Марка электродов для сварки нержавеющей стали: Электроды для сварки нержавейки маркировка
alexxlab | 07.06.1991 | 0 | Разное
Электроды для сварки нержавейки маркировка
https://vtmstol.ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали.

- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде.
 Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим. - Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
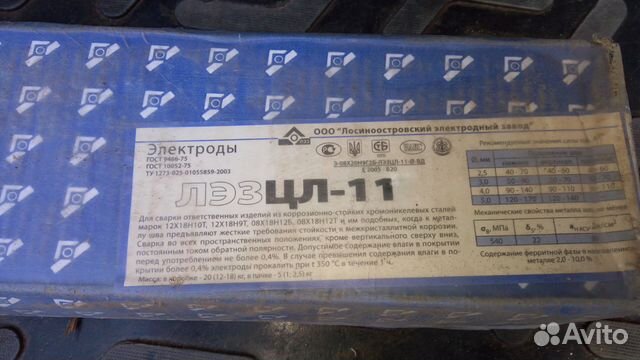
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; - ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
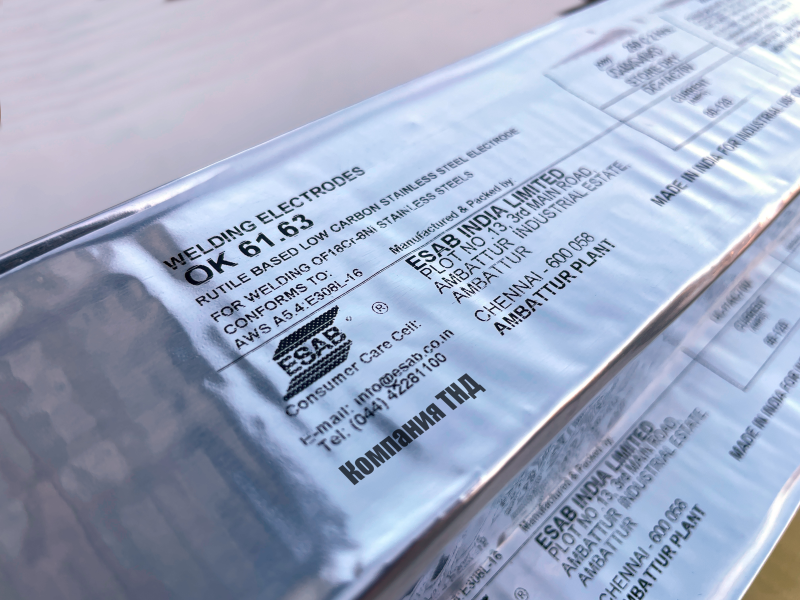
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; - ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.
 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
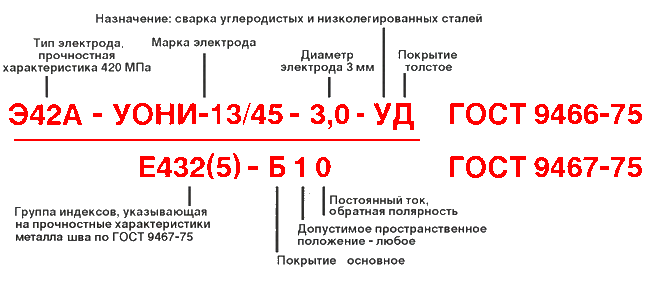
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия.
 Материал становится более хрупким.
Материал становится более хрупким. - Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» – длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьиЭлектроды для сварки нержавейки маркировка
https://vtmstol. ru/blog/elektrodyi-dlya-svarki-nerzhavejki
ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок.
 Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия. - Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:

- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г.
 Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; - ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30.
 Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; - ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.
 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия.
 Материал становится более хрупким.
Материал становится более хрупким. - Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» – длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьиЭлектроды по нержавейке: марки, технология сварки
Главная » Обработка металла » Сварка » Какие марки электродов применяют при сварке нержавейки?
На чтение 4 мин
Содержание
- Свойства нержавейки
- Методы сварки
- Важность применения специализированных электродов
- Маркировка и типы электродов
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Другие марки
Сварка стали нержавеющего типа представляет собой достаточно трудоёмкий процесс, который связан с особенностями структуры материала. Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500 0С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 0С – +500 0С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 0С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 0С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.

Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.

От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
- ЦЛ-11;
- ОЗЛ-6;
- НЖ-13.
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.
Маркированные электроды для сварки нержавейкиЦЛ-11
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +4500С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.

ОЗЛ-6
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +10000С. Преимущества идентичны ЦЛ-11.
НЖ-13
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +3500С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.

- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})”+”ipt>”;
cachedBlocksArray[266499] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})”+”ipt>”;
cachedBlocksArray[266496] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})”+”ipt>”;
cachedBlocksArray[266487] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})”+”ipt>”;
cachedBlocksArray[266490] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})”+”ipt>”;
cachedBlocksArray[266489] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})”+”ipt>”;
cachedBlocksArray[266492] = “window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})”+”ipt>”;
cachedBlocksArray[266499] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})”+”ipt>”;
cachedBlocksArray[266496] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})”+”ipt>”;
cachedBlocksArray[266487] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})”+”ipt>”;
cachedBlocksArray[266490] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})”+”ipt>”;
cachedBlocksArray[266489] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})”+”ipt>”;
cachedBlocksArray[266492] = “window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})”+”ipt>”;
cachedBlocksArray[266491] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})”+”ipt>”;
cachedBlocksArray[266500] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})”+”ipt>”;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})”+”ipt>”;
cachedBlocksArray[266491] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})”+”ipt>”;
cachedBlocksArray[266500] = “window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})”+”ipt>”;( 1 оценка, среднее 5 из 5 )
Поделиться
Сварочные электроды для нержавеющей стали
104 изделия
Сварочные электроды для нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка в защитных газах). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для стержневой сварки из нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Сварочные электроды E308
E309L Stick Welding Electrodes
E312 Stick Welding Electrodes
E316L Stick Welding Electrodes
E330 Stick Welding Electrodes
E347 Stick Welding Electrodes
E410 Stick Welding Electrodes
E630 Электроды для стержневой сварки
E308/308H-16 – все положения, кроме вертикального вниз
AC/DCEP
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … |
E308/308L-16-все позиции, Dely Vertical
9003AC/DCEP
| Загрузка … | ||||||||||||||||
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … | … | … | … | … | … | … | … | … | … | … | … | … | .0076 | |||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
DCEN
| Loading… | ||||||||||||||||
| Loading… |
E308/308L-17 – Flat & Horizontal Only
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309/309L-16 – All Position, Except Vertical-Down
AC/DCEP
Загрузка . .. .. | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| 4473 | … | ||||||||||||||||||||||||||||||||
| 444473 | …|||||||||||||||||||||||||||||||||
| 44444444475 … | |||||||||||||||||||||||||||||||||
| 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444. Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … |
DCEN
Loading. .. .. | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309 /309L-17 – Только плоские и горизонтальные
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E312 -16 – Все положения, кроме вертикального вниз
AC/DCEP
Loading. .. .. | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … |
 ..
.. ..
.. ..
.. LINGING7.
LINGING7. ..
..

 И на это нет прямого ответа.
И на это нет прямого ответа.
 12M/A5.12:2009 ISO 6848:2004 MOD.
12M/A5.12:2009 ISO 6848:2004 MOD.


