Литье форм из силикона: Изготовление силиконовых форм на заказ, литье пластика в силикон
alexxlab | 23.02.2023 | 0 | Разное
Литьё силикона. Как я это делаю.
TTND
Загрузка
03.05.2019
31040
Применение
Подпишитесь на автора
Подписаться
Не хочу
70
Статья относится к принтерам:
RepRapПолучилось так что интерес к 3Д печати у меня начался с вопроса жены ‘А ты такое можешь сделать?’ И ссылки на один из сайтов, где продают вырубки для пряников.
В последствии оказалось что не только печатные формы используются, но и силиконовые.
Поскольку я и раньше занимался отливкой силикона, то ничего особо нового для меня в этом не было.
Моделирую форму для отливки, 2-15 часов печати и можно лить.
Для начала надо собрать все что потребуется. У меня это такой набор: весы, емкость для размешивания, миксер, ящики для вакуумирования, вакуумный насос и собственно формы.
Отмеряю на весах части компаунда, тщательно перемешиваю миксером.
Хорошо видно как он ‘кипит’. Когда перестанет ‘кипеть’ я заливаю его в формы.
И опять вакуумирую. Так получается хорошо заполнить всякие уголки и убрать газы из отливки.
Что бы быстрее проходил процесс полимеризации, ставлю на стол в принтер. И включаю подогрев до 50-60 градусов.
Через полчаса уже вытаскиваю готовые формы.
Всем бобра!
Хороших выходных!
Подпишитесь на автора
Подписаться
Не хочу
70
Комментарии к статье
Еще больше интересных статей
35
Подпишитесь на автора
Подписаться
Не хочуВсе, кто увлекается охотой, рыбалкой и активным отдыхом на природе, знают, что это не дешевое удовол. ..
..
Читать дальше
regg70
Загрузка
25.12.2022
2224
33
Подпишитесь на автора
Подписаться
Не хочу
В связи с тем, что нужная модель заглушек плинтуса “CEZAR” веротно уже не выпускается (прошло более…
Читать дальше
155
Подпишитесь на автора
Подписаться
Не хочу
Доброго времени суток, уважаемые коллеги!
В этом посте хотелось бы поведать о такой…
Читать дальше
Читайте в блогах
Литье силикона
Литье силикона – процесс не сложный, если твёрдо знать что ты делаешь. А инструкция по литью крайне проста. Особенно, если Вы используете силикон для форм от ГК Кремен.
Силикон для форм – материал чрезвычайно популярный. Этой популярности он обязан в первую очередь за счёт своей универсальности. Сложно представить себе ещё какое-либо сырьё, которое функционально применяется в таком большом перечне сфер использования. Тут Вам и изготовление форм: как под декор и строительство, так и под миниатюру или пищевые цели, и литье силикона для различных функциональных объектов, а также использование силикона в качестве покрытия. Масштаб применения огромен. Но в данном случае речь идёт именно о самом процессе – литье силикона. Куда бы то ни было.
В ГК Кремен мы реализуем два вида силикона. На олове и на платине. Они отличаются друг от друга своим составом. Но оставим это химикам. Для нас их главное отличие – это принцип смешивания основы сырья с отвердителем. Для олова это сырьё + небольшое количество катализатора. Компоненты платины же смешиваются в равной пропорции.
Немного подробнее:
1. Оловянный силикон , как мы его называем, это Kremen Mold + цифра префикс, обозначающая твёрдость. Поставляется в герметичной таре – закрытом ведёрке с двумя крышками: внутренней и внешней. Также к каждому ведёрку прилагается небольшой пузырёк – отвердитель. Данный отвердитель добавляется в основную массу силикона в размере двух с половиной процентов. Осторожно! Не ошибитесь! Добавите больше – и силикон не доживёт до литья, а схватится прямо в таре. Небольшой лайфхак от нас – при литье небольших объёмов попробуйте использовать для забора отвердителя обычный медицинский шприц. Почему? Всё просто – при литье маленьких объёмов оловянного силикона, нам всегда требуется мало отвердителя: 2, 5, 10 граммов. Чтобы отвесить столько, нужны сверхточные весы, ибо обычные привнесут критическую погрешность. Но сверхточные весы – это дорого. А вот шприц в соседней аптеке – всегда пожалуйста.
