Магнитное дутье при сварке: Как избежать магнитного дутья | АСОИК
alexxlab | 29.06.1989 | 0 | Разное
Магнитное дутье при сварке
Главная » Статьи » Магнитное дутье при сварке
2.7.2. Магнитное поле сварочного контура. Магнитное дутье
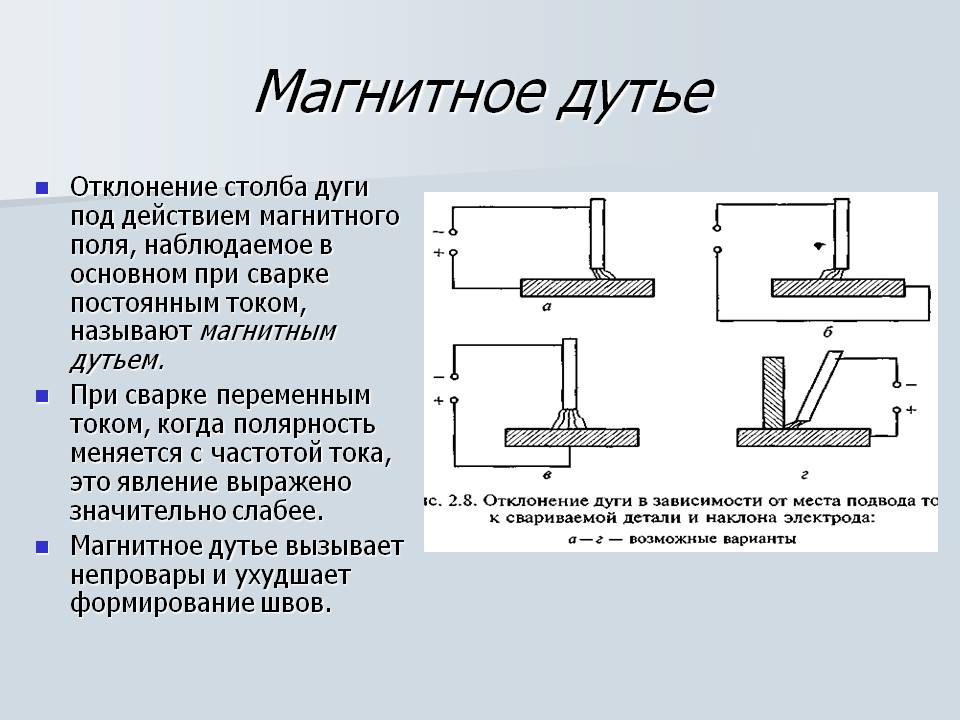
Электрическая цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону. Это явление называется магнитным дутьем. Разность плотностей магнитных силовых линий, сконцентрированных внутри и вне сварочного контура, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 2.36).
Меняя место подвода тока, а также изменяя угол наклона электрода к поверхности изделия, можно управлять отклонением дуги (рис. 2.37).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в сварочном контуре лучше всего воспользоваться понятием магнитного давления, которое согласно формуле (2. 95) тем больше, чем больше напряженность Н. Движение «эластичного» проводника (дуги) будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий H.
95) тем больше, чем больше напряженность Н. Движение «эластичного» проводника (дуги) будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий H.
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости (например, относительная магнитная проницаемость μ для железа примернов 104 раз выше, чем для воздуха) магнитные силовые линии контура «стремятся» сконцентрироваться. Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 2.38), причем часто в сторону сварного шва или от кромки в сторону основной массы изделия. При рассмотрении магнитного дутья следует учитывать, что металл в сварочной ванне и вблизи нее нагрет выше точки Кюри и практически теряет магнитные свойства.
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180° по фазе по отношению к сварочному току. Результирующий магнитный поток сварочного контура оказывается значительно меньшим, чем при сварке дугой постоянного тока.
При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180° по фазе по отношению к сварочному току. Результирующий магнитный поток сварочного контура оказывается значительно меньшим, чем при сварке дугой постоянного тока.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб вследствие значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, «сдувающее» дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно устранить отрицательное влияние магнитного дутья.
2.7.3. Внешнее магнитное поле и дуга
Внешнее магнитное поле по отношению к оси столба дуги может быть продольным либо поперечным. Все промежуточные случаи могут быть сведены к этим двум.
Продольное внешнее магнитное поле. Направление продольного внешнего магнитного поля совпадает с направлением электрического поля, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще скоростью хаотического теплового движения и скоростью амбиполярной диффузии.
Однако электроны и ионы обладают еще скоростью хаотического теплового движения и скоростью амбиполярной диффузии.
Магнитное поле с магнитной индукцией В¯ искривляет траекторию заряженной частицы и заставляет ее двигаться с угловой скоростью так называемой циклотронной, или ларморовской, частотой, равной, например для электрона:
(2.96)
по спирали с ларморовским радиусом г (см. (2.89), (2.90)).
Для электрона ω = 1,7 • 1011 с-1 при В = 1 Тл. Он вращается по часовой стрелке, если смотреть по направлению поля, и его скорость образует с вектором В¯ правовинтовую систему. Положительный ион массой mi вращается в обратном направлении с частотой, выражаемой формулой (2.96), в которой нужно mе заменить на mi.
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но длина свободного пробега Λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег Λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату магнитной индукции поля В2 , но для обычных сварочных режимов оно невелико.
Отношение Δр/р пропорционально квадрату магнитной индукции поля В2 , но для обычных сварочных режимов оно невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное внешнее магнитное поле оказывает на скорости диффузии ионов и электронов, которые направлены по радиусу от центра дуги к периферии, туда, где меньше их температура и концентрация (рис. 2.39, а). В связи с тем, что скорости диффузии электронов и ионов в квазинейтральном столбе дуги равны (ve ≈ vi), а масса электрона mе значительно меньше массы иона mi, импульсы, передаваемые нейтральным частицам от ионов, будут в тысячи раз больше, чем от электронов. Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению ионов в магнитном поле. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля В.
Угловая скорость вращения столба дуги будет максимальной в тех его участках, где наибольшие скорости диффузии. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, и заряженные частицы начинают двигаться по спирали.
Продольное магнитное поле получают с помощью соленоида (рис. 2.39, б) и используют для придания дуге большей жесткости и устойчивости. Воздействие продольного внешнего магнитного поля несколько повышает температуру в центре столба дуги в связи с тем, что появляется магнитное давление, которое, как указано в разд. 2.7.1, уравновешивается термическим давлениемрТ = пкТ.
Поперечное внешнее магнитное поле. При воздействии поперечного внешнего магнитного поля целесообразно рассматривать дугу как проводник с током. При наложении поперечного внешнего магнитного поля на собственное магнитное поле дуги в сварочном контуре может произойти отклонение дуги в ту или другую сторону (рис. 2.40). В той части сварочного контура, где силовые линии B¯соб и B¯поп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля. Воздействуя поперечным внешним магнитным полем на дугу и сварочную ванну расплавленного металла при сварке под флюсом, можно, например, изменить формирование сварного шва (рис. 2.41).
2.41).
На металл сварочной ванны действуют объемные силы F, пропорциональные согласно уравнению (2.88) векторному произведению плотности тока j и индукции магнитного поля В. Под действием этих сил металл стремится «подтечь» под дугу (рис. 2.41, б), чему также способствует отклонение дуги, и глубина проплавления уменьшается. Изменив направление внешнего магнитного поле на противоположное, можно увеличить глубину проплавления.
Если использовать переменное поперечное внешнее магнитное поле, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой изменения напряженности внешнего поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке труб в трубную доску.
studfiles.net
Магнитное дутье. Отклонение дуги под действием магнитного поля
Прогиб дуги или полное ее исчезновение из точки сварки из-за магнитного поля называется магнитным дутьем. Это приводит к сложностям техники сварки и обычно возникает, если свариваемый металл имеет остаточное магнитное поле.
Ток проходящий по сварочных кабелях, дуге и основному металлу создает магнетизм. Воздействие магнитных сил на сварочную дугу происходит не симметрично и поэтому отклоняют ее в сторону меньшей напряженности. Такое отклонение и создает проблемы во время сварки или вовсе обрывает дугу.
Чаще всего появление дутья связано с расположением рядом возле дуги больших ферромагнитных участков или деталей, которые притягивают дугу. Эффект наиболее выражен при сварке сталей на постоянном токе. При сварке переменным током полярность меняется примерно 100 раз в секунду, поэтому магнитное дутье проявляется очень редко.
При сварке соединений большой толщины с разделкой кромок, наибольшее воздействие магнитного поля получает первый, корневой шов.
Это приводит к появлению непроваров сварочного шва, неравномерному расплавлению свариваемых кромок, отклонению шва от требуемых форм и т. д.
Методы борьбы с магнитным дутьем и отклонением дуги
Существует несколько приемов уменьшения отклонения дуги:
- присоединение обратного кабеля рядом возле места ведения сварки;
- наклонить электрод таким образом, чтобы его нижний конец был направлен в сторону действия магнитного дутья;
- для создания симметрических магнитных полей, временно разместить дополнительные ферромагнитные материалы с противоположной стороны;
- выполнять сварку дугой короткой длины, которая менее склонна к отклонению;
- по возможности изменить постоянный ток на переменный, менее склонный к отклонению дуги;
- использовать инверторные источники питания дуги или стабилизаторы дуги.

osvarke.net
Способ устранения магнитного дутья при сварке
О П И С А Н И Е 2 97243
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советскиз
Социалистическиз
Респтблин
Зависимое от авт. свидетельства №
Заявлено l05.Ч.1968 (№ 1239452/25-27) с присоединением заявки №
Приоритет
Опубликовано 01.Х.1971. Бюллетень № 29
Дата опубликования описания 6,ХП.1971
МПК В 23k 9/08
В 23k 9/10
Комитет по делам изобретений и открытий при Совете Министров
СССР
УДК 621,791.75 (088.8) Авторы изобретения
В. М. Балашов, В. Г. Мороз, Ю. И. Пестов, Л. М. Гилев и А. Д. Кузнецов
Заявитель
1
СПОСОБ УСТРАНЕНИЯ МАГНИТНОГО ДУТЬЯ
ПРИ СВАРКЕ
Известен способ устранения магнитного дутья с помощью компенсирующего магнитного поля. Однако из-за неравномерности размагничивания детали получается низкое качество сварки.
Предлагаемый способ позволяет повысить качество сварки путем применения циркуляпионного магнитного поля, для чего через деталь пропускают электрический ток.
Описываемый способ иллюстрируется фиг. 1 — 11.
На фиг. 1 изображена часть подготовленного под сварку сварного шва с одним из возможных случаев распределения напряженности магнитного поля вдоль его кромок; на фиг. 2 и 3 представлены последовательные этапы одного из возможных случаев размагничивания подготовленного под сварку сварного шва, изображенного на фиг. 1; на фиг. 4 показано распределение напряженности магнитного поля вдоль кромок участка б — 9, подготовленного под сварку сварного шва после размагничивания его кромок до значений, не превышающих критическую напряженность
h,р, на фиг. 5 изображено сечение по А — А на фиг. 1 с распределением полярностей по кромкам подготовленного под сварку шва и действующие магнитные поля по предлагаемому способу; на фиг. 6 и 7 — распределение напряженности магнитного поля кромок по толщине подготовленного под сварку шва, изображенного на фиг. 5 до размагничивания; на фиг. 8 и 9 — распределение напряженности циркуляционного магнитного поля по толщине кромок подготовленного под сварку шва, изображенного на фиг. 5, создаваемого при прохождении электрического тока по кромке шва; на фиг. 10 и 11 — распределение напряженности магнитного поля по толщине кро10 мок подготовленного под сварку шва, изображенного на фиг. 5, после размагничивания.
5, создаваемого при прохождении электрического тока по кромке шва; на фиг. 10 и 11 — распределение напряженности магнитного поля по толщине кро10 мок подготовленного под сварку шва, изображенного на фиг. 5, после размагничивания.
Предлагаемый способ устранения магнитного дутья при сварке осуществляют следую15 щим образом.
По одной из кромок 1 или 2 подготовленного под сварку сварного шва, на которых величина напряженности магнитного поля 8 по абсолютному значению превышает критическую напряженность В,р, при которой возникает магнитное дутье, от источника тока 4 пропускают электрический ток, направление которого и величину принимают такими, чтобы создаваемое им циркуляционное магнитное поле б имело полярность, обратную полярности магнитного поля 8 на кромках 1, 2, а величина его напряженности В была бы достаточна для размагничивания кромок 1 и 2 до определенной величины. Размагничивание
30 кромок 1 и 2 осуществляют последовательно
3 по отдельным участкам б — 7, 7 — 8, 8 — 9, начиная с участков, имеющих большую по абсолютной величине напряженность магнитного поля, при этом длину этих участков принимают такой, чтобы абсолютная величина разности напряженностей В магнитного поля 8 кромок 1 и 2 по концам хотя бы одного из участков б — 7, 7 — 8, 8 — 9 размагничиваемого шва б — 9 не превышала величины двойной критической напряженпости 2В„р магнитного поля.
