Литейное производство хтс: ХТС литье алюминия и других металлов в формы холодно твердеющих смесей от ГК “Литейное производство”
alexxlab | 19.07.2021 | 0 | Разное
ХТС литье алюминия и других металлов в формы холодно твердеющих смесей от ГК “Литейное производство”
Особенности и преимущества технологии
ХТС литье – один из наиболее выгодных методов получения отливок. К основным преимуществам этого способа литья относится:
- Высокий показатель прочности изготавливаемых форм и стержней.
- Нет необходимости в тщательной трамбовке. Холодно-твердеющие смеси отличаются высоким показателем текучести, поэтому они хорошо заполняют все части оснастки и не требуют выполнения трамбовки.
- Высокая точность готовых отливок. Это связано с высокой точностью стержней и низким процентом пригара, что позволяет минимизировать риск появления дефектов.
- Простая и быстрая смена оснастки. Это позволяет упростить процесс изготовления многономенклатурных изделий.
- Универсальность применения. Способ ХТС подходит для литья алюминия, чугуна и других металлов.

- Простота удаления стержней. Благодаря особому составу стержни легко рассыпаются вовремя отливки и удаляются.
Благодаря этим преимуществам метод активно применяется в литейном производстве. К недостаткам относится только токсичность связующих компонентов, поэтому при работе необходимы средства индивидуальной защиты. К тому же к этим материалам выдвигаются особые требования хранения.
Применение в литейном производстве
Основной задачей для некрупных металлургических предприятий является оптимизация затрат. Метод литья алюминия ХТС и других металлов – выгодное решение. Для организации процесса литья по ХТС не требуются большие площади.
При литье по ХТС в отличие от литья в землю можно снизить объем формовочной смеси практически в четыре раза. К тому же производственный процесс включает в себя небольшое количество операций, поэтому для работы не требуется большое количество основных рабочих.
Литье алюминия ХТС, чугуна и других металлов применяется при производстве крупных отливок, если нет возможности использовать другие технологии.
Преимущества услуги нашей компании
Группа компаний «Литейное производство» предлагает заказать ХТС литье на основе форм высокого качества. Мы гарантируем точное соблюдение сроков и выгодные условия сотрудничества. К преимуществам сотрудничества с нашей компанией относятся:
- Профессиональный подход. Специалисты нашей компании помогут выбрать оптимальный метод литья, предоставлять детальные ответы на все интересующие вопросы, а также помогут составить оптимальный порядок работы.
- Высокое качество продукции. Мы производим детали, которые полностью соответствуют действующим стандартам качества и гарантируют соблюдение размеров и других характеристик продукции. Мы принимаем заказы на производства эксклюзивных форм.

- Выгодное сотрудничество. Наша компания не только предоставляет наиболее низкие цены, но и систему скидок для постоянных и оптовых клиентов.
Обратившись в нашу компанию, вы сможете получить изделия высочайшего качества и при этом существенно сэкономить.
Значение массы и размеров заготовок в зависимости от методов литья:
|
Метод литья: ХТС
Диам. наружн.: max до 300 мм Высотка заготовки: max 600 мм Масса: 300 кг |
Метод литья: ХТС Масса/Отливки: 300 кг |
Литье в формы ХТС – ООО ЗМИ-УРАЛ
Литье в формы ХТС – технологичный способ изготовления отливки с повышенным качеством поверхности и точностью размеров, что позволяет назначать минимальные припуски на механическую обработку.
Технология литья в ХТС позволяет обеспечить высокое качество поверхности литья, отсутствие газовых дефектов и засоров в отливке. Размерная точность увеличена до 9 класса (ГОСТ 7293-85).
Особенно эффективно изготовление отливок для получения фасонных изделий сложной конфигурации, которые невозможно или экономически нецелесообразно изготавливать другими методами обработки металлов(давлением, сваркой, резанием),а также для получения изделий из малопластичных металлов и сплавов.
Конкурентные преимущества метода литья по в ХТС:
Точность:
- 9 класс точности по ГОСТ 266454-85
- Снижение расхода металла и объема механообработки
- Высокая точность стержней и форм
- Высокая чистота поверхности и отсутствие пригара
Поверхность:
- Отсутствие наплывов и отклонений от линейных размеров
- Чистовые поверхности без обработки
- Минимальные припуски на обрабатываемые поверхности
Смесь:
- Приготовление смеси и подача ее в опоки (стержневые ящики) совмещены в одном агрегате – смесителе.

Формовка:
- Уплотнение формовочной смеси с помощью вибростола, что обеспечивает равномерную плотность формы
- < Назад
- Вперёд >
Технология литья с учетом будущих характеристик отливки
Статьи
Технология литья с учетом будущих характеристик отливки
Со времён возникновения первых литейных мастерских в России технология литья значительно изменилась. В современной истории литейного дела насчитывается не менее 10 видов литья, которые успешно применяются на промышленных предприятиях. Каждый из видов обладает рядом преимуществ и недостатков перед другими. Кроме того, тот или иной вид литья подходит только строго для определенных типов изделий.
Как правило, к выбору технологии литья подходят с учетом габаритов и формы будущей отливки; на основании требований к качеству поверхности изделия, а также к плотности металла, из которого изделие должно быть выполнено. На ОАО «Армалит-1» используются три основных вида литья, зарекомендовавших себя как наиболее надежные и продуктивные: технология литья в ХТС, литье в оболочковые формы и центробежное литье.
На ОАО «Армалит-1» используются три основных вида литья, зарекомендовавших себя как наиболее надежные и продуктивные: технология литья в ХТС, литье в оболочковые формы и центробежное литье.
Литье в оболочковые формы — один из прогрессивных методов получения фасонных отливок. Характерной чертой, отличающей этот способ от литья в песчано-глинистые формы, является автоматизация процессов, ускоряющая производство отливок. Данную технологию лучше использовать для средне габаритных изделий (с толщиной стенки 3-15 мм и массой 0,25-100 кг) при серийном производстве.
Центробежное литье применяется для изготовления отливок цилиндрической формы (втулки, кольца). Формирование детали осуществляется под действием центробежных сил, что обеспечивает высокую плотность металла для изделия. В этом случае шансы появления в металле газовых и усадочных раковин при изготовлении изделия гораздо ниже, чем при использовании других способов литья.
Литье металлов в холодно-твердеющие смеси (ХТС) — это способ литья на основе изготовления смесей с применением искусственных термоактивных смол, ускоряющих процесс затвердевания форм (не требуется дополнительная сушка). При технологии литья в ХТС изготавливают как формы, так и стержни.
При технологии литья в ХТС изготавливают как формы, так и стержни.
В 2008 году литейное производство на предприятии было переоснащено, что позволило увеличить ряд производимой продукции. Технология литья была усовершенствована, увеличились объемы производимой продукции. Кроме того, максимальный вес отливок дошел до 700 кг. Чугунные, стальные отливки и изделия из цветных сплавов металлов сложных конфигураций от ОАО «Армалит-1» получили значительно больший спрос среди промышленных организаций Петербурга и регионов России.
Довольно распространенной является ситуация, когда заказчик не хочет вникать в тонкости литейного процесса, обоснованно полагая, что специалисты в состоянии подобрать наиболее оптимальный вариант производства изделия, имея определенные требования к конечному продукту. Тем не менее, при выборе организации-подрядчика необходимо уточнить, какая технология литья будет использоваться. От этого напрямую зависит не только стоимость изготовления изделия, но и его будущие физико-механические свойства.
Технология литья чугуна в хтс
Одним из наиболее распространенных металлов является чугун. Данный материал широко востребован в машиностроении и прочих отраслях производства. К качеству отливок применяют высокие требования, поэтому технологии создания литых деталей постоянно совершенствуются. Наиболее широко на сегодняшний день распространено литье чугуна в хтс. Данная технология позволяет создавать отливки высокого качества, при этом затраты на производство сопоставимы с более простыми методами.
Сущность технологии литья чугуна в хтс
Данная технология литья чугуна подразумевает изготовление литейных стержней и форм из рассыпчатых самозатвердевающих смесей. В их состав чаще всего входят компоненты на основе песка, смол и затвердителей. Использование для литья песчано-глинистых форм повышает экологическую безопасность производства и улучшает условия труда.
