Литье алюминия под давлением в домашних условиях – под давлением, в домашних условиях
alexxlab | 18.04.2020 | 0 | Разное
Литье алюминия в домашних условиях: технология, фото и видео
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
 Литье алюминия в домашних условиях
Литье алюминия в домашних условияхНаиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.

Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.

Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Литье алюминия своими руками
Алюминий нашел широкое применение в современном мире. Этот металл характеризуется легким весом, пластичностью и ковкостью, что позволяет использовать его во многих отраслях промышленности. Температура его плавления составляет 660°C. В производстве часто используется литье алюминия, благодаря которому изготавливаются всевозможные детали.
Технологический процесс

Плавлением алюминия люди занимаются уже давно. Он легко приобретает любую
форму, поэтому просто незаменим в мировой промышленности. Сегодня многие сталелитейные предприятия используют технологию литья под высоким давлением. Оно создается в специальной камере при помощи поршня, на который воздействует сжатый воздух, эмульсия или масло, ускоряющие движение. Расплавленный металл попадает в высокопрочную стальную пресс-форму со скоростью около 50 м/с, что обеспечивает ее абсолютное заполнение.
Литье алюминия под давлением имеет массу преимуществ, среди которых не только увеличение производительности, но и высокая точность готового изделия. Технология применяется для производства важных деталей в приборостроении, машиностроении и авиастроении.
Литье алюминия в домашних условиях
Несложную деталь из этого металла вполне можно сделать самому. Все необходимое для этого найдется в домашней мастерской.
 Прежде всего, потребуется ящик с крышкой, где будет храниться формовочная земля. Литье алюминия обычно происходит с использованием смесей песка и глины. Для деталей небольшого размера можно взять обычный кремнезем. Его необходимо просеять и насыпать в подготовленный деревянный ящик.
Прежде всего, потребуется ящик с крышкой, где будет храниться формовочная земля. Литье алюминия обычно происходит с использованием смесей песка и глины. Для деталей небольшого размера можно взять обычный кремнезем. Его необходимо просеять и насыпать в подготовленный деревянный ящик.В процессе работы будут нужны следующие инструменты: деревянная лопатка, пинцеты, крючки, скальпели, щетки, кисточки и мастерок, изготовленный из качественной стали и имеющий гладкую поверхность.
Литье алюминия в домашних условиях подразумевает заливание металла в формы. Их можно сделать из деревянного ящика.
Изготовление форм
Формовка будущей детали происходит в двух опоках (рамах). Чтобы их сделать,
нужно убрать дно и крышку ящика и распилить его с помощью продольной пилы на две разные по высоте части. В получившихся опоках надо высверлить два вертикальных отверстия на противоположных стенках и вставить в них стержни-коксы. При закрывании ящика коксы, торчащие из нижней его части, должны входить в отверстия, просверленные в верхней раме. Это позволит точно зафиксировать опоки относительно друг друга.

При правильном изготовлении формы для литья алюминия в земле должна получится полость, которая будет полностью копировать отливаемую деталь. Делается она при помощи вдавливания одной стороны копии изделия в землю верхней опоки, а второй – в поверхность нижней. Рамы должны лежать на прочном щите. Копию детали можно изготовить из дерева или пенопласта.
Засыпка формовочной земли должна происходить постепенно. Каждый новый слой следует хорошо утрамбовать, иначе просеянная земля не будет держать форму. Осталось сделать несколько газоотводных отверстий и вставить литник, по которому будет поступать расплавленный металл. Теперь нужно дать земле хорошо просохнуть.
Заливание алюминия в форму
Перед тем как окончательно собрать форму, необходимо тщательно осмотреть ее и
убедиться в отсутствии комков земли. Литье алюминия даст отличный результат только в том случае, если углубление будет идеально повторять изделие. Стык, образующийся между нижней и верхней опоками, рекомендуется замазать глиной, чтобы жидкий металл не перелился за края углублений. После этого верхняя опока накладывается на нижнюю и фиксируется коксами.