297243
Предмет изобретения
Способ устранения магнитного дутья при сварке, при котором магнитное дутье устраняется с помощью компенсирующего магнитного поля, отличающийся тем, что, с целью повышения качества сварки путем равномерного размагничивания детали по толщине, используют циркуляционное магнитное поле, 10 для чего через деталь пропускают электрический ток.
Фиг, 8
297243
Фиг.4
Поде
Фиг.Ю
Фиг.5
Фиг.7 юг.8 Фиг.У
Составитель Г. Тер-Арутюнов
Редактор Т. Ларина Техред 3. Н. Тараиенко Корректоры: О. С. Зайцева и Е. Г. Михеева
Заказ 3417/5 Изд. № 1433 Тираж 473 Подписное
ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Ж-35, Раушская наб., д, 4/5
Типография, пр. Сапунова, 2
www.findpatent.ru
4.2 Магнитное дутье
Вокруг дуги и в свариваемом металле возникает магнитное поле, как вокруг любого проводника с током. Если эти поля несимметрично расположены, то они отклоняют дугу по закону Ленца, что затрудняет сварку. Это отклоняющее действие магнитных полей на дугу называется магнитным дутьем. На магнитное дутье влияют род тока (при постоянном токе дутье больше), его величина (больший ток вызывает большее дутье), место подключения обратного проводаи расположение ферромагнитной массывблизи места сварки (см. рис.23).
Если эти поля несимметрично расположены, то они отклоняют дугу по закону Ленца, что затрудняет сварку. Это отклоняющее действие магнитных полей на дугу называется магнитным дутьем. На магнитное дутье влияют род тока (при постоянном токе дутье больше), его величина (больший ток вызывает большее дутье), место подключения обратного проводаи расположение ферромагнитной массывблизи места сварки (см. рис.23).
Рис. 22.
а)отклонение дуги влево в)отклонение дуги вправо при подключении
обратного провода слева на большом расстоянии от дуги
б)нормальное положение дуги г)отклонение дуги в сторону ферромагнитной массы
Чтобы магнитное дутье было меньше, следует вести сварку короткой дугой, подводить ток под место сварки, изменять угол наклона электрода так, чтобы нижний конец электрода был обращен в сторону отдувания дуги, переходить на переменный ток, если это возможно.
4.3 Плавление и перенос металла в дуге
Основное тепло выделяется в катодной и анодной областях. Тепловая мощность дуги за единицу времени определяется формулой:Q = I·Uдуги Дж/сек (5)
Тепловая мощность дуги за единицу времени определяется формулой:Q = I·Uдуги Дж/сек (5)
Тепловой режим сварки характеризуетсяпогонной энергией сварки, которая выражается отношением:
W=Дж/см (6),
где, I – сварочный ток, А
Uдуги– напряжение дуги, В
– коэффициент полезного действия
V- скорость сварки, см / сек.
Это количество тепла, вводимого в металл на единицу длины шва.
Примерные тепловые балансы сварочных дуг приведены в таблице № 2.
Производительность плавления металла
Это количество металла, расплавленного за определенное время сварки
Мр = Кр · I·t(г), (7)
где Кр – коэффициент расплавления, г / А × час
I – ток, А
t – время горения дуги, час
Из (7) имеем: Кр = ,
Кр зависит от материала электродного покрытия, стержня, рода тока. Часть металла теряется, поэтому было введено понятие коэффициента наплавки Кн, который меньше Кр на величину потерь.
Потери выражаются коэффициентом потерь
= · 100% (8)
при ручной сварке электродом составляет 10-12%, в защитных газах 3-6%, под флюсом 1-3%.
Таблица №2
Показатель | Затраты тепла в % от полной тепловой мощности | |
Сварка покрытым электродом | Сварка под флюсом | |
1. Эффективная тепловая мощность дуги, в том числе а) перенос с каплями металла, б) поглощение основным металлом 2. Потери в окружающую среду 3. Потери на разбрызгивание 4. Потери на плавление флюса | 75 25 50 20 5 – | 81 27 54 – 1 18 |
Итого | 100 | 100 |
5 Металлургические процессы при сварке
Сварка – металлургический процесс, протекающий с большой скоростью и в малом объеме металла с быстрым отводом тепла от сварочной ванны, с воздействием окружающего воздуха и шлаков на жидкую ванну металла. При высокой температуре дуги (2100 –2300ºС) металл, окружающие газы и флюсы изменяются и реагируют друг с другом. Одним из вредных газов для сварки является кислород, который окисляет элементы, входящие в состав металла шва, образуя окислы
Одним из вредных газов для сварки является кислород, который окисляет элементы, входящие в состав металла шва, образуя окислы
Fе + О2→ Fе О → Fе2 О3→ Fе3 О4 (9)
Присутствие кислорода в металле шва в виде твердого раствора или включений окислов сказывается на ухудшении механических свойствпонижаютсяв,т,%,н%, снижаются антикоррозионные свойства.
Таким образом, от кислорода сварочную ванну надо защищать, создавая защитную среду из газов или шлаков, а также раскисляя окисленные элементы металл шва.
Те элементы, у которых сродство к кислороду больше, будут окисляться интенсивнее.
На этом и основан принцип удаления кислорода или раскисления сварочной ванны.
Можно все элементы по степени уменьшения сродства к кислороду поставить в рядС, Аl,Ti,Si,Mn,Cr,Mo,Fe,Ni,Cu
Раскислениеосуществляется путем введения в сварочную ванну раскислителей: элементов, обладающих большим сродством к кислороду, чем железо, например, ферросплавов: ферросилиция и ферротитана.
2FeO + Si = 2Fe + SiO2 (10)
2FeO + Ti = 2Fe + TiO2
SiO2 , TiO2 – не растворимы в жидком металле и всплывают в шлак.
studfiles.net
методы борьбы и уменьшения, причины
Сущность и главные причины возникновения
Крепкий электроток, текущий по электродуге, выполняя свой магнитное поле. Оно взаимодействует с постоянным полем массивной металлоконструкции. Благодаря этому взаимные действия появляется сила, направленная до центра поля. Если групповой кабель подключен недалеко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Впрочем чем дальше подключена масса, тем более вырисовывается поперечная составная часть этой силы. Под ее воздействием электрическая дуга отклоняется в сторону подсоединения. Степень отклонения пропорциональна расстоянию от места подсоединения, намагниченности металлоконструкции и квадрату рабочего тока.
Если групповой кабель подключен недалеко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Впрочем чем дальше подключена масса, тем более вырисовывается поперечная составная часть этой силы. Под ее воздействием электрическая дуга отклоняется в сторону подсоединения. Степень отклонения пропорциональна расстоянию от места подсоединения, намагниченности металлоконструкции и квадрату рабочего тока.
Эффект вырисовывается очень сильно при высоких значениях тока для сварка и при сварке постоянным напряжением. Во время работы электрическим током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Более того, появляющаяся электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье вырисовывается несущественно.
Причины отклонения дуги
Особенную затрудненность выполняет эффект во время работы с угловыми и стыковыми швами. Для определения степени намагниченности конструкции используют — указатель магнитного дутья
Для определения степени намагниченности конструкции используют — указатель магнитного дутья
методы борьбы и уменьшения, причины
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.
Магнитное дутье
Сущность и основные причины появления
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.
Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
- Положение подключения массового провода.
 При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения. - Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.
Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.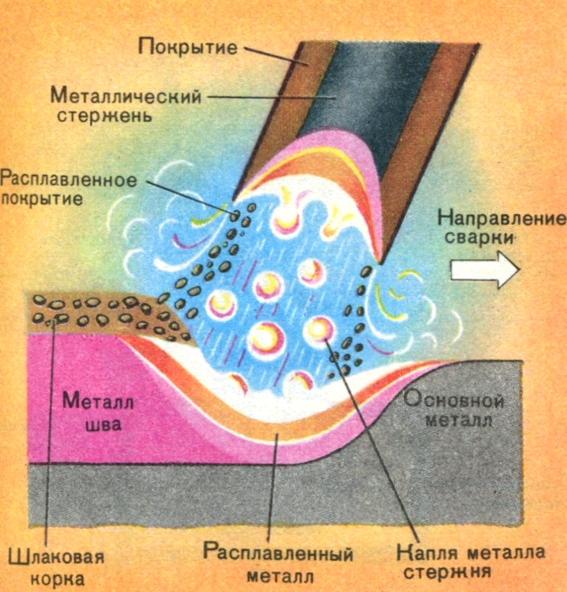
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
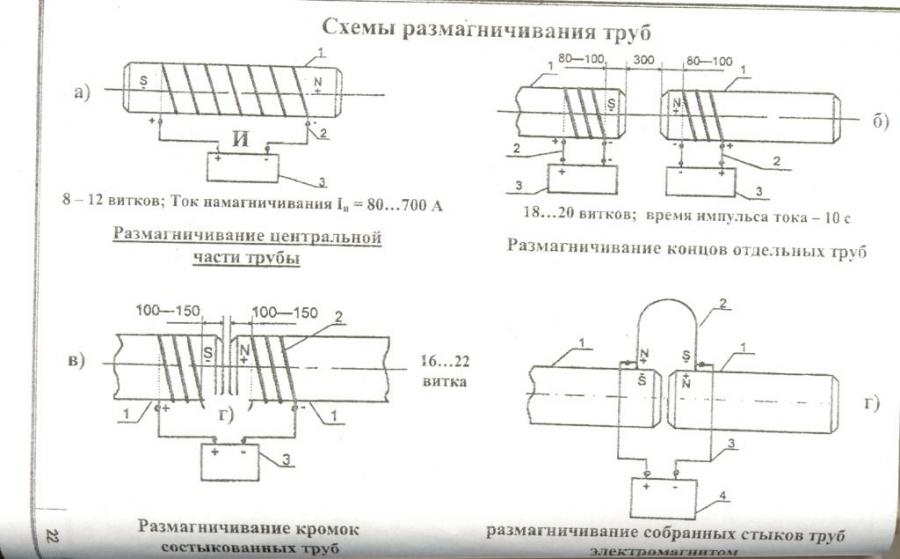
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв.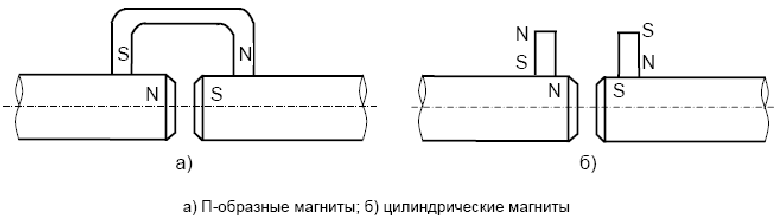 мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Результат размагничивания проверяют индикатором намагниченности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Что такое сварочная дуга и почему так называется
По определению сварочная дуга это электрический разряд, который может стабильно гореть благодаря действию электрического поля. Сварочная дуга возникает только вы ионизированный смеси газов и паров металла. Она используется как инструмент обработки металла, являясь концентрированным источником тепловой энергии. Температура на дуге может достигать 20000 градусов Цельсия, что используется не только для сварки, но и для резки металла большой толщины.
Само название дуга появилась в 1802 году при экспериментах, описанных В. В. Петровым. Эксперимент выполнялся со столбчатыми разрядами, которые изгибались в “Дугу” под действием тёплого воздуха ими же разогретого.
Классификация сварочной дуги – основные виды
Существует несколько различных классификаций сварочной дуги:
- В зависимости от подключения к сварочному аппарату.
- По используемым в процессе электродам.
- В зависимости от тока.
- По степени сжатие.

- В зависимости от защиты.
- В зависимости от длины.
От подключения к сварочному аппарату
Тут уже идёт внутренний классификация: прямого действия; косвенного и комбинированная.
- Прямого действия – дуга горит между деталью и одним электродом;
- Косвенного – разряд горит между несколькими электродами, на изделия ток не подаётся (как пример атомно-водородная наплавка и сварка)
- Комбинированный способ включает в себя симбиоз методов прямого и косвенного. Дуга горит как между электродами, так и между изделиями (выполняется на трёхфазном токе)
По используемым в процессе электродам
При сварке могут использоваться следующий виды электродов, от которых будет отличаться дуга и её свойства:
- плавящиеся электроды – штучные электроды с обмазкой и металлическим стержнем внутри, порошковая проволока и проволока сплошного сечения;
- неплавящиеся электроды угольные или графитовые;
- неплавящиеся электроды из вольфрама и различными тугоплавкими добавками лантана, иттрия, тория и прочих.