Изготовление оснастки из хтс имеет следующие преимущества:
- для создания литейных форм и стержней применяются одинаковые компоненты;
- для создания формовочной суспензии и передачи ее в опоки применяется всего лишь ода установка – смеситель;
- уменьшается количество пригара, повышая точность форм;
- использование данного метода значительно уменьшает количество дефектов, таких как раковины, каверны и прочих, связанных с разрушением оснастки;
- снижается количество финишных операций, а также расход металла за счет более точных размеров отливок.

Особенности формовки при литье чугуна в хтс
В отличие от стандартных песчано-глинистых смесей, формовка из холодно-твердеющих смесей требует высокой скорости. Это обусловлено тем, что в состав смеси входят жидкие смолы, которые очень быстро отвердевают при добавлении катализаторов. В отличие от литья в землю, когда применяется трамбовка смеси, суспензия из хтс просто заливается в опоку, где и затвердевает в течение двадцати минут при комнатной температуре.
Применение данного типа смесей заметно улучшает качество поверхности отливок, в сравнении с другими способами литья черного металла в формы. Для изготовления оснастки используют МДФ, металл и другие прочные материалы. Важным преимуществом технологии является уменьшение размера форм, за счет чего стоимость отливок достигает той же величины, что и при литье в песчаные формы, несмотря на более высокие цены за килограмм хтс.
Преимущества литья в холоднотвердеющие смеси
Применение холодно-твердеющих смесей при производстве чугунных деталей позволяет в значительной степени упростить технологический процесс. При этом не вызывает значительных сложностей создание изделий со сложной геометрией и высокой чистотой поверхности. Качество получаемой продукции позволяет максимально сократить количество механической обработки, что делает себестоимость данной технологии сопоставимой с заливкой в землю.
При этом не вызывает значительных сложностей создание изделий со сложной геометрией и высокой чистотой поверхности. Качество получаемой продукции позволяет максимально сократить количество механической обработки, что делает себестоимость данной технологии сопоставимой с заливкой в землю.
Технология литья в песчаные формы
Определения литья в землюОпределим, какими терминами называют литейную технологию заливки металла в формы на основе песка
. Аналогичными считаются формулировки:
– Литье в песчаные формы, смеси;
– Литье в песчано-глинистые формы, смеси;
– Литье в землю.
Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.
Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.
Основные этапы
Есть шесть шагов в этом процессе:
Поместить модель в опоку с песком, чтобы создать форму.
-В необходимых местах присоединяются литниковая система и выпоры.
-Удалить из опоки модель и соединить полуформы.
-Выдержать застывающий металл в опоках согласно технологии.
-Выбить отливку и освободить от литников и выпоров.Литейные модели
По чертежам и литейным технологиям, разработанных технологом или конструктором, опытный модельщик изготавливает модель детали из дерева, металла или пластмассы или пенополистирола.
Металл в процессе охлаждения даёт усадку, и кристаллизация может быть неоднородной из-за неравномерного охлаждения. Таким образом, модель должна быть чуть больше, чем готовая отливка, с применением, так называемого, коэффициента усадки металла. Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей.
Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей.
Литниковая система для входа металла в полости формы представляют собой направляющую и включает воронку, литники, которые поддерживают хороший напор жидкого металла, для более равномерного заполнения полости формы. Газ и пар, образующихся при литье выходят через проницаемые пески или через стояки, которые изготавливаются либо в самой модели, или в виде отдельных частей.
Опоки для формовочных материалов
Для формовки используют две или несколько опок. Опоки изготавливаются в виде ящиков, которые могут быть соединены друг с другом и скреплены между собой. Модель утапливается в нижней части опоки вплоть до её самого широкого поперечного сечения. Затем монтируется верхняя часть модели. К нижней части опоки зажимами прикрепляется верхняя и туда добавляется и утрамбовывается формовочная смесь таким образом чтобы она полностью закрывала модель. В необходимых местах устанавливаются литники и выпора. Затем опока половинится и из неё вынимается модель, деревянные литники и выпора.
Модель утапливается в нижней части опоки вплоть до её самого широкого поперечного сечения. Затем монтируется верхняя часть модели. К нижней части опоки зажимами прикрепляется верхняя и туда добавляется и утрамбовывается формовочная смесь таким образом чтобы она полностью закрывала модель. В необходимых местах устанавливаются литники и выпора. Затем опока половинится и из неё вынимается модель, деревянные литники и выпора.
Для управления кристаллизацией структуры металла, в форму можно поставить металлические пластины, холодильники. Соответственно быстрое локальное охлаждения образует более детальную структуру металла в этих местах. В черной отливке эффект аналогичен закалке металла в кузнице. В других металлах, холодильники могут быть использованы для управления направленной кристаллизации отливки. При управлении способом охлаждения литья можно предотвратить внутренние пустоты или пористость внутри литья.
Производство
Для получения полостей в отливке, например, для охлаждающей жидкости в блоке двигателя и головок цилиндров используются стержни. Обычно стержни для литья ставятся в форму после удаления модели. После сушки опоку с формой устанавливают на литейный плац для заполнения расплавленным металлом, обычно сталь, бронза, латунь, алюминий, магний и цинк. После заполнения жидким металлом опоки не трогают до охлаждения отливки. После выбивки отливки, стержни удаляются из литья. Металл литников и прибылей любым способом должен быть отделен от отливки. Различные термические обработки могут быть использованы для снятия напряжений от первоначального охлаждения и добавить твёрдости в случае закалки в воде или масле. Поверхность литья может быть дополнительно упрочена дробеструйной обработкой, которая добавляет устойчивости к растрескиванию, растягивает и разглаживает шероховатую поверхность.
Обычно стержни для литья ставятся в форму после удаления модели. После сушки опоку с формой устанавливают на литейный плац для заполнения расплавленным металлом, обычно сталь, бронза, латунь, алюминий, магний и цинк. После заполнения жидким металлом опоки не трогают до охлаждения отливки. После выбивки отливки, стержни удаляются из литья. Металл литников и прибылей любым способом должен быть отделен от отливки. Различные термические обработки могут быть использованы для снятия напряжений от первоначального охлаждения и добавить твёрдости в случае закалки в воде или масле. Поверхность литья может быть дополнительно упрочена дробеструйной обработкой, которая добавляет устойчивости к растрескиванию, растягивает и разглаживает шероховатую поверхность.
Чтобы было возможным удалить модель не нарушая целостности формовочной смеси все части модели должны быть предварительно рассчитаны технологом и иметь знаковые части для установки стержней. Небольшой уклон должен использоваться на поверхностях, перпендикулярных линии разъема, для того, чтобы была возможность удалить модель из формы. Это требование также распространяется на стержни, так как они должны быть удалены из полостей, которые они образуют. Выпора и стояки должны быть расположены так, чтобы обеспечить оптимальный поток металла в форму и газов из неё для того, чтобы избежать недолива литья.
Небольшой уклон должен использоваться на поверхностях, перпендикулярных линии разъема, для того, чтобы была возможность удалить модель из формы. Это требование также распространяется на стержни, так как они должны быть удалены из полостей, которые они образуют. Выпора и стояки должны быть расположены так, чтобы обеспечить оптимальный поток металла в форму и газов из неё для того, чтобы избежать недолива литья.
Способы литья в землю
Различают два способа литья в песчаные формы, первый с использованием «сырого» песка, так называемые сырые формы, а второй метод – жидкостекольный.
Сырые формы
Мокрый песок, используются, чтобы сделать форму в опоке. Название произошло от того, что мокрым песком пользуются в процессе формования. “Сырой песок” – это смесь:
-кремнеземистый песок (SiO2), или хромистые пески (FeCr2O), или циркониевый песок (ZrSiO4), от 75 до 85%, и другие составляющие, включая графит, глину от 5 до 11%, воды от 2 до 4%, других неорганических элементов от 3 до 5%, антрацит до 1%.
