М2 шаг резьбы: Шаг для основной и мелкой резьбы
alexxlab | 04.03.2020 | 0 | Разное
М2 и М3, М4 и М5, М6 и М8, М10, М4х10, М5х10 и М6Х10, с квадратным и другим подголовником, М5х20 и М6х20, М6х12 и М6х16
Винт — это метиз для скрепления разных деталей, одна часть из которых должна иметь резьбу. Винт напоминает штырь с резьбой, с одной стороны, с другой, конструктивный элемент для передачи крутящего момента. Винт создан для соединения и фиксации разных типов изделий. В дополнение он может служить как ось для вращающихся составляющих изделия.
Основные размеры
Стандарт — это оценка соответствия, которая определяет технические характеристики изделия, в том числе прочность, материал изготовления и методы испытаний.
Размеры винтов определяет ГОСТ1491-80 (идентичен международному стандарту ИСО 4762: 2004). Это значит, что винты изготовлены согласно стандартам технологии производства классов А и В. Норма размеров по ГОСТ – от М1 до М64, но на практике часто встречаются те, что отличаются от стандартов, на рынках можно найти варианты до М100. Если характеристики не соответствуют ГОСТ, необходимо воспользоваться другими международными нормами: ИСО 261, ИСО 888, ИСО 898-1, ИСО 965-2, ИСО 3506-1, ИСО 8839 и ИСО 4759-1.
Размеры винтов по классам
М3х6 (6х20) – эти метизы применяются при работе с любыми металлами и твердыми сортами пластмассы. Размер длины винта – от 6 до 20 мм.
М3х10 применяется при сборке и крепеже деталей в машиностроении и других отраслях. Длина крепежа – 10 мм. Иногда он является единственным вариантом для использования в строительстве.
М4х10, М4х16, М4х20 изготавливаются из углеродистой стали, они имеют оцинкованное покрытие. Длина, соответственно, 10, 16, 20 мм.
 Есть возможность крепления с применением анкера либо дюбеля. Детали соединяются с помощью шайбы. Длина крепежа, соответственно, 8, 10 и 20 мм.
Есть возможность крепления с применением анкера либо дюбеля. Детали соединяются с помощью шайбы. Длина крепежа, соответственно, 8, 10 и 20 мм.М6х10, М6х12, М6х16, М6х20, М6х25, М6х30 – винты с размерами длин 10, 12, 16, 20, 25 и 30 мм. Покупателей радует многогранность использования и разнообразность сфер применения. Крепится такой винт с помощью анкера и дюбеля или же с использованием шайбы или гайки.
М8х25, как и М8х45, применяется для установки и крепления разных изделий и деталей, длина метиза составляет 25 и 45 мм соответственно.
Существует несколько видов форм шляпы у винта, и все они изготавливаются по определенным стандартам:
- цилиндр с внутренним шестигранным проемом регламентируется стандартом №11738-84;
- полукруглая головка регламентируется стандартом №17473-80;
- полураскрытый вид головки регламентируется стандартом №17474-80;
- скрытая головка регламентируется стандартом №17475-80;
- квадратный подголовник регламентируется стандартом №1482-84, №1485-84;
- прямой шлиц с гладкой головкой регламентируется стандартами №1476-93, №1477-93, №1478-93, №1479-93.


Эти крепления различают и по другим критериям. Важным аспектом монтажа и демонтажа крепежного изделия является вид шлица. Существует несколько стандартных их видов.
- Прямой шлиц. Для монтажа и демонтажа этого шлица потребуется отвертка с клинообразным концом. Если таковой не оказалось под рукой, возможно ее заменить ножом, стамеской либо иным подручным инструментом.
- Шлиц типа «Торкс». Это запатентованный вид 6-лучевого или 5-лучевого шлица. Имеет целый ряд размеров: от 1 до 100 мм.
- Головка Snake-eye. Для крепления деталей этим видом следует использовать вилочную отвертку.
- Шлиц Polydrive. Он представляет собой звездообразный шлиц, который применяется в машиностроении и имеет мощный момент затяжки.
- Крестообразный шлиц. Он имеет два вида: первый — это «Филипс», а второй — «Позидрив». Визуально они очень похожи между собой, поэтому неспециалист легко их может спутать.
- Шлиц HEX. Это запатентованный немецкой компанией шлиц, он имеет шестигранный вид головки. В магазинах можно найти и шлицы с антивандальным действием.
- Шлиц 12-лучевая звезда. Он имеет углубление в виде 12-ти лучей с углом при вершине 60 градусов.
- Шлиц антивандальный One-way. Такой шлиц используется исключительно для вкручивания и не имеет функции выкручивания. Для демонтажа следует прибегнуть к прорезке либо высверливанию винта.
- Шлиц Tri-Wing. Он имеет большой шаг резьбы, похож на гвоздь с винтовыми бороздами и полусферической шляпой.
- Бристольский шлиц. Он оснащен либо 4, либо 6 радиальными углубленными лучами. Этот шлиц используется в винтах из мягких металлов.
- Квадратный шлиц головки, называемый шлицом Робинсона. Имеет углубления для вкручивания и выкручивания в виде квадрата.
- Треугольный шлиц. Как видно по названию, имеет форму треугольника, используется для предотвращения нелегального допуска.
- Hi-Torque. Этот вид шлица очень хорош для частого откручивания и вкручивания, так как имеет отличный крутящийся момент.
- Шлиц в виде креста. Обладает двумя плоскими шлицами под углом 90 градусов. Они дублируют друг друга на случай, если один из них придет в негодность.
- Французский шлиц. Имеет крестообразную ступенчатую форму.
- JIS B 1012. Это шлиц японских стандартов, часто можно встретить на японской технике. Очень похож на шлиц Филлипс, но инструмент для вкручивания потребуется оригинальный, на рынках нашей страны он доступен.

- Углеродистая сталь – это сплав, имеющий в своем составе до 99% железа и до 2% углерода. Плюсами ее являются: высокое качество и добротность, твердый верхний и мягкий внутренний слои, легкость в отделке, долгий срок эксплуатации, общедоступность. Метизы имеют свой класс прочности при изготовлении из углеродистой стали: 3,6; 4,6; 4,8; 5,6; 5,8; 6,8.
- Углеродистая закаленная сталь с добавками. Классы прочности – 8,8; 9,8; 10,9.
- Легированная закаленная сталь. Класс прочности – 10,9.
- Винты изготавливают из коррозийно-стойкой стали. В состав входят хром и никель, причем хрома должно присутствовать более, чем 13%.
По требованиям ГОСТ ISO 3506-1: 2006 болты изготавливаются и из различных видов нержавейки.
- Аустенитная сталь имеет отличную теплопроводность. В ее состав входят хром и никель. Самая распространенная сталь для изготовления метизов для крепления. Обозначается так: А1, А2, А3, А4, А5.
- Мартенситная сталь. Марка стали обозначается С1, С3, С4.
- Ферритная сталь. Обозначается буквой F1.
 В ее состав входят хром и никель. Самая распространенная сталь для изготовления метизов для крепления. Обозначается так: А1, А2, А3, А4, А5.
В ее состав входят хром и никель. Самая распространенная сталь для изготовления метизов для крепления. Обозначается так: А1, А2, А3, А4, А5.Винты изготавливаются из разных сплавов дорогих металлов. В основном это винты, которые используются в напористых условиях, подвергаются тяготению, требуют большую теплопроводность. Винты из этих сплавов имеют меньшую массу в отличие от других видов.
По требованиям ГОСТ 1759.0-87 винты могут изготавливаться из следующих сплавов дорогих металлов:
- сплав №31 – обозначается как АМг5, ПАМг5, контролируется стандартом №4784-74;
- сплав №32 – обозначается как Л63, ЛС59-1, контролируется стандартом №15527-70;
- сплав №33 – обозначается как латунь Л63 антимагнитная, ЛС59-1 антимагнитная, контролируется стандартом №12920-67;
- сплав №34 – обозначается как бронза АМц9-2, контролируется стандартом №18175-78;
- сплав №35 – обозначается как Д1, Д1П, Д16, Д16П, контролируется стандартом №4784-74.

Как выбрать нужный размер?
Выбирая подходящий винт, потребители зачастую ошибаются в размерах. Считая, что сойдет и так, скрепляют им детали и эксплуатируют изделие. Этого категорически делать нельзя.
Неправильно подобранный размер винта спровоцирует расшатывание места резьбы в изделии и тем самым приведет в негодность предмет. Большая вероятность того, что дальнейший ремонт этого изделия будет невозможен.
Находясь в магазине, вашему вниманию представлено свыше сотни винтов с разными шляпами, похожими видами резьбы, разной длины и диаметра. Эти винты к тому же изготовлены из разного металла. В первую очередь нужно определиться, для каких целей будет использоваться винт. После необходимо подумать, какие нагрузки он должен выдержать и нуждается ли он в тепло-, электропроводности. Для изделий, которые не требуют высокой затяжки, можно использовать головки полукруглые и цилиндрические.
Эти винты к тому же изготовлены из разного металла. В первую очередь нужно определиться, для каких целей будет использоваться винт. После необходимо подумать, какие нагрузки он должен выдержать и нуждается ли он в тепло-, электропроводности. Для изделий, которые не требуют высокой затяжки, можно использовать головки полукруглые и цилиндрические.
Для крепления деталей мебели используют несколько видов винтов в зависимости от места соединения, материала и нагрузки на этот участок изделия. Различают три способа использования винтов в сборе мебели:
- скрепление деталей из ДСП;
- сбор каркасов мягкой мебели.
- сбор изделий из древесины.
