Марка электродов по чугуну: Электроды по чугуну – характеристики, применение
alexxlab | 04.04.2023 | 0 | Разное
Электроды по чугуну – характеристики, применение
Скачать прайс-лист
14.01.21
- Особенности чугуна
- Особенности электродов
- Электроды для холодной сварки чугуна
- МНЧ-2
- ЦЧ-4
- ОЗЧ-6
- ОЗЖН-1
- Горячая сварка чугуна
Чугун – сплав на железной основе, значительную долю в котором (от 2 до 6%) занимает углерод и сравнительно небольшую – легирующие элементы. Наличие углерода в таком количестве задает материалу иные характеристики, чем те, что имеются у низкоуглеродистой стали. В силу этого для сварки изделий и конструкций из чугуна используют специальные электроды по чугуну.
Особенности чугуна
Углерод присутствует в сплаве в виде графита – свободного соединения СО2. Графит добавляет чугуну твердость, но при увеличении доли в составе резко снижает его твердость и пластичность и повышает его хрупкость. Изделиям из чугуна противопоказаны высокие ударные нагрузки. При сварке проявляются следующие особенности:
При сварке проявляются следующие особенности:
- очень высокая жидкотекучесть металла при нагреве;
- выделение газов при выгорании углерода и проникновение газов в сварочную ванну из окружающего воздуха (водород, азот и другие) – появление газовых пузырьков ведет к образованию пор;
- очень высокая скорость остывания – при несоблюдении правильной технологии сварки в металле шва образуются карбид железа и другие тугоплавкие оксиды, из-за которых металл в зоне шва не способен провариться.
Помимо этого, наличие графита может привести к образованию в структуре межкристаллических трещин.
Особенности электродов
Сварочные электроды по чугуну должны нивелировать все перечисленные сложности и недостатки, имеющие место при сварке. Два требования, которые предъявляются к ним:
- равное время остывания металла получаемого шва и чугуна;
- одинаковое содержание углерода в чугуне и наплавляемом металле.
Для этих целей используются электроды на медной или никелевой основе и из низколегированной стали.
Электроды для холодной сварки чугуна
Данным способом сваривают чугунные детали без их предварительного подогрева. Как правило, для этого используются электроды с большой долей в составе меди или никеля. После наложения каждого валика сварного шва необходима его легкая проковка молотком, чтобы удалить внутренние напряжения в зоне соединения.
МНЧ-2
Электроды с медно-никелевой основой (Ni 66%, Cu >25%). Ими варят ковкий, серый, высокопрочный чугуны, также возможна наплавка. Позволяют получить высокоплотный сварной шов в ответственных конструкциях. Металл шва стоек к воздействию горячих газовых и жидких агрессивных сред, обладает высокой технологичностью при обработке резанием.
Детали варят с последующим охлаждением (до 60 °С) и проковкой каждого из валиков. Длина последних – не более 30 мм. Сварка – короткой и предельно короткой дугой постоянным током обратной полярности в нижнем, полупотолочном и вертикальном (снизу-вверх) положении. Перед работами требуется часовая прокалка стержней при температуре 190–210 °С.
Длина последних – не более 30 мм. Сварка – короткой и предельно короткой дугой постоянным током обратной полярности в нижнем, полупотолочном и вертикальном (снизу-вверх) положении. Перед работами требуется часовая прокалка стержней при температуре 190–210 °С.