Есть много формовочных смесей с глиной, но все они различны по пластичным свойствам смеси, качеству поверхности, а также возможностью применения в литье расплавленного металла в отношении пропускной способности для выхода газов. Графит, как правило, содержится в соотношении не более 5%, он частично сгорает при соприкосновении с расплавленным металлом с образованием и выделением органических газов. Сырые смеси как правило для литья цветных металлов не используются, так как сырые формы приводят к сильному окислению, особенно медного и бронзового литья. Сырые песчаные формы для литья алюминия не используют. Для алюминиевого литья используют более качественные формовочные смеси. Выбор песка для формовки зависит от температуры заливки металла. Температура заливки меди, стали и чугуна выше других металлов, поэтому, глина от воздействия высокой температуры далее не регенерируется. Для заливки чугуна и стали на основе железа как правило, работают с кварцевым песком – он относительно недорог по сравнению с другими песками. Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Технология ЖСС (жидко-стекольная смесь)
Эта технология состоит в следующем:
в состав формовочной смеси входит прокаленный песок без глины, затем его в специальной емкости перемешивают с жидким стеклом и перемешанной массой заливают модель. Залитую форму накалывают для последующего подвода углекислоты. Опоку накрывают колпаком и подают газ СО2. После чего залитый формовочный состав ЖСС приобретает твердость.
В обоих методах, песчаная смесь остается вокруг модельной оснастки, образуя полости формы для заливки металла. Формовка жидкостекольными смесями позволяет получить две полуформы, которые после затвердевания собирают. Модель удаляется, образуя полость формы. Эту полость заливают жидким металлом. После того, как металл остыл отливки очищают от формовочного состава. Форма из ЖСС полностью разрушается при извлечении отливки.
Точность литья напрямую связана с типом формовочной смеси и формовки. Сырые формы создают на поверхности отливки повышенную шероховатость. Поэтому литье в землю можно сразу отличить от литья по ЖСС и ХТС. Литье в формы из мелкого песка значительно чище и менее шероховато. Технология ЖСС позволяет изготавливать отливки с гладкой поверхности, особенно при использовании пластиковых моделей. В отдельных случаях, например при литье корпусных деталей, можно обойтись даже без механической обработки на больших поверхностях – это позволяет отливать крупногабаритные чугунные блоки цилиндров. Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
С 1950 года, частично автоматизированные литейные процессы литья были переработаны для полностью автоматизированных производственных линий.
Использование органических и неорганических связующих, которые укрепляют формы для литья химически связывают песок. Этот тип формовки получил свое название от того, что он не требует просушки, как другие виды песчаной формовки. Литье в ХТС является более точным, чем литье в землю. Размеры форм ХТС меньше, чем при литье в песчаные смеси, но дороже. Таким образом, ХТС используется реже, в тех случаях, когда требуется более качественное литье. Наше предприятие готово поставлять вам отливки по ХТС.
Формы из холодно твердеющей смеси, требуют быстрой формовки, в отличие от песчано-глинистых смесей, т.к. они содержат быстро твердеющие жидкие смолы, ускорители затвердевания и катализаторы. Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.
Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.
Точное литьё (ХТС)
“КАЧЕСТВО ДЛЯ СОЗИДАНИЯ”
ХОЛОДНОТВЕРДЕЮЩИЕ СМЕСИ, ХТС – смеси, отверждающиеся без нагрева при выдержке на воздухе или путем обработки внешними газообразными реагентами. К ХТС относятся смеси с цементным, гипсовым, фосфатным, жидкостекольным (CO2-процесс), этилсиликатными связующими. Наибольшее практическое применение получили ХТС с синтетическими смолами. ХТС состоит из огнеупорного наполнителя, связующего, отвердителя или катализатора, регуляторов скорости отверждения и добавок для улучшения технологических свойств ХТС (например, для улучшения выбиваемости).
Наибольшее практическое применение получили ХТС с синтетическими смолами. ХТС состоит из огнеупорного наполнителя, связующего, отвердителя или катализатора, регуляторов скорости отверждения и добавок для улучшения технологических свойств ХТС (например, для улучшения выбиваемости).
Такие смеси имеют низкую сырую прочность; уплотняют их вибрацией или легким встряхиванием. Продолжительность отверждения смеси в форме от 10-30 с до десятков мин. Формы и стержни извлекаются до окончательного упрочнения по достижению ими манипуляторной прочности. Достоинство способа — самоупрочнение в оснастке, что обеспечивает получение форм и стержней высокого качества без расхода внешних энергоресурсов.
Наша компания производит литье на заказ по технологии ХТС (холоднотвердеющая смесь) – AlphaSet (альфасет) процесс.
Этот процесс позволяет получить хорошее качество поверхности отливки, её хорошие металлургические качества, а также высокую эффективность процеса изготовления форм и стержней, более экологичным воздействием при формовке, заливке и выбивке. По своим свойствам альфа-сет удовлетворяет всем требованиям, предъявляемым к современным литейным связующим.
По своим свойствам альфа-сет удовлетворяет всем требованиям, предъявляемым к современным литейным связующим.
В производстве литья используется серый чугун марок СЧ10, СЧ20, ЧХ16, ЧХ32 и др.
Для контроля качества чугуна используется эмиссионный спектрометр, который позволяет оперативно произвести анализ химического состава сталей и сплавов чугуна, по более чем 20-ти элементам (включая углерод, серу и фосфор). Также используется методика механических испытаний таким оборудованием как: разрывная машина, машины на твердость по Бринеллю и на твердость по Роквеллу.
Осуществляя литье по технологии ХТС на заказ, мы подходим индивидуально к потребностям каждого клиента. Ассортимент изготавливаемой продукции очень широк и включает в себя изделия разных модификаций и уровней сложности, вплоть до изделий нестандартного размера и изделий по чертежам заказчика, художественное литье.
Заказать
Литейное производство
Литейный цех АО «Омутнинский металлургический завод» специализируется на производстве средних и мелких литых изделий из cтали и чугуна. Цех производит изделия для металлургической промышленности, а также для машиностроительной и деревообрабатывающих отраслей промышленного производства. Вся продукция проходит лабораторный контроль с выдачей паспорта качества на изделия.
Цех производит изделия для металлургической промышленности, а также для машиностроительной и деревообрабатывающих отраслей промышленного производства. Вся продукция проходит лабораторный контроль с выдачей паспорта качества на изделия.
Наши преимущества
- Полный цикл производства позволяет изготавливать готовые изделия, начиная с разработки литейной технологии, моделирования процесса литья в программе LVMFlow, проектирования и изготовления модельной оснастки на основе получившихся результатов моделирования, получения годных отливок, их механической обработкой, термообработкой и последующей сборкой.
- На заводе внедрена автоматизация процессов разработки литейной технологии с помощью LVMFlow. Это позволяет запускать в производство отливки только после устранения всех возможных литейных дефектов на этапе проектирования, что гарантирует получение годных отливок в сжатые сроки без каких-либо дефектов, в том числе скрытых;
- Продолжительность ответа на заявку составляет от одного рабочего дня
- Завод имеет собственную аттестованную лабораторию.
 Контролируемые параметры отливок: химический состав, предел текучести, предел прочности, ударная вязкость. Дополнительно по желанию заказчика возможно предоставление протоколов исследований, которые включают в себя ультразвуковую дефектоскопию.
Контролируемые параметры отливок: химический состав, предел текучести, предел прочности, ударная вязкость. Дополнительно по желанию заказчика возможно предоставление протоколов исследований, которые включают в себя ультразвуковую дефектоскопию.
Технологии, используемые в литейном производстве
- Изготовление изделий из металла производится согласно существующим государственным и отраслевым стандартам. По желанию заказчика возможно изготовление по спецтребованиям.
Литье в песчано-глинистые смеси:
- Класс размерной точности по ГОСТ Р 53464-2009: 11-14
- Шероховатость поверхности отливок по ГОСТ 2789-73: Ra = 80-100 мкм
- Минимально допустимая толщина стенок – 5 мм
- Масса отливок от 1 кг до 5 т.
Литье в жидкостекольные смеси (ЖСС) и в холодно-твердеющие смеси (ХТС):
- Класс размерной точности по ГОСТ Р 53464-2009: 10-13
- Шероховатость поверхности отливок по ГОСТ 2789-73: Ra = 40-100 мкм
- Минимальная толщина стенок – 3 мм
- Масса отливок от 1 кг до 1 т
Сплавы, используемые в литейном производстве
Литейный цех использует в своём производстве различные металлические сплавы. Благодаря этому может выпускать изделия для широкого ряда производств.
Благодаря этому может выпускать изделия для широкого ряда производств.