Существуют такие виды винтов, которые используются исключительно для скрепления определенных предметов.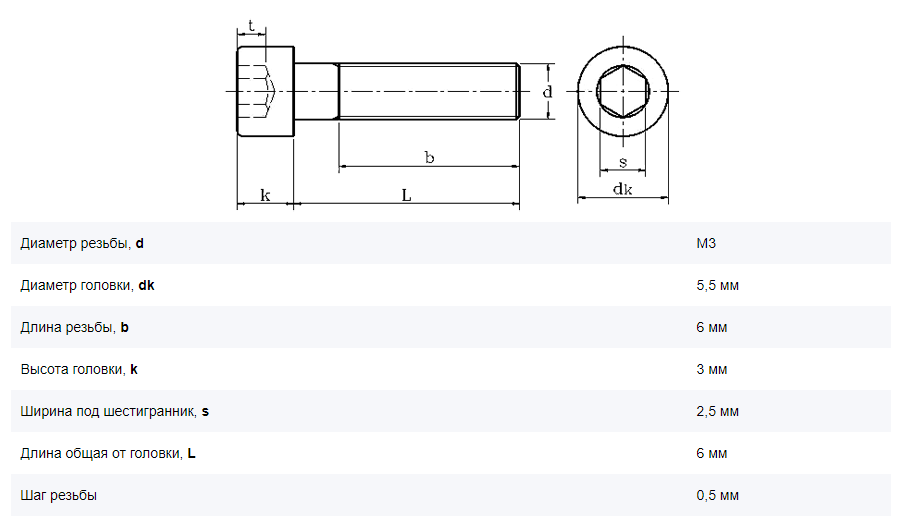 Например, винты для крепежа полок с фиксатором. Применять такие разновидности для крепления других изделий не стоит: они могут сломаться и испортить детали.
Например, винты для крепежа полок с фиксатором. Применять такие разновидности для крепления других изделий не стоит: они могут сломаться и испортить детали.
Конфирмат имеет потайную головку и шлиц под шестигранную и крестовую отвертки. За скрытой шляпой следует ровная, главная часть, которая с легкостью входит в скрепляемую деталь. Размер ровной части напрямую зависит от предназначения винта. Например, если ширина ЛДСП – 16 мм, то для скрепления ее с другой (такой же) частью следует использовать винты с размером гладкого участка в 16 мм. По ГОСТу это винт с диаметром 7 мм и длиной от 50 до 60 мм.
Самые популярные винты – со шлицом-шестигранником. Для ввинчивания этих винтов используют шестигранную биту, которая крепится на шуруповерт, либо такой наконечник имеет отвертка. Вторым инструментом, которым можно вкрутить либо выкрутить шестигранник, – это z- или г-образный ключ-шестигранник. Крестовые шлицы на винте не дают довольно крепко стянуть деталь, что приводит к разрушению гнезда ввинчивания.
Вторым инструментом, которым можно вкрутить либо выкрутить шестигранник, – это z- или г-образный ключ-шестигранник. Крестовые шлицы на винте не дают довольно крепко стянуть деталь, что приводит к разрушению гнезда ввинчивания.
При выборе правильного винта следует обратить внимание на систему крепления деталей. Это может быть винтовая стяжка. Система выглядит так: снаружи – винтовая резьба, внутри – бочонок-гайка для вкручивания. При таком соединении винт и гайка находятся перпендикулярно друг к другу. В основном такое крепление используется в мебельном производстве. Применяя винтовую стяжку, производитель добивается крепости и жесткости на месте соединения деталей. Это очень качественный способ крепления, но без навыков довольно сложно его практиковать.
Это очень качественный способ крепления, но без навыков довольно сложно его практиковать.
Винт с полукруглой головкой – это самый распространенный вариант крепежа. Его всегда используют для соединения деталей корпуса мягкой мебели. Имеется несколько видов такого метиза. Их различие между собой – в форме головки и скрепляющих деталей.
Следующий важный момент определения, какой винт вам необходим, – это материал изготовления. Выше описано, из какого сырья могут изготавливаться крепежные изделия. Они могут быть без покрытия либо быть оцинкованными. Все эти стандарты регулируются ГОСТ.
Как определить?
Часто приходится определять размер и вид винта, например, ремонтируя в своем доме старую мебель, приборы или розетку. Когда человек не является профессионалом в этом деле, ему будет довольно трудно это сделать. На первый взгляд, это пустяковая задача, и сразу понятно, с чем имеем дело.
Когда человек не является профессионалом в этом деле, ему будет довольно трудно это сделать. На первый взгляд, это пустяковая задача, и сразу понятно, с чем имеем дело.
Создается впечатление, что для того, чтобы выбрать правильный винт, достаточно знать длину и диаметр этого винта. Но это не всегда так.
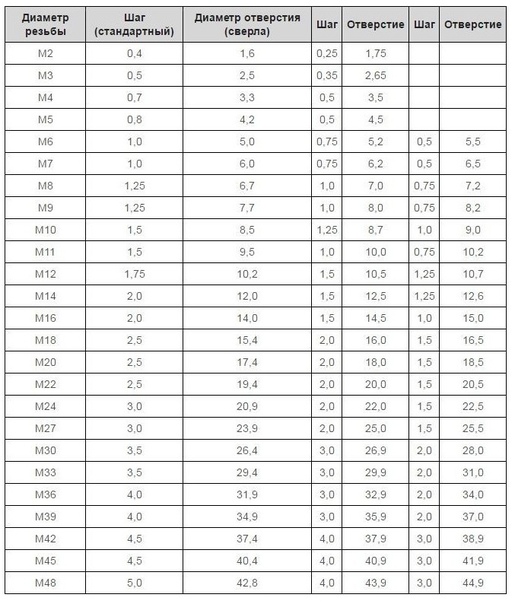
Для правильного определения размера следует обратиться к стандартам ГОСТ – там прописаны все параметры, которые определяют размер винта.
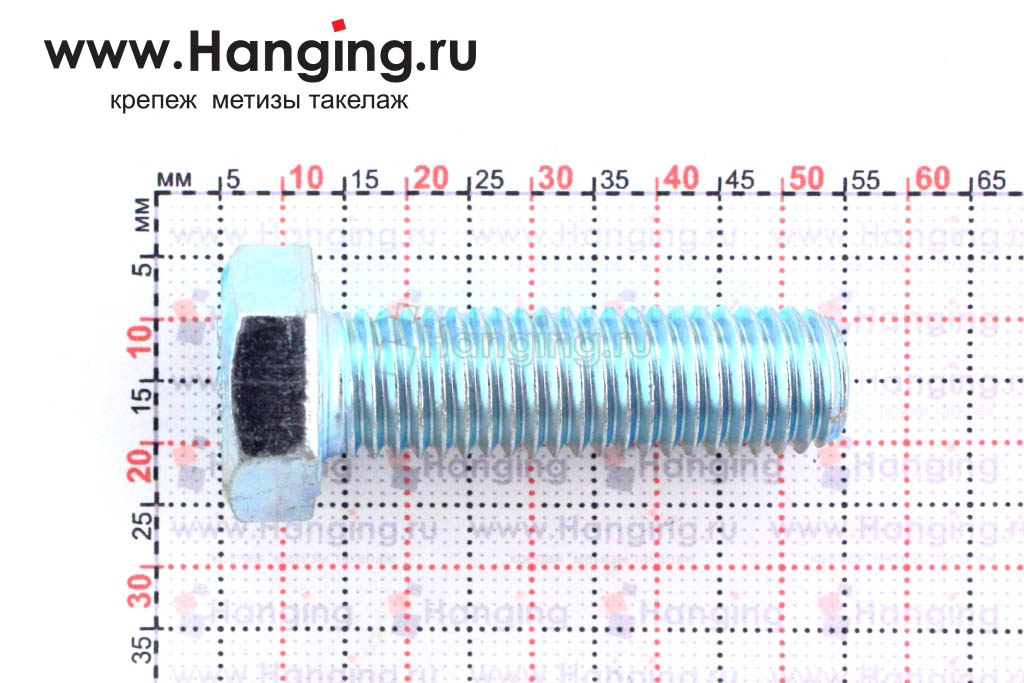
В первую очередь необходимо иметь нужный инструмент. Для определения диаметра винта и его длины можно воспользоваться штангенциркулем, микрометром или же шаблонной линейкой. При необходимости узнать размер метрической резьбы используйте специальный инструмент – шагомер. Если такого инструмента не имеется в наличии, то разрешается измерить шаг витка с помощью штангенциркуля. Но стоит обратить внимание, что точный результат получится только при крупной резьбе. Если она мелкая, измерьте несколько витков и результат разделите на измеряемое количество.
Но стоит обратить внимание, что точный результат получится только при крупной резьбе. Если она мелкая, измерьте несколько витков и результат разделите на измеряемое количество.
При определении длины винта необходимо учитывать одну деталь: измеряя винт с выступающей головкой, замер следует делать до основания головки.
Потайной вид измеряют с учетом размера головки.
Расшифровка показателей размера винта:
- М – показатель метрической резьбы;
- D – диаметр;
- P – обозначение резьбы;
- L – длина.
Для того чтобы произвести монтаж либо демонтаж изделия, которое скреплено винтом, можно воспользоваться гаечным ключом. Существует 16 разновидностей ключей, соответствующих размеру головки винта. Мастера своего дела подбирают ключ на глаз и практически никогда не ошибаются. Аматору в этом деле придется выбирать ключ методом пробы.
Мастера своего дела подбирают ключ на глаз и практически никогда не ошибаются. Аматору в этом деле придется выбирать ключ методом пробы.
Если правильно подобран ключ, то расстояние между ним и головкой винта не превышает 0.1-0.3 мм.
Если требуется вкрутить либо выкрутить винт с внутренним шестигранником, следует использовать ключ-шестигранник. Его размер можно подобрать по данным из таблицы:
Подготовьте место до начала технических мероприятий. Проверьте наличие необходимого для работы инструмента и его исправность. В таком случае исключается возникновение проблем во время работы. Будьте внимательны при замерах, чтобы не совершать ненужных покупок и не тратить свое время на повторную поездку в магазин за необходимым винтом.
DIN 84. Винты с цилиндрической головкой и плоским шлицем
Требование и содержание
Настоящий стандарт распространяется на винты с цилиндрической головкой и плоским шлицем класса точности А с метрической резьбой от М1 до М10. Стандартом допускается изготовление винтов с неполной резьбой стержня и винтов с резьбой на всю длину стержня. Диаметр гладкой части под головкой винта с неполной резьбой равен номинальному диаметру резьбы или среднему размеру диаметра резьбы винта.