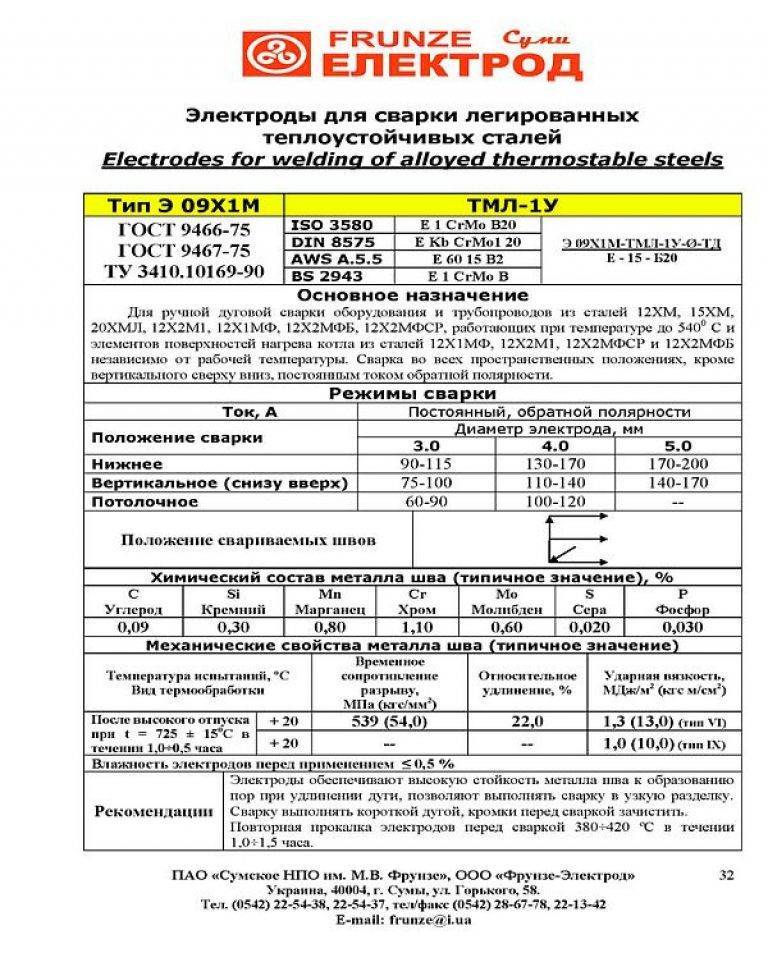
ЦЧ-4
Состав стержня – низколегированная сталь (Fe – основа, 8,6% ванадия, Mn, Si). Покрытие – основное. Используются для сварки, наплавки, заварки литьевых дефектов в сером, высокопрочном, ковком чугунах. Позволяют сваривать стальные и чугунные детали в рядовых конструкциях. При многослойной наплавке данными электродами обычно накладывают первые 1-2 слоя, остальные выполняют изделиями других марок.
Варят на постоянном токе. Возможна сварка трансформатором при высоком напряжении холостого хода (>60 В). Длина валиков при работе с серым чугуном и сварке чугуна и стали – до 35 мм, при сварке высокопрочного и ковкого чугуна возможна до 100 мм. Требуется прокалка в течение часа при t 160–200 °С.
ОЗЧ-6
Данные медные электроды для сварки чугуна (Cu>85%, Fe 10%) применяются в основном при работе с тонкостенными деталями, ими варят только ковкий и серый чугун. Отличительная черта – высокая производительность наплавки – 2,2 кг/ч (при d 4 мм). Пространственное положение сварки – вертикальное и нижнее, используется постоянный ток обратной полярности. Валики также необходимо охлаждать (минимум до 100 С°) и проковывать. Электродами этой марки можно заваривать на весу сквозные дефекты.
Отличительная черта – высокая производительность наплавки – 2,2 кг/ч (при d 4 мм). Пространственное положение сварки – вертикальное и нижнее, используется постоянный ток обратной полярности. Валики также необходимо охлаждать (минимум до 100 С°) и проковывать. Электродами этой марки можно заваривать на весу сквозные дефекты.
ОЗЖН-1
В составе – 48% никеля, более 50% железа, покрытие – основное. После наплавки каждого из валиков выполняется охлаждение металла (t до 60 С°). Рекомендуются при устранении выраженных дефектов на отлитых деталях, а также при многослойной сварке, когда применяются несколько электродов разных марок.
Данными электродами выполняют первый и промежуточный слои шва, их комбинируют с марками ОЗЧ-4 или МНЧ-2. Типы чугуна – высокопрочный, серый. Сварка – постоянным током обратной полярности, короткой дугой, короткими (до 50 мм) валиками в вертикальном и нижнем положении. Перед работами электроды прокаливают в течение часа при t 350 С°.
Помимо указанных марок, для холодной сварки широко применяются электроды ОЗЧ-2 (медная основа, кислое покрытие), а также шведская марка ESAB OK Ni-Cl, более известная по прежнему названию OK 92. 18.
18.
Горячая сварка чугуна
Способ горячей сварки предусматривает обязательный прогрев деталей в области соединения до определенной температуры для получения равномерного перехода химического состава наплавляемого сплава и чугуна.