Чугун
- Серый чугун ГОСТ 1412-85: СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35;
- Высокопрочный чугун ГОСТ 7293-85: ВЧ40, ВЧ45, ВЧ50, ВЧ60;
- Легированный чугун со спецсвойствами ГОСТ 7769-82: ЧХ1, ЧХ16, ЧХ16М2, ЧХ32, ЧС5Ш и др.;
- Антифрикционный чугун ГОСТ 1585-85: АЧС-1, АЧС-5
Сталь
- Углеродистая сталь: 15Л, 20Л, 25Л, 35Л, 45Л, 55Л;
- Низколегированная сталь: 20ГЛ, 45ГЛ, 40ХЛ, 70ХЛ, 20ГСЛ, 30ХМЛ,
- Легированная сталь: 20Х13Л, 12Х17Л.
- Жаропрочная сталь: 40Х24Н12СЛ, 12Х18Н9ТЛ, 30Х23Н7СЛ, 20Х25Н19С2Л и др.;
Стальное и чугунное литьё
Литейный цех специализируется на изготовлении отливок высокого качества, и предлагает производство высококачественных изделий на заказ как серийными тиражами, так и в единичном экземпляре. При этом основными материалами в литейном производстве служат различные марки чугуна и стали.
Высокое качество подготовленных форм для литья, позволяет производить отливки с минимальными припусками под последующую механическую обработку. Стальное литьё позволяет получить изделия сложных геометрических форм и потому часто является единственным методом производства металлических изделий сложной конфигурации. Чугунное литьё используется для производства деталей машиностроения, а так же для изготовления декоративных изделий – оград, чугунных ворот, заборов, памятников.
Вы можете сделать запрос на изготовление профиля по собственному чертежу.
HTS International объявляет об открытии штаб-квартиры | foundry-planet.com
Губернатор Хаслам и комиссар Бойд объявили, что международная корпорация HTS разместит глобальную штаб-квартиру, производственные операции в округе Нокс
Производитель создаст 200 рабочих мест с первым производственным центром в США, научно-исследовательским центром
Губернатор Теннесси Билл Хаслам, Комиссар по экономическому и общественному развитию Рэнди Бойд и официальные лица HTS International Corporation объявили сегодня, что передовой производитель вложит 21 доллар.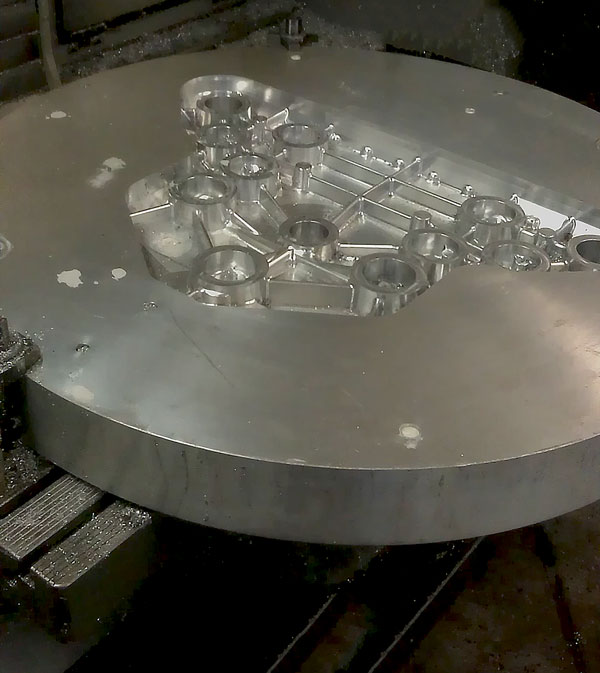 4 миллиона на создание своей глобальной штаб-квартиры и нового производственного предприятия в США в округе Нокс. HTS International планирует создать 200 рабочих мест в течение следующих четырех лет.
4 миллиона на создание своей глобальной штаб-квартиры и нового производственного предприятия в США в округе Нокс. HTS International планирует создать 200 рабочих мест в течение следующих четырех лет.
«Глобальная компания может выбрать размещение своей штаб-квартиры в любой точке мира. Решение HTS International о создании своего первого производственного предприятия в США в округе Нокс подчеркивает нашу квалифицированную рабочую силу и центр передовой производственной деятельности в Теннесси », – сказал Хаслам. «Спасибо HTS International за инвестирование в наш штат и за то, что сделали нас еще на один шаг ближе к тому, чтобы сделать Теннесси номером один.1 место на юго-востоке для качественной работы ».
«Занятость в передовом обрабатывающем секторе Теннесси с 2010 года выросла более чем на 33 процента, что в четыре раза превышает средний показатель по стране для этих высококвалифицированных рабочих мест», – сказал Бойд. «Такой успех, подпитываемый существующими инновационными компаниями и обширным опытом наших сотрудников, помогает нашему штату нанимать новые передовые производственные компании. Это благоприятный цикл, который имеет решающее значение для привлечения таких глобальных компаний, как HTS International.Я хотел бы поприветствовать HTS International в команде Теннесси и с нетерпением жду положительного влияния новой штаб-квартиры и завода компании на округ Нокс и его жителей ».
Это благоприятный цикл, который имеет решающее значение для привлечения таких глобальных компаний, как HTS International.Я хотел бы поприветствовать HTS International в команде Теннесси и с нетерпением жду положительного влияния новой штаб-квартиры и завода компании на округ Нокс и его жителей ».
HTS International предоставляет специализированные решения для управления температурным режимом для компонентов оснастки в отраслях литья под давлением и литья под давлением. В число клиентов компании входят производители оригинального оборудования, поставщики автомобилей первого уровня, а также крупные производители потребительских товаров и упаковки.
Корпоративный центр Pellissippi в округе Нокс станет первым офисом HTS International в США.S.
«Наша основная задача для наших операций в США – сделать американских производителей более эффективными и конкурентоспособными в глобальном масштабе», – сказал генеральный директор HTS International Уильям Самес. «Восточный Теннесси находится в центре и близко к производителям, которых мы поставляем. С ростом автомобильного присутствия на юго-востоке мы рассматриваем район Ноксвилля как стратегическое место для наших инженерных служб ».
С ростом автомобильного присутствия на юго-востоке мы рассматриваем район Ноксвилля как стратегическое место для наших инженерных служб ».
Помимо штаб-квартиры в мире и Северной Америке, HTS International планирует разместить на предприятии лабораторию НИОКР, металлургическую лабораторию и промышленное оборудование для аддитивного производства металлов.Объект будет включать 10 000 квадратных футов офисных помещений и от 50 000 до 60 000 квадратных футов для НИОКР и производства.
«Мы видим, как наши технологии революционизируют отрасли литья под давлением и литья пластмасс», – добавил Самес. «За счет значительного сокращения продолжительности производственного цикла, иногда на 50 процентов и более, мы видим, что компании переносят производство в США и расширяют существующее производство в США».
Ожидается, что строительство нового здания HTS International в округе Нокс начнется в начале 2017 года.
Местные чиновники и администрация долины Теннесси приветствовали HTS International за инвестиции в округ Нокс.
«Округу Нокс очень повезло, что HTS International разместила свою штаб-квартиру, научно-исследовательские и производственные предприятия в корпоративном центре Пеллиссипи», – сказал мэр округа Нокс Тим Берчетт. «Это еще раз подчеркивает важность наличия готовой земли для бизнес-парка, поэтому в округе Нокс есть место для технологических компаний нового поколения, таких как HTS International.Рабочие места в сфере высоких технологий STEM, которые создаст HTS International, улучшат качество жизни наших соседей, и я благодарен за это ».
«Добавление передовой производственной компании, такой как HTS International, и ожидаемых 200 новых высокооплачиваемых высококвалифицированных рабочих мест в течение следующих четырех лет подтверждает усилия Корпорации развития округа Нокс по содействию созданию рабочих мест и капиталовложениям здесь, в Округ Нокс », – сказал Роджер Осборн, председатель совета директоров корпорации развития округа Нокс.
«TVA и Коммунальный совет города Ленуар поздравляют HTS International с ее решением найти и создать новые рабочие места в округе Нокс», – сказал старший вице-президент TVA по экономическому развитию Джон Брэдли. «Привлечение и сохранение качественных рабочих мест и инвестиций в нашем регионе является фундаментальной частью миссии TVA по оказанию услуг. Мы гордимся тем, что сотрудничаем с Палатой Ноксвилла, Национальной лабораторией Ок-Ридж и Департаментом экономического и общественного развития штата Теннесси, чтобы способствовать выполнению этой миссии и помочь HTS International принять новое решение о местонахождении.