От тока
В зависимости от тока существует следующая классификация:
- Дуга постоянного тока;
- Переменного тока;
- Импульсная.
Свою очередь дуга постоянного тока подразделяется на:
- прямая полярность;
- обратная полярность.
По степени сжатие
Дуга может быть:
- свободногорящая – дуговой разряд горит в защитной атмосфере без мероприятий по увеличению давления и сжатия.
- Сжатая – дуговой разряд сжимается за счёт воздуха или инертного газа с использованием специальных сопел и плазмотронов или с помощью электромагнитного поля.
В зависимости от защиты
Здесь выделяют три следующих в классификации:
- открытая – защита осуществляется газовой средой образующиеся от испарения обмазки электрода;
- открытая в среде инертного газа – защита осуществляется подачей инертного Газа;
- закрытая под слоем флюса – защита осуществляется за счёт плавления флюса, под которым и происходит ее горение.
В зависимости от длины
Классификация в зависимости от расстояния между электродом и изделием:
- Короткая – длинной 1,5-2,0 мм.
- Нормальная 2,0 – 3,0 (максимум 3,5 мм).
- Длинная – более 3,5 мм.
ЛАБС-7К блок управления размагничиванием и компенсации магнитного поля трубопроводов.
ТУ — 3415 — 001 — 58895390 – 20
Известный факт, что намагниченность труб и трубопроводов создает большие трудности при строительстве и ремонте, где используется сварка на постоянном токе. Сегодня размагничивание производится в “ручную” — дедовским способом, либо морально-устаревшим оборудованием требующим высокой квалификации персонала. В связи с такими часто встречающимися факторами как: анамально-высокие уровни намагниченности, неравномерная намагниченность стыка, обратное «натекание» магнитного поля и пр., использование вышеперечисленных способов не позволяет эффективно произвести размагничивание. Всё это вновь влечет за собой “магнитное дутье” шва и в последствии уменьшение срока эксплуатации участков трубопровода и увеличение локальных ремонтов.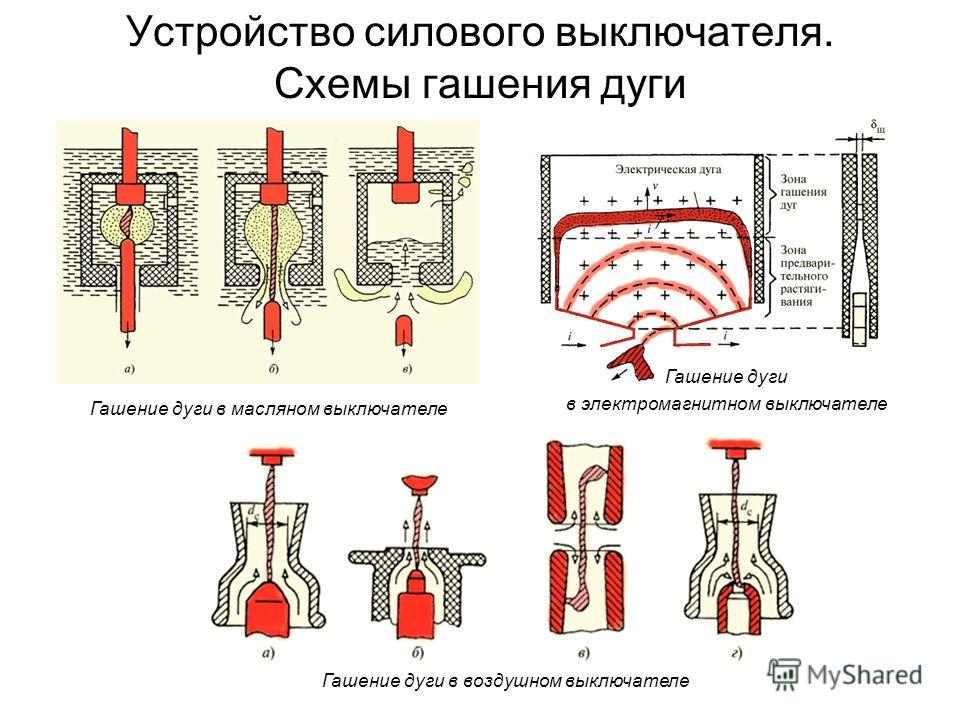
ЛАБС-7К (базовая модель) позволяет осуществлять размагничивание труб и компенсацию магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Блок ЛАБС-7К предназначен в основном для компенсации магнитного поля в зоне сварки, что является наиболее эффективным методом при монтаже намагниченных труб и элементов трубопроводов. В комплектацию к этому устройству по желанию заказчика может быть добавлен дополнительный контур для увеличения мощности, а также система локализации магнитного поля ЛАБС-7ЭМ. ЛАБС-7К идеально подходит для небольших строительно-монтажных организаций. Назначение прибора ЛАБС-7К.
Размагничивание трубы и компенсация магнитного поля в зоне стыка перед сваркой с целью исключения эффекта “магнитного дутья” и получения качественного шва. Прибор является новейшей разработкой в этой области, современная импортная элементная база и использование высоких технологий позволили нам в десятки раз уменьшить вес и габариты прибора, а также увеличить надежность и удобство эксплуатации.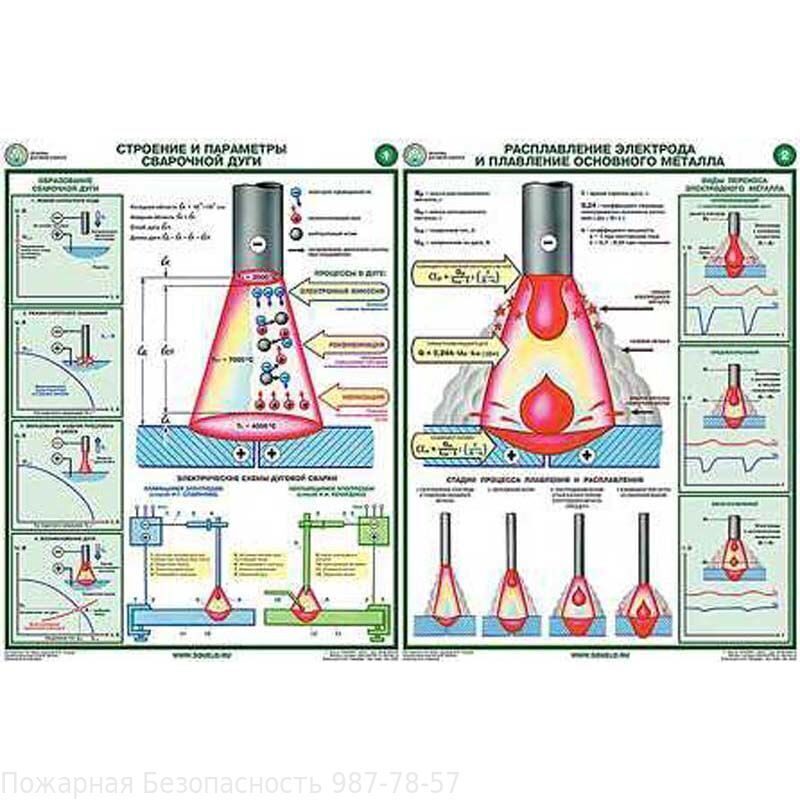 Комплект поставки блока управления размагничиванием ЛАБС-7К состоит: блок ЛАБС-7К, универсальная катушка компенсатора, магнитометр, комплект чехлов и аксессуаров а также подробные инструкции по эксплуатации.
Комплект поставки блока управления размагничиванием ЛАБС-7К состоит: блок ЛАБС-7К, универсальная катушка компенсатора, магнитометр, комплект чехлов и аксессуаров а также подробные инструкции по эксплуатации.
Основные параметры:
— Входное напряжение 220В/50Гц — Выходной ток — до 100А. — Выходное действующее напряжение не более 110В — Время процесса размагничивания в автоматическом режиме 1-10 сек. — Время работы в режиме компенсации магнитного поля — неограниченно. — Прибор рассчитан на эксплуатацию при температуре от –40С до +40С, влажности не более 98%.
Область применения
Монтажные и ремонтные работы на магистральных трубопроводах. Размагничивание труб на базах хранения (подготовка к монтажу).
Преимущества ЛАБC-7К
Удобство и простота в эксплуатации не требуется специально подготовленного, квалифицированного персонала. В связи с автоматизированным процессом размагничивания, из органов управления только: переключатель полярности и регулятор мощности. Размагничивание может производиться как в момент сварки (для данного блока — рекомендуется производителем), так и в режиме “свободных концов”. Время работы в режиме компенсации магнитного поля не ограниченно. Время монтажа (демонтажа) не более 3 минут.
Размагничивание может производиться как в момент сварки (для данного блока — рекомендуется производителем), так и в режиме “свободных концов”. Время работы в режиме компенсации магнитного поля не ограниченно. Время монтажа (демонтажа) не более 3 минут.
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности
Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику. Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки
Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту
Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки.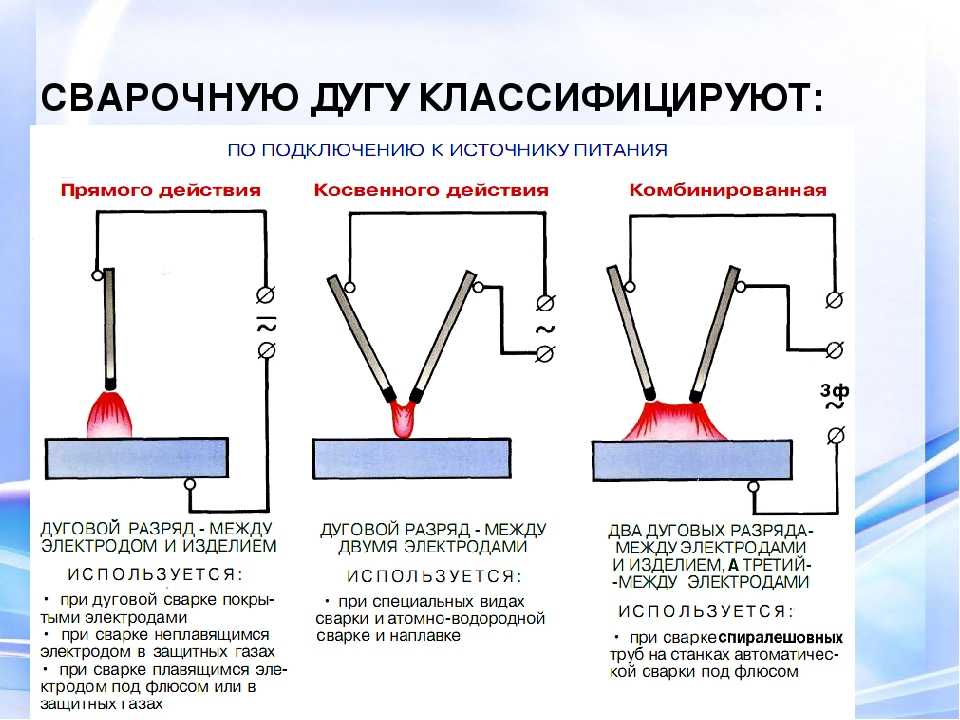 Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного — к катоду.
 Начинается процесс протекания тока в плазме.
Начинается процесс протекания тока в плазме.
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.

- Инвертора — электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.
Инвертор является источником питания дуги.
Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.
Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла.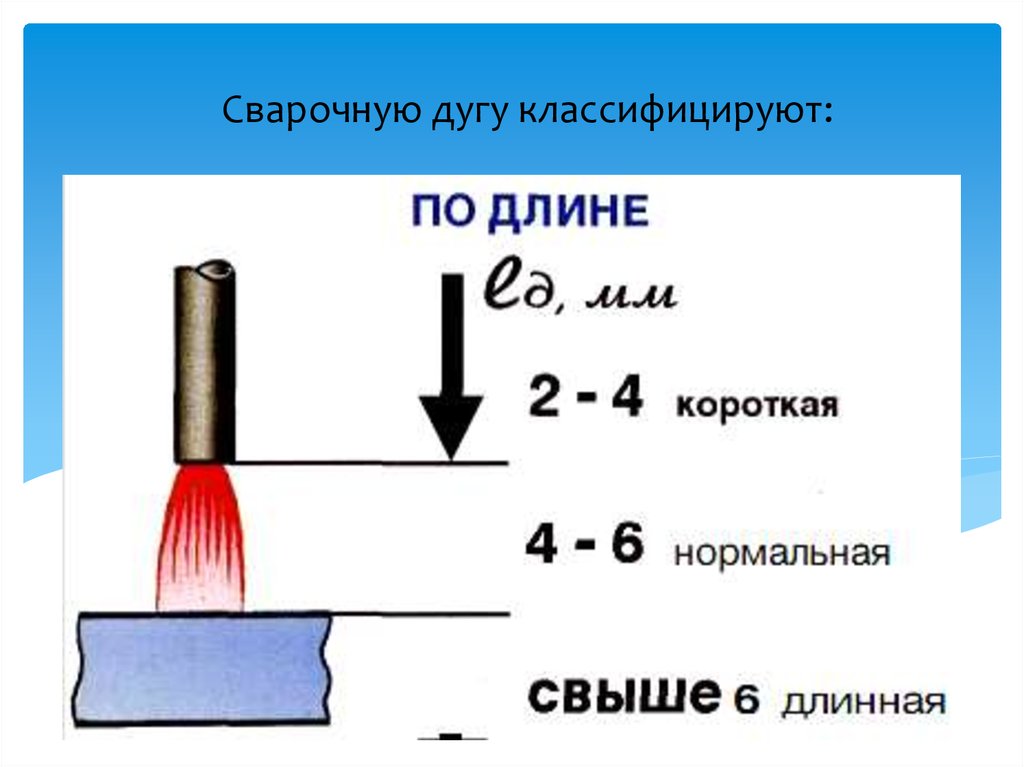 По виду напряженного состояния их называют:
По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Магнитное дутье
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока. Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
Заметное отклонение дуги и сильное ее блуждание наблюдается при токе 300 – 400 А и выше. Под воздействием магнитного дутья капли электродного металла разбрасываются в стороны, резко повышается разбрызгивание, ухудшается качество швов и снижается производительность, так как сварку швов приходится выполнять короткими участками.
| Отклонение дуги магнитными полями. |
Магнитное дутье проявляется преимущественно при сварке дугой постоянного тока.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу.
Магнитное дутье создается электромагнитом, катушка которого включается последовательно в контур дуги. Важным элементом выключателя является камера гашения, которая способствует растягиванию и охлаждению дуги. На рис. 5 – 22, а показана камера с плоской узкой щелью, в которую дуга затягивается магнитным дутьем из широкой части камеры. Отдавая теплоту стенкам камеры, дуга гаснет. Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
Третий тип камеры гашения показан на рис. 5 – 22, в. В этой конструкции узкая щель образуется за счет соответствующего расположения поперечных дугоегойких перегородок со смещенными относительно оси симметрии щелевыми вырезами.
| Эффект магнитного дутья при дуговой сварке. |
Магнитное дутье ведет к непроварам и ухудшает внешний вид шва. Уменьшить или устранить влияние магнитного дутья на качество сварного шва можно изменением места токоподвода к изделию и угла наклона электрода, временным размещением в зоне сварки дополнительного ферромагнитного материала, создающего симметричное магнитное поле, а также заменой постоянного тока переменным, если это допустимо по условиям свариваемости данного металла.
Параллельное магнитное дутье обычно используется в контакторах, рассчитанных на небольшие номинальные токи. Контактор с системой параллельного дутья реагирует на направление тока. Если направление магнитного поля сохранится неизменным, а ток изменит свое направление, то сила F будет направлена в противоположную сторону. Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Дуга будет перемещаться не в дугога-сительную камеру, а в противоположную сторону – на катушку магнитного дутья, что может привести к аварии в контакторе. Это является недостатком рассматриваемой системы. Недостатком этой системы является также необходимость повышения уровня изоляции катушки в расчете на полное напряжение сети. Понижение напряжения сети приводит к уменьшению намагничивающей силы катушки и ослаблению интенсивности магнитного дутья, что снижает надежность дугогашения.
Меньшее магнитное дутье в дуге переменного тока является существенным преимуществом последнего.
| Удельное сопротивление некоторых металлов. |
Магнитное дутье дуги переменного тока значительно слабее, чем дуги постоянного тока. В ряде случаев это является существенным достоинством использования переменного тока для сварки.
Если магнитное дутье вызывается наличием в свариваемой конструкции больших ферромагнитных масс, рекомендуется присоединить обратный провод со стороны, противоположной отклонению дуги.
Уменьшить магнитное дутье можно применением многостороннего или переносного токопровода, наклоном сварочного электрода при сварке ( этим практически широко пользуются сварщики), наложением внешних ( продольных или поперечных) магнитных полей, стабилизацией столба дуги потоком защитных газов, а также другими приемами. В каждом конкретном случае необходимо опробовать несколько приемов и выбрать лучший.
Система магнитного дутья состоит из последовательной катушки 15, размещенной на стальном сердечнике 14 с двумя стальными пластинами – полюсами 13, охватывающими дугогасительную камеру. Ток нагрузки, протекающий по катушке 15, создает магнитный поток Фк ( рис. VII.4, б) в зоне горения дуги. Дуга растягивается, интенсивно охлаждается и гаснет. Для облегчения гашения дуги могут применяться камеры с изоляционными перегородками 10, которые способствуют увеличению длины дуги и ее сопротивления.
Схема отклонения элек – сумме магнитных потоков сва-трической дуги магнитным полем рочного и вихревых токов, значительно меньше магнитного. |
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке: структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои.
 Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве; - литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Магнитное поле и сварочная дуга
МАГНИТНОЕ ПОЛЕ СВАРОЧНОГО КОНТУРА
Магнитное дутье
Сварочная цепь электрод – дуга – изделие вместе с подводящими проводниками образует сварочный контур, магнитное поле которого может отклонять дугу в ту или иную сторону.
Боковой распор магнитных линий, сконцентрированных внутри угла, образованного электродом и токопроводящей частью пластины, будет «выжимать» дугу наружу (рис. 1). Меняя место подвода тока, можно регулировать отклонение дуги. Отклонение дуги можно регулировать также изменением угла наклона электрода к поверхности изделия (рис. 2).
В установившемся положении отклоняющая сила собственного магнитного поля (пропорциональная квадрату тока) будет уравновешиваться противодействующими силами, вызванными «жесткостью» столба дуги.
Для объяснения «магнитного распора» в контуре лучше всего воспользоваться понятием магнитного давления, которое, согласно формуле (1), тем больше, чем больше напряженность Н.
рм=Н2/(8π) (1)
Движение эластичного проводника – дуги – будет происходить всегда только в сторону уменьшения плотности магнитных силовых линий Н.
Рис. 1. Влияние места подвода тока на отклонение дуги (магнитное дутье) Точками и крестиками обозначены магнитные силовые линии и их направление (точка – на нас, крестик – от нас)
Рис. 2. Влияние угла наклона электрода на отклонение дуги
Действие ферромагнитных масс
Наличие значительных ферромагнитных масс вблизи дуги может вызвать ее отклонения, относимые также к магнитному дутью. Можно считать, что в ферромагнитной массе благодаря ее высокой магнитной проницаемости «стремятся» сконцентрироваться магнитные силовые линии контура.
Рис. 3. Влияние ферромагнитных масс на отклонение дуги
Вследствие этого магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется (рис. 3). Поэтому дуга может часто отклоняться в сторону заваренного шва или от кромки в сторону основной массы изделия.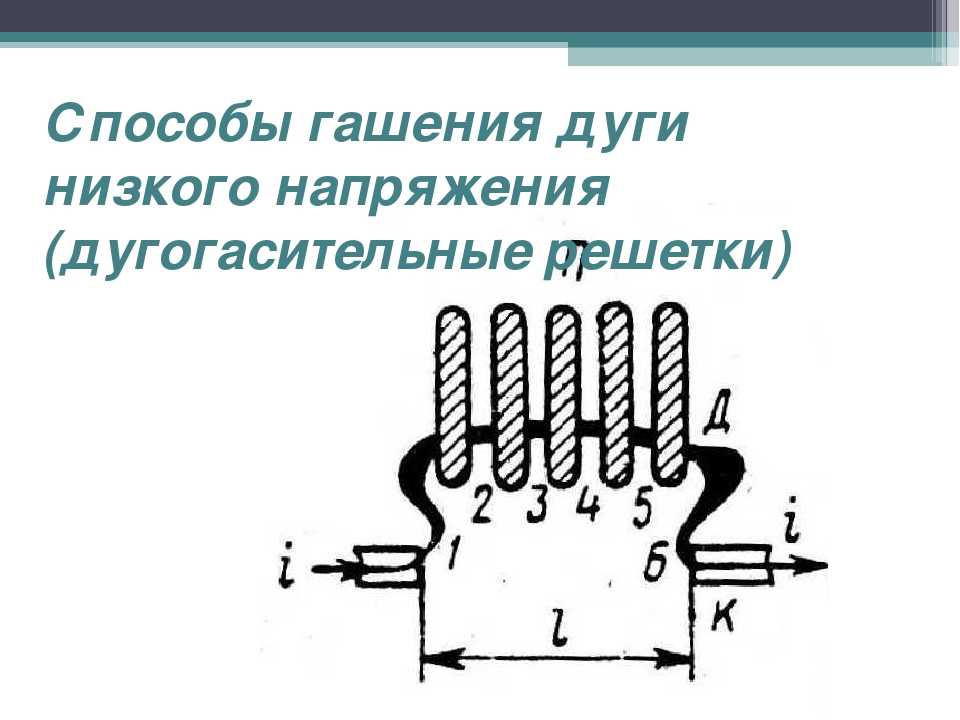
При рассмотрении магнитного дутья следует учитывать, что металл в ванне и вблизи нее нагрет выше точки Кюри и практически немагнитен.
Все сказанное выше о магнитном дутье относится в основном к дуге постоянного тока. При сварке дугой переменного тока в металле изделия создается система замкнутых вихревых токов. Вихревые токи создают собственную переменную магнитодвижущую силу, сдвинутую почти на 180º по фазе по отношению к сварочному току. Результирующий магнитный поток контура оказывается значительно меньшим, чем при постоянном токе.
При сварке под флюсом магнитное дутье обычно мало. Однако при сварке продольных швов труб из-за значительной ферромагнитной массы и замкнутого контура трубы возникает поперечное магнитное поле, сдувающее дугу вдоль трубы. Изменяя токоподвод или наклон электрода, можно ликвидировать отрицательное влияние дутья.
МАГНИТНОЕ ПОЛЕ И ДУГА
Внешнее магнитное поле по отношению к оси столба дуги может быть либо продольным, либо поперечным.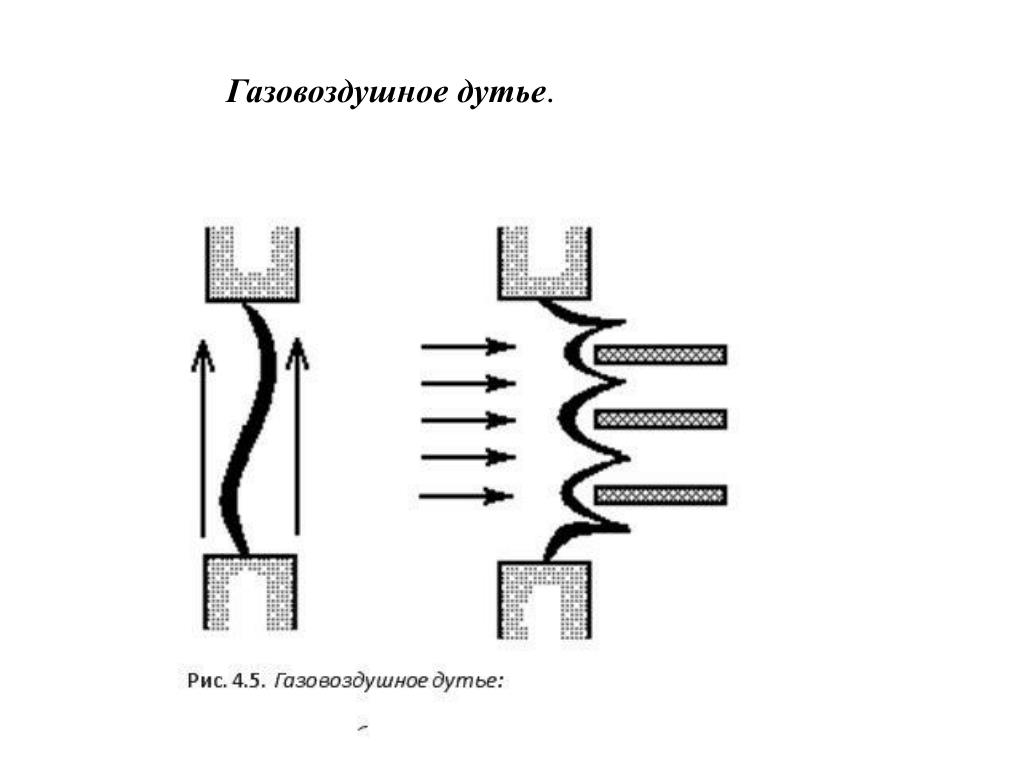 Все промежуточные случаи могут быть сведены к этим двум.