 Электрод зажигается очень быстро, держит чрезвычайно стабильную дугу, и требуется некоторое время, прежде чем он свернется.
Электрод зажигается очень быстро, держит чрезвычайно стабильную дугу, и требуется некоторое время, прежде чем он свернется. Эти электроды также имеют все необходимые сертификаты.
Эти электроды также имеют все необходимые сертификаты.
 Он также быстро зажигается и долго держит стабильную дугу.
Он также быстро зажигается и долго держит стабильную дугу. Гораздо практичнее иметь один или два типа электродов в вашем магазине, чтобы вы могли легко переключаться, когда вам нужно.
Гораздо практичнее иметь один или два типа электродов в вашем магазине, чтобы вы могли легко переключаться, когда вам нужно.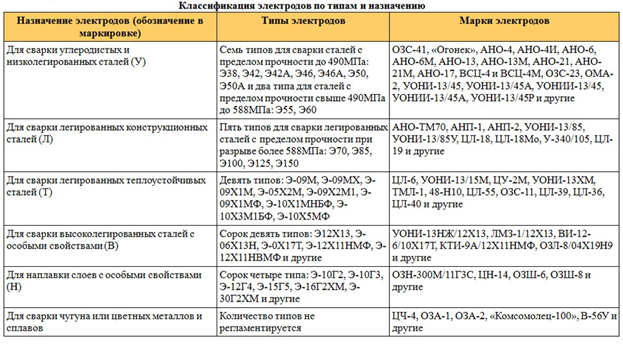 Новичок в сварке TIG столкнется с трудностями, удерживая конец вольфрамового электрода вне сварочной ванны, поэтому ему придется очень часто отламывать и заново затачивать электрод.
Новичок в сварке TIG столкнется с трудностями, удерживая конец вольфрамового электрода вне сварочной ванны, поэтому ему придется очень часто отламывать и заново затачивать электрод.
 фунтов на кв. дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
фунтов на кв. дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN фунтов на кв. дюйм, предел текучести (минимально требуемый) 59 тыс. фунтов на кв. дюйм, предел текучести (в сварном состоянии) 59 тыс. фунтов на кв. дюйм, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до Нержавеющая сталь, для материалов марок 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN
фунтов на кв. дюйм, предел текучести (минимально требуемый) 59 тыс. фунтов на кв. дюйм, предел текучести (в сварном состоянии) 59 тыс. фунтов на кв. дюйм, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до Нержавеющая сталь, для материалов марок 304, 304L, 304LN, 308, 308L, 321, 347, обозначение сварочного тока DCEN фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 83 ksi, предел текучести (минимально требуемый) 54 ksi, предел текучести (после сварки) 54 ksi, серия E308/308L-16, вес 10 фунтов, для типа материала из нержавеющей стали в нержавеющую сталь, обозначение сварочного тока AC, DCEP
фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 83 ksi, предел текучести (минимально требуемый) 54 ksi, предел текучести (после сварки) 54 ksi, серия E308/308L-16, вес 10 фунтов, для типа материала из нержавеющей стали в нержавеющую сталь, обозначение сварочного тока AC, DCEP фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 79ksi, предел текучести (минимально требуемый) 56 ksi, предел текучести (после сварки) 56 ksi, серия E309/309L-16, вес 10 фунтов, для типа материала из нержавеющей стали в углеродистую сталь, из нержавеющей стали в низколегированную сталь, из нержавеющей стали к нержавеющей стали
фунтов на кв. дюйм, предел прочности при растяжении (после сварки) ) 79ksi, предел текучести (минимально требуемый) 56 ksi, предел текучести (после сварки) 56 ksi, серия E309/309L-16, вес 10 фунтов, для типа материала из нержавеющей стали в углеродистую сталь, из нержавеющей стали в низколегированную сталь, из нержавеющей стали к нержавеющей стали фунтов на кв. дюйм, предел прочности на растяжение (после сварки) 14 тыс. фунтов на кв. дюйм, предел текучести ( (минимум) 20 ksi, предел текучести (после сварки) 20 ksi, серия E4043, вес 5 фунтов, для типа материала «алюминий-алюминий», обозначение сварочного тока DCEP, для положения сварки «плоское», горизонтальное
фунтов на кв. дюйм, предел прочности на растяжение (после сварки) 14 тыс. фунтов на кв. дюйм, предел текучести ( (минимум) 20 ksi, предел текучести (после сварки) 20 ksi, серия E4043, вес 5 фунтов, для типа материала «алюминий-алюминий», обозначение сварочного тока DCEP, для положения сварки «плоское», горизонтальное фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали фунтов/кв.дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, пластиковая катушка типа катушки, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 201, 202, 301, 302, 304, 304L, 304LN , 308, 308L, 321, 347, Обозначение сварочного тока DCEP
фунтов/кв.дюйм, предел текучести (минимально требуемый) 59ksi, предел текучести (в сварном состоянии) 59 ksi, пластиковая катушка типа катушки, серия ER308/308L, вес 10 фунтов, для типа материала от нержавеющей стали до нержавеющей стали, для материала марки 201, 202, 301, 302, 304, 304L, 304LN , 308, 308L, 321, 347, Обозначение сварочного тока DCEP фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на разрыв (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали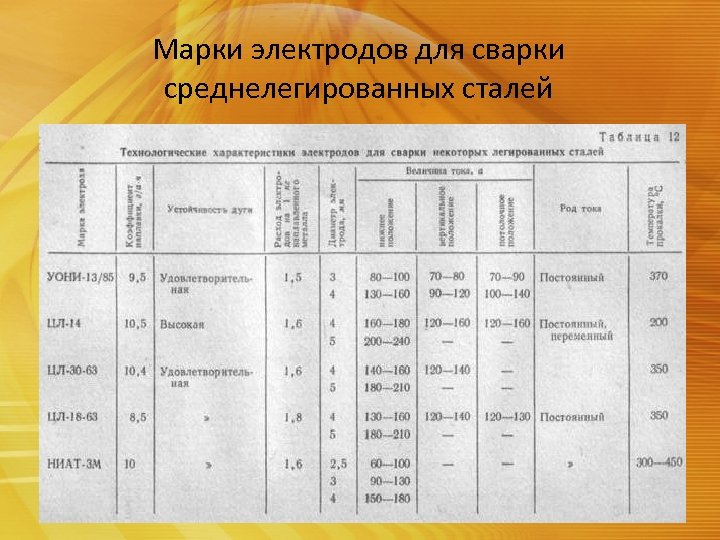 фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 10 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали фунтов на кв. дюйм, предел прочности на растяжение (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали
фунтов на кв. дюйм, предел прочности на растяжение (после сварки) от 74 до 88 тыс. фунтов на кв. дюйм , Предел текучести (минимально требуемый) 58 тыс. фунтов на кв. дюйм, Предел текучести (после сварки) от 62 до 74 тыс. фунтов на кв. дюйм, серия Excalibur 7018 MR, вес 50 фунтов, для типа материала из углеродистой стали в углеродистую сталь, из углеродистой стали в низколегированную сталь, из низколегированной стали Сталь к низколегированной стали