Ноксвилл и округ Нокс представлены сенатором Ричардом Бриггсом (справа от Ноксвилля), сенатором Бекки Мэсси (справа от Ноксвилля), сенатором Рэнди МакНелли (справа от Ок-Ридж), членом палаты представителей Гарри Бруксом (справа от Ноксвилля) , Член палаты представителей Мартин Дэниел (правый – Ноксвилл), член палаты представителей Билл Данн (правый – Ноксвилл), член палаты представителей Роджер Кейн (правый – Ноксвилл), член палаты представителей Эдди Смит (правый – Ноксвилл) и член палаты представителей Джейсон Захари (правый – Ноксвилл) в Генеральной Ассамблее Теннесси.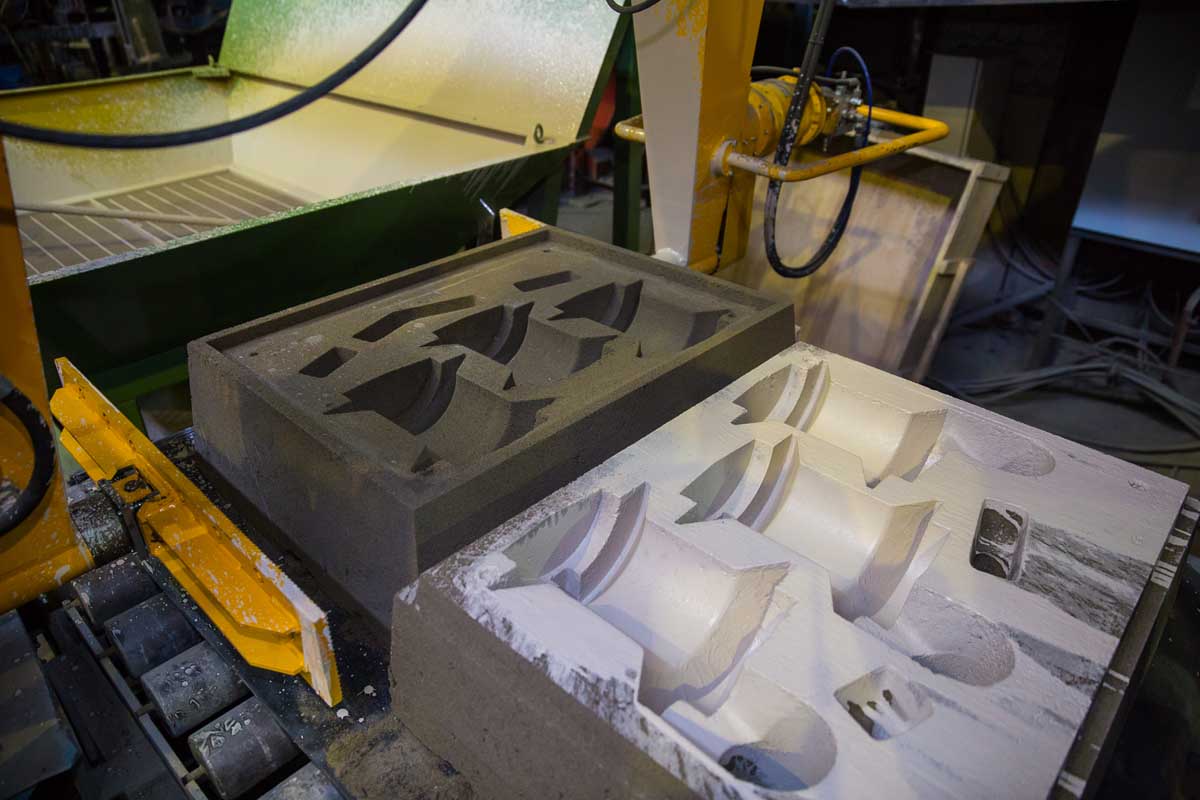
Источник: Департамент экономического и общественного развития Теннесси
Разработчик оснастки под давлением Расширение НИОКР, производство
Специалист по аддитивному производству 3D Systems сообщила, что сотрудничает с отделением судостроения Ньюпорт-Ньюс компании Huntington Ingalls Industries в разработке медно-никелевых (CuNi) и никелевых -медные (NiCu) сплавы для производства расплавленных порошков, что потенциально позволяет NNS заменять отливки деталями аддитивного производства и сокращать время выполнения заказа до 75%.
CuNi и NiCu – коррозионно-стойкие сплавы, обладающие высокой прочностью и долговечностью в широком диапазоне температур. Однако компоненты, произведенные из этих сплавов, требуют длительного времени (иногда более одного года, согласно 3DS) и наличия нескольких поставщиков. Предполагается, что успешный состав металлического порошка, который может быть доступен для 3D-печати металлом, может значительно сократить цепочку поставок.
Newport News Shipbuilding является единственным проектировщиком, строителем и заправщиком U. Авианосцы ВМС США и один из двух поставщиков подводных лодок ВМС США.
Авианосцы ВМС США и один из двух поставщиков подводных лодок ВМС США.
3D Systems разрабатывает оборудование, программное обеспечение и материалы, используемые в аддитивном производстве, включая системы принтеров для аддитивного производства металлов. Процесс «сплавления в порошковом слое» также известен как селективное лазерное спекание или аддитивное производство «связующее-струйное» и включает в себя печатающую головку, выборочно наносящую жидкое связующее на слой порошкообразных материалов (например, порошкообразных CuNi и NiCu), создание серии слоев в соответствии с шаблоном, определенным файлом CAD готовой детали.Готовая форма получается, когда завершаются последовательные слои, а сформированная деталь позже спекается с комбинацией тепла и атмосферного давления для уплотнения структуры.
3D Systems работает с NNS для выбора конкретного состава сплава, разработки экспериментов с параметрами процесса и аттестации деталей, включая испытания на растяжение и другие материалы.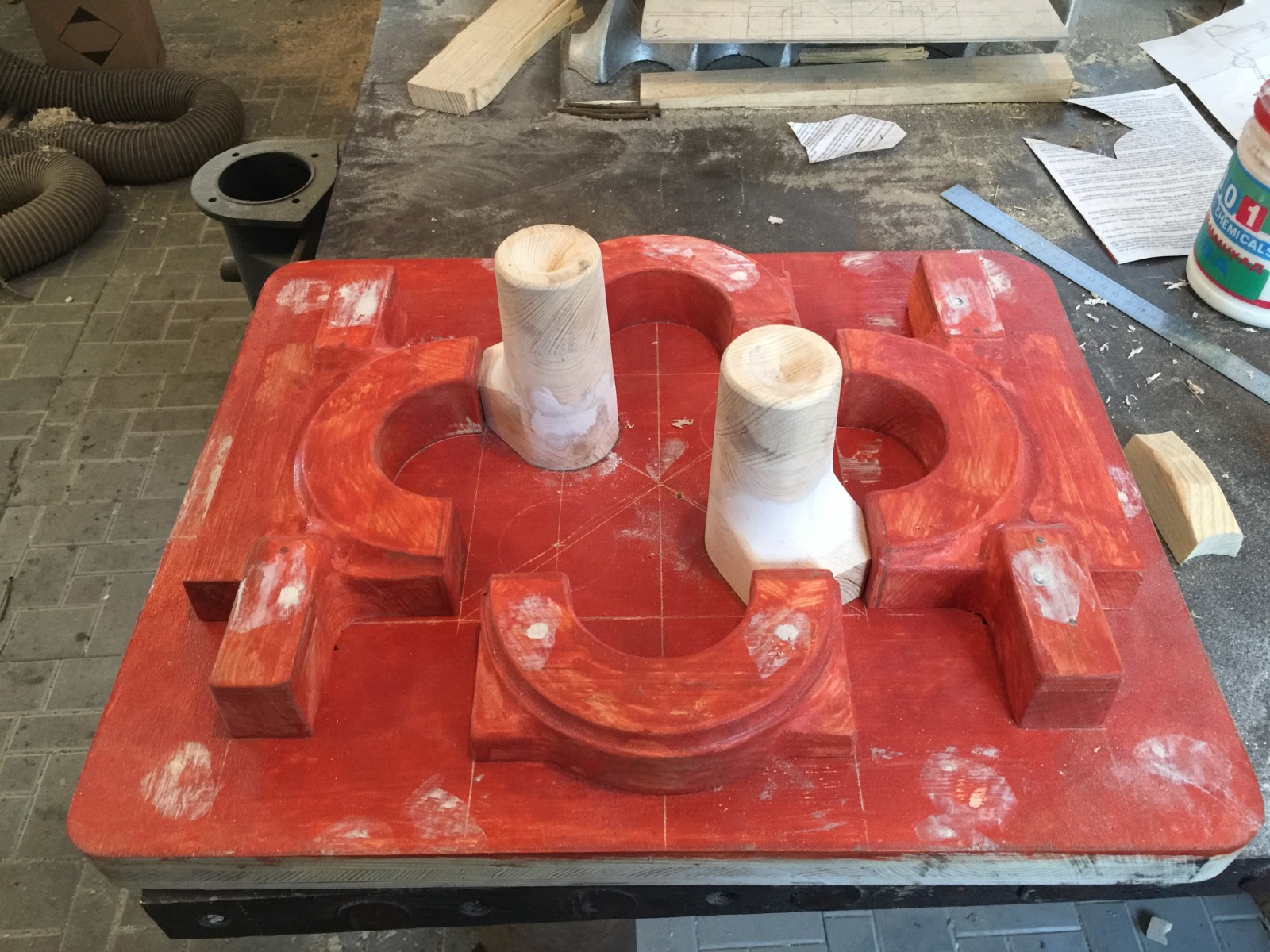 Судостроение Ньюпорт-Ньюс сможет использовать новые материалы с текущими возможностями металлочерепицы для производства запасных частей для отливок, а также клапанов, корпусов и кронштейнов.