Сварка может выполняться в трех температурных режимах: в зависимости от типа чугуна и толщины деталей изделия прогреваются до 200 С°, 300-400 С°, 500-600 С° (соответственно, теплая, полугорячая или горячая сварка). Наиболее широко для выполнения сварочных работ этим методом используются уже указанные марки, применяемые и для холодной сварки:
- ЦЧ-4;
- OK 92.18.
Обе позволяют варить на постоянном токе обратной полярности (оптимальный вариант) или переменном токе. Сварка выполняется электродами с толстым стержнем (до 8–12 мм), диапазон силы тока – от 600 до 1000 А.
В каталоге компании «Центр Метиз» вы найдете электроды для сварки и наплавки чугуна наиболее популярных и востребованных марок. Это сертифицированная продукция от нашего партнера, одного из крупнейших производителей России – Магнитогорского электродного завода. Рекомендации и инструкция по использованию представлены на упаковке.
Рекомендации и инструкция по использованию представлены на упаковке.
Смотрите также
Отзывы Оставить отзыв
< Вернуться к списку статей
Электроды по чугуну: маркировка, сварка, особенности
- ПОСЛЕДНИЕ ЗАПИСИ Поиск обрыва провода в стене быстро и безошибочно Что такое гидроаккумулятор и как его подключить? Как выбрать фрезер: советы домашнему мастеру Как почистить кулер для воды своими руками
- РУБРИКИ
- Автоматическое открывание, проветривание и полив теплиц
- Акриловые краски
- Балкон
- Блоки арболитовые
- Бурение скважин на воду
- Вода из скважины
- Водосток кровельный
- Воздух в квартире
- Выращивание дома
- Гидроизоляция
- Гидрофобизация материалов
- Дорожки садовые
- Камин своими руками
- Каркасный дом
- Кладка печи своими руками
- Крыша из металлочерепицы
- МДФ
- Монтаж кровли
- Монтаж ламината
- Монтаж линолеума
- Монтаж подложки под ламинат
- Натяжные потолки
- Опилкобетон
- ОСБ плита
- Отделка откосов
- Оштукатуривание
- Полипропиленовые трубы
- Расход материалов
- Тротуарная плитка
- Устройство отмостки
- Утепление
- Утепляем баню самостоятельно
- Фасад
- Фундамент из свай
- Шлакоблок
- Эмаль для ванны
Сварка
Как известно, чугун представляет собой сплав железа и углерода с незначительными добавками марганца, кремния серы и фосфора. Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью.
Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью.
- Возникновением в месте сварки тугоплавких оксидов, в частности оксида кремния. Оксиды возникают в ходе окисления химических элементов, входящих в состав сплава, они являются причиной возникновения участков, которые невозможно сварить между собой.
- Очень быстрое охлаждение сплава в области сварного шва. Подобное явление приводит к тому, что на поверхности сплава возникают обладающие повышенной твердостью зоны, называемые отбеленными участками. В дальнейшем, наличие подобных участков существенно затрудняет механическую обработку изделий из чугуна.

- Жидкий чугун отличается очень высокой текучестью, что затрудняет формирование шва и удерживание металла в области контакта свариваемых деталей.
- Высокая вероятность возникновения трещин в области шва или же непосредственно в самом сварочном шве, что происходит в результате неравномерного прогрева или охлаждения сплава.
- Риск появления пор в теле сварочного шва. Поры могут возникнуть в результате интенсивного выделения газов из места сварки.
Методы сварки чугунных изделий электродами
В настоящее время существуют три основных способа сваривания чугунных изделий:
- сварка, в ходе которой в теле сварочного шва образуются цветные металлы;
- сварка, в ходе которой в теле сварочного шва образуется низкоуглеродистая сталь;
- сварка, в ходе которой в теле сварочного шва образуется чугун.
По способу реализации технологии сварка чугуна подразделяется также на три разновидности:
- холодная сварка, в которой отсутствует предварительный нагрев свариваемых изделий;
- сварка с подогревом, при которой свариваемые детали нагревают до температуры 450°С;
- сварка с предварительным подогревом до температуры 650°С.

Холодную сварку используют в тех случаях, когда технология соединения двух изделий не подразумевает между ними наличия чугунного сварочного шва.