Конструкция и размеры обоих исполнений винтов приведены на рисунках и в таблице 1 стандарта DIN 84. Теоретическая масса 1 000 винтов из стали указана в таблице 1 стандарта.
Размеры винтов· Номинальный диаметр резьбы, d – М1, М1.2, М1.4, М1.6, (М1.8), М2, М2.5, М3, (М3.5), М4, М5, М6, М8, М10.
· Шаг резьбы, P – 0. 25, 0.3, 0.35, 0.4, 0.45, 0.5, 0.6, 0.7, 0.8, 1, 1.25, 1.5 мм.
25, 0.3, 0.35, 0.4, 0.45, 0.5, 0.6, 0.7, 0.8, 1, 1.25, 1.5 мм.
· Диаметр головки, dk (номинальный размер) – в пределах от 2 мм до 16 мм.
· Длина винтов,l – 2, 3, 4, 5, 6, 8, 10, 12, (14),…80 мм.
· Высота головки, k (номинальный размер) – 0.7, 0.8, 0.9, 1,…6 мм.
Винты с размерами, заключенными в скобках, применять не рекомендуется.
Технические требованияТехнические требования к винтам приведены в таблице 2 стандарта DIN 84.
1. Общие требования – по DIN 267 часть 1.
2. Поле допуска: для винтов с резьбой ≤ М1.6 равно 6h, для винтов ≥ М1.6 равно 6g.
3. Механические свойства винтов из стали должны соответствовать классам прочности 4.6, 4.8, 8.8; пределы прочности винтов из нержавеющей стали – значениям А1-50 (для винтов с размерами ≤ М2), А2-70 и А4-70 (для винтов с размерами ≥ М1).
4. Допуски по шероховатости поверхности – согласно DIN 267 часть 2.
5. Дефекты поверхности и методы их контроля – согласно DIN 267 часть 19.
6. Гальваническое покрытие – согласно DIN 267 часть 9.
7. Другие виды покрытий – по соглашению между изготовителем и потребителем.
Условное обозначение винтов с резьбой М5, номинальным размером длины 20 мм, класса прочности 4.8:
Zylinderschraube DIN 84 – M5 x 20 – 4.8
Скачать DIN 84 Скачать DIN 84 (оригинал)
Товары каталога:
Полезная информация:
Гайка низкого типа с накаткой DIN 467: технические характеристики
Близкие аналоги (ISO, DIN, EN):
|
Стандарт |
Наименование |
Отличие от DIN467 |
DIN 466 |
Гайка высокого типа с накатанной головкой |
По аналогичным диаметрам резьбы высота гайки больше прим. |
 в 2 раза.
в 2 раза.DIN 467:
|
Параметры гайки |
Номинальный диаметр резьбы d |
|||||||||||
|
M1 |
M1,2 |
M1,4 |
M1,6 |
M2 |
М2,5 |
М3 |
М4 |
М5 |
М6 |
М8 |
М10 |
|
|
Шаг резьбы, P |
0,25 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
|
Диаметр, d1 |
5,5 |
6 |
7 |
7,5 |
9 |
11 |
12 |
16 |
20 |
24 |
30 |
36 |
|
Диаметр, d2 |
2,8 |
3 |
3,5 |
3,8 |
4,5 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
|
Высота гайки, h |
2 |
2 |
2,5 |
2,5 |
2,5 |
3 |
3 |
4 |
5 |
6 |
8 |
10 |
|
Высота накатанной головки, k |
1,5 |
1,5 |
2 |
2 |
2 |
2,5 |
2,5 |
3,5 |
4 |
5 |
6 |
8 |
Все параметры в таблице указаны в мм.
| Метчики М8Х1,25, М6Х1, М5, М4Х0,7, М3Х0,5, М2,5 основной шаг резьбы, комплекты, лот 12 шт.Б/У
УВАЖАЕМЫЕ ПОКУПАТЕЛИ! ОБЯЗАТЕЛЬНО ПОСМОТРИТЕ ВСЕ МОИ ЛОТЫ, НАЖАВ ФУНКЦИЮ «ПОКАЗАТЬ ВСЕ ЛОТЫ ПРОДАВЦА», БЫТЬ МОЖЕТ ВЫ НАЙДЕТЕ ЧТО –ТО НУЖНОЕ ДЛЯ СЕБЯ. СПАСИБО И УДАЧНЫХ ПОКУПОК! УСЛОВИЯ ДОСТАВКИ: Любые, интересующие Вас вопросы, задавайте до покупки лота, в разделе – “Задать вопрос продавцу”. Делая ставку, Вы соглашаетесь приобрести лот. Вам понятны описание лота, условия доставки и оплаты, Вы соглашаетесь с правилами Мешка и обязуетесь выкупить по цене продажи. Оплата: Наличные, Банковский перевод, Банковская карта, Почтовый перевод. Предоплата – включает стоимость товара, доставки. Покупая несколько лотов продавца Вы экономите на доставке. Лоты доставляются одним отправлением. Доставка осуществляется:
Стоимость доставки по тарифам почты РФ и обговаривается заранее. Страховка по тарифам почты РФ оплачивается отдельно по желанию покупателя! Гарантирую надёжную упаковку. Лоты отправляю в течение 3 – 5 рабочих дней с момента оплаты. Номер почтового идентификатора присылаю в день отправления посылки, Вы самостоятельно отслеживаете путь прохождения лота.
За работу почты ответственности не несу, претензии не принимаю (после отправки лота Вам будет отправлен номер почтового идентификатора посылки, по которому После завершения аукциона ВОПРОСЫ и ПРЕТЕНЗИИ по лоту не обсуждаются! Отмена сделок производится только на основании объективных причин (на основании заключений эксперта Министерства Культуры, ГИМа и др. Причины такие как: не понравилось, по ошибке, нечаянно, перепутал, передумал, не устраивает качество или состояние – не будут рассмотрены и возврат произведен не будет. Я даю свою объективную оценку предмета . В любом случае – Вы ориентируйтесь на фото. Покупатель получает именно тот предмет, который изображен на фото. Если у Вас возникают с |
 При необходимости вышлю дополнительные фото. До покупки, пожалуйста, уточните наличие лота ( “задать вопрос продавцу”).
При необходимости вышлю дополнительные фото. До покупки, пожалуйста, уточните наличие лота ( “задать вопрос продавцу”).
 ).
).DIN 439-2 Гайка низкая с мелкой, крупной резьбой
Гайка шестигранная низкая (с фаской) DIN 439-2 (EN ISO 4035, 8675)
Материал: Алюминий / Латунь / Сталь St / Сталь A2 / Сталь A4;
Класс прочности: 02 / 04;
Твердость: 14H / 17H;
Покрытие: Без покрытия / Zn Цинк.
Гайка DIN 439-2 применяется в отраслях где нет необходимости в высоких нагрузках (например — приборостроение) и для уменьшения монтажного пространства.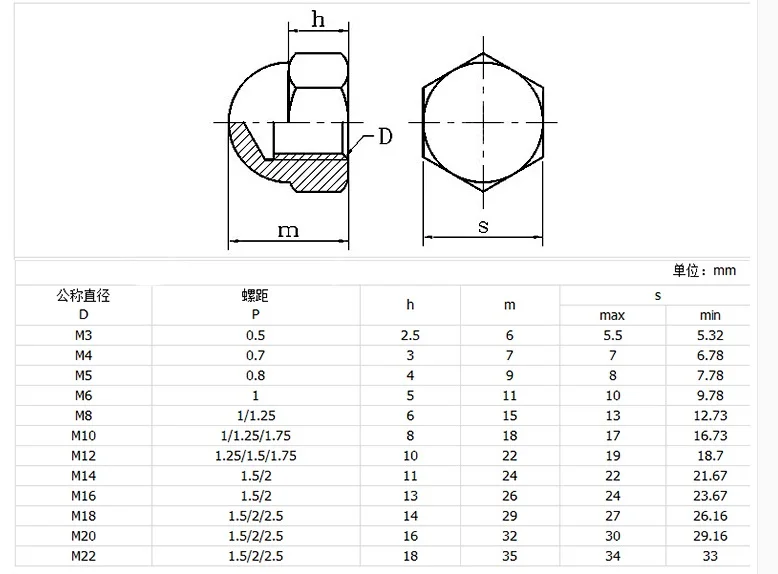 Имеется большое количество стандартов данного изделия. Возможна левая резьба, мелкая резьба. С этой гайкой чаще всего используются разные болты и шпильки.
Имеется большое количество стандартов данного изделия. Возможна левая резьба, мелкая резьба. С этой гайкой чаще всего используются разные болты и шпильки.
Аналоги ГОСТ: ГОСТ 5916-70.