Судостроение Ньюпорт-Ньюс сможет использовать новые материалы с текущими возможностями металлочерепицы для производства запасных частей для отливок, а также клапанов, корпусов и кронштейнов.
После того, как материалы CuNi и NiCu будут продемонстрированы успешно, компания 3D Systems ожидает, что они будут добавлены в ее портфель материалов и будут доступны для коррозионно-стойких применений в других отраслях, таких как добыча и переработка нефти и газа, а также электроэнергетика. производство.
3D Systems и Newport News Shipbuilding заключили соглашение о совместной разработке в 2018 году для аттестации технологий аддитивного производства металлов для военно-морских кораблей. Компания 3D Systems предоставила Ньюпорт-Ньюсу систему сплавления в порошковом слое ProX ® DMP 320, а новые сплавы, которые будут разработаны для нужд Ньюпорт-Ньюса, позволят компании расширить использование аддитивного производства.
По словам технического директора 3D Systems Чака Халла: «Благодаря нашему постоянному сотрудничеству с Newport News Shipbuilding у нас есть еще одна возможность применить наши глубокие знания в области материаловедения и прикладной инженерии, что позволяет нашим клиентам максимально использовать возможности добавок. производство в своей организации. Эти новые материалы могут переопределить инновационный поток Newport News Shipbuilding, позволяя им более эффективно поставлять высококачественные детали.”
производство в своей организации. Эти новые материалы могут переопределить инновационный поток Newport News Shipbuilding, позволяя им более эффективно поставлять высококачественные детали.”
Ginkgo Bioworks – Инженер по эксплуатации HTS, трансформация (вечерняя и выходная смена)
Наша миссия – упростить разработку биологии. Гинкго конструирует, редактирует и модернизирует живой мир, чтобы ответить на растущие глобальные проблемы в области здравоохранения, энергетики, продуктов питания, материалов и многого другого. Наши биоинженеры используют собственный автоматизированный цех для конструирования и создания новых организмов. Сегодня наш литейный завод разрабатывает более 40 различных организмов для производства различных продуктов в различных отраслях промышленности.
Ядром нашего конвейера инженерии организма является тестирование и анализ созданных нами штаммов с использованием самых современных технологий анализа и автоматизации. Мы ищем талантливых и мотивированных сотрудников, которые присоединятся к нашей операционной группе высокопроизводительного скрининга (HTS), чтобы помочь в выполнении этих важнейших функций. Благодаря вашей продемонстрированной способности развивать процесс в ответ на меняющиеся технологии и требования, а также вашему стремлению к качественной продукции, вы обеспечите существенное покрытие для наших процессов преобразования HTS вне рабочего времени.
Благодаря вашей продемонстрированной способности развивать процесс в ответ на меняющиеся технологии и требования, а также вашему стремлению к качественной продукции, вы обеспечите существенное покрытие для наших процессов преобразования HTS вне рабочего времени.
Обратите внимание: эта роль требует вечерних и выходных часов.
Чтобы узнать больше о гинкго, ознакомьтесь с недавней прессой:
Мы также считаем важным указать здесь на очевидное – в нашей отрасли существует серьезное отсутствие разнообразия, и это необходимо изменить. Наша цель – способствовать этим изменениям. Ginkgo глубоко привержен принципу разнообразия, равенства и включения во все свои практики, особенно когда речь идет о росте нашей команды.Наша культура способствует вовлечению и понимает, насколько полезно работать с людьми из всех слоев общества.
Мы разрабатываем мощную платформу биологической инженерии, поэтому мы должны помнить о многих способах, которыми наши технологии могут – и будут – влиять на людей по всему миру. Мы заботимся о том, как используется наша платформа, и наличие разноплановой команды для ее создания дает нам наилучшие шансы на то, что мы будем гордиться этой платформой, поскольку она продолжает расти. Поэтому очень важно, чтобы мы учитывали различные голоса и взгляды всех тех, кто играет важную роль в будущем биологии.
Мы заботимся о том, как используется наша платформа, и наличие разноплановой команды для ее создания дает нам наилучшие шансы на то, что мы будем гордиться этой платформой, поскольку она продолжает расти. Поэтому очень важно, чтобы мы учитывали различные голоса и взгляды всех тех, кто играет важную роль в будущем биологии.
Политика Ginkgo Bioworks заключается в предоставлении равных возможностей трудоустройства для всех сотрудников и соискателей.