Предварительный разогрев свариваемых деталей используют с целью предотвращения появления отбеленных и закаленных участков, а также трещин в теле свариваемых изделий. Горячие, так же как и полугорячие, способы сварки незаменимы в ситуациях, когда в теле сварного шва необходимо получить такой же по химическому составу чугун, из которого состоят две свариваемые между собой детали.
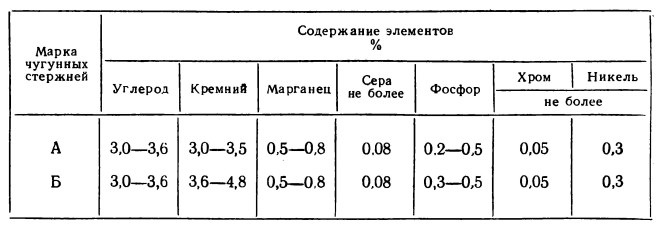
В ходе сварки чугунных изделий электродуговым способом в соответствии с требованиями горячей технологии применяют чугунные, а в некоторых случаях угольные, электроды. Подобные стержни производят на основе чугуна разновидностей «А» и «Б». При этом, до начала процесса сваривания двух чугунных изделий очень важно точно выбрать метод, максимально подходящий для каждой конкретной ситуации. Главная особенность горячего метода заключается в том, что в ходе его реализации сваривание проводят с использованием больших токов без каких-либо перерывов, до полного завершения сварочного процесса.
В том случае, когда сваривание деталей из чугуна производится специальными угольными электродами сечением от 8 мм до 20 мм, используют постоянный ток необходимой величины с соблюдением прямой полярности. Держатель сварочного стержня должен обладать специальным защитным экраном, который будет эффективно предохранять руки сварщика от возникающего в ходе процесса мощного инфракрасного излучения.
Несмотря на то, что горячий метод сваривания чугунных изделий имеет неоспоримые достоинства, следует отметить, что он не лишен некоторых недостатков, основными из которых являются следующие факторы:
- весьма высокая продолжительность и дороговизна операции;
- трудоемкость сварочного процесса, которая обусловлена необходимостью преодоления ряда трудностей, связанных с равномерным разогревом свариваемых деталей и необходимостью формовки сварочного места.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой – Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.

- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна.
 В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки. - Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера.
 Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения. - ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
75 Никелевый стержень для ковкого чугуна с шаровидным графитом и шаровидным графитом
80,00 $ – 775,00 $
75 представляет собой непроводящий сварочный пруток из никелевого железа, предназначенный для соединения грязных и загрязненных чугунов. Этот универсальный электрод можно использовать для сварки широкого спектра ковких, ковких и чугунов с шаровидным графитом. Кроме того, он идеально подходит для ремонта дефектных или треснувших отливок из ковкого чугуна.
Ковкий чугун — это чугун, который легче стали, устойчив к коррозии, износу и ударам, отличается высокой прочностью и долговечностью. В то время как хрупкий серый чугун используется в неусадочных деталях, таких как блоки цилиндров двигателя и выпускные коллекторы, ковкий чугун широко используется в отраслях, где важна прочность на растяжение, например, трубы из ковкого чугуна для водопроводных или канализационных линий, насосов для нефтяных скважин, сельскохозяйственных тракторов. , оси грузовых автомобилей, гидростатические цилиндры, станки, фортепианные арфы, детали системы подвески, ступицы колес, клапаны высокого давления, поворотные кулаки и опоры шпинделя.
В то время как хрупкий серый чугун используется в неусадочных деталях, таких как блоки цилиндров двигателя и выпускные коллекторы, ковкий чугун широко используется в отраслях, где важна прочность на растяжение, например, трубы из ковкого чугуна для водопроводных или канализационных линий, насосов для нефтяных скважин, сельскохозяйственных тракторов. , оси грузовых автомобилей, гидростатические цилиндры, станки, фортепианные арфы, детали системы подвески, ступицы колес, клапаны высокого давления, поворотные кулаки и опоры шпинделя.
Ковкий чугун подобен серому и ковкому чугуну, но обладает уникальными свойствами: быть гибким и гибким без образования трещин. Он имеет более высокие свойства относительного удлинения, чем ковкий чугун, более прочный и ударопрочный, чем серый или ковкий чугун, и обладает высокой амортизацией и сопротивлением истиранию. Эти качества полезны в тяжелых условиях эксплуатации, таких как судовое оборудование, железнодорожное оборудование, сельскохозяйственное оборудование, коленчатые валы, фитинги для труб, ступицы компрессоров, оборудование для горнодобывающей промышленности, фланцы, детали машин, универсальные шарниры, электрические фитинги, ручные инструменты, шайбы, кронштейны, фитинги для ограждений. , оборудование для линий электропередач и соединительные стержни.