Оловянный силикон , как мы его называем, это Kremen Mold + цифра префикс, обозначающая твёрдость. Поставляется в герметичной таре – закрытом ведёрке с двумя крышками: внутренней и внешней. Также к каждому ведёрку прилагается небольшой пузырёк – отвердитель. Данный отвердитель добавляется в основную массу силикона в размере двух с половиной процентов. Осторожно! Не ошибитесь! Добавите больше – и силикон не доживёт до литья, а схватится прямо в таре. Небольшой лайфхак от нас – при литье небольших объёмов попробуйте использовать для забора отвердителя обычный медицинский шприц. Почему? Всё просто – при литье маленьких объёмов оловянного силикона, нам всегда требуется мало отвердителя: 2, 5, 10 граммов. Чтобы отвесить столько, нужны сверхточные весы, ибо обычные привнесут критическую погрешность. Но сверхточные весы – это дорого. А вот шприц в соседней аптеке – всегда пожалуйста.
2. Платиновый силикон – это силикон для литья, как не сложно догадаться, на платиновом катализаторе. Шикарная вещь! Абсолютно инертна для наших слизистых и выдерживает безумные температуры. Вот, правда, имеет ингибиторы в виде серы, каучука, полиэфиров и спиртов. Но не беда. Зато плюсом – льётся этот силикон крайне легко. Два компонента просто смешиваются 1 к 1, тщательно перемешиваются, после чего переходят в “боевое” состояние – лей сколько хочешь (пока не закончится). Некоторые наши клиенты умудряются даже на глаз его смешивать.
Шикарная вещь! Абсолютно инертна для наших слизистых и выдерживает безумные температуры. Вот, правда, имеет ингибиторы в виде серы, каучука, полиэфиров и спиртов. Но не беда. Зато плюсом – льётся этот силикон крайне легко. Два компонента просто смешиваются 1 к 1, тщательно перемешиваются, после чего переходят в “боевое” состояние – лей сколько хочешь (пока не закончится). Некоторые наши клиенты умудряются даже на глаз его смешивать.
А что говорить непосредственно о самом литье силикона – это процесс простой как пробка. Если Ваша смесь готова к литью, просто старайтесь при литье задеть все основные неровности мастер модели или заливаемого силиконом объекта. Таким образом, Ваша смесь попадёт во все необходимые отверстия, снимет рельеф и фактуру и минимизирует количество пузырьков в итоговом изделии.
Вдохновения Вам, мастера! Творите и вытворяйте!
Силикон для хобби
НАШ НОВЫЙ САЙТ ТЕПЕРЬ Удобен для мобильных устройств!Профессиональные системы для изготовления форм из силикона и полиуретановой смолы, предлагаемые как для мастеров-формовщиков, так и для любителей
Изготавливаете ли вы силиконовые формы и отливки из смолы на большом производственном предприятии, в специализированном магазине FX, в тематическом парке, на художественном литье из бронзы, художественная студия, кондитерская или шоколадная лавка, или ваш гараж, или вы впервые делаете силиконовую форму на кухонном столе. Что бы ни требовалось для применения, компания Hobby Silicone / MPK Enterprises предлагает вам подходящее РЕШЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ФОРМЫ RTV.
Что бы ни требовалось для применения, компания Hobby Silicone / MPK Enterprises предлагает вам подходящее РЕШЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ФОРМЫ RTV.
Силиконы для изготовления форм
У нас есть широкий выбор систем твердости по Шору А и катализаторов, которые удовлетворят все ваши потребности в изготовлении форм.
Наши силиконы для изготовления форм имеют:
- Низкую вязкость
- Отличные физические свойства
- Быстрое извлечение из формы/длительный срок службы формы
- Простота в использовании/высокая прочность на разрыв
- Отличная детализация формования
- Brushable и Food Grade Доступно
Профессиональная серия 100 серии- Обычный горшок с жизнью – фиолетовый
- Longe Pot Life – Blue
- . Fast Curing – Red 20202020202048 8888888888888
- .
 Fast.
Fast.
 Fast.
Fast.- У нас есть модели 30, 45, 60, 62, 70 и 80
- Со временем работы 30-90 мин. Изготовление FOOD GRADE силиконовых форм
- Высокотемпературный QM264 – идеально подходит для литья легкоплавких металлов, жизнеспособность около 120 минут, время извлечения из формы – 18 часов.
Специальные эффекты и репутация изготовления плесени силиконовой:
#2125 Blue
#2125 Зеленый
Cat Thixo Bruithable
MPK70 Идеально подходит для кастинга для кастинга. модели, прототипы. мастеров, статуэток, игрушек, промышленных деталей, декоративных украшений, лепных украшений и мелких детализированных репродукций.