Все промежуточные случаи могут быть сведены к этим двум.
Продольное поле
При наложении продольного поля направления магнитного и электрического полей совпадают, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще тепловой скоростью хаотического движения и скоростью амбиполярной диффузии.
Магнитное поле напряженностью Н искривляет путь частицы и заставляет двигаться ее по ларморовскому радиусу r с так называемой циклотронной или ларморовской угловой частотой
ω = qН/(mc). (2)
Для электрона ω=1,7.107 с-1 при Н=1 Э. Он вращается по часовой стрелке, создавая с вектором Н магнитного поля право- винтовую систему. Положительный ион вращается в обратном направлении с частотой согласно уравнению (2) .
При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но свободный пробег λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату напряженности поля Н, но для обычных сварочных режимов невелико.
В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное магнитное поле оказывает на диффузионную составляющую скорости ионов и электронов. Скорость диффузии их направлена по радиусу от центра дуги к периферии, где температура и концентрация меньше (рис. 4) . В связи с тем что скорости диффузии в квазинейтральном столбе дуги равны υe≈υi, а масса me<<mi, импульсы, передаваемые нейтральным частицам от ионов, будут в тысячи раз больше, чем от электронов.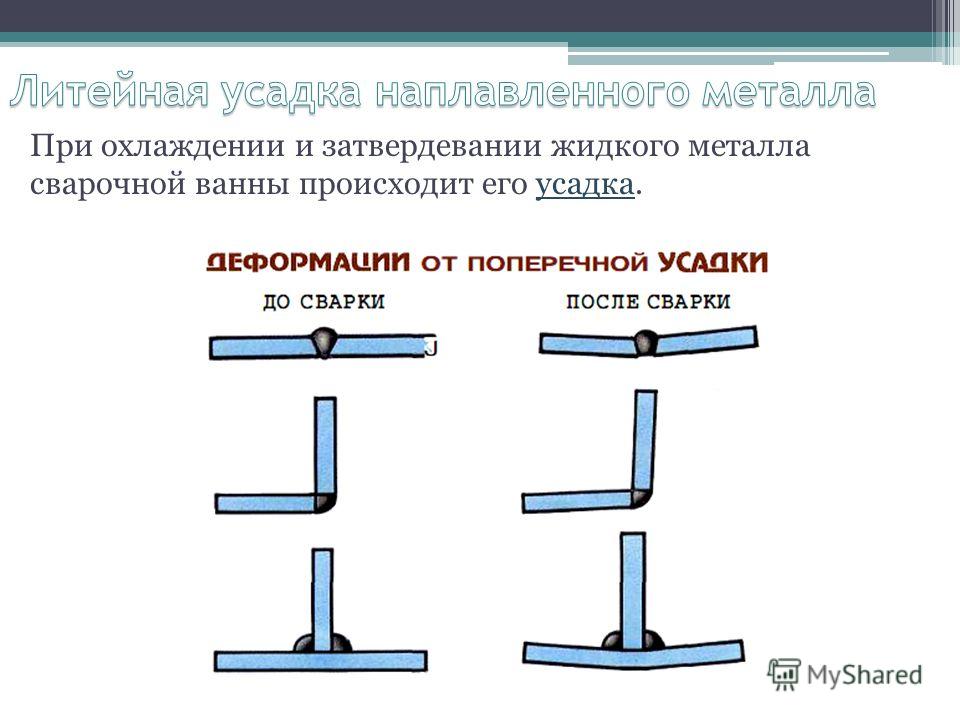 Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению в магнитном поле ионов. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля.
Поэтому плазма столба дуги придет во вращательное движение, соответствующее движению в магнитном поле ионов. Столб дуги будет вращаться против часовой стрелки, если смотреть по направлению поля.
Рис. 4. Действие продольного магнитного поля на дугу (а)
и схема направляющего соленоида (б)
Угловая скорость вращения максимальна в тех участках столба, где скорости диффузии наибольшие. Действие электрического поля, которым пренебрегаем в рассуждениях, приводит к появлению осевой составляющей вектора скорости, из-за чего заряженные частицы начинают двигаться по спирали.
Продольное поле Фпрод получают с помощью соленоида (рис. 4) и используют для придания дуге большей жесткости и устойчивости. Фпрод несколько повышает температуру в центре столба дуги в связи с магнитным давлением рм=Н2/(8π), которое, как указано выше, уравновешено давлением рт. .
.
Поперечное поле
При наложении поперечного поля целесообразно рассматривать дугу как проводник с током. Поперечное магнитное поле, накладываясь на собственное поле дуги в контуре, может вызвать ее отклонение в ту или другую сторону (рис. 5). В той части сварочного контура, где силовые линии Фсоб и Фпоп совпадают, создается избыточное магнитное давление и дуга отклоняется в сторону более слабого поля.
Рис. 5. Поперечное магнитное поле и дуга
Воздействуя поперечным магнитным полем на дуги и в расплавленного металла, при сварке под флюсом можно, например изменить формирование шва (рис. 6). На металл в действуют объемные силы F, пропорциональные, согласно уранению (3), векторному произведению плотности тока i и напряженности магнитного поля H :
(3 )
Под действием этих сил металл стремится «подтечь» под дугу (рис. 6, б), чему также способствует отклонение дуги, и проплавление уменьшается. Переключив поле, можно увеличить проплавление.
6, б), чему также способствует отклонение дуги, и проплавление уменьшается. Переключив поле, можно увеличить проплавление.
Рис. 6. Действие магнитного поля на дугу под флюсом: а – без магнитного поля, б — с поперечным магнитным полем
Если использовать управление поперечным переменным магнитным полем, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке трубных досок.
ВРАЩАЮЩАЯСЯ ДУГА
Эффект перемещения дуги в поперечном магнитном поле используется для ее вращения на конической или цилиндрической поверхности.
Вращающаяся «конусная» дуга применима для сварки кольцевых швов малого диаметра (рис. 7). По оси труб располагается неплавящийся электрод. С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод – кромка» столб ее оказывается направленным поперек поля H, что и вызывает вращение дуги. Частота вращения n пропорциональна напряженности поля и току дуги и практически достигает обычно нескольких тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100…1000 оборотам дуги. Использование вращающейся дуги весьма упрощает аппаратуру.
С помощью соленоида создается магнитное поле, параллельное оси электрода. При горении дуги «электрод – кромка» столб ее оказывается направленным поперек поля H, что и вызывает вращение дуги. Частота вращения n пропорциональна напряженности поля и току дуги и практически достигает обычно нескольких тысяч оборотов в минуту. Сварка изделия происходит за несколько секунд, что соответствует 100…1000 оборотам дуги. Использование вращающейся дуги весьма упрощает аппаратуру.
Рис. 7. Схема сварки вращающейся «конусной» дугой
Применяют также не стержневой, а фигурный неплавящийся электрод, соответствующий по форме конфигурации свариваемой кромки. Сдвиг электрода относительно кромок изделия должен обеспечить взаимодействие столба дуги с поперечным магнитным полем. Фигурным медным электродом удается сваривать детали произвольной формы, что весьма перспективно при массовом производстве таких изделий, как конденсаторы, герметизированные изделия автоматики и т. д.
д.
Способ сварки кольцевых швов труб вращающейся «бегущей» дугой заключается в том, что на концы труб надеваются две катушки, включенные встречно (рис. 8). Благодаря этому в зазоре между трубами создается радиальное магнитное поле H.
Рис. 8. Стыковая сварка труб вращающейся «бегущей» дугой
Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила. Движение бегущей дуги вначале ограничивается той скоростью, с которой может перемещаться по поверхности холодной трубы катодное пятно. По мере разогрева торцов скорость движения υсв возрастает, достигая весьма больших значений. После выключения дуги осуществляется осадка.
Воздействие магнитогидродинамических явлений на ванну расплавленного металла можно использовать не только для регулирования глубины проплавления (см. рис. 6), но и для управления положением ванны в зазоре стыка. Для этого необходимо создать в металле вертикальные объемные силы, что вполне осуществимо. Поперечное поле позволит также управлять формированием шва в разных пространственных положениях.
Для этого необходимо создать в металле вертикальные объемные силы, что вполне осуществимо. Поперечное поле позволит также управлять формированием шва в разных пространственных положениях.
При многодугoвой сварке в одну ванну и трехфазной сварке магнитогидродинамические эффекты даже при отсутствии внешнего поля могут существенно расширить технологические возможности процесса. Магнитное воздействие на ванну эффективно также при электрошлаковом и других методах сварки.
ЛИТЕРАТУРА
Теория сварочных процессов: Учеб. для вузов по спец. «Оборуд. и технология сварочн. пр-ва» В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др.; Под ред. В. В. Фролова. – М.: Высш. шк,, 1988. 559 с.: ил.
Prevent Arc Blow
Дуговой удар может вызвать ряд проблем при сварке, включая чрезмерное разбрызгивание, непровар, пористость и низкое качество. Что это такое и как это можно предотвратить? В этой статье мы рассмотрим дуновение дуги и обсудим способы устранения неполадок и устранения этого явления для создания лучшего сварного шва.
Дуговой удар возникает при дуговой сварке постоянным током, когда поток дуги не следует по кратчайшему пути между электродом и заготовкой и отклоняется вперед или назад от направления движения или, реже, в одну сторону.
Сначала рассмотрим некоторые термины, связанные с дуговым разрядом. Обратный удар возникает при сварке в направлении соединения заготовки, конца соединения или в угол. Удар вперед возникает при сварке вдали от места соединения заготовки или на начальном конце соединения. Прямая продувка может быть особенно проблематичной с электродами из порошка железа SMAW или другими электродами, которые образуют большие шлаковые покрытия, когда тяжелый шлак или воронка затягиваются вперед и под дугу.
Дуга магнитного поля
Дуга магнитного поля вызвана неуравновешенным состоянием магнитного поля, окружающего дугу. Это несбалансированное состояние возникает из-за того, что в большинстве случаев дуга будет дальше от одного конца соединения, чем от другого, и будет находиться на разных расстояниях от соединения заготовки.
Визуализация магнитного поля
Для понимания дугового разряда полезно визуализировать магнитное поле. На рис. 3-37 показан постоянный ток, проходящий через проводник (который может быть электродом или потоком плазмы между электродом и сварным соединением). Вокруг проводника создается магнитное поле, или поток, с силовыми линиями, которые могут быть представлены концентрическими окружностями в плоскостях под прямым углом к направлению тока. Эти круговые силовые линии уменьшаются по интенсивности по мере удаления от электрического проводника.
Поля концентрических потоков останутся круглыми, если они смогут оставаться в одной среде, достаточно обширной, чтобы содержать их, пока они не уменьшатся практически до нуля. Но если среда меняется (например, со стальной пластины на воздух), круговые силовые линии искажаются и имеют тенденцию концентрироваться в стали, где они встречают меньшее сопротивление.
Рисунок 3-38 иллюстрирует сжатие и искажение полей флюса в начале и конце сварного шва. В начале линии магнитного потока сосредоточены за электродом. Дуга пытается компенсировать этот дисбаланс, двигаясь вперед, что создает прямой удар дуги. По мере приближения электрода к концу шва сжатие происходит впереди дуги, что приводит к смещению дуги назад и развитию обратного удара. В середине шва в двух элементах одинаковой ширины магнитное поле было бы симметричным, и не было бы ни обратного, ни прямого удара дуги.
Понимание эффекта возврата сварочного тока через заготовку
Еще одно явление «сдавливания» возникает в результате возврата тока обратно к соединению заготовки внутри заготовки. Как показано на Рисунок 3-39 , магнитный поток также создается электрическим током, проходящим через заготовку к проводнику заготовки. Жирная линия представляет собой путь сварочного тока, а светлые линии представляют собой магнитное поле, создаваемое током. Когда ток меняет направление или поворачивает угол от дуги к заготовке, в точке х возникает концентрация потока, что заставляет дугу, как указано, дуть в сторону от соединения с заготовкой.
Движение дуги из-за этого эффекта будет сочетаться с движением, вызванным ранее описанной концентрацией, что даст наблюдаемое дуновение дуги. Эффект обратного тока может уменьшать или увеличивать дуновение дуги, вызванное магнитным потоком дуги. Фактически, управление направлением обратного тока является одним из способов управления дуновением дуги, что особенно полезно при автоматической сварке.
Фактически, управление направлением обратного тока является одним из способов управления дуновением дуги, что особенно полезно при автоматической сварке.