, оборудование для линий электропередач и соединительные стержни.
Основные характеристики:
- Флюсовое покрытие не образует боковую дугу даже после нагрева
- Специально разработан для самых грязных чугунов
- Чрезвычайно сильная дуга проникает в поверхность и загрязняет ее
- Соединение чугуна со сталью
- Специальный состав шлака можно наваривать, не создавая пористости
- Покрытие без содержания бария
- Может использоваться горизонтально, вертикально вверх, горизонтально, над головой
- Дополнительное содержание никеля обеспечивает устойчивость сварного шва к растрескиванию
Примечание: Начните со снятия фаски с соединения. Просверлите отверстия на расстоянии 1/2 дюйма от каждого конца трещины, чтобы предотвратить дальнейшее растрескивание во время сварки. Прихваточный шов для сохранения выравнивания. Используйте обратную полярность переменного или постоянного тока, положительный электрод. Поддерживайте короткую дугу и делайте короткие проходы, быстро прокалывая каждый проход, чтобы удалить шлак перед охлаждением. Продолжайте обратное взбивание и перекрытие, пока все отложения не будут соединены. Прохладный естественно.
Поддерживайте короткую дугу и делайте короткие проходы, быстро прокалывая каждый проход, чтобы удалить шлак перед охлаждением. Продолжайте обратное взбивание и перекрытие, пока все отложения не будут соединены. Прохладный естественно.
CALIFORNIA PROPOSITION 65: ПРЕДУПРЕЖДЕНИЕ. Этот продукт содержит химические вещества, в том числе [никель], которые, как известно в штате Калифорния, вызывают рак. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov
Артикул: Н/Д Категория: Без рубрики Теги: ковкий чугун, ковкий чугун, чугун с шаровидным графитом
- Делиться:
Инструкции по продукту
Какой сварочный электрод использовать для чугуна? Полное руководство
Поскольку чугун является трудносвариваемым металлом, различные сварочные прутки предназначены для сварки серого, ковкого и шаровидного чугуна. В этой статье будут рассмотрены стержни и кислородные стержни для чугуна, а также ответ на вопрос, можете ли вы использовать обычные стальные стержни.
Содержание
- Какая сварочная проволока лучше всего подходит для чугуна?
- Стержни для сварки чугуна
- Как правильно выбрать стержень
- Как хранить чувствительные к влаге стержни
- Можно ли использовать стержни из нержавеющей стали для сварки чугуна?
- Можно ли сваривать чугун стержнем E7018?
- Можно ли использовать стержень 6013 для чугуна?
- Можно ли использовать стержень 6011 для чугуна?
- Прутки для кислородной сварки чугуна
Начнем с самого важного вопроса.
Какой сварочный пруток лучше всего подходит для чугуна?
ENiFe-CI — лучшая универсальная штанга для сварки чугуна. Он имеет флюсовое покрытие, предназначенное для улучшения плохой свариваемости чугуна. Флюс в сочетании с наплавленным металлом с высоким содержанием никеля, железа и углерода для ремонта серого и ковкого чугуна, а также для сварки чугуна со сталью.
Стержневые сварочные электроды для чугунаСтержневые сварочные стержни для чугуна
Сварка стержнем (SMAW) — это лучший общий дуговой процесс для чугуна. Это самый дешевый в использовании процесс, и по своей природе он отлично подходит для ремонтных работ.
Это самый дешевый в использовании процесс, и по своей природе он отлично подходит для ремонтных работ.
Все чугунные стержни имеют флюсовое покрытие, предназначенное для проникновения ласточки для предотвращения упрочнения зоны термического влияния (ЗТВ). ЗТВ – это область рядом с бортом. Поскольку теплота сварки изменяет свойства ЗТВ, именно здесь появляется больше всего трещин.
Флюс добавляет в металл шва элементы, соответствующие характеристикам отливки. Также в нем есть элементы, очищающие металл шва от примесей.