Алюминий нужно расплавить в жестяной банке, поставив ее на горящую печь. Когда металл перестает прилипать к опущенной в него кочерге, его можно снимать с огня и заливать в форму через литник.
Дождавшись остывания, надо извлечь деталь из земли. Обычно после этого проводится дополнительная обработка изделия, включающая обрезание лишних выступающих краев и обтачивание.
Литье алюминия – процесс очень увлекательный и полезный. Благодаря такой технологии мелкие детали можно изготавливать самостоятельно, что позволит получить приятные эмоции и сэкономить деньги.
fb.ru
Алюминиевое литье под давлением на заводе в Москве
Литьё под давлением алюминиевых сплавов – какие сплавы лучше?
1. Сплав АК12, называемый также силумин, – это смесь алюминия с кремнием, в которую добавляется небольшое количество магния (до 0,5%). Сплав является одним из самых твердых из всего многообразия смесей на основе алюминия. Также он характеризуется низкой литейной усадкой и герметичностью. Активно применяется для литья под давлением благодаря тому, что не дает трещин в процессе создания заготовок. Используется для производства деталей, работающих под небольшой нагрузкой.
2. Алюминиевый сплав АК12М2 производится добавлением в расплавленный алюминий небольшого числа кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%, в основном для того, чтобы заготовка лучше отделялась от формы). Применяется, в основном, для изготовления алюминиевых чушек и фасонного литья.
3. Сплав АК9 производится смешиванием алюминия с кремнием (85-90% + 8-11%) и добавлением небольшого количества примесей: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%). Сплав характеризуется высокой прочностью, однако не отличается пластичностью. Он используется для производства деталей самолетов, элементов сложных приборов и других заготовок, способных выдерживать высокие нагрузки, но не подвергающихся повышенным вибрациям.
4. Алюминиевый сплав АК9М2 благодаря удачному соотношению алюминия, кремния и меди отличается наиболее сбалансированным соотношением твердости к пластичности. Благодаря его физическим свойствам, сплав активно применяется для производства ненагруженных деталей, корпусов и деталей для различных приборов. Может подвергаться искусственному старению и закалке.
5. Сплав АК5М2 считается одним из самых популярных в системе алюминий-кремний-медь. Он отличается не только высокой прочностью и относительной пластичностью, но и дешевизной. Применяется сплав для «неответственного литья»: производства алюминиевой посуды, фасонных отливок, ненагруженных деталей и т.д.
Литье алюминия под давлением или в кокиль – это быстрый и относительно недорогой способ получить большие партии заготовок и деталей для машиностроительной, медицинской или пищевой промышленности. В зависимости от конкретных задач, можно выбрать тот или иной сплав, наиболее точно отвечающий конечным условиям эксплуатации изделия.
ntc-bulat.ru
Литье алюминия под низким давлением
Низкое давление: 2 бар
Литье под низким давлением является хорошо известным литейным процессом. В частности, большинство алюминиевых колесных дисков изготавливают именно методом литья под низким давлением. В отличие от литья под высоким давлением этот способ применяет давления всего лишь около 2 бар.
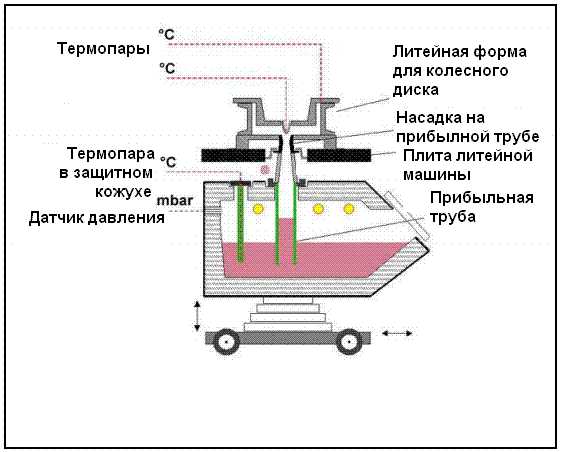 Рисунок 1 – Схема технологии литья алюминия под низким давлением
Рисунок 1 – Схема технологии литья алюминия под низким давлением
Наполнение литейной формы ускоряют с помощью путем подачи в раздаточную печь сжатого воздуха. Расплав подают снизу вверх по прибыльной трубе, которая погружена в глубину расплава. Это обеспечивает плавное наполнение литейной формы и чистоту расплава. После того, как литейная форма заполнилась, с противоположной стороны от прибыльной части начинается затвердевание металла. Регулированием давления воздуха в раздаточной печи обеспечивают полное заполнение литейной формы. Цикл литья довольно длинный из-за того, что отливка течение всего времени затвердевания связана через прибыльную трубу с большим объемом расплава в печи.
Литье автомобильных деталей под низким давлением
Литьем под низким давлением отливают, например, большие V-образные блоки цилиндров автомобильных двигателей из заэвтектических алюминиевых сплавов, а также головки цилиндров двигателей мотоциклов.
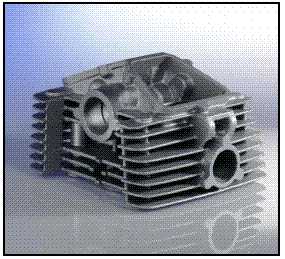 Рисунок 2 – Алюминиевая головка цилиндра,
Рисунок 2 – Алюминиевая головка цилиндра,
отлитая методом литья под низким давлением
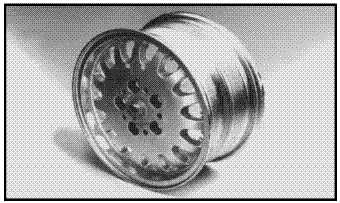
 Рисунок 3 – Алюминиевый колесный диск фирмы BBС,
Рисунок 3 – Алюминиевый колесный диск фирмы BBС,
изготовленный методом литья под низким давлением
Рисунок 4 – Алюминиевый V-образный блок цилиндров,
отлитый методом литья под низким давлением
Машина для литья под низким давлением
Литейная форма обычно имеет каналы, через которые пропускают воду или сжатый воздух. Это дает возможность управлять температурными условиями охлаждения в ходе затвердевания металла.
Направленное затвердевание и повышенное давление обеспечивают малые объемы прибыльной части отливки, а, значит, меньше металла идет в переплав отходов. При обычном, гравитационном литье в кокиль выход годного может составлять лишь 50 %, а при литье под низким давлением он составляет около 90 %. Этот эффект показан на рисунках 5 и 6: при литье под давлением прибыльная часть намного меньше, чем при литье в кокиль.
изготовленный литьем под низким давлением.
В центре ступицы видна небольшая прибыль.
Рисунок 6 – Алюминиевый колесный диск,
изготовленный литьем в кокиль.
В центре ступицы и на ободе видны большие прибыльные части.
Машина литья под низким давлением включает:
- герметичную раздаточную печь,
- оборудование для подачи и контроля сжатого воздуха,
- гидравлический манипулятор для установки и снятия литейных форм.
Обычно машина для литья под низким давлением работает с одной литейной формой.
 Рисунок 7 – Машина для литья алюминиевых сплавов
Рисунок 7 – Машина для литья алюминиевых сплавов
под низким давлением с раздаточной печью
Источник: European Aluminium Association, 2002
См также
Литые алюминиевые колесные диски
Сварка алюминиевых дисков
aluminium-guide.ru