| Дата | Код ГС | Описание | Страна происхождения | Порт выгрузки | Единица | Количество | Стоимость (INR) | За единицу (INR) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ноя 11 2016 | 38249090 | ЛИТЕЙНЫЙ SCOR S, 010.080.04 (ПОТОК ПОРОШКА ДЛЯ ЛИТЕЙНЫХ ЗАВОДОВ) | Италия | Delhi Air Cargo | кг | 100 | 6364 | 64 | |||||||||||||||
| Ноя 11 2016 | 38249090 | FOUNDRY AX TI / B, 050. 925.45 (ПОТОК ПЕРЕРАБОТКИ ЗЕРНА В ФОРМЕ ПОРОШКА ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА) 925.45 (ПОТОК ПЕРЕРАБОТКИ ЗЕРНА В ФОРМЕ ПОРОШКА ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА) | Италия | Delhi Air Cargo | NOS | 450 | 123,356 | 38241000 | FOUNDRY FLUX (INSURAL MASTIC) МАСТИКА 80 | Бахрейн | Море Нхава-Шева | кг | 1,200 | 49,822 | 42 | ||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ПОКРЫТИЕ 65 | Индонезия | Море Нхава-Шева | сом | 2,000 | 54,984 | 27 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ПОКРЫТИЕ 36A | Индонезия | Море Нхава-Шева | сом | 1,500 | 46,393 | 31 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ПОКРЫТИЕ 11 | Индонезия | Море Нхава-Шева | сом | 1,500 | 36,084 | 24 | |||||||||||||||
| Может 31 год 2016 | 38241000 | FOUNDRY FLUX, HOLCOTE 100 | Индонезия | Море Нхава-Шева | сом | 750 | 18,557 | 25 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, МОЛКОТ 11 | Индонезия | Море Нхава-Шева | сом | 2,000 | 48,111 | 24 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ПОКРЫТИЕ 56 | Индонезия | Море Нхава-Шева | сом | 1,500 | 41,238 | 27 | |||||||||||||||
| Может 31 год 2016 | 38241000 | FOUNDRY FLUX, LOMAG (ТАБЛЕТКА 500 GM) | Индонезия | Море Нхава-Шева | сом | 1,398 | 91,281 | 65 | |||||||||||||||
| 38241000 | ЛИТЕЙНЫЙ ПОТОК, ИНСУРАЛЬНАЯ МАСТИКА | Индонезия | Море Нхава-Шева | сом | 1002 | 51,651 | 52 | ||||||||||||||||
| Может 31 год 2016 | 38241000 | FOUNDRY FLUX, HOLCOTE 110 | Индонезия | Море Нхава-Шева | сом | 675 | 39,434 | 58 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ОБЩИЙ 5 | Индонезия | Море Нхава-Шева | сом | 2,000 | 27,492 | 14 | |||||||||||||||
| Может 31 год 2016 | 38241000 | ЛИТЕЙНЫЙ ПОТОК, ПОКРЫТИЕ 88 | Индонезия | Море Нхава-Шева | сом | 1,000 | 30,929 | 31 | |||||||||||||||
| Может 31 год 2016 | 38241000 | FOUNDRY FLUX, SCOT MAG 6040 | Индонезия | Море Нхава-Шева | сом | 2,000 | 68,731 | 34 | |||||||||||||||
| Может 11 2016 | 38244090 | FOUNDRY AX TI / B (FOUNDRY AX TI / B, ПОТОК В АЛЮМИНИЕВЫХ СПЛАВАХ ДЛЯ ЛИТЕЙНОЙ ПРОМЫШЛЕННОСТИ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ОБУВНОЙ ПРОМЫШЛЕННОСТИ) | Италия | Delhi Air Cargo | 198575103 | Может 11 2016 | 38244090 | FOUNDRY SCOR S (ПОТОК ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ДЛЯ ЛИТЕЙНОЙ ПРОМЫШЛЕННОСТИ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ОБУВНОЙ ПРОМЫШЛЕННОСТИ) | Италия | Delhi Air Cargo | KGS | 50 | 3,077 Ноя 06 2015 | 38241000 | ЛИТЕЙНЫЙ ПОТОК (КАЛИЙ ТИТАН ФТОРИД) | Китай | Нхава-Шевское море | кг | 25000 | 577,531 | 23 | ||
| Октябрь 30 2015 | 38241000 | ПОТОК 545-h208F (ДЕГАЗИРУЮЩИЙ ПОТОК ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА) 3 ШТ. | Япония | Chennai Air Cargo | кг | 60 | 32,794 | 547 | |||||||||||||||
| 38241000 | FLUX 545-T-113-8 (ДЕГАЗИРУЮЩИЕ ХИМИЧЕСКИЕ ВЕЩЕСТВА ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА) 5 ШТ. | Япония | Chennai Air Cargo | KGS | 50 | 32,674 | 653 | Технология литья под давлением 9050 Компания Treating Society Foundry Technology объединяет основные явления литья металлов, литейные технологии и характеристики продукции в едином справочном документе.Питер Били был руководителем литейного производства до того, как стал старшим преподавателем металлургии, и впоследствии поддерживал постоянные связи с литейной промышленностью и связанной с ней исследовательской деятельностью и публикациями.
Загрузка электронного документа Многие из наших продуктов доступны через электронную загрузку. Чтобы получить доступ к приобретенному электронному документу (PDF), он появится в разделе «Содержимое». Вы также можете получить доступ к приобретенному документу, выполнив поиск и нажав кнопку «Загрузить» на странице сведений о продукте документа. Стоимость доставки ASM International с гордостью признает UPS своим официальным курьером. Все товары отправляются наземной службой UPS для внутренних перевозок и UPS International для всех остальных перевозок. Это позволяет нам предоставлять нашим членам и клиентам самую экономичную, надежную и отслеживаемую доставку, доступную на рынке. Все заказы на физические товары (книги, наборы DVD и т. Д.) Включают стоимость доставки, которая рассчитывается в зависимости от веса и вашего географического положения.ASM International получает скидку от UPS в связи с объемом доставки, которую мы осуществляем, и эта скидка передается вам напрямую. Внутренние отправления обычно принимаются в течение 3-5 рабочих дней; Международные перевозки занимают примерно 2-4 недели в зависимости от вашего местоположения. Мы можем предложить услуги ускоренной доставки товаров, которые отправляются напрямую, если в этом возникнет необходимость. Пожалуйста, свяжитесь с центром обслуживания международных участников ASM по телефону 440-338-5151, доб.0 или по электронной почте [email protected] для получения дополнительной информации. Кроме того, если у вашей компании есть корпоративный счет для доставки в UPS или FedEx, мы будем рады использовать номер вашего счета для доставки ваших продуктов. Для получения помощи по этому варианту обратитесь в Международный центр обслуживания участников ASM. Обработка заказов Заказы, размещенные до 14:00. Доставка по восточному времени США обычно осуществляется в тот же день.На книги других издателей уйдет от трех до четырех недель. Политика возврата Возврат будет приниматься в течение 30 дней после даты выставления счета для внутренних заказов и 90 дней после даты выставления счета для международных заказов. Возврат должен быть неповрежденным и пригодным для перепродажи. При возврате товара по истечении указанного времени взимается комиссия за возврат в размере 15%. Комиссия за пополнение запасов будет вычтена из общей суммы возврата. Возврат осуществляется за счет клиента. Пожалуйста, используйте грузоотправителя, который позволит вам отследить посылку. Стоимость доставки не возвращается. Отрасли и области применения | Металлические изделия и оборудование Отрасли и области применения | Нанотехнологии Отрасли и приложения | Инструменты и матрицы Обработка и обработка материалов | Литье Обработка и обработка материалов | Добыча и первичная обработка Свойства и характеристики материалов | Тепловые свойства Испытания и оценка материалов | Вычислительная инженерия материалов Тестирование и оценка материалов | Выбор материала Металлы и сплавы | Алюминий Металлы и сплавы | Углеродистые и легированные стали Металлы и сплавы | Чугуны Металлы и сплавы | Медь Металлы и сплавы | Магний Металлы и сплавы | Титан Код ТН ВЭД для литейных форм или стержней; химические продукты и препараты, включая остаточные продукты, химической или смежных отраслей, нигде не упомянутые в группе 38 Что такое код ГС для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими? Что такое код HTS для готовых связующих для литейных форм или стержней? Название ГС Готовые связующие для литейных форм или стержней? Упомяните код согласованной тарифной системы для готовых связующих для литейных форм или стержней. Щелкните здесь, чтобы найти код продукта импорта-экспорта (код HS) ваших товаров 382410 Готовые связующие для литейных форм или стержней 382430 Неагломерированные карбиды металлов, смешанные вместе или с металлическими связующими 382440 Готовые добавки для цементов, строительных растворов или бетонов 382450 Неогнеупорные растворы и бетоны 382460 Сорбит, кроме указанного в субпозиции 2905. 382490 прочие Как импортировать Готовые связующие для литейных форм или стержней и других товаров, упомянутых выше. Процедуры экспорта неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими, и других товаров, упомянутых выше. Нажмите здесь, чтобы узнать ставку GST на товары и услуги GST Список товаров и услуг, освобожденных от уплаты налогов Найдите номер HSN или код тарифа услуги для GST Правила регистрации GST Индийские законы о GST Как экспортировать товар?