Флюс также может предотвратить усадку металла сварного шва и приблизить его скорость усадки к чугуну. Это предотвратит неравномерное напряжение между ними.
Сварка стержнями имеет самый большой выбор стержней для чугуна. Существуют стержни на основе никеля и особый тип железного стержня.
Стержни на основе никеля являются лучшими, потому что металл сварного шва из никеля:
- Противостоит поглощению углерода из отливки. Это предотвращает затвердевание металла шва и сохраняет пластичность (упругость).

- Высокая пластичность уравновешивает силы усадки при остывании валика. Это очень важно для фиксации суставов.
- Он очень мягкий и поэтому хорошо поддается механической обработке, поэтому его можно легко сверлить и резать.
- Можно использовать без предварительного нагрева при комнатной температуре, если отливка небольшая, имеет поверхностные повреждения и т.д.
Недостатками никелевых стержней являются цена и образование вредных паров.
Давайте подробнее рассмотрим каждый из этих стержней.
ENi-CI
Чугунный стержень ENi-CI или ENi99 представляет собой стержень из почти чистого никеля с содержанием никеля 85-99%. Основное преимущество заключается в том, что металл шва всегда остается мягким и поддающимся обработке. Поэтому это ваш лучший выбор, если вы хотите без труда просверлить или разрезать металл сварного шва.
Но ENi-CI самый дорогой пруток, и подходит он только для однопроходной сварки.
Обозначение ENi-CI означает:
- E обозначает дуговую сварку и электрод.

- Ni для ni кель.
- CI for c ast i ron. Это важно, потому что другие никелевые стержни с аналогичным химическим составом и названиями не предназначены для сварки чугуна в качестве основной работы. Например, пруток ЭНи-1, которым свариваются в основном никелевые сплавы. Хотя вы можете использовать стержень ENi-1 для чугуна, он наплавляет металл, который дает большую усадку, чем ENi-CI.
ENiFe-CI
Стержень ENiFe-CI или ENi55 содержит 55 % никеля, 40 % железа (Fe) и несколько других элементов. Он предлагает более высокую прочность и пластичность и дешевле, чем ENi-CI.
Металл шва стержня ENiFe-CI поддается механической обработке, если соблюдать осторожность и не допускать глубокого сплавления с отливкой. Чем глубже плавление, тем большее количество углерода будет соединяться с железом стержня, и будут образовываться карбиды. Карбиды чрезвычайно хрупкие и увеличивают риск образования трещин в металле сварного шва.
Как уже упоминалось, стержень ENiFe-CI является лучшим и наиболее универсальным, он идеально подходит для:
- Толстых и тяжелых профилей из чугуна.
- Чугуны с шаровидным графитом: ковкий и шаровидный.
- Высокопрочный серый чугун.
- Сварка чугуна с низкоуглеродистой сталью, нержавеющей сталью и никелевыми сплавами.
- Отливки с высоким содержанием примесей, таких как фосфор, поскольку они увеличивают риск образования горячих трещин. Горячее растрескивание – это продольное растрескивание металла шва при остывании.
- Грязные и замасленные отливки.
- Отливки, потерявшие прочность в результате длительного срока службы в жестких условиях.
- Сложные соединения или соединения, которые будут подвергаться высоким нагрузкам.
- Многопроходная сварка.
ENiFeMn-CI
ENiFeMn-CI похож на ENiFe-CI, но содержит 12% марганца (Mn) и более низкое процентное содержание никеля и железа. Марганец делает металл шва более прочным и пластичным. Это также улучшает текучесть металла шва и трещиностойкость.
Это также улучшает текучесть металла шва и трещиностойкость.
Он подходит для сварки самых прочных ковких чугунов, а также для наплавки, поскольку марганец обладает высокой износостойкостью.
Но найти его не так просто, да и марганец выделяет более вредные пары.
ENiCu
Стержень ENiCu содержит большое количество никеля и меди (Cu) и небольшое количество углерода и других элементов. Хотя он не предназначен для чугуна, многие сварщики используют его с приемлемыми результатами.
Вы можете использовать его аналогично ENiFe-CI, но он имеет более низкую прочность на разрыв и более чувствителен к поглощению углерода.
Для этого вы должны поддерживать очень низкое разбавление, используя самую низкую силу тока и максимально возможную скорость, что обеспечит поверхностный, но приемлемый сварной шов.