Аналоги (ISO, DIN, EN ISO):
| Стандарт | Наименование | Отличие от DIN 439-2 |
DIN 936 | Гайка шестигранная низкая с фаской с крупным и мелким шагом резьбы, класс точности A и B | Соответствует стандарту DIN 439-2. |
| EN ISO 4035 | Гайка шестигранная низкая с фаской с крупным шагом резьбы, класс точности A и B | В стандартах ISO новый размер под ключ (M10, 12, 14, 22), в остальном стандарты идентичны. |
| EN ISO 8675 | Гайка шестигранная низкая с фаской с мелким шагом резьбы, класс точности A и B | В стандартах ISO новый размер под ключ (M10, 12, 14, 22), в остальном стандарты идентичны. |
Характеристики и размеры гайки DIN 439-2 (EN ISO 4035) с крупным шагом резьбы:
Размер гайки от M1,6 до M20:
| Параметры гайки | Номинальный диаметр резьбы d | |||||||||||||||
М1,6 | М2 | М2,5 | М3 | М3,5 | М4 | М5 | M6 | M8 | M10 | M12 | M14 | M16 | М18 | М20 | ||
| Шаг резьбы, P | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | |
| Высота, m | макс | 1 | 1,2 | 1,6 | 1,8 | 2 | 2,2 | 2,7 | 3,2 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| мин | 0,75 | 0,95 | 1,35 | 1,55 | 1,75 | 1,95 | 2,45 | 2,9 | 3,7 | 4,7 | 5,7 | 6,42 | 7,42 | 8,42 | 9,1 | |
| Диаметр описанной окружности e, не менее | 3,41 | 4,32 | 5,45 | 6,01 | 6,58 | 7,66 | 8,79 | 11,05 | 14,38 | 17,77 | 20,03 | 23,36 | 26,75 | 29,56 | 32,95 | |
| Размер под ключ, S | DIN 439-2 | 3,2 | 4 | 5 | 5,5 | 6 | 7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 27 | 30 |
| EN ISO 4035 | 16 | 18 | 21 | |||||||||||||
Размер гайки от M22 до M64:
| Параметры гайки | Номинальный диаметр резьбы d | ||||||||||||||
М22 | М24 | М27 | М30 | M33 | M36 | M39 | М42 | М45 | М48 | М52 | М56 | М60 | М64 | ||
| Шаг резьбы, P | 2,5 | 3 | 3 | 3,5 | 3,5 | 4 | 4 | 4,5 | 4,5 | 5 | 5,5 | 5,5 | 6 | ||
| Высота, m | макс | 11 | 12 | 13,5 | 15 | 16,5 | 18 | 19,5 | 21 | 22,5 | 24 | 26 | 28 | 30 | 32 |
| мин | 9,9 | 10,9 | 12,4 | 13,9 | 15,4 | 16,9 | 18,2 | 19,7 | 21,2 | 22,7 | 24,7 | 26,7 | 28,7 | 30,4 | |
| Диаметр описанной окружности e, не менее | 37,29 | 39,55 | 45,2 | 50,85 | 55,37 | 60,79 | 66,44 | 71,3 | 76,95 | 82,6 | 88,25 | 93,56 | 99,21 | 104,86 | |
| Размер под ключ, S | DIN 439-2 | 32 | 36 | 41 | 46 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 95 |
| EN ISO 4035 | 34 | ||||||||||||||
Характеристики и размеры гайки DIN 439-2 (EN ISO 8675) с мелким шагом резьбы:
Размер гайки от M8 до M30:
| Параметры гайки | Номинальный диаметр резьбы d | ||||||||||||
M8 | M10 | M12 | M14 | M16 | М18 | М20 | М22 | М24 | М27 | М30 | |||
| Шаг резьбы, P | 1 вариант | 1 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2 | 2 | 2 | |
| 2 вариант | 1,25 | 1,25 | 2 | ||||||||||
| Высота, m | макс | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13,5 | 15 | |
| мин | 3,7 | 4,7 | 5,7 | 6,42 | 7,42 | 8,42 | 9,1 | 9,9 | 10,9 | 12,4 | 13,9 | ||
| Диаметр описанной окружности e, не менее | 14,38 | 17,77 | 20,03 | 23,36 | 26,75 | 29,56 | 32,95 | 37,29 | 39,55 | 45,2 | 50,85 | ||
| Размер под ключ, S | DIN 439-2 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 | 41 | 46 | |
| EN ISO 8675 | 16 | 18 | 21 | 34 | |||||||||
Размер гайки от M33 до M64:
| Параметры гайки | Номинальный диаметр резьбы d | |||||||||||
M33 | M36 | M39 | М42 | М45 | М48 | М52 | М56 | М60 | М64 | |||
| Шаг резьбы, P | 1 вариант | 2 | 3 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 4 | |
| 2 вариант | ||||||||||||
| Высота, m | макс | 16,5 | 18 | 19,5 | 21 | 22,5 | 24 | 26 | 28 | 30 | 32 | |
| мин | 15,4 | 16,9 | 18,2 | 19,7 | 21,2 | 22,7 | 24,7 | 26,7 | 28,7 | 30,4 | ||
| Диаметр описанной окружности e, не менее | 55,37 | 60,79 | 66,44 | 71,3 | 76,95 | 82,6 | 88,25 | 93,56 | 99,21 | 104,86 | ||
| Размер под ключ, S | DIN 439-2 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 95 | |
| EN ISO 8675 | ||||||||||||
Все параметры в таблице указаны в мм.
Дополнительную информацию о технических характеристиках гайки можно получить у менеджеров компании.
Обращаем ваше внимание на то, что интернет-ресурс texkomstroy.ru носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам с помощью контактной формы или по телефонам.
Как Определить Шаг Резьбы и Размер + Таблица (2021)
Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Как определить шаг резьбы по диаметру
Чтобы определить шаг резьбы, можно использовать стандартизированные таблицы. Предварительно требуется вычислить диаметр с помощью штангенциркуля. Полученный результат сравнивается с показателями в таблице, чтобы выявить соответствующий резьбовой шаг.
Таблица шага метрической резьбы:
Диаметр в миллиметрах | Шаг в миллиметрах | |
Крупная резьба | Мелкая резьба | |
3 | 0.50 | 0.35 |
4 | 0.70 | 0.50 |
5 | 0.80 | 0.50 |
6 | 1.00 | 0.75 |
8 | 1.25 | 1.00 |
10 | 1.50 | 1.25 |
12 | 1.75 | 1.25 |
14 | 2.00 | 1.50 |
16 | 2.00 | 1.50 |
18 | 2.50 | 1.50 |
20 | 2.50 | 1.50 |
22 | 2.50 | 1.50 |
24 | 3.00 | 2.00 |
27 | 3.00 | 2.00 |
30 | 3.50 | 2.00 |
33 | 3.50 | 2.00 |
36 | 4.00 | 3.00 |
39 | 4.00 | 3.00 |
42 | 4.50 | 3.00 |
48 | 5.00 | 3.00 |
Измерение резьбы штангенциркулем
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.
Измерение шплинтов
Разъемные шплинты — это тип механического крепежа, предназначенного для соединения двух компонентов вместе. Они сформированы из полукруглой проволоки, согнутой, чтобы создать петлевую головку, с двумя зубцами, которые можно раздвинуть, чтобы создать фиксирующий механизм и надежно удерживать штифт на месте.
Шплинты предназначены для легкой вставки в предварительно просверленные компоненты и благодаря своей совместимости с клеверными штифтами часто используются в строительстве, морской и сельскохозяйственной промышленности. Штифты очень просты в установке и снятии и предназначены только для одноразового использования. Они предлагают надежное крепежное решение для легких применений, где постоянные крепежные элементы могут быть неприемлемым выбором.
Номинальный диаметр штифта больше, чем фактический. Например, штифт с номинальным диаметром 5 мм будет иметь фактический диаметр 4,4-4,6 мм. Номинальный диаметр совпадает с рекомендуемым размером отверстия.
Пошаговое руководство по измерению шплинта:
- Измерить диаметр отверстия, в которое будет вставлен штифт.
- Определить диаметр двух зубьев шплинта в закрытом положении.
- Выбрать шплинт с диаметром, который близок к отверстию.
- Замерить длину отверстия.
- Найти шплинт с достаточной длиной, чтобы вставить в отверстие, и позволить зубцам быть растопыренными, чтобы держать штифт в безопасности. Номинальная длина шплинта — это длина более короткой ножки, не считая головки.
Если вам нужно приобрести крепеж оптом, то лучший выбор — это магазин «Первый крепеж». У нас вы найдете огромный выбор продукции: от гаек и болтов до полноценных монтажных систем. Для уточнения деталей звоните по телефону 8-800-201-81-96.