В Рис. 3-40(a) кабель заготовки подсоединяется к начальному концу шва, а флюс, возникающий в результате возврата сварочного тока в процессе работы, находится за дугой. Результирующее дуговое движение будет вперед. Однако ближе к концу шва движение дуги вперед уменьшит общий удар дуги, компенсируя часть обратного удара, возникающего из-за концентрации потока от дуги на конце заготовки, см. Рисунок 3-41(а). В Рисунок 3-40(b) рабочий трос соединяется с конечным концом шва, что приводит к обратному удару. Здесь это увеличит обратный удар дугового флюса на конце сварного шва.
Комбинация «сжатых» магнитных потоков показана на Рис. 3-41(b) начало сварки.
Поскольку эффект возврата сварочного тока через заготовку менее силен, чем концентрация магнитного потока дуги на концах заготовок, позиционирование соединения заготовки лишь умеренно эффективно для контроля дуновения дуги.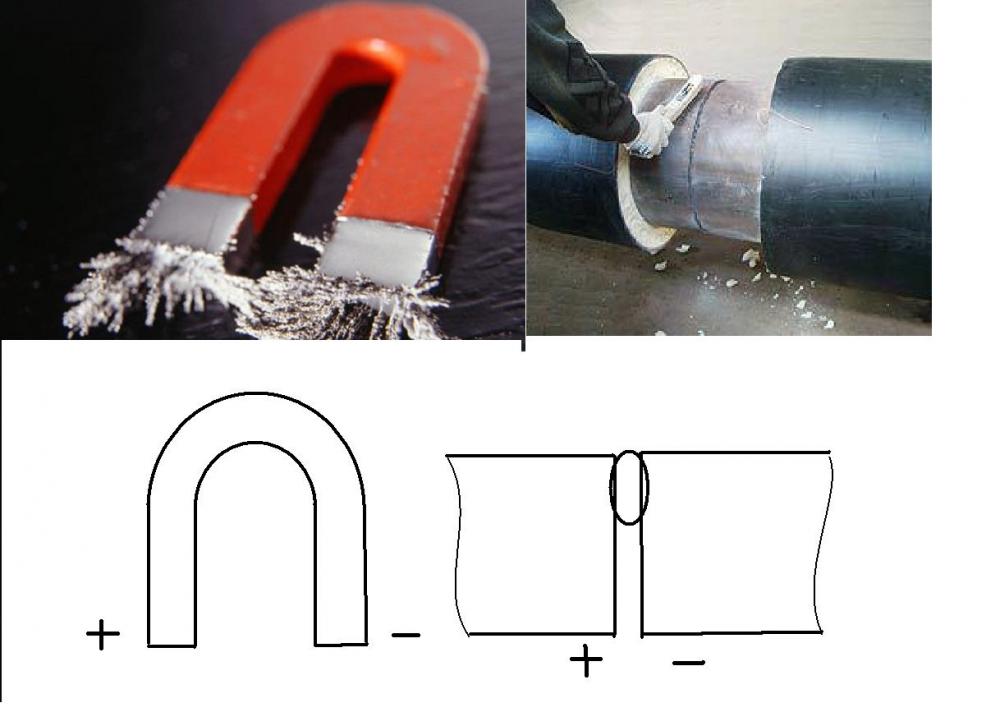 Необходимо также использовать другие меры, чтобы уменьшить трудности, вызванные дугой при сварке.
Необходимо также использовать другие меры, чтобы уменьшить трудности, вызванные дугой при сварке.
Другие проблемные места
Угловые и стыковые соединения с глубокими V-образными канавками
Где еще возникает проблема с дуговым разрядом? Он также встречается в углах угловых швов и в сварных швах с глубокой подваркой. Причина точно такая же, как и при сварке прямого шва – скопления линий магнитного потока и движение дуги для снятия таких скоплений. На рисунках 3-42 и 3-43 показаны ситуации, в которых зажигание дуги постоянным током может стать проблемой.
Высокие токи
При слабом токе дует меньше дуги, чем при сильном. Почему? Потому что напряженность магнитного поля на данном расстоянии от проводника электрического тока пропорциональна квадрату сварочного тока. Обычно серьезных проблем с дуновением дуги не возникает при сварке штучными электродами на постоянном токе приблизительно до 250 ампер (но это не точный параметр, так как подгонка стыка и геометрия могут оказывать большое влияние).
Постоянный ток
Использование переменного тока заметно уменьшает дуговой разряд. Быстрое изменение направления тока индуцирует вихревые токи в основном металле, а поля, создаваемые вихревыми токами, значительно снижают силу магнитных полей, вызывающих дуговой разряд.
Магниточувствительные материалы
Некоторые материалы, такие как 9-процентная никелевая сталь, обладают очень высокой магнитной проницаемостью и очень легко намагничиваются внешними магнитными полями, например, от линий электропередач и т. д. Эти материалы могут быть очень трудно сваривать из-за удара дуги, создаваемого магнитными полями в материале. Такие поля легко обнаруживаются и измеряются недорогими ручными измерителями Гаусса. Полей выше 20 Гаусс обычно достаточно, чтобы вызвать проблемы со сваркой.
Продувка термической дугой
Мы уже рассмотрели наиболее распространенную форму продувки дуги, продувку магнитной дугой, но с какими другими формами может столкнуться сварщик? Второй тип – это термическая дуга. Физика электрической дуги требует наличия горячей точки как на электроде, так и на пластине, чтобы поддерживать непрерывный поток тока в потоке дуги. По мере продвижения электрода вдоль изделия дуга будет иметь тенденцию отставать. Это естественное отставание дуги вызвано нежеланием дуги двигаться к более холодной пластине. Пространство между концом электрода и горячей поверхностью расплавленного кратера ионизировано и, следовательно, представляет собой более проводящий путь, чем от электрода к более холодной пластине. Когда сварка выполняется вручную, небольшое количество «теплового обратного удара» из-за запаздывания дуги не является вредным, но может стать проблемой при более высоких скоростях автоматической сварки или когда термический обратный удар добавляется к магнитному обратному удару. .
Физика электрической дуги требует наличия горячей точки как на электроде, так и на пластине, чтобы поддерживать непрерывный поток тока в потоке дуги. По мере продвижения электрода вдоль изделия дуга будет иметь тенденцию отставать. Это естественное отставание дуги вызвано нежеланием дуги двигаться к более холодной пластине. Пространство между концом электрода и горячей поверхностью расплавленного кратера ионизировано и, следовательно, представляет собой более проводящий путь, чем от электрода к более холодной пластине. Когда сварка выполняется вручную, небольшое количество «теплового обратного удара» из-за запаздывания дуги не является вредным, но может стать проблемой при более высоких скоростях автоматической сварки или когда термический обратный удар добавляется к магнитному обратному удару. .
Дуговая продувка несколькими дугами
Некоторые недавние достижения в области сварки включают использование нескольких сварочных дуг для повышения скорости и повышения производительности. Но этот тип сварки также может вызвать проблемы с дугой. В частности, когда две дуги расположены близко друг к другу, их магнитные поля реагируют, вызывая дуговой разряд на обеих дугах.
Но этот тип сварки также может вызвать проблемы с дугой. В частности, когда две дуги расположены близко друг к другу, их магнитные поля реагируют, вызывая дуговой разряд на обеих дугах.
Когда две дуги расположены близко друг к другу и имеют противоположную полярность, как на
Обычно, когда используются две дуги, предлагается, чтобы одна была постоянного тока, а другая переменного тока, как показано на Рисунок 3-44(c) . цикла, и влияние на поле постоянного тока мало. В результате происходит очень небольшое дуновение дуги.
Другим часто используемым устройством являются две дуги переменного тока. Помехи от дугового разряда здесь в значительной степени избегают за счет фазового сдвига тока одной дуги от 80 до 90 градусов от другой дуги. Так называемое соединение «Скотт» выполняет это автоматически. При фазовом сдвиге ток и магнитное поле одной дуги достигают максимума, когда ток и магнитное поле другой дуги находятся на минимальном уровне или близки к нему. В результате дуновение дуги очень мало.
Так называемое соединение «Скотт» выполняет это автоматически. При фазовом сдвиге ток и магнитное поле одной дуги достигают максимума, когда ток и магнитное поле другой дуги находятся на минимальном уровне или близки к нему. В результате дуновение дуги очень мало.
Как снизить риск возникновения дугового разряда
Не все дуговые разряды вредны. На самом деле, небольшое количество иногда можно использовать с пользой, чтобы помочь сформировать форму валика, контролировать расплавленный шлак и контролировать проникновение. Если дуговой разряд вызывает или способствует возникновению таких дефектов, как подрезы, неравномерное проплавление, искривленные валики, валики неправильной ширины, пористость, волнистые валики и чрезмерное разбрызгивание, его необходимо контролировать.
Возможные меры по исправлению положения включают следующее:
- Если в процессе экранированной дуговой сварки используется постоянный ток, особенно при токах выше 250 ампер, переход на переменный ток может устранить проблемы
- Удерживайте максимально короткую дугу, чтобы сила дуги противодействовала удару дуги
- Уменьшите сварочный ток, что может потребовать снижения скорости дуги
- Установите электрод с заготовкой под углом, противоположным направлению дуновения дуги, как показано на Рисунок 3-45
- Сделайте толстые прихватки на обоих концах шва; применяйте частые прихваточные швы вдоль шва, особенно если посадка неплотная
- Приварка к толстой прихватке или к уже сделанному сварному шву
- Используйте технику обратной ступенчатой сварки, как показано на Рисунок 3-46
- Приварить вдали от соединения с заготовкой, чтобы уменьшить обратный удар; приваривать к соединению заготовки, чтобы уменьшить прямой удар
- В процессах, в которых используется тяжелый шлак, может быть желателен небольшой обратный удар; чтобы получить это, приварите к соединению заготовки
- Оберните рабочий кабель вокруг заготовки так, чтобы ток, возвращающийся к источнику питания, проходил через него в таком направлении, чтобы установленное магнитное поле
было стремится нейтрализовать магнитное поле, вызывающее дуговой разряд
Направление удара дуги можно наблюдать при открытом дуговом процессе, но при процессе под флюсом его сложнее диагностировать и его необходимо определять по типу дефекта сварки.
Обратный удар обозначается следующим:
- Брызги
- Подрез, непрерывный или прерывистый
- Узкий, высокий валик, обычно с подрезом
- Увеличение проникновения
- Пористость на конце сварных швов листового металла
Удар вперед обозначается:
- Широкая бусина неправильной ширины
- Волнистая бусина
- Подрез, обычно прерывистый
- Уменьшение проникновения
Влияние крепления на дуновение дуги
Еще одна предосторожность, о которой должен знать оператор сварки при дуновении дуги, касается его связи с креплением. Стальные приспособления для удержания заготовок могут влиять на магнитное поле вокруг дуги и на дуновение дуги и со временем могут сами намагничиться. Обычно крепление не вызывает проблем при сварке штучными электродами, когда сила тока не превышает 250 ампер. Приспособления для использования с более высокими токами и при механизированной сварке должны быть спроектированы с учетом мер предосторожности, чтобы в приспособлении не создавалась ситуация, способствующая выдуванию дуги. Для каждого крепежного устройства может потребоваться специальное исследование, чтобы определить наилучший способ предотвращения помех от магнитных полей.
Для каждого крепежного устройства может потребоваться специальное исследование, чтобы определить наилучший способ предотвращения помех от магнитных полей.
Следует отметить следующее:
- Приспособления для сварки продольного шва цилиндров (см. Рисунок 3-47 ) должны быть рассчитаны на зазор не менее 1 дюйма между опорной балкой
и работа. Зажимные пальцы или стержни, удерживающие изделие, должны быть немагнитными. Не присоединяйте кабель заготовки к медному опорному стержню; если возможно, сделайте рабочее соединение
непосредственно с заготовкой - Изготовить арматуру из низкоуглеродистой стали. Это необходимо для предотвращения накопления постоянного магнетизма в приспособлении .
- Приварка к закрытому концу рожковых приспособлений уменьшает обратный удар
- Конструкция приспособления должна быть достаточно длинной, чтобы при необходимости можно было использовать торцевые выступы
- Не используйте медную полосу, вставленную в стальной стержень, в качестве подложки, как в Рисунок 3-48 .
 Стальная часть опорной планки усилит дуговой разряд
Стальная часть опорной планки усилит дуговой разряд - Обеспечивают непрерывный или тесный зажим деталей, подлежащих шовной сварке. Широкий прерывистый зажим может привести к разрыву швов между точками зажима, что приведет к дуговому разряду зазоров
- Не встраивайте в приспособление большие массы стали только с одной стороны шва. Противовес с аналогичной массой на другой стороне
Понимая механизм дугового разряда и способы его правильной диагностики в сварном шве, операторы должны быть в состоянии исключить его из своих приложений и иметь возможность создавать сварные швы без проблем, обычно связанных с дуговым разрядом.