Существует два типа:
- ENiCu-A с 55% никеля и 40% меди и
- ENiCu-B, который легче найти, с 65% никеля и 30% меди.
ESt
ESt – стальной стержень без никеля, но с флюсовым покрытием, что делает его пригодным для чугуна. Этот стержень производит наплавленный металл с составом, механическими свойствами, микроструктурой и цветом, близким к чугуну. Это также самая дешевая удочка для работы.
Этот стержень производит наплавленный металл с составом, механическими свойствами, микроструктурой и цветом, близким к чугуну. Это также самая дешевая удочка для работы.
Металл шва стержней из ЭСт очень твердый, не пластичный, склонный к растрескиванию, не поддается механической обработке. Он также требует более высокой температуры предварительного нагрева, чем никелевые стержни для той же работы.
По этим причинам стержни ESt предназначены для мелкого ремонта сварных швов, таких как трещины, и восстановления мелких отсутствующих деталей, но не для сложных соединений.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Используйте их для сварки поверхности стыка. Мы называем это намазыванием маслом . Этот метод герметизирует чугун, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого для заполнения шва можно использовать другие более дешевые стержни, такие как EST или даже E7018.
Вот сравнительная таблица указанных сварочных электродов.
| Electrode type | Tensile strength | Ductility | Preheating | Machinability | Cracking sensitivity |
|---|---|---|---|---|---|
| ENi-CI | 70,000 | medium-high | lowest | best | low |
| ENiFe-CI | 90 000 | высокий | низкий | хороший | lowest |
| ENiFeMn-CI | 100,000 | high | low | good | lowest |
| ENiCu-A | 70,000 | high | medium | good | low-medium |
| EST | 70 000 | Нет | Высокий | Нет | Высокие |
| Electrode type | Preheating temperatures |
|---|---|
| ENi-CI | 200-570°F (100-300°C) |
| ENiFe-CI | 300-650 °F (150-350°C) |
| ESt | 650-750°F (350-400°C) |
Еще одна таблица с типичными диапазонами силы тока для этих стержней. Тем не менее, всегда проверяйте рекомендуемую силу тока на конкретной упаковке, которая у вас есть.
Диапазоны указаны для горизонтального положения с постоянным током. Для вертикальных убавить 10-20А, а для накладных 5-15А. С переменным током увеличьте 5 или даже 10А.
| Size | ENi-CI | ENiFe-CI | Est |
|---|---|---|---|
| 3/32″ (2.4mm) | 40-70 | 45-80 | 50-90 |
| 1/8″ (3,2 мм) | 70-100 | 70-110 | 80-120 |
Как правильно выбрать стержень
Теперь давайте посмотрим, на что следует обратить внимание, прежде чем выбрать чугунный стержень:
- Чугунный тип. Если он неизвестен, выберите стержень ENiFe-CI.
- Обрабатываемость металла шва. Вот как легко его просверлить или разрезать. Для гарантированной обрабатываемости выберите стержень ENi-CI.
- Стоимость. Стержни из никелевого чугуна относятся к самым дорогим стержням, которые вы можете купить, но вы используете только несколько стержней.
 Самый дешевый чугунный стержень – EST.
Самый дешевый чугунный стержень – EST. - Для однопроходной сварки можно использовать ENi-CI. Но для многопроходной сварки вам нужен ENiFe-CI.
- Коррозионная стойкость. Стержень ENiCu обладает наилучшей стойкостью и может восстанавливать детали вашего литья, подверженные воздействию коррозионных элементов.
Как хранить чувствительные к влаге стержни
Со всеми чугунными стержнями следует обращаться как с стержнями с низким содержанием водорода и защищать их от влаги. Если на их флюсовое покрытие попадет влага, оно испортится, что приведет к дефектам сварки.
Лучший способ их использования – это подготовить все и прямо перед сваркой открыть упаковку и использовать их.
Чтобы сохранить все оставшиеся стержни, вы должны хранить их в печи для стержней при температуре 250 °F (120 °C). Перед использованием стержни, подвергшиеся воздействию влаги, следует выпекать не менее 1 часа при температуре 480 °F (250 °C) в печи для стержней.
Каждый производитель указывает температуру хранения и выпечки на упаковке стержня или на своем сайте в Интернете.
Теперь посмотрим, можно ли использовать стержни, не предназначенные для чугуна.
