на всех поверхностях литья, которые параллельны движению штампа, так как это облегчит выброс. Если его не включить, гипс будет очень трудно, если вообще возможно, снять, не повредив его.
Имейте в виду, что величина уклона, выраженная либо в миллиметрах, либо в градусах, будет значительно различаться в большинстве конструкций. Например, для наружных стен требуется лишь относительно небольшая тяга, поскольку отливка сжимается от них, а для внутренних стен и отверстий требуется большая тяга, поскольку металл сжимается и сжимается вокруг них.
4. Толщина стенки
Чтобы обеспечить быстрое производство, сократить количество отходов и создать качественный продукт, необходимо тщательно продумать толщину стенки.
Слишком тонкая стенка может препятствовать адекватному течению расплавленного металла, заставляя металл затвердевать до того, как форма будет полностью заполнена. Тонкие стенки также могут быть подвержены деформации при воздействии усилий после формования. Чрезмерно толстые стенки, с другой стороны, не только расходуют материал для литья, но и увеличивают время затвердевания, что потенциально устраняет преимущество быстрого производственного цикла литья под высоким давлением.
Чрезмерно толстые стенки, с другой стороны, не только расходуют материал для литья, но и увеличивают время затвердевания, что потенциально устраняет преимущество быстрого производственного цикла литья под высоким давлением.
Толщина стенок также должна быть как можно более равномерной. Это позволяет расплавленному металлу легко течь, что необходимо для эффективного процесса затвердевания, обеспечивающего оптимальную прочность отливки и снижающего вероятность дефектов отливки. Если необходимы изменения толщины, следует использовать постепенные переходы вместо резких изменений.
5. Скругления и радиусы
Скругления и радиусы — это изогнутые соединения между двумя поверхностями, которые в противном случае создали бы острую кромку. На следующем изображении показан пример детали, которая включает в себя каждую из этих функций. Ключевое отличие состоит в том, что скругления существуют на внутренних кромках детали, а радиусы — на внешних кромках.
Эти закругленные края чрезвычайно важны при литье под давлением, так как они позволяют металлу легко течь при впрыскивании. Острые углы матрицы создают турбулентность потока металла, что может снизить прочность отливки. Радиусы также могут устранить необходимость обрезки острых углов и кромок с помощью дополнительной операции.
Острые углы матрицы создают турбулентность потока металла, что может снизить прочность отливки. Радиусы также могут устранить необходимость обрезки острых углов и кромок с помощью дополнительной операции.
6. Бобышки
Бобышки представляют собой выступающие части литых изделий, которые обычно используются в качестве стоек или точек крепления. Это видео хорошо демонстрирует, что такое босс, показывая, как босс добавляется к дверной ручке. Включение бобышек в ваш проект может предотвратить необходимость выполнения трудоемких операций растачивания в качестве второстепенного процесса.
Поскольку значительные изменения толщины стенок могут привести к неравномерной усадке и проседанию, что отрицательно скажется на внешнем виде детали и даже на ее целостности, бобышки должны быть спроектированы таким образом, чтобы поддерживать одинаковую толщину стенки по отношению к окружающей детали. Обычный метод поддержания одинаковой толщины стенки заключается в добавлении отверстия в центр бобышки.
Также следует рассмотреть возможность добавления достаточного количества скруглений в месте, где бобышка соединяется с остальной частью отливки, чтобы обеспечить надлежащее течение металла. Необходимо также учитывать правильный угол наклона бобышек, а также ребер, чтобы увеличить его прочность.
7. Ребра
Ребра представляют собой небольшие перемычки из материала, которые можно добавить между стенами для повышения их прочности без добавления слишком большого количества металла. Они также помогают расплавленному металлу достигать каждой части матрицы, увеличивая доступные пути потока.
На изображении ниже показано изделие из литого алюминия, которое включает выступ, который будет использоваться для крепления, и три ребра, соединенные с внешней стенкой, что повышает прочность конструкции выступа.
В соответствии с передовой практикой ребра обычно добавляются в конструкцию в нечетном количестве или иным образом смещаются друг относительно друга, чтобы предотвратить воздействие напряжений на ребра, которые соседствуют друг с другом.
На изображении выше показан пример конструкции с четным числом ребер, что противоречит рекомендациям.
8. Поднутрения
Поднутрения известны в производстве как утопленные поверхности, к которым нельзя получить доступ с помощью прямого инструмента. Природа поднутрений может предотвратить отделение штампа и выброс отливки после затвердевания, поскольку штамп будет по существу «захватывать» отлитое изделие, поэтому важна тщательная конструкция.
На следующем изображении показан компонент с выточкой и без нее. Вы можете видеть, что фигура справа имеет вдавленную поверхность, где соединяются малый и большой цилиндры, что делает невозможным выброс из штампа.
Источник: Wizard191, CC BY-SA 3.0, через Wikimedia Commons.
Если в вашем дизайне необходима выточка, вы можете создать линию разъема вокруг выточки. Другой метод заключается в использовании штампов, состоящих из большего количества деталей, чем просто сердцевина и полость, как показано на следующей анимации, или с использованием полупостоянных пресс-форм.
Источник:LaurensvanLieshout, CC BY-SA 3.0, через Wikimedia Commons.
Эти методы, однако, значительно увеличивают стоимость и сложность матрицы. Кроме того, полупостоянные мягкости, которые включают использование песчаных сердечников, не могут использоваться в процессах литья под высоким давлением.
9. Отверстия и окна
Учет отверстий и окон, необходимых в окончательной отлитой под давлением детали на этапе проектирования, может значительно сократить объем необходимой механической обработки после формования. Устранение или минимизация сверления, фрезерования и других операций механической обработки, где это возможно, за счет продуманной конструкции пресс-формы может значительно сократить время производства.
Отверстия и окна имеют дополнительное преимущество, заключающееся в том, что они, как правило, не создают слишком много новых проблем при включении в конструкцию. Тем не менее, вы все равно должны учитывать, что они сделают течение расплавленного металла более сложным, что может привести к турбулентности и потенциальным дефектам литья, связанным с турбулентностью. Добавление скруглений и радиусов к любым кромкам отверстий и окон может решить эту проблему.
Добавление скруглений и радиусов к любым кромкам отверстий и окон может решить эту проблему.
Также важно помнить, что отверстия и окна в отливке могут зажать матрицу во время выталкивания, а это значит, что на этапе проектирования вам придется предусмотреть вокруг них сквозняки.
Заключение
Как вы уже видели, проектирование алюминиевого литья под давлением сопряжено со многими трудностями. Эта статья дает вам представление о некоторых наиболее важных аспектах, которые необходимо учитывать на этапе проектирования, хотя вполне возможно, что вы можете столкнуться с еще большим количеством препятствий, влияющих на ваш конкретный проект.
В этой статье мы кратко коснулись вторичных или постформовочных операций как аспекта проектирования литья под давлением, особенно потому, что их минимизация является хорошим способом оптимизации производственного процесса. Чтобы лучше понять, что они влекут за собой, для каких приложений они актуальны, и прочтите нашу статью о вторичных операциях для литых под давлением деталей.