Изучите международную торговлю онлайн бесплатно. Путешественники в Индию, освобожденные от импортных пошлин, часто задаваемые вопросы, часть 2 Треугольный экспорт Треугольная отгрузка Виды страховых документов . Как защитить стороны друг друга при треугольном экспорте Как реконструировать EP копию накладной Как отправить экспортный образец иностранному покупателю? Советы по отправке образцов иностранному покупателю Как открыть экспортно-импортную фирму в Индии Что такое экзамен VACIS при таможенном оформлении импорта в США Когда экспортер может выдать коносамент от транспортной компании? Этот пост объясняет: Какой код HS для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими? Что такое код HTS для готовых связующих для литейных форм или стержней? Название ГС Готовые связующие для литейных форм или стержней? Упомяните код согласованной тарифной системы для готовых связующих для литейных форм или стержней. Технические жидкости | Информация о доставкеОтгрузка и транспортировкаМы отправляем нашу продукцию в контейнерах 4-х размеров: пластиковые кувшины 4 л, круглые пластиковые ведра 20 л, герметичные пластиковые головки 20 л, стальные бочки 200 л на поддонах и контейнеры IBC объемом 1 000 л. Вес и размеры при транспортировке для каждого типа контейнера указаны в метрических единицах и стандартных размерах США в таблице ниже. Обратите внимание, что мы укладываем все заказы на барабаны на поддоны для облегчения обработки. Убедитесь, что у вас есть вилочный погрузчик, погрузочная площадка или подходящие подъемники и тележки для приема бочек и контейнеров IBC, поскольку их может быть очень сложно перемещать вручную. Обратите внимание, что мы укладываем все заказы на барабаны на поддоны для облегчения обработки. Убедитесь, что у вас есть вилочный погрузчик, погрузочная площадка или подходящие подъемники и тележки для приема бочек и контейнеров IBC, поскольку их может быть очень сложно перемещать вручную.Если иное не указано в вашем коммерческом предложении, все заказы регулируются Условиями INCO 2019: EX-WORKS, Tyler TX ,.Мы можем предоставить расценки на доставку на большинство таможенных складов и портов по всему миру.Если у вас есть отдельные партии грузов объемом более 5000 литров, мы можем заключить договор на поставку автоцистерн для североамериканских направлений или цистерны ISO для международных поставок. Пожалуйста, свяжитесь с нами для получения конкретных вопросов.Адрес доставкиАдрес получения и доставки:ChemFoundry, Inc.4548 Кантина ДрайвТайлер, Техас 75708 СШАМы включаем соответствующие паспорта безопасности в отгрузочную документацию для каждой поставки. Контактная информация для перевозчиковКонтактное лицо по доставке:Отдел отгрузки+1.725.218.1981Тарифная и таможенная информацияВся продукция Engineered Fluids производится на нашем предприятии в Тайлере, штат Техас, США. с использованием сырья из США.Ни одна из наших продуктов не подлежит экспортному контролю со стороны США и не подчиняется каким-либо требованиям по транспортировке опасных материалов.Гармонизированная система кодов тарифов (HTS), используемая для импорта и экспорта наших продуктов, может быть разной для каждой страны или соглашения о свободной торговле, поэтому, пожалуйста, сделайте перекрестную ссылку на свой код HTS на месте, чтобы определить любые импортные пошлины, если это применимо..Рекомендуемые системные номера Гармонизированных кодов тарифов (HTS) для наших продуктов в зависимости от страны:США HTS: 2710. 19.45.45 – AmpCool / BitCool / ElectroCool / VoltCool 19.45.45 – AmpCool / BitCool / ElectroCool / VoltCool3814..00.00.00 – Диэлектрический растворитель ДС-100ЕС / Великобритания HTS: 2710.19.29.00 – AmpCool / BitCool / ElectroCool / VoltCool3814.00.00.00 – Растворитель диэлектрический ДС-100Для расписания B # используйте первые 6 цифр HTS #.Наземные перевозки, фрахт, морские перевозки и смета расходовНашим предпочтительным перевозчиком для клиентов из Северной Америки является UPS. Если вы хотите, чтобы мы использовали другого перевозчика, например FedEx, вы можете предоставить нам номер своего счета для доставки, и мы сможем организовать вашу доставку для прямого выставления счетов.Мы отправляем 20-литровые контейнеры и меньше через UPS Ground, поддоны, бочки и сумки – через лучшего наземного перевозчика.Для международных клиентов мы можем организовать морские перевозки в любой таможенный порт по всему миру. | |||||||||||||||
 Его книга призвана служить мостом между изучением основных принципов литья металлов и их применением в производственной и пользовательской отраслях. Особая цель Foundry Technology – помочь инженерам и студентам-инженерам оценить роль отливок в дизайне и выборе материалов.Православные и специализированные процессы литья, а также литье из черных и цветных металлов рассматриваются на сравнительной основе, а место литья в дизайне критически исследуется и соотносится с другими продуктами. В пересмотренном издании учтены основные изменения в процессах и продуктах литья с момента публикации первоначального издания в 1972 году. При этом рассматриваются основные аспекты формования, затвердевания, литых структур и подачи, а также рассмотрены новейшие разработки в области моделирования и быстрого прототипирования. наряду с качеством, окружающей средой, здоровьем и другими вопросами, которые приобретают все большее значение. Целевые читатели: литейщиков, материаловедов, конструкторов, инженеров, студентов.
Его книга призвана служить мостом между изучением основных принципов литья металлов и их применением в производственной и пользовательской отраслях. Особая цель Foundry Technology – помочь инженерам и студентам-инженерам оценить роль отливок в дизайне и выборе материалов.Православные и специализированные процессы литья, а также литье из черных и цветных металлов рассматриваются на сравнительной основе, а место литья в дизайне критически исследуется и соотносится с другими продуктами. В пересмотренном издании учтены основные изменения в процессах и продуктах литья с момента публикации первоначального издания в 1972 году. При этом рассматриваются основные аспекты формования, затвердевания, литых структур и подачи, а также рассмотрены новейшие разработки в области моделирования и быстрого прототипирования. наряду с качеством, окружающей средой, здоровьем и другими вопросами, которые приобретают все большее значение. Целевые читатели: литейщиков, материаловедов, конструкторов, инженеров, студентов. Содержание: Введение; Жидкие металлы и затвор отливок; Затвердевание 1 – Кристаллизация и развитие литой структуры; Затвердевание 2 – подача отливок; Формовочный материал – свойства, подготовка и испытания; Дефекты отливок; Оценка и контроль качества; Дизайн литья; Технологии производства 1 – Производство отливок в песчаные формы; Производство пресс-форм; Плавка и литье; Отделочные работы; Технологии производства 2 – Технологии изготовления кожухов, выплавляемых деталей и литья под давлением; Технологии производства 3 – Дальнейшие методы литья; Охрана окружающей среды, здоровье и безопасность; Приложение; Индекс.Опубликовано: 2001 г. Страницы: 704
Содержание: Введение; Жидкие металлы и затвор отливок; Затвердевание 1 – Кристаллизация и развитие литой структуры; Затвердевание 2 – подача отливок; Формовочный материал – свойства, подготовка и испытания; Дефекты отливок; Оценка и контроль качества; Дизайн литья; Технологии производства 1 – Производство отливок в песчаные формы; Производство пресс-форм; Плавка и литье; Отделочные работы; Технологии производства 2 – Технологии изготовления кожухов, выплавляемых деталей и литья под давлением; Технологии производства 3 – Дальнейшие методы литья; Охрана окружающей среды, здоровье и безопасность; Приложение; Индекс.Опубликовано: 2001 г. Страницы: 704 (Вы должны войти на сайт, чтобы получить доступ к приобретенному вами контенту).
(Вы должны войти на сайт, чтобы получить доступ к приобретенному вами контенту).

 Какой код продукта для импорта готовых связующих для литейных форм или стержней? Как получить код продукта для экспорта неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими. Как найти товарный код для импорта Подготовленные связующие для литейных форм или стержней. Как получить товарный код для экспорта неагломерированных карбидов металлов в смеси или с металлическими связующими. Код экспортных товаров для готовых связующих для литейных форм или стержней. Код импорта товаров для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими.
Какой код продукта для импорта готовых связующих для литейных форм или стержней? Как получить код продукта для экспорта неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими. Как найти товарный код для импорта Подготовленные связующие для литейных форм или стержней. Как получить товарный код для экспорта неагломерированных карбидов металлов в смеси или с металлическими связующими. Код экспортных товаров для готовых связующих для литейных форм или стержней. Код импорта товаров для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими. 44
44
 Какой код продукта для импорта готовых связующих для литейных форм или стержней? Как получить код продукта для экспорта неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими. Как найти товарный код для импорта Подготовленные связующие для литейных форм или стержней. Как получить товарный код для экспорта неагломерированных карбидов металлов в смеси или с металлическими связующими. Код экспортных товаров для готовых связующих для литейных форм или стержней. Код импорта товаров для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими.
Какой код продукта для импорта готовых связующих для литейных форм или стержней? Как получить код продукта для экспорта неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими. Как найти товарный код для импорта Подготовленные связующие для литейных форм или стержней. Как получить товарный код для экспорта неагломерированных карбидов металлов в смеси или с металлическими связующими. Код экспортных товаров для готовых связующих для литейных форм или стержней. Код импорта товаров для неагломерированных карбидов металлов, смешанных вместе или с металлическими связующими.