Шаг метрической резьбы — информация
Цена ():
Название:
Артикул:
Текст:
Выберите категорию:
Все
Услуги производства
Шпильки ГОСТ
» Шпильки м12
» Шпильки м16
» Шпильки м20
» Шпильки м22
» Шпильки м24
» Шпильки м27
» Шпильки м30
» Шпильки м36
» Шпильки м42
» Шпильки м48
» Шпильки м52
» Шпильки м56
» Шпильки м60
» Шпильки м64
» Шпильки м68
» Шпильки м72
» Шпильки м76
» Шпильки м80
» Шпильки м90
» Шпильки м100
Шпильки резьбовые DIN 975 от м3 до м80
Болты ГОСТ и DIN
» Болты диаметром резьбы м3
» Болты диаметром резьбы м4
» Болты диаметром резьбы м5
» Болты диаметром резьбы м6
» Болты диаметром резьбы м8
» Болты диаметром резьбы м10
» Болты диаметром резьбы м12
» Болты диаметром резьбы м14
» Болты диаметром резьбы м16
» Болты диаметром резьбы м18
» Болты диаметром резьбы м20
» Болты диаметром резьбы м22
» Болты диаметром резьбы м24
» Болты диаметром резьбы м27
» Болты диаметром резьбы м30
» Болты диаметром резьбы м36
» Болты диаметром резьбы м42
» Болты диаметром резьбы м48
» Болты диаметром резьбы м56
» Болты диаметром резьбы м64
Гайки ГОСТ и DIN
Шайбы ГОСТ и DIN
Винты ГОСТ и DIN
» Винты диаметром резьбы м3
» Винты диаметром резьбы м4
» Винты диаметром резьбы м5
» Винты диаметром резьбы м6
» Винты диаметром резьбы м8
» Винты диаметром резьбы м10
» Винты диаметром резьбы м12
» Винты диаметром резьбы м14
» Винты диаметром резьбы м16
» Винты диаметром резьбы м18
» Винты диаметром резьбы м20
» Винты диаметром резьбы м24
» Винты диаметром резьбы м27
» Винты диаметром резьбы м30
» Винты диаметром резьбы м36
» Винты диаметром резьбы м42
Фундаментные анкерные болты ГОСТ 24379.1 – 2012
» Тип исполнения 1.1 Фундаментные болты изогнутые ГОСТ 24379.1-2012
»» Фундаментные болты изогнутые тип 1.1 из стали 3
»» Фундаментные болты изогнутые тип 1.1 из стали 20
»» Фундаментные болты изогнутые тип 1.1 из стали 35
»» Фундаментные болты изогнутые тип 1.1 из стали 40х
»» Фундаментные болты изогнутые тип 1.1 из стали 45
»» Фундаментные болты изогнутые тип 1.1 из стали 09г2с
»» Фундаментные болты изогнутые тип 1.1 из стали 35х
» Тип исполнения 1.2 Фундаментные болты изогнутые ГОСТ 24379.1-2012
»» Фундаментные болты изогнутые тип 1.2 из стали 3
»» Фундаментные болты изогнутые тип 1.2 из стали 20
»» Фундаментные болты изогнутые тип 1.2 из стали 35
»» Фундаментные болты изогнутые тип 1.2 из стали 40х
»» Фундаментные болты изогнутые тип 1.2 из стали 45
»» Фундаментные болты изогнутые тип 1.2 из стали 09г2с
»» Фундаментные болты изогнутые тип 1.2 из стали 35х
» Тип исполнения 2.1 Фундаментные болты с анкерной плитой ГОСТ 24379.1-2012
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 3
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 20
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 35
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 40х
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 45
»» Фундаментные болты с анкерной плитой тип 2.1 из стали 09г2с
» Тип исполнения 2.2 Фундаментные болты с анкерной плитой ГОСТ 24379.1-2012
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 3
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 20
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 35
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 40х
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 45
»» Фундаментные болты с анкерной плитой тип 2.2 из стали 09г2с
» Тип исполнения 3.1 Фундаментные болты составные ГОСТ 24379.1-2012
» Тип исполнения 3.2 Фундаментные болты составные ГОСТ 24379.1-2012
» Тип исполнения 5.1 Фундаментные болты прямые ГОСТ 24379.1-2012
»» Фундаментные болты прямые тип 5.1 из стали 3
»» Фундаментные болты прямые тип 5.1 из стали 20
»» Фундаментные болты прямые тип 5.1 из стали 35
»» Фундаментные болты прямые тип 5.1 из стали 40х
»» Фундаментные болты прямые тип 5.1 из стали 45
»» Фундаментные болты прямые тип 5.1 из стали 09г2с
» Тип исполнения 6.1 Фундаментные болты с коническим концом ГОСТ 24379.1-2012
»» Фундаментные болты с коническим концом тип 6.1 из стали 3
»» Фундаментные болты с коническим концом тип 6.1 из стали 20
»» Фундаментные болты с коническим концом тип 6.1 из стали 35
»» Фундаментные болты с коническим концом тип 6.1 из стали 40х
»» Фундаментные болты с коническим концом тип 6.1 из стали 45
»» Фундаментные болты с коническим концом тип 6.1 из стали 09г2с
» Тип исполнения 6.2 Фундаментные болты с коническим концом ГОСТ 24379.1-2012
»» Фундаментные болты с коническим концом тип 6.2 из стали 3
»» Фундаментные болты с коническим концом тип 6.2 из стали 20
»» Фундаментные болты с коническим концом тип 6.2 из стали 35
»» Фундаментные болты с коническим концом тип 6.2 из стали 40х
»» Фундаментные болты с коническим концом тип 6.2 из стали 45
»» Фундаментные болты с коническим концом тип 6.2 из стали 09г2с
» Тип исполнения 6.3 Фундаментные болты с коническим концом ГОСТ 24379.1-2012
»» Фундаментные болты с коническим концом тип 6.3 из стали 3
»» Фундаментные болты с коническим концом тип 6.3 из стали 20
»» Фундаментные болты с коническим концом тип 6.3 из стали 35
»» Фундаментные болты с коническим концом тип 6.3 из стали 40х
»» Фундаментные болты с коническим концом тип 6.3 из стали 45
»» Фундаментные болты с коническим концом тип 6.3 из стали 09г2с
Закладные изделия для фундаментов серии 1.400 – 15
» Закладные детали МН 100 – МН 110
» Закладные детали МН 111 – МН 120
» Закладные детали МН 121 – МН 130
» Закладные детали МН 131 – МН 140
» Закладные детали МН 141 – МН 150
» Закладные детали МН 151 – МН 160
» Закладные детали МН 161 – МН 164
» Закладные детали МН 201 – МН 209
» Закладные детали МН 210 – МН 217
» Закладные детали МН 218 – МН 222
» Закладные детали МН 223 – МН 228
» Закладные детали МН 301 – МН 305
» Закладные детали МН 306 – МН 311
» Закладные детали МН 312 – МН 313
» Закладные детали МН 314 – МН 317
» Закладные детали МН 318 – МН 321
» Закладные детали МН 322 – МН 323
» Закладные детали МН 324 – МН 325
» Закладные детали МН 401 – МН 404
» Закладные детали МН 405 – МН 410
» Закладные детали МН 411 – МН 413
» Закладные детали МН 414 – МН 416
» Закладные детали МН 417 – МН 418
» Закладные детали МН 501 – МН 506
» Закладные детали МН 507 – МН 516
» Закладные детали МН 517 – МН 522
» Закладные детали МН 523 – МН 527
» Закладные детали МН 528 – МН 534
» Закладные детали МН 535 – МН 538
» Закладные детали МН 539 – МН 540
» Закладные детали МН 541 – МН 548
» Закладные детали МН 549 – МН 551
» Закладные детали МН 552 – МН 557
» Закладные детали МН 558 – МН 561
» Закладные детали МН 562 – МН 563
» Закладные детали МН 564 – МН 565
» Закладные детали МН 566 – МН 569
» Закладные детали МН 570 – МН 571
» Закладные детали МН 601 – МН 615
» Закладные детали МН 616 – МН 617
» Закладные детали МН 701 – МН 775
» Закладные детали МН 776 – МН 795
» Закладные детали МН 801
» Закладные детали МН 802 – МН 834
» Закладные детали ПЛ 1 – ПЛ 81
Рым Болт
Рым Гайка
Высокопрочный крепеж ГОСТ Р 52643-2006
» Болты высокопрочные ГОСТ Р 52644-2006 (ГОСТ 22353-77)
»» м16.10.9 болты высокопрочные ГОСТ Р 52644-2006
»» м20.10.9 болты высокопрочные ГОСТ Р 52644-2006
»» м22.10.9 болты высокопрочные ГОСТ Р 52644-2006
»» м24.10.9 болты высокопрочные ГОСТ Р 52644-2006
»» м27.10.9 болты высокопрочные ГОСТ Р 52644-2006
»» м30.10.9 болты высокопрочные ГОСТ Р 52644-2006
» Гайки высокопрочные ГОСТ Р 52645-2006
»» Гайки высокопрочные м16.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м20.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м22.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м24.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м27.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м30.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м36.10 ГОСТ Р 52645-2006
»» Гайки высокопрочные м42.10 ГОСТ Р 52645-2006
» Шайбы высокопрочные ГОСТ Р 52646-2006
»» Шайбы высокопрочные D16 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D18 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D20 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D22 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D24 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D27 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D30 ГОСТ Р 52646-2006
»» Шайбы высокопрочные D36 ГОСТ Р 52646-2006
Шплинты разводные
Анкерные плиты м16–м90 ГОСТ 24379.1-2012
Болты БСР
Анкерная техника
» Анкер забивной оцинкованный
» Анкер клиновой оцинкованный
» Анкер шпилька оцинкованная
» Анкер-клин оцинкованный
» Анкер болт оцинкованный
» Анкер болт с гайкой оцинкованный
» Анкер болт с кольцом оцинкованный
» Анкер болт с крюком оцинкованный
» Дюбель гвоздь оцинкованный
Электроды ГОСТ 9466–75 и ГОСТ 9467–75
Производитель:
ВсеАльянс Компаний Болт и Гайка, ОООБелЗАН (Белебеевский Завод Автонормалей)БиГ, ОООБолт и Гайка, ОООГерманияДМЗ (Дружковский Метизный Завод) УкраинаДружковский метизный завод. Братская Украина.КитайЛЭЗ (Лосиноостровский Электродный Завод)ПК МаксМетиз, ОООММЗ (Магнитогорский Металлургический Комбинат)ОСПАЗ (Орловский Сталепрокатный Завод) Орловская областьРМЗ (Речицкий Метизный Завод) БелоруссияРоссияРусКрепеж, ОООЧЗМ (Чайковский Завод Метизов) Пермский крайПроизводственная Компания Болт и Гайка
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице: 5203550658095
Найти
Бесплатный стол
Бесплатный столБЕСПЛАТНЫЙ СТОЛ!