- от 65 до 70 Shore D Твердость
- Нет запах
- . для заливки
- Очень легко шлифуется даже на больших отливках
Изготовление моделей
Самая популярная литьевая смола MPK70-80 Sec
и др.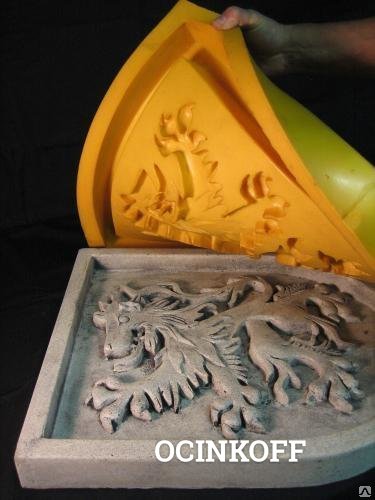 Кондитерские изделия.
Кондитерские изделия.
Изготовление моделей Изготовление форм из силикона
У нас есть полный ассортимент силиконов и литейных смол для всех ваших потребностей в моделировании.
Мягкий
Силикон для изготовления форм
Подходит для изготовления свечей и мыла, а также тампопечати.
Foundry Художественное литье
Для фигурок в литейных цехах художественного литья. Попробуйте наши зеленые, синие и кошачьи Thixo для ваших литейных работ. Очень хорошая жизнь прессформы.
Силикон RTV, пригодный для нанесения кистью
ДЛЯ НАЧИНАЮЩИХ – Стартовые наборы
Расходные материалы и инструменты
Я полностью одобряю силиконы для изготовления форм, которые предоставил мне Майк Нотт.
Paul R. Barnes
FX Masters

Смолы и силиконы MPK имеют высочайшее качество и отвечают всем моим производственным требованиям.
James HakolaE
MRDANDY.COM
Процедура изготовления силиконовой формыЯ и мои сотрудники остались очень довольны качеством и работой . .. Силиконы QM теперь мой любимый бренд.
Стив Ван
Biomorphs, Inc.
Процедура изготовления силиконовой формы
Весна 1997
Процедура изготовления силиконовых форм
Материалы
Силиконовая лепка проста и точна и простит многим ошибки. Идея состоит в том, чтобы начать с мастер-части. Эта часть может быть герметизируется формовочным материалом, после чего можно изготовить множество деталей от полученного негатива. Этот мастер может быть инкапсулирован поддерживая его на распорках и заключая в удерживающую раму.
Перед началом процесса изготовления формы из силиконовой резины необходимо сначала соберите все необходимые инструменты, материалы и защитное оборудование. Важно, чтобы все было готово и под рукой, так как рабочий срок службы полимеров, т. е. время, в течение которого они могут течь, невелик.
Необходимые инструменты для процесса – нож, скальпель, пара кусачки, напильник, отвертка и шпатель для смешивания.
Чтобы установить наш мастер в нужное положение, вам понадобится опорная плита, регулируемая стенка формы, тонкая проволока, сам мастер и проставки.
Дополнительное оборудование включает в себя контактную бумагу, бумажные полотенца, 2 смесителя. мензурки, тюбик с воронкой, малярный скотч, пластырь и суперклей.
Силиконовый каучук состоит из двух компонентов, которые смешиваются
объемное соотношение 1:1. Для очистки используется пропаноловый спирт.
полимеры до их отверждения. Литейный материал, используемый для изготовления
частей также смешивается в объемном соотношении 1:1. Наконец, вам нужно
релиз агент.
Наконец, вам нужно
релиз агент.
Поскольку полимеры токсичны, во время работы необходимо носить респираторную маску. обращение с полимером. Необходим лабораторный халат, латексные перчатки и защитные очки. для предотвращения любого контакта тела с раздражающими полимерами.
Этапы процедуры
Перед запуском формы из силиконовой резины поверхность мастера которые вы хотите воспроизвести, должны быть тщательно изучены на предмет недостатки. Это важный шаг, потому что силиконовый каучук форма и ее полиуретановые детали будут точно повторять поверхность оригинальный мастер. Для обеспечения качественной поверхности на литье из полиуретана, можно использовать гладкую поверхность с зернистостью #400 наждачная бумага. В приведенном ниже примере мастер был очень гладким и не потребовалась полировка.