Можно ли использовать стержни из нержавеющей стали для сварки чугуна?
Хотя стержни из нержавеющей стали могут сваривать различные металлы, они не подходят для чугуна. Во время сварки железо и хром стержня соединяются с углеродом отливки . В результате образуются хрупкие карбиды, увеличивающие риск растрескивания. Никель стержня не может противостоять негативным эффектам.
Кроме того, риск растрескивания в ЗТВ еще выше, поскольку эти два металла имеют значительные различия в показателях прочности на растяжение, теплового расширения и усадки.
Одна вещь, которую вы можете сделать, это сварить поверхность соединения стержнем ENi-CI. Это удерживает углерод отливки вдали от хрома и железа следующего стержня. После этого можно заварить оставшийся зазор прутьями из нержавеющей стали типа Е309.
Можно ли сваривать чугун стержнем E7018?
Хотя стержень E7018 не предназначен для чугуна, вы можете выполнять мелкие ремонтные сварные швы для некритичных работ. Для этого необходимо выполнить шаги сварки чугуна 9.0010 с точностью. Проблема в том, что металл сварного шва этого стержня всегда будет поглощать углерод от отливки и становиться чрезвычайно твердым и хрупким.
Для этого необходимо выполнить шаги сварки чугуна 9.0010 с точностью. Проблема в том, что металл сварного шва этого стержня всегда будет поглощать углерод от отливки и становиться чрезвычайно твердым и хрупким.
Если у вас нет чугунного стержня, лучшим выбором будет типичный E7018, потому что:
- Имеет дугу с низким проплавлением.
- Обладает самой высокой пластичностью среди всех других обычных стальных стержней.
- Флюс содержит небольшое количество водорода. Водород увеличивает риск растрескивания твердых и хрупких металлов.
- Шлаковое покрытие на борте толстое и препятствует быстрому охлаждению, поэтому у вас есть достаточно времени, чтобы проковать борт.
- Его очень легко найти, и
- Он намного дешевле чугунных стержней.
Но у E7018 есть несколько серьезных недостатков для чугуна:
- Требуется высокотемпературный предварительный нагрев, не менее 750 °F (400 °C). Это требует времени и имеет высокую стоимость.

- Сталь имеет большую степень усадки, чем чугун. Это создаст высокое растягивающее напряжение при охлаждении, что может привести к растрескиванию борта и ЗТВ.
- Металл сварного шва всегда закален, и механическая обработка невозможна. Но вы можете его измельчить.
Чтобы повысить вероятность успеха с помощью стержня E7018, вы можете:
- Предварительно нагревать отливку при более высоких температурах и в течение более длительного времени, чем обычно.
- Используйте наименьшую силу тока, которая расплавит стержень.
- Используйте максимально возможную скорость без или с минимальным перемещением из стороны в сторону, например, в 1,5 раза больше диаметра проволоки.
- Приварить короткие валики диаметром 1/2 дюйма (12,7 мм).
- Никогда не забывайте проковывать шарик, когда он раскален докрасна.
- Поместите бусины в разные места, пока не заполните шов.
- Кратер на конце борта очень чувствителен к растрескиванию.
 Поэтому вы должны убедиться, что каждый кратер заполнен достаточным количеством металла сварного шва, чтобы предотвратить растрескивание.
Поэтому вы должны убедиться, что каждый кратер заполнен достаточным количеством металла сварного шва, чтобы предотвратить растрескивание. - Используйте максимально возможное медленное охлаждение.
Сварка чугуна электродом E7018 всегда приводит к плохому сварному шву с закаленной ЗТВ. Это происходит потому, что невозможно предотвратить выход углерода из отливки в металл шва. Часто небольшие трещины появляются по мере остывания валика, даже если вы позаботились обо всех этапах сварки.
Рекламные объявленияМожно ли использовать стержень 6013 для чугуна?
E6013 не может дать приемлемых результатов на чугуне, даже для мелкого или поверхностного ремонта. Это связано с тем, что этот стержень поглощает углерод и не оставляет толстого шлакового покрытия, предотвращающего быстрое охлаждение борта. В результате металл шва и ЗТВ станут слишком твердыми и хрупкими и при остывании растрескаются.
Можно ли использовать стержень 6011 для чугуна?
Стержень E6011 — худший стержень, который можно использовать для сварки чугуна.