IMPERIAL VS МЕТРИЧЕСКАЯ ГАЙКА ШАГ РЕЗЬБЫ
| Корпус Размер Метрическая | Метрическая система Расстояние между нитками | десятичный Расстояние между нитками | Резьбы на дюйм метрические винты | десятичный Размер корпуса Метрическая система | Ближайшие Размер корпуса в британском эквиваленте | десятичный Размер корпуса Британский | Ближайшие Имперский эквивалент | Резьбы на дюйм Имперские винты | |
| М2.5 | – | 0,45 | 0,01772 | 56,4 | 0,0984 | # 3 | 0,0990 | 3-56 | 56 |
| M3 | – | 0,50 | 50,8 | 0,1181 | # 4 | 0,1113 | 4-48 | 48 | |
| M3.5 | – | 0.60 | 42,3 | 0,1378 | # 6 | 0.1380 | 6-40 | 40 | |
| M4 | – | 0,70 | 36,3 | 0,1575 | # 8 | 0,1640 | 8-36 | 36 | |
| M5 | – | 0.80 | 31,8 | 0,1969 | # 10 | 0,1900 | 10-32 | 32 | |
| M6 | – | 1,00 | 25,4 | 0.2362 | 1/4 | 0,2500 | 1 / 4-28 | 28 | |
| M8 | – | 1,25 | 20,3 | 0,3150 | 5/16 | 0,3125 | 5 / 16-18 | 18 | |
| M10 | – | 1.50 | 3/8 | 0,3750 | 3 / 8-16 | 16 |
Рекомендуемые метрические и британские системы мер Размеры сверл для отверстий с зазором
| Метрическая система Размер винта | Рекомендуется Размер отверстия для зазора | Рекомендуется Размер сверла | ||
| Метрическая система Размер сверла | десятичный Эквивалент | Императорский Размер сверла | десятичный Эквивалент | |
| М3 | 3.2 мм | 0,1260 | 1/8 | 0,1285 |
| М4 | 4,3 мм | 0,1693 | 11/64 | 0,1710 |
| M5 | 5,3 мм | 0,2087 | 13/64 | 0,2030 |
| M6 | 6,4 мм | 0,2520 | 1/4 | 0.2500 |
| M8 | 8,4 мм | 0,3307 | 3/8 | 0,3750 |
| M10 | 10,5 мм | 0,4134 | 7/16 | 0,4370 |
Назад на домашнюю страницу нажимных гаек Аарона
Авторские права 1999 – 2000 – 2001 Aaron’s Push Nuts.com
M2-0.25 винтов – Микрорегуляторы Kozak
| Пункт # | Диаметр резьбы | Шаг резьбы | Длина винта | Диаметр шарикового наконечника | Шестигранный привод | Список цен | Действия |
|---|---|---|---|
| ts2-25-08 | M2 | 0.25 мм | 0.315 в 8 мм | 1 мм | 0,9 мм |
Распродажа Распроданный |
| ц2-25-10 | M2 | 0.25 мм | 0.394 в 10 мм | 1 мм | 0,9 мм |
Распродажа Распроданный |
| ц2-25-12 | M2 | 0.25 мм | 0.472 в 12 мм | 1 мм | 0,9 мм |
Распродажа Распроданный |
| ts2-25-15 | M2 | 0.25 мм | 0.590 в 15 мм | 1 мм | 0,9 мм |
Распродажа Распроданный |
| ц2-25-20 | M2 | 0.25 мм | 0.787 в 20 мм | 1 мм | 0,9 мм |
Распродажа Распроданный |
Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Ознакомьтесь с метрическими размерами болтов
Другие записи блога
Гайки и болты – важные крепежные элементы, критически важные для безопасной сборки машин, оборудования, мебели и многого другого.В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
BS3643 Части 1 и 2
BS3643 определяет пределы и допуски для калибра резьбы ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, в которой представлены принципы и основные данные для спецификации метрической резьбы ISO.
и BS3643, часть 2, содержат табулированные диаметры и допуски для крупной и мелкой резьбы на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размером «M», например: M3, M8, M12. Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Вот пример спецификации метрического болта: M8-1.0 х 20
Эта спецификация болта распределяется следующим образом:
- Буква «M» означает, что этот болт имеет метрическую резьбу.
- Число «8» обозначает номинальный диаметр стержня болта в миллиметрах.
- Число 1,0 – это шаг резьбы болта, то есть расстояние между резьбами в миллиметрах.
- И последняя цифра, 20, – длина в миллиметрах.
Но очень часто можно встретить метрические болты, указанные так: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Если размер шага не указан в метрической спецификации болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация метрических болтов включает определение шага резьбы, но если это опущено, то предполагается крупный шаг. Метрические крепежные детали доступны либо с крупным, либо с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают варианты с очень мелким шагом резьбы.Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они более близко расположены), чем сопоставимые болты в британской системе мер.
| Метрическая грубая | Метрическая мелкая | Метрическая сверхтонкая |
|---|---|---|
| М1,4-0,3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| М3-0.5 | ||
| M3,5-0,6 | ||
| M4-0,7 | ||
| М5-0,8 | ||
| M6-1.0 | ||
| М7-1.0 | ||
| M8-1,25 | М8-1.0 | |
| M10-1,5 | М10-1,25 | M10-1.0 |
| M12-1.75 | М12-1,5 | М12-1,25 |
| M14-2.0 | М14-1,5 | |
| М16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| M20-2,5 | М20-1,5 | |
| M22-2,5 | ||
| М24-3.0 | М24-2.0 | |
| M30-3,5 | ||
| M36-4.0 |
Метрическая длина болта
Длина метрического болта измеряется и определяется точно так же, как дюймовые болты и крепежные детали в дюймовой системе. Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с полукруглой головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
| Стандартный № | Описание |
|---|---|
| DIN 84 | Машинный винт с цилиндрической головкой и шлицем |
| DIN 85 | Машинный винт с цилиндрической головкой и шлицем |
| DIN 94 | Пружинный шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разъемная стопорная шайба |
| DIN 137B | Шайба с пружинной волной |
| DIN 315 | Гайка барашковая |
| DIN 439B | Шестигранная гайка крепежного винта, готовая шестигранная стопорная гайка |
| DIN 911 | Шестигранный ключ с длинным плечом |
| DIN 912 | Винт с головкой под торцевой ключ |
| DIN 916 | Установочный винт с внутренним шестигранником |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Шпилька с двойным концом |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Винт с плоской головкой и шлицем |
| DIN 964 | Винт с овальной головкой и шлицем |
| DIN 965 | Винт с плоской головкой и крестообразным шлицем |
| DIN 966 | Винт с овальной головкой и крестообразным шлицем |
| DIN 975 | Стержень с резьбой |
| DIN 980В | Стальная шестигранная стопорная гайка с преобладанием крутящего момента |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка муфты штока |
| DIN 6797A | Внешняя стопорная шайба |
| DIN 6797J | Внутренняя стопорная шайба |
| DIN 6912 | Винт с головкой под шестигранник с головкой под торцевой ключ |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Гайка шестигранная с фланцем |
| ISO 7379 | Винт с буртиком под торцевой ключ |
| ISO 7380 | Винт с шестигранной головкой и полукруглой головкой |
| DIN 7985 | Винт с цилиндрической головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой и плоской головкой |
Размеры отверстий для метрических болтов
Определенный диаметр метрических болтов на самом деле немного больше, чем фактический диаметр стержня болта.Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычтя шаг резьбы из метрического диаметра болта. Например, болт M8 со стандартным шагом крупной резьбы 1.Для нарезания резьбы 25 мм потребуется отверстие диаметром 6,75 мм. Но если бы у болта M8 была резьба с мелким шагом 1 мм, тогда диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также малых шагов резьбы и соответствующих им размеров резьбовых отверстий.
| Размер | Зазор мм | Шаг резьбы (стандартный) | Сверло для нарезания резьбы (стандартный шаг) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| M5 | 5.5 | 0,8 | 4,2 мм | ||
| M6 | 6,5 | 1,0 | 5,0 мм | 0,75 | 5,25 мм |
| M8 | 9 | 1,25 | 6,75 мм | 1,0 | 7 мм |
| M10 | 11 | 1,5 | 8,5 мм | 1,0 или 1,25 | 9,0 или 8,75 мм |
| M12 | 14 | 1.75 | 10,25 мм | 1,5 | 10,5 мм |
| M16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| M20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| M30 | 32 | 3.5 | 26,5 мм | 2,0 | 28 мм |
Размер стандартного гаечного ключа и шестигранного ключа
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный ключ правильного размера или шестигранный ключ, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных ключей и шестигранных ключей, которые подходят для наиболее часто используемых метрических гаек и болтов.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| M5 | 8 мм | 4 мм |
| M6 | 10 мм | 5 мм |
| M8 | 13 мм | 6 мм |
| M10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| M16 | 24 мм | 14 мм |
| M20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| M30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно необходимых вам крепежных изделий, помните, что мы здесь, чтобы помочь.Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Это сообщение было добавлено 19.06.2020 Пятница
Преобразование болтов в метрическую систему| Крепежные изделия Elgin
Данные о преобразовании метрических болтов для промышленных болтов / стержней , крепежных деталей и для малых диаметров от Elgin Fastener Group включает преобразование метрических болтов в стандартные. В приведенной ниже таблице показаны метрические преобразования болтов и номера DIN для крепежных деталей.