Поднимите мастер над землей, прикрепив к нему опору.
цель поднятия мастера над землей состоит в том, чтобы позволить
силикона для формирования стенки формы толщиной не менее 1/2 дюйма на
нижний. Если стенка тоньше 1/2 дюйма в любом месте, плесень
может быть достаточно слабым, чтобы порваться во время извлечения из формы. Мы подняли нашу
Мастер, приклеив винт супер клеем, как указано. Поскольку полимер
из которого будут отлиты новые детали будут попадать в силиконовую форму
снизу воздух в форме должен иметь выход. Это может быть
достигается за счет суперсклейки тонких проводов на самых верхних краях
мастер, то есть края, где будет задерживаться воздух. Мы режем
относительно тонкую проволоку кусачками и отшлифовал один край до плоского состояния.
увеличить площадь соединения проводов.
Если стенка тоньше 1/2 дюйма в любом месте, плесень
может быть достаточно слабым, чтобы порваться во время извлечения из формы. Мы подняли нашу
Мастер, приклеив винт супер клеем, как указано. Поскольку полимер
из которого будут отлиты новые детали будут попадать в силиконовую форму
снизу воздух в форме должен иметь выход. Это может быть
достигается за счет суперсклейки тонких проводов на самых верхних краях
мастер, то есть края, где будет задерживаться воздух. Мы режем
относительно тонкую проволоку кусачками и отшлифовал один край до плоского состояния.
увеличить площадь соединения проводов.
Прежде чем прикрепить мастер к пластине (дну формы),
пластина обработана таким образом, что материал формы не прилипает к ней. Мы использовали
контактная бумага, чтобы избежать использования восковых паст. Мы защитили мастера
к пластине, используя суперклей, чтобы приклеить винт к нижней пластине
поверхность. В некоторых случаях можно использовать пластилин для лепки.
Мастер к тарелке вместо этого. Если мастер не закреплен за
пластины, расслоение может произойти при заливке силиконового каучука в
и вокруг мастера.
Если мастер не закреплен за
пластины, расслоение может произойти при заливке силиконового каучука в
и вокруг мастера.
Затем нанесите слой воска на все рабочие поверхности. Этот облегчит отделение мастера от готового силикона резиновая форма.
Поместите регулируемую стенку пресс-формы вокруг мастера, помня, что она должна быть не ближе 1/2 дюйма, чтобы силиконовая стенка формы будет достаточно густой. Используйте пластилин для моделирования, чтобы заполнить любые пустоты, где силиконовая резина может протечь. Убедитесь, что вы осторожны во время этого шаг. Если силикон подтекает, остановить его очень сложно, т.к. материал, смоченный силиконом, может прилипнуть и остановить утечку.
Теперь вы готовы смешать материалы из силиконового каучука и залить их. в форму.
Рассчитайте приблизительно объем материала силиконового каучука
требуется для заполнения вашей формы. Подготовьте еще около 20% для учета
проигрывает. Поскольку силиконовый материал смешивается в соотношении 1:1 по объему, один
половина требуемого материала должна приходиться на каждый компонент. Использовать
одноразовые контейнеры со шкалой объема для смешивания материала.
Использовать
одноразовые контейнеры со шкалой объема для смешивания материала.
Убедитесь, что материал тщательно перемешан, имея в виду, что смешивание следует делать осторожно, чтобы воздух не попал в материал. Минимизация пузырьков важна, потому что мы пропустим дегазацию. процесс, который требует коммерческого оборудования. Если вы можете видеть воздух пузырьки на поверхности, используйте конец отвертки, чтобы проткнуть их открытым. Имейте в виду, что срок службы силиконовой резины материал составляет 15-20 минут, что означает, как только компоненты находятся в касаться друг друга, у вас есть максимум 20 минут, чтобы смешать и залить их.
Медленно наливайте силикон, чтобы вокруг него не осталось воздушных карманов. мастерские стены. Форма пресс-формы может быть наклонена под небольшим углом при наличии большой горизонтальной поверхности. Наклон уменьшит вероятность попадания воздушных карманов под большие горизонтальные поверхности.