Причины дугового удара и предотвращение прочных сварных швов
Под ударом дуги понимается отклонение расплавленного металла во время сварки от своего обычного пути между электродом и основным металлом (стандартный путь — кратчайшее расстояние между электродом и основным металлом) и отклонение вперед или назад от направления движения сварки или реже в стороны от направления сварки. Это отклонение вызвано несбалансированным магнитным полем, окружающим сварочную дугу при дуговой сварке постоянным током. Дуга дуги затрудняет сварщику контроль расплавленной ванны и впоследствии вызывает различные дефекты сварки.
Это отклонение вызвано несбалансированным магнитным полем, окружающим сварочную дугу при дуговой сварке постоянным током. Дуга дуги затрудняет сварщику контроль расплавленной ванны и впоследствии вызывает различные дефекты сварки.
Поскольку дуга имеет тенденцию дуть вперед или назад, дуновение вперед и дуновение назад являются типами дуновения дуги в зависимости от их направления. Однако прямой удар создает большие трудности для сварщика, поскольку он имеет тенденцию выталкивать образовавшийся шлак от сварки вперед или под дугу, что приводит к захвату шлакового включения в сварном шве.
Прямой удар: возникает при сварке в начале соединения и при сварке вдали от заземляющего соединения. Прямой удар может вызвать широкий, волнистый и неравномерный сварочный валик, прерывистые подрезы и неполный провар.
Обратный удар: возникает при сварке в конце соединения, в углах и при сварке в направлении заземления. Обратный удар может привести к пористости поверхности, узкому и высокому валику, непрерывным или прерывистым подрезам, чрезмерному проникновению и разбрызгиванию.
Обратный удар может привести к пористости поверхности, узкому и высокому валику, непрерывным или прерывистым подрезам, чрезмерному проникновению и разбрызгиванию.
Магнитный и термический — это два основных типа дугового разряда, которые определяются по своему происхождению; однако продувка магнитной дугой доставляет больше проблем сварщику и, следовательно, вызывает большинство проблем и дефектов сварки.
Дуга магнитной дуги
Как упоминалось ранее, дуновение магнитной дуги вызвано неуравновешенным магнитным полем, окружающим сварочную дугу при дуговой сварке постоянным током. Дисбаланс магнитного поля возникает из-за изменения направления тока, когда он течет от электрода к основному металлу через дугу, и из-за этого дуга всегда находится на разном расстоянии от заземления.
В ходе экспериментов часто возникают проблемы с дуновением магнитной дуги при сварке постоянным током в соединениях с глубокими канавками (в основном V-образных соединениях) и в углах заготовки с использованием высокого тока. Однако было обнаружено, что серьезные проблемы не возникают при использовании слабого тока, даже при использовании постоянного тока.
Однако было обнаружено, что серьезные проблемы не возникают при использовании слабого тока, даже при использовании постоянного тока.
Переключение на переменный ток снижает вероятность возникновения дуги, поскольку переменный ток создает реверсивное магнитное поле, которое уменьшает силу основного магнитного поля, что уменьшает неуравновешенную напряженность магнитного поля вокруг сварки. Кроме того, посадка и геометрия заготовки играют важную роль в контроле и устранении проблем с дуновением магнитной дуги.
Продувка термической дугой
Определяет тенденцию сварочной дуги к отставанию из-за нежелания дуги перемещаться в более холодную зону во время движения, что вызвано физическими свойствами электрического тока и его тенденцией для перемещения к более горячей точке, которая обычно находится за направлением движения сварного шва.
Термическая дуговая сварка оказывает незначительное влияние на ручную сварку; однако это имеет значительный эффект при автоматической сварке на более высоких скоростях.
Многопроволочная сварка является примером, когда мы видим, что возникают проблемы с дуновением дуги. Быстрое решение заключается в использовании обоих типов тока, например, постоянного + для ведущей проволоки и переменного тока для замыкающей проволоки, поскольку это сокращает время сварки и компенсирует последствия дугового удара. Методы двойной или многопроходной сварки оказывают прямое влияние на свойства как металла шва, так и околошовной зоны; следовательно, все параметры сварки должны быть учтены в утвержденном WPS.
Дефекты сварки, вызванные ударом дуги
Дуговой удар может вызвать различные дефекты, которые можно обобщить следующим образом: .

Управление дуновением дуги
- Использование постоянного тока с низким током и переход на переменный ток для сварки с большим током.
- Уменьшите скорость перемещения при сварке, что требует более низкого сварочного тока.
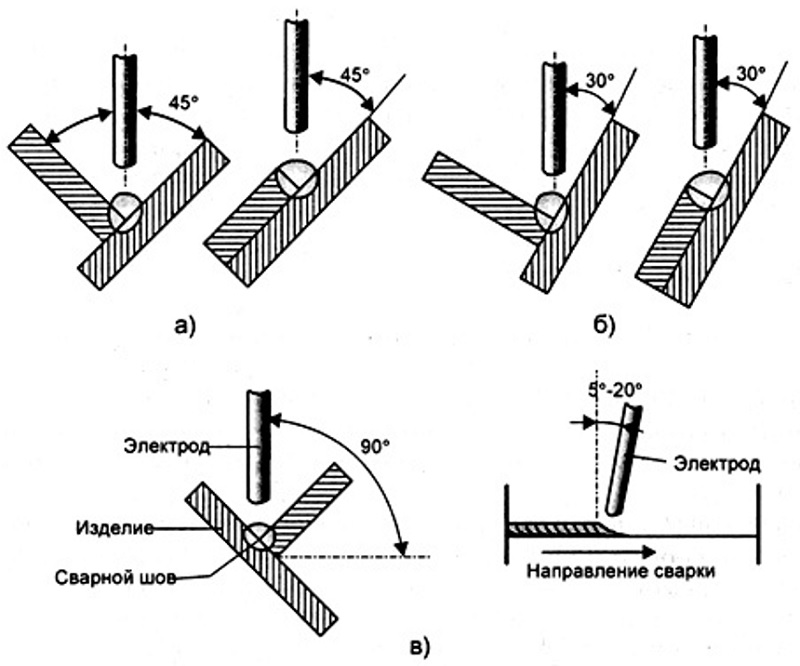
- Выполнить размагничивание * процесс, когда это практически возможно для заготовки и после выполнения магнитопорошковой дефектоскопии (MPI).
- Выполнение сварки высококвалифицированным сварщиком, который может поддерживать максимально короткую сварочную дугу с правильным углом наклона электрода.
- Надлежащая подгонка и фиксация заготовки с помощью толстого прихваточного шва и фиксирующих приспособлений.
- Нейтрализация магнитного поля заготовки путем оборачивания вокруг нее кабеля заземления.
* Размагничивание : Процесс устранения или уменьшения магнитного момента в объекте путем рандомизации ориентации его магнитных диполей, противоположной намагниченности. Размагничивание происходит естественным образом с течением времени; однако его можно применять путем нагревания металла выше точки Кюри, подачи переменного тока, приложения сильного магнитного поля или удара по металлу молотком.
Процесс выполняется, чтобы избежать различных дефектов сварки, которые могут возникнуть из-за воздействия дуги, вызванной намагниченной заготовкой, а также для механических компонентов, намагничивание которых может привести к неисправности или повреждению.
Ссылки:
- Lincoln Electric: Справочник по процедурам дуговой сварки.
Причины, дефекты, способы устранения – WeldPundit
Иногда, хотя вы все делаете правильно, вы замечаете, что дуга ведет себя странно, а сварные швы получаются асимметричными и некрасивыми. Такие проблемы могут быть вызваны ударом дуги.
Прочитав эту статью, вы поймете, что такое дуговой разряд, причины и дефекты, а также узнаете, как его избежать.
Содержание
- Что такое продувка дуги при сварке?
- Что такое магнитная дуга?
- Что такое термическая дуга?
- Каковы дефекты сварки дуговым разрядом?
- Что влияет на дуновение дуги?
- Как уменьшить дуговой разряд?
- Заключение
Что такое дуговой удар при сварке?
Дуга или блуждание дуги при сварке — это любое принудительное изменение направления дуги в сторону от желаемого пути. Кроме того, удар дуги нарушает форму и стабильность дуги, что приводит к дефектам сварки. Асимметричные магнитные или тепловые силы вокруг дуги являются основными причинами дугового разряда.
Кроме того, удар дуги нарушает форму и стабильность дуги, что приводит к дефектам сварки. Асимметричные магнитные или тепловые силы вокруг дуги являются основными причинами дугового разряда.
Дуга представляет собой электрический ток, проходящий через гибкий электрический проводник. Этот проводник представляет собой плазменный газ, создаваемый дугой. Газообразная форма контактора делает дугу очень гибкой, и она может гнуться без особых усилий.
Дуга хочет пройти по самому легкому пути, который она может найти. Тем не менее, более легкий путь не всегда является самым коротким. При сварке вокруг дуги существуют магнитные или тепловые силы, которые могут влиять на ее траекторию.
Чем более нестабильны и асимметричны условия вокруг дуги, тем больше она будет отклоняться от желаемого пути. Кроме того, дуга не будет сохранять симметричную коническую форму.
Даже если дуновение дуги слегка заметно, любые критические работы недопустимы. Дефекты ослабят сварку и увеличат риск отказа.
Дуга бывает двух видов: магнитная и тепловая. Продувка магнитной дугой более распространена и сильнее, чем продувка термической дугой, и может вызвать серьезные дефекты сварки. Если удар магнитной дуги достаточно силен, он может даже погасить дугу.
Большая часть статьи посвящена дуновению магнитной дуги и описывает его при условии, что используется постоянный ток прямой полярности (DC-).
Что такое магнитная дуга?
Магнитный удар дуги – это нежелательное отклонение электрической дуги от ее предполагаемого пути, вызванное асимметричными самоиндуцируемыми или внешними магнитными полями вокруг дуги.
Электрические проводники сварочной цепи:
- Кабель под напряжением от сварочного аппарата к электрододержателю или горелке.
- Электрододержатель или горелка.
- Электрод.
- Дуга.
- Заготовка.
- Сварочный стол, если на нем есть рабочий зажим.
- Зажим рабочий (или заземляющий).

- Обратный трос от рабочего зажима обратно к сварочному аппарату.
Когда ток протекает через электрические проводники сварочной цепи, он создает самоиндуцируемые магнитные поля как внутри, так и вокруг них.
Магнитные поля имеют форму концентрических силовых линий, расположенных под углом 90 градусов к проводникам. Они имеют то же направление и силу, что и течение.
Как самоиндуцируемое магнитное поле влияет на дугу?
Магнитное поле, проходящее через дугу, но еще больше то, которое проходит вокруг, может в значительной степени влиять на дугу.
Внутреннее магнитное поле создает давление, которое удерживает дугу на одной линии с электродом.
Внешнее магнитное поле создает интенсивное радиальное давление, которое сжимает и сжимает дугу в симметричную коническую форму. Это давление приводит к тому, что столб дуги имеет высокую плотность тока, температуру, магнитное поле и давление.
Проблема в том, что дуга и основной металл встречаются под углом, близким к 90 градусам. Этот угол изменяет направление дуги, таким образом, симметрия магнитного поля вокруг дуги.
Этот угол изменяет направление дуги, таким образом, симметрия магнитного поля вокруг дуги.
В результате магнитные линии становятся асимметричными, более плотными с одной стороны и более широкими с другой. Более плотные линии вызывают высокое сопротивление дуге (протеканию тока), и она будет искать более легкий путь в другом месте.
Самоиндуцированное магнитное поле при сваркеВ подобных случаях самый легкий путь — не самый короткий. Дуга не будет проходить по прямой линии в заготовку.
Дуга изгибается и проходит через сторону с более широкими (или менее концентрированными) магнитными линиями. Если эффект искривления сильный, результатом будет заметный удар дуги.
Как два типа тока влияют на дуновение магнитной дуги?
Дуга дуги гораздо более заметна при сварке постоянным током (DC), чем при сварке переменным током (AC).
Постоянный ток создает синхронизированные магнитные линии, которые со временем накапливаются и могут проникать глубоко в металл. Через некоторое время они становятся достаточно сильными, чтобы отвести дугу.
Через некоторое время они становятся достаточно сильными, чтобы отвести дугу.
Переменный ток меняет направление с постоянными интервалами. Это чередование создает обратные магнитные поля (вихревые токи — Википедия), которые компенсируют друг друга. В результате магнитные поля очень слабые и существуют только на поверхности металла.