Переделка крепежа | Приблизительная эквивалентность | Общие номера DIN
Диаграмма диаметров / десятичных / метрических единиц для креплений малого диаметра
| Калибр или диаметр | Десятичный (дюйм) | мм | |
| № 0000 | 0,021 | .53 | |
| № 000 | 0,034 | 0,86 | |
| No.00 | 0,047 | 1,19 | |
| № 0 | 0,060 | 1,524 | |
| № 1 | 0,073 | 1.854 | |
| № 2 | 0,086 | 2,184 | |
| № 3 | 0,099 | 2,515 | |
| № 4 | 0,112 | 2,845 | |
| № 5 | 0,125 | 3,175 | |
| No.6 | 0,138 | 3,505 | |
| № 8 | 0,164 | 4,166 | |
| № 10 | 0,190 | 4,826 | |
| № 12 | 0,216 | 5,484 |
Таблица преобразования крепежа
| дюймов эквивалент | метрическая размер – шаг ISO и IFI Rec. | |
| UNC | UNF | |
| 1-64 | 1- 72 | M2x 0.4 |
| 3- 48 | 3–56 | M2,5×0,45 |
| 4-40 | 4-48 | M3x 0,5 |
| 6-32 | 6-40 | M3,5×0,6 |
| 8-32 | 8–36 | M4x0,7 |
| 10-24 | 10-32 | M5x .8 |
| 1 / 4-20 | 1 / 4–28 | M6x 1 |
| 5 / 16-18 | 5 / 16-24 | M8x 1.25 |
| 3 / 8-16 | 3 / 8-24 | M10x 1,5 |
| 7 / 16-14 | 7 / 16-20 | M12x 1,75 |
| 1/2–13 | 1 / 2-20 | M14x 2 |
| 5 / 8-11 | 5 / 8-18 | M18x 2 |
| 3 / 4-10 | 3 / 4-16 | M20x 2,5 |
| 1-8 | 1-12 | M24x 3 |
| 1-1 / 4-7 | 1-1 / 8-12 | M30x 3.5 |
| 1-1 / 2-6 | 1-1 / 4-12 | M36x 4 |
Примерная таблица эквивалентности Метрическая система / Примерно эквивалентные материалы для США для США
| Метрическая Класс гайки | SAE J429 Обычно используется | Сорта | ASTM Марки |
| 4,6 | 4 или 5 | 1 | A307, марка A |
| 4.8 | 4 или 5 | 2 | . |
| 5,8 | 5 | 2 | . |
| 8,8 | 8 | 5 | A325, A449 |
| 9,8 | 9 | 5+ | A193, B7 и B16 |
| 10,9 | 10 или 12 | 8 | A490, A354, класс 8D |
| 12,9 | 10 или 12 | . | A540; B21 – B24 |
Общие Номера DIN для метрических креплений
| DIN | Шестигранник Винты с головкой | ||
| 931 | Крупный шаг резьбы с частичной резьбой (указать марку) | ||
| 933 | Крупный шаг резьбы, полная резьба (указать марку) | ||
| 930 | Мелкий шаг резьбы, частичная (указать марку) | ||
| 961 | Мелкий шаг резьбы, полная резьба (указать марку) | ||
| DIN | Гайки | ||
| 934 | Гайки шестигранные (указать шаг и класс) | ||
| 985 | Контргайки с нейлоновой вставкой (указать шаг и класс) | ||
| 980В | Цельнометаллические контргайки (указать шаг и класс) | ||
| DIN | Шайба | ||
| 125 | Плоские машины | ||
| 127 | Шайбы стопорные | ||
| DIN | Розетка Продукты | ||
| 912 | Винты с головкой под торцевой ключ (обычно GR 12.9 и крупная резьба) | ||
| 7991 | Винты с головкой под торцевой ключ (обычно GR 12.9 и крупная резьба) | ||
| 916 | Установочные винты с головкой под торцевой ключ (обычно GR 12.9 и крупная резьба) | ||
| DIN | Станок Винты | ||
| 7985 | Головка с цилиндрической головкой Привод Phillips оцинкованный | ||
| 965 | Привод Phillips с плоской головкой оцинкованный | ||
| DIN | Резьбовая Стержень | ||
| 975 | Стержень со всей резьбой (обычно длиной 1 метр, укажите марку и шаг) | ||
Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) – Центр инженерного проектирования Дайсона
Общие сведения и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Метрическая резьба M4, M5, M6, M8, M10 и M12 обычно используются.
- M4, например, означает «стандартный» размер резьбы M4: для болта внешняя часть резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы легко рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).
- Существуют альтернативные резьбы метрической резьбы, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметр трубной резьбы относится к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британская ассоциация).
- Найдите правильный размер отверстия для просверливания резьбы, которую вы хотите нарезать
- стандартное метрическое сверло для резьбонарезания:
- M4 (x0.Шаг 70мм) – сверло саморез 3,3мм
- M5 (шаг x0,80 мм) – сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) – сверло для резьбы 5,0 мм
- M8 (шаг x1,25 мм) – сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) – сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) – сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)
Шаг за шагом (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните рукоятку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.
- Используйте кернер для центрирования точки сверления.
- Просверлите отверстие меньше размера, необходимого для крана
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте метчик до тех пор, пока не будет сделан первый надрез в материале.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что метчик не забивается обрезками материала, и будет получена более качественная резьба. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
- Продолжайте поворачивать до полного прохождения материала и большей части резьбы. После того, как прорезан полный разрез материала, не должно возникать сопротивления при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал, используя этот метчик, повторите процесс, используя метчик с 2 канавками, а затем, наконец, снова используя метчик без канавок .
- Проверьте резьбу с помощью болта подходящего размера.
Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Установите матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вошел в паз, убедившись, что все винты ослаблены, чтобы матрица располагалась заподлицо.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, убедитесь, что все винты вошли в углубления матрицы.
- Нанесите немного смазки Rocol на конец стержня, на который нужно нарезать резьбу,
- Поместите стержень в тисках и затяните, используйте установочный угольник, чтобы убедиться, что стержень находится под прямым углом в тисках.
- Поместите кубик на стержень и поверните его, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что матрица не забивается обрезками материала и образуется лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню
- Проверьте резьбу с помощью гайки подходящего размера.
Скачать версию для печати (PDF) – Руководство по нарезанию резьбы
Добавление данных резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с закрытого сайта www.alanstepney.info:
Ссылка на внешний сайт с подробной информацией о резьбах NPT.
RLR20, 23 марта 2016 г.
Допуск резьбы
Ранее было сказано, что существенный принцип состоит в том, что фактический профиль резьбы как гайки, так и болта никогда не должен пересекать или выходить за рамки теоретического профиля. Практически, чтобы сделать резьбу, должны применяться допуски, чтобы гарантировать, что это всегда применяется существенный принцип.Допуск винтовой резьбы осложняется сложной геометрической природой винта форма резьбы. К основному профилю необходимо нанести зазоры. резьбы, чтобы можно было ввинтить резьбу болта в ореховая резьба. Для того, чтобы резьба была изготовлена практически, необходимо быть допусками, применяемыми к основным элементам резьбы.Обычно резьба гайки имеет допуск, применяемый к основной профиль так, что теоретически возможна резьба гайки профиль должен быть равен теоретическому профилю.Болтовая резьба обычно имеют промежуток между основным и фактическим профилями резьбы. Этот зазор называется припуском с дюймовой резьбой и принципиальное отклонение с метрической резьбой. Терпимость впоследствии наносится на резьбу. Поскольку для резьбы с покрытием допуски применимы к резьбе до покрытие (если не указано иное), зазор заполняется толщина покрытия.После покрытия фактический профиль резьбы не должен выходить за рамки основного профиля резьбы.
Полное обозначение метрической резьбы включает информацию не только по диаметру и шагу резьбы, но и по обозначению для класса допуска резьбы. Например, поток, обозначенный поскольку M12 x 1 – 5g6g означает, что резьба имеет номинальный диаметром 12 мм и шагом 1 мм.5g указывает на класс допуска для делительного диаметра и 6g – допуск класс по большому диаметру.
Посадка между резьбовыми частями обозначается резьбой гайки обозначение допуска, за которым следует допуск резьбы болта обозначение через косую черту. Например: M12 x 1 – 6H / 5g6g указывает класс допуска 6H для гайки (внутренней) резьбы и класс допуска 5g для делительного диаметра с 6g класс точности по большому диаметру.
Класс допуска состоит из двух частей: класс допуска и позиция допуска.
Установлен ряд классов допуска для диаметры шага и гребня (диаметр гребня – второстепенный диаметр в случае резьбы гайки и наибольший диаметр в случае болтовой резьбы. Представлены классы допуска цифрами, чем меньше число, тем меньше допуск.Оценка 6 используется для качества средней точности и нормального качества. длина зацепления резьбы. Оценки ниже 6 предназначены для точного допуска и / или короткой длины резьбы помолвка. Классы выше 6 предназначены для грубых допусков. качество и / или большая длина зацепления резьбы.
Имеется:
5 классов допуска (классы 4-8) для несовершеннолетних.
диаметр резьбы гайки.
3 класса точности (классы 4,6 и 8) по большому диаметру
резьбы болта.
5 классов точности (классы 4-8) на делительный диаметр
допуск на резьбу гайки.
7 классов допуска (классы с 3 по 9) на делительный диаметр
допуск резьбы болта.
Положения допуска обозначаются буквами, заглавными буквами
для резьбы гаек и строчных букв для резьбы болтов.В
позиция допуска – это расстояние допуска от
базовый размер профиля резьбы.
Для резьбы гайки есть два положения допуска, H с нулевое основное отклонение (расстояние от позиции допуска от базового размера) и G с положительным фундаментальным отклонением.
Для резьбы болтов имеется четыре положения допуска, h имеет нулевое фундаментальное отклонение и отрицательное фундаментальное отклонение e, f и g отклонения.(Положительное фундаментальное отклонение указывает на то, что размер элемента резьбы будет больше основного размер. Отрицательное фундаментальное отклонение указывает на то, что размер элемента резьбы будет меньше основного размер.
Одна практическая проблема, с которой часто сталкиваются, – это то, какая резьба допуск для резьбового отверстия. Стандартный допуск классы 6g для резьбы болта и 6H для резьбы гайки обычно включаются в чертеж по умолчанию.Проблема иногда случается, что при зацеплении длинной резьбы (что часто используются для резьбовых отверстий в мягких материалах) может быть натяг между резьбой гайки и винта резьбы по мере того, как винт ввинчивается в резьбовое отверстие. Там может быть небольшое несоответствие шага резьбы между внутренняя резьба и внешняя резьба, требующие гаечного ключа повернуть застежку до низа резьбы i.е. Это не может свободно вращаться. Применяются стандартные классы допуска строго только при относительно небольшой продолжительности взаимодействия используется (например, с гайкой, которая обычно составляет 0,8d, где d – размер резьбы). Допуск диаметра деления должен быть способны компенсировать ошибки по тангажу и углу фланга, которые могут иногда только путем изменения положения допуска скажем, от H до G для внутренней резьбы (поскольку стандарт винты – 6g – желательно использовать).Неспособность изменить положение допуска может привести к заеданию резьбы и повреждению особенно если для затяжки используются высокоскоростные инструменты. процесс.
Пример такой проблемы с захватом проиллюстрирован ниже:
Расчет размеров резьбонарезного сверла.
Общая информация
Как правило, для метрической резьбы нарезное сверло можно рассчитать путем вычитания шага из диаметра резьбы.например, для резьбы M5x0,75 нарезное сверло составляет 5-0,75 мм = 4,25 мм.
Для дюймовой резьбы размер резьбового сверла рассчитывается таким же образом, диаметр минус шаг. например, для 3 / 4,10 UNC шаг = 0,1, диаметр = 0,75, нарезное сверло = 0,65 = 16,5 мм.
Крупная и мелкая метрическая резьба
Чтобы рассчитать размер резьбонарезного сверла для метрической резьбы, вычтите шаг из основного диаметра. Выберите следующий больший стандартный размер сверла.
РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
M1x0.25 | 0,75 | M9x0,75 | 8,3 | M18x2 | 16 |
M1.2×0.25 | 0,95 | M9x1 | 8 | M18x2.5 | 15,5 |
M1,4×0,3 | 1,1 | M9x1,25 | 7,8 | M20x1 | 19 |
M1,6×0,35 | 1,25 | M10x0.5 | 9,5 | M20x1,5 | 18,5 |
M1,8×0,35 | 1,45 | M10x0,75 | 9,3 | M20x2 | 18 |
M2x0.4 | 1,6 | M10x1 | 9 | M20x2,5 | 17,5 |
M2.2×0.45 | 1,75 | M10x1,25 | 8,8 | M22x1 | 21 |
м2.5×0,45 | 2,05 | M10x1,5 | 8,5 | M22x1,5 | 20,5 |
M2,6×0,45 | 2,15 | M11x1 | 10 | M22x2 | 20 |
M3x0.35 | 2,65 | M11x1,25 | 9,8 | M22x2,5 | 19,5 |
M3x0,5 | 2,5 | M11x1,5 | 9,5 | M24x1 | 23 |
М3.5×0,35 | 3,15 | M12x0,5 | 11,5 | M24x1,5 | 22,5 |
M3,5×0,6 | 2,9 | M12x0,75 | 11,3 | M24x2 | 22 |
M4x0.5 | 3,5 | M12x1 | 11 | M24x3 | 21 |
M4x0,7 | 3,3 | M12x1,25 | 10,3 | M25x1.5 | 23,5 |
M4,5×0,5 | 4 | M12x1,5 | 10,5 | M25x2 | 23 |
M4,5×0,75 | 3,75 | M12x1.75 | 10,3 | M27x3 | 24 |
M5x0,5 | 4,5 | M13x1 | 12 | M30x3,5 | 26,5 |
M5x0.75 | 4,25 | M14x1 | 13 | M33x3,5 | 29,5 |
M5x0,8 | 4,2 | M14x1,25 | 12,8 | M36x4 | 32 |
M6x0.5 | 5,5 | M14x1,5 | 12,5 | M39x4 | 35 |
M6x0,75 | 5,25 | M14x2 | 12 | M42x4.5 | 37,5 |
M6x1 | 5 | M15x1 | 14 | M45x4,5 | 40,5 |
M7x0,5 | 6,5 | M15x1.5 | 13,5 | M48x5 | 43 |
M7x0,75 | 6,25 | M16x1 | 15 | M52x5 | 47 |
M7x1 | 6 | M16x1.25 | 14,8 | M56x5,5 | 50,5 |
M8x0,5 | 7,5 | M16x1,5 | 14,5 | M60x5,5 | 54,5 |
M8x0.75 | 7,25 | M16x2 | 14 | M64x6 | 58 |
M8x1 | 7 | M18x1 | 17 | M68x6 | 62 |
M8x1.25 | 6,8 | M18x1,5 | 16,5 | M72x6 | 66 |
Резьба UNC и UNF
UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|
1.64 | 1,55 | 0,8 | 1,25 |
2,56 | 1,8 | 1,72 | 1,55 |
3,48 | 2,1 | 2.64 | 1,85 |
4,4 | 2,3 | 3,56 | 2,1 |
5,4 | 2,6 | 4,48 | 2,4 |
6.32 | 2,8 | 5,44 | 2,7 |
8,32 | 3,4 | 6,4 | 2,9 |
10,24 | 3,9 | 8.36 | 3,5 |
12,24 | 4,5 | 10,32 | 4,1 |
1 / 4,20 | 5,1 | 12,28 | 4,6 |
5/16.18 | 6,6 | 1 / 4,28 | 5,5 |
3 / 8.16 | 8 | 5 / 16,24 | 6,9 |
7 / 16,14 | 9,4 | 3/8.24 | 8,5 |
1 / 2,13 | 10,8 | 7 / 16.20 | 9,9 |
9 / 16.12 | 12,2 | 1 / 2.20 | 11,5 |
5/8.11 | 13,6 | 9 / 16,18 | 12,9 |
3 / 4,10 | 16,5 | 5 / 8.18 | 14,5 |
7 / 8,9 | 19,5 | 3/4.16 | 17,5 |
1 дюйм 8 | 22,2 | 7 / 8.14 | 20,5 |
1,1 / 8,7 | 25 | 1 дюйм 12 | 23,2 |
1.1 / 4,7 | 28,2 | 1,1 / 8,12 | 26,5 |
1,3 / 8,6 | 30,8 | 1,1 / 4,12 | 29,5 |
1,1 / 2,6 | 34 | 1.3 / 8,12 | 32,8 |
1,3 / 4,5 | 39,5 | 1,1 / 2,12 | 36 |
2 дюйма 4,1 / 2 | 45,3 |
Резьба BSW и BSF
BSW | СВЕРЛО (ММ) | BSF | СВЕРЛО (ММ) |
|---|---|---|---|
1/8.40 | 2,54 | 3 / 16,32 | 3,97 |
3 / 16,24 | 3,7 | 1 / 4,26 | 5,37 |
1 / 4,20 | 5,08 | 5/16.22 | 6,8 |
5 / 16,18 | 6,5 | 3 / 8,20 | 8,3 |
3 / 8.16 | 7,9 | 7 / 16,18 | 9,7 |
16.07.14 | 9,3 | 1 / 2,16 | 11,1 |
1 / 2,12 | 10,6 | 9 / 16,16 | 12,7 |
9 / 16.12 | 12,2 | 5/8.14 | 14,1 |
5 / 8,11 | 13,6 | / 16,14 | 15,6 |
3 / 4,10 | 16,5 | 3 / 4,12 | 16,9 |
13/16.10 | 18,1 | 13 / 16,12 | 18,5 |
7 / 8,9 | 19,4 | 7 / 8,11 | 19,9 |
15 / 16,9 | 21 | 1 “10 | 22.9 |
1 дюйм 8 | 22,2 | 1,1 / 8,9 | 25,8 |
1,1 / 8,7 | 24,9 | 1,1 / 4,9 | 28,9 |
1,1 / 4.7 | 28,1 | 1,3 / 8,8 | 31,8 |
1,3 / 8,6 | 30,7 | 1,1 / 2,8 | 34,9 |
1,1 / 2,6 | 33,9 | 1.5 / 8,8 | 38,1 |
1,5 / 8,5 | 36,2 | 1,3 / 4,7 | 40,8 |
1,3 / 4,5 | 39,4 | 1,7 / 8,7 | 44 |
1.7 / 8.4.1 / 2 | 42 | 2 дюйма 7 | 47,2 |
2 дюйма 4,1 / 2 | 45,2 |
Трубная резьба BSP и BSPT
BSP | СВЕРЛО (ММ) | BSPT | СВЕРЛО (ММ) |
|---|---|---|---|
1/16.28 | 6,8 | 1 / 16,28 | 6,2 |
1 / 8,28 | 8,8 | 1 / 8,28 | 8,2 |
1 / 4,19 | 11.8 | 1 / 4,19 | 10,9 |
3 / 8.19 | 15,3 | 3 / 8.19 | 14,5 |
1 / 2,14 | 19,1 | 1 / 2,14 | 18 |
5/8.14 | 21,1 | 3 / 4,14 | 23 |
3 / 4,14 | 24,6 | 1 дюйм 11 | 29 |
7 / 8.14 | 28,4 | 1.1/4 дюйма 11 | 38 |
1 дюйм 11 | 30,9 | 1,1 / 2 ”11 | 44 |
1,1 / 8,11 | 35,6 | 2 дюйма 11 | 55 |
1.1 / 4,11 | 39,6 | 2,1 / 2 ”11 | 71 |
1,3 / 8,11 | 42 | 3 дюйма 11 | 83 |
1,1 / 2,11 | 45,5 | ||
1.3 / 4,11 | 51,4 | ||
2 дюйма 11 | 57,3 | ||
2,1 / 4 дюйма 11 | 63,4 | ||
2.1/2 ”11 | 72,9 | ||
2.3 / 4 ”11 | 79,2 | ||
3 дюйма 11 | 85,6 |
Сверла для метчиков без канавки
МЕТРИЧЕСКИЙ | СВЕРЛО (ММ) | UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
1.6×0,35 | 1,45 | 1,64 | 1,67 | 0,8 | 1,38 |
2×0,4 | 1,8 | 2,56 | 1,98 | 1.72 | 1,69 |
2,5×0,45 | 2,3 | 3,48 | 2,27 | 2,64 | 2 |
3×0,5 | 2,8 | 4.4 | 2,56 | 3,56 | 2,31 |
3,5×0,6 | 3,2 | 5,4 | 2,89 | 4,48 | 2,6 |
4×0.7 | 3,7 | 6,32 | 3,14 | 5,44 | 2,91 |
4,5×0,75 | 4,2 | 8,32 | 3,8 | 6.4 | 3,22 |
5×0,8 | 4,6 | 10,24 | 4,34 | 8,36 | 3,84 |
6×1 | 5,6 | 12.24 | 5,01 | 10,32 | 4,47 |
8×1,25 | 7,4 | 1 / 4,20 | 5,77 | 1 / 4,28 | 5,94 |
10×1.5 | 9,3 | 5 / 16,18 | 7,3 | 5 / 16,24 | 7,5 |
12×1,75 | 11,2 | 3 / 8.16 | 8,8 | 3/8.24 | 9 |
14×2 | 13,1 | 7 / 16,14 | 10,3 | 7 / 16.20 | 10,5 |
16×2 | 15,1 | 1/2.13 | 11,8 | 1 / 2.20 | 12,1 |
Резьба BA
РЕЗЬБА | СВЕРЛО (ММ) |
|---|---|
0 | 5 |
1 | 4.4 |
2 | 3,9 |
3 | 3,4 |
4 | 2,95 |
5 | 2,6 |
6 | 2.25 |
7 | 2 |
8 | 1,75 |
9 | 1,5 |
10 | 1,35 |