После заполнения формы дайте ей высохнуть в течение 24 часов.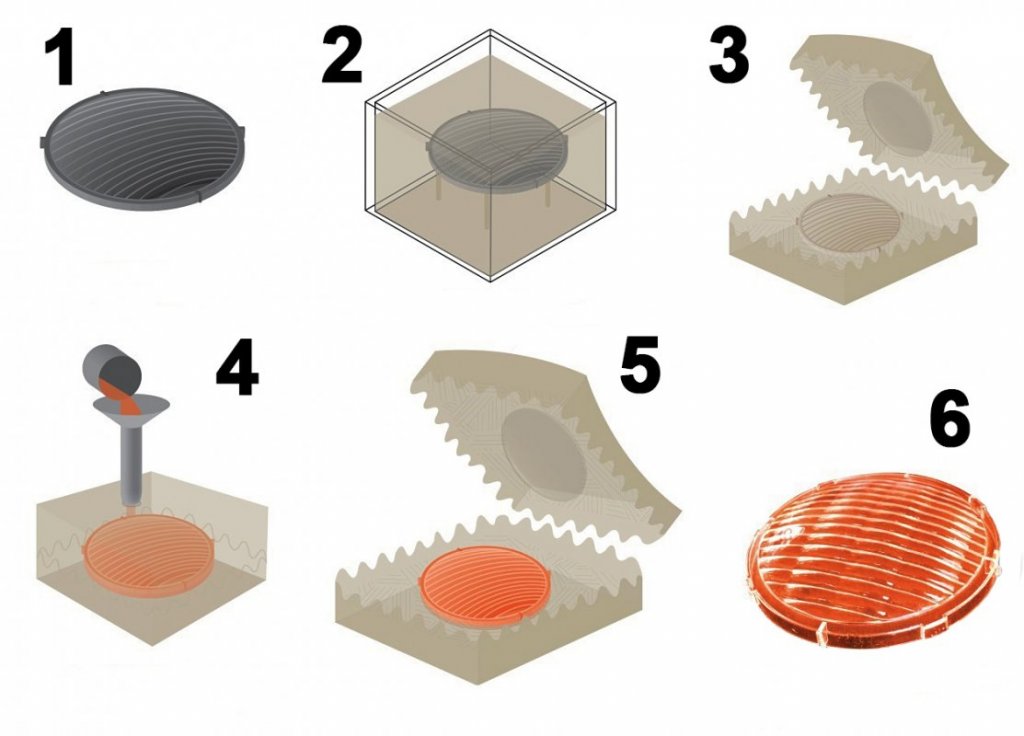 прежде чем разбирать его.
прежде чем разбирать его.
Чтобы гарантировать, что силиконовые банки останутся надлежащим образом запечатанными в будущем. использования, распылите немного антиадгезива вокруг покрытия форполимера. силиконовый компонент. Если разделительный агент не используется, эти компоненты имеет тенденцию образовывать корку, которая снижает герметичность крышки при время.
По истечении времени отверждения извлеките композицию из формы. С тех пор, как мы изготовили цельную форму (только одна заливка), вырезаем финальную кусок силиконовой резины на две половины. (Разрезания можно было бы избежать, изготовление пресс-формы из двух частей.)
Используйте скальпель, чтобы разрезать форму. Несколько проходов скальпелем могут
быть необходимым до того, как мастер будет достигнут. Не беспокойтесь о
гладкость реза. Наоборот, неравномерный срез снижает
вероятность неправильного расположения двух частей пресс-формы. Однако не
преувеличивать. Горизонтальная линия разъема на вертикальной основной поверхности
дает наилучшие результаты литья. Это работа для двух человек, где один
человек «раздвигает» форму так, что скальпель перемещается
легче во время резки, в то время как другой человек режет.
Это работа для двух человек, где один
человек «раздвигает» форму так, что скальпель перемещается
легче во время резки, в то время как другой человек режет.
Имейте в виду, что это самый опасный шаг в процесс изготовления силиконовой формы.
Когда резка будет завершена, аккуратно раздвиньте две части пресс-формы. Затем вытащите мастер из полуформы. Силиконовая резина гибкий и выдерживает большие нагрузки. Однако забота должна не разрывать резиновый материал
Теперь, когда у вас есть форма, вы можете отливать детали.
Нанесите слой разделительного агента на силиконовую форму, чтобы предотвратить литье полимера от прилипания к силиконовому каучуку.
Поскольку наилучшие результаты литья получаются при заливке полимера из снизу вверх, мы использовали отверстие для опорного винта в качестве входа полимера полость.
Заливка осуществляется путем помещения трубки в силиконовую форму и воронки.
на другом конце трубки. Чтобы предотвратить утечку, закройте трубку
отверстие для вставки с гипсом.