Как геометрия заготовки влияет на магнитные линии?
Магнитные линии всегда стараются пройти по самому легкому пути. Им гораздо легче проходить через металл, чем через воздух, как и через электричество. Когда магнитные линии находятся близко к краям заготовки, они всегда сжимаются и уплотняются.
Сжатые магнитные линии гораздо более заметны, когда две заготовки образуют открытое корневое соединение, поскольку оно имеет воздушный зазор. Магнитные линии сконцентрируются и станут очень плотными вокруг этого воздушного зазора.
Сжатые магнитные линии заставят дугу отклоняться от зазора в металл. Удар дуги всегда намного хуже при сварке открытого корневого прохода, особенно при достижении конца соединения.
Кроме того, любая однородность заготовки приведет к тому, что магнитные линии станут более или менее плотными. Например, различия в толщине, внутренней плотности или внутренней трещине и так далее.
Как остаточный магнетизм основного металла влияет на дугу?
Остаточный магнетизм в основном металле вызывает сильную асимметрию самоиндуцируемого магнитного поля вокруг дуги. Остаточный магнетизм — фактор номер один, который необходимо учитывать при работе с дуговым разрядом.
Даже слабое остаточное магнитное поле может серьезно повлиять на концентрацию магнитных линий вокруг дуги.
Остаточный магнетизм (или остаточная намагниченность) — это постоянный магнетизм в металлах, таких как сталь и никелевые сплавы. Он может существовать по всему металлу или в определенных областях с разной плотностью.
Внешние магнитные поля являются основной причиной остаточного магнетизма. Например, магниты, источники питания, кабели под напряжением, даже магнитное поле Земли.
Например, магниты, источники питания, кабели под напряжением, даже магнитное поле Земли.
Кроме того, остаточный магнетизм также может возникать из-за магнитного поля, возникающего при прохождении постоянного тока через металл.
Сварочный намагниченный металл твердый. При сварке вблизи воздушных зазоров напряженность остаточного магнитного поля может достигать сотен гаусс (единица плотности магнитных линий). Сварка невозможна при таких сильных магнитных полях.
Какие типы магнитной дуги существуют?
Существует четыре типа продувки магнитной дугой: прямое, обратное, боковое и продувка вращающейся дугой.
Прямой удар дуги где магнитные линии сосредоточены позади дуги, поэтому она отклоняется на переднюю сторону. Прямая дуга возникает при сварке вдали от начальной кромки соединения, рабочего зажима или любого другого магнитного поля. Этот тип будет затягивать расплавленный шлак под дугу, что усугубит дефекты.
Удар дуги вперед Удар дуги назад , где магнитные линии сосредоточены перед дугой, поэтому она отклоняется позади нее.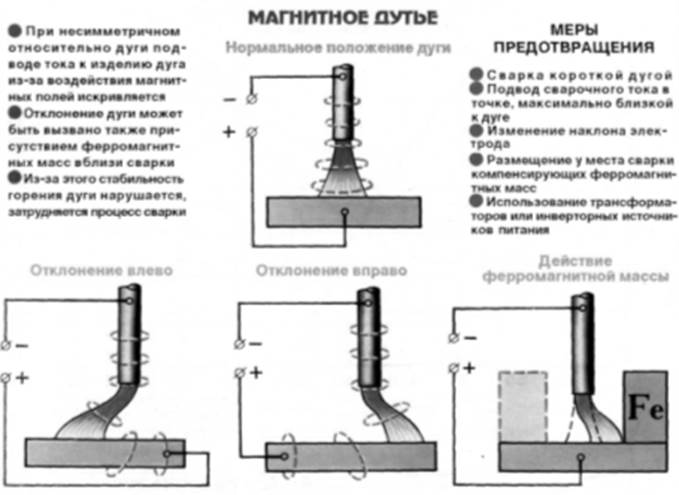 Обратный прорыв дуги возникает при сварке в сторону конца стыка, рабочего зажима или сварки заготовок неравномерной толщины.
Обратный прорыв дуги возникает при сварке в сторону конца стыка, рабочего зажима или сварки заготовок неравномерной толщины.
Дуга вбок , когда магнитные линии концентрируются на одной стороне направления сварки, поэтому дуга отклоняется в противоположную сторону. Чаще всего дуга отходит от рабочего зажима при его установке под углом к суставу.
Боковое дуновение дугиВращающееся дуновение дуги происходит при сварке с большой силой тока или с большой длиной дуги. В этой ситуации асимметричные магнитные поля заставляют дугу вращаться вокруг самой себя.
Что такое термическая дуга?
Термический удар дуги – это нежелательное отклонение сварочной дуги, вызванное тем, что дуга предпочитает изгибаться в сторону самой горячей области.
Нагрев обеспечивает более легкий путь для прохождения дуги. От плохого обращения с электродом можно отвести тепло от стыка. В результате дуга будет течь к горячему и от холодного стыка.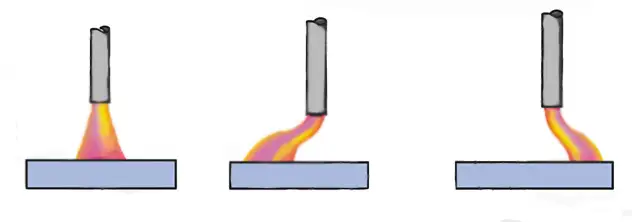
Продувка термической дугой менее сложна и не вызывает таких серьезных дефектов. Он может действовать с или против удара магнитной дуги в зависимости от их направления.
Дуга термической дуги усугубляется, если заготовка имеет неровную поверхность, неоднородный состав, грязные пятна, трещины или если скорость сварки слишком высока.
Какие дефекты сварки возникают при продувке дугой?
Многие дефекты сварки возникают при сильном ударе дуги, что приводит к получению слабых, неровных и некрасивых сварных швов. Подрыв дуги неприемлем для ответственных и других профессиональных работ.
- Неравномерное отложение металла шва по бокам или даже снаружи стыка.
- Более сильные брызги.
- Частые шлаковые включения.
- Высокая пористость.
- Неравномерное проплавление и сплавление.
- Частые подрезы.
Что влияет на дуновение дуги?
Дуговой удар может иметь так много переменных, что трудно уследить. Большинство из них представляют собой внешние магнитные поля, которые усиливают или компенсируют друг друга по мере движения дуги.
Большинство из них представляют собой внешние магнитные поля, которые усиливают или компенсируют друг друга по мере движения дуги.
- Тип тока, с переменным током, дуга возникает редко.
- Остаточные магнитные поля в заготовке или сварочном столе.
- Любые внешние магнитные поля, такие как источники питания, провода под напряжением, сварочные магниты, намагниченные опорные пластины и т. д.
- Магнитные поля рабочего зажима.
- Изменение текущего направления внутри заготовки в зависимости от положения рабочего зажима.
- Сварка разнородных металлов.
- Изменение угла наклона электрода к заготовке.
- Приварка уголков.
- Плохая конструкция соединения.
- Плохая посадка соединения.
- Сложные соединения.
- Высокая сила тока, например, 200А и более.
- Неравномерная толщина заготовок.
- Дефекты на или внутри заготовки, через которые проходит дуга. Например, небольшие трещины или неравномерная плотность или состав металла.

- Положение дуги на заготовке. Если это в начале, в центре или в конце сустава.
- Отношение напряжения к силе дуги. Чем ниже напряжение дуги, чем сила тока дуги, тем более чувствительна дуга к дуговому разряду.
- При сварке несколькими электродами магнитное поле каждого из них может взаимодействовать с другим.
Как уменьшить дуговой разряд?
Если вы обнаружите дуговой разряд, вы можете использовать некоторые методы, чтобы уменьшить его. Таким образом, вы можете получить более стабильную дугу и закончить сварку без дефектов.
Цель состоит в том, чтобы избежать максимально возможной асимметрии магнитных полей вокруг дуги, поскольку они являются основным источником дугового разряда.
- Если возможно, переключитесь на переменный ток.
- Избегайте любых внешних магнитных полей.
- Проверьте заготовку на наличие остаточного магнетизма и размагнитьте ее.
- Сделайте то же самое для сварочного стола.

- Не храните детали в местах с сильными магнитными полями.
- Убедитесь, что сварочные кабели не изогнуты и находятся близко к дуге.
- Избегайте магнитных рабочих зажимов.
- Расположите рабочий зажим как можно дальше от дуги.
- Попытайтесь расположить рабочий зажим на одной линии с соединением. Чтобы ток шел вдоль стыка, а не под углом.
- Подсоедините рабочий зажим непосредственно к заготовке.
- Приварить вдали от рабочего зажима, чтобы уменьшить обратный удар. Приварите к рабочему зажиму, чтобы уменьшить прямой удар.
- Попробуйте изменить угол наклона электрода, чтобы компенсировать асимметричное магнитное поле вокруг дуги.
- Используйте меньшую длину дуги.
- Используйте электрод меньшего диаметра, уменьшите силу тока, скорость сварки и при необходимости проведите большее количество проходов.
- Используйте немагнитные опорные пластины из того же типа металла.
- Начинайте сварку с рабочего зажима на конце соединения.
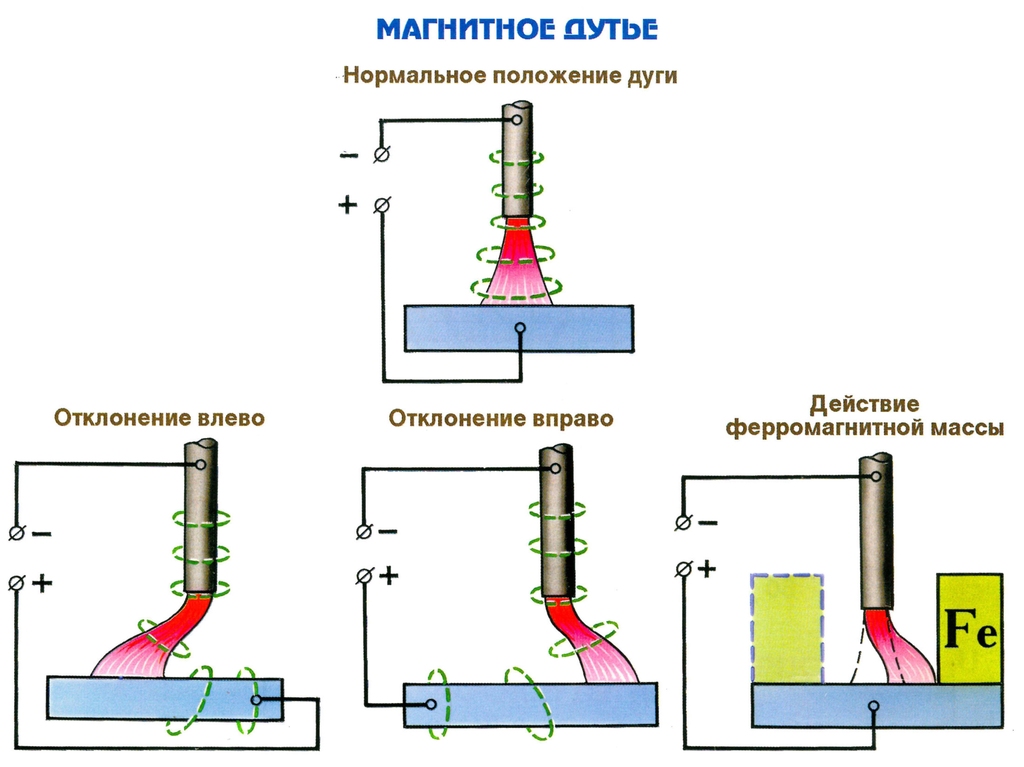 Когда вы достигнете центра сустава, остановитесь и установите зажим в начальной точке сустава. Теперь сварите от торца к центру.
Когда вы достигнете центра сустава, остановитесь и установите зажим в начальной точке сустава. Теперь сварите от торца к центру. - Используйте последовательность сварки с обратным шагом, когда вы делаете небольшие ровные сварные швы, противоположные направлению сварки.
- Начинайте и заканчивайте валик на второстепенных заготовках (выступах) одинаковой толщины и типа металла. Следите за тем, чтобы между ними и основной заготовкой не оставалось воздушных зазоров.
- При сварке открытых корневых соединений сделайте сильные прихватки на каждой кромке и между ними, чтобы компенсировать сильные магнитные линии, которые изгибаются вокруг воздушных зазоров.
- Если у вас есть намагниченная заготовка, вы можете временно уменьшить ее до свариваемого уровня. Можно несколько раз обмотать сварочный кабель вокруг заготовки на близком, но на безопасном расстоянии от места соединения и сварить.
Если вы используете переменный ток, направление, в котором вы наматываете кабель вокруг металла, не имеет значения.