Марка стали оцинкованной: Оцинкованная сталь: виды, особенности, применение
alexxlab | 28.06.1994 | 0 | Разное
ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий
Технические условия (извлечения).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. Классификация
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
По назначению на группы
- Для холодной штамповки – ХШ,
- Для холодного профилирования -ХП,
- Под окраску (дрессирования) – ПК,
- Общего назначения – ОН;
По способности к вытяжке (сталь группы ХШ) на категории
- Нормальной вытяжки – Н,
- Глубокой вытяжки – Г,
- Весьма глубокой вытяжки – ВГ;
По равномерности толщины цинкового покрытия
- С нормальной разнотолщинностью – НР,
- С уменьшенной разнотолщинностью – УР.


1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации – КР,
- без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. Сортамент.
2.1. Оцинкованную сталь изготавливают шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
| ОЦ | Б-ПН-НО-0,8х1000х2000 ГОСТ 19904-74 |
| ОН-КР-1 ГОСТ 14918-80 |
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80
| ОЦ | А-О-1,2х1000 ГОСТ 19904-74 |
| 08кп ВГ-МТ-УР-2 ГОСТ 14918-80 |
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ГОСТ 14918-80 |
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ)
Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ)
3. Технические требования
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготавливают из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в таблице 1.
Таблица 1
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | Первой категории качества | Высшей категории качества |
| ХIII | Н, Г | Марки стали с хим. Составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-781 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,020% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025% |
| ХIII | ВГ | О8пс,08кп, о8Ю по ГОСТ 9045-80 08ПС, 08КП, 10КП по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08КП, 10кп по ГОСТ1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020% |
| XII, ПК | – | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 Бст0, Бст1, бст3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой доле серы не более 0,04% и фосфора – не более 0,0035% |
| ОН | – | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,04%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1. Не допускается нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70.
3.4.2. На листах и полосах с необрезной кромкой не допускается рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не разрушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок местной шероховатости покрытия (сыпь), матовый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
|
Оцинкованная сталь |
Временное сопротивление | Предел текучести |
Относительное удлинение s 4, %, не менее, при L0=80 мм для стали толщиной, мм |
||||
| группы | категории вытяжки | разрыву s в, МПа | s т, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ |
300-490 275-430 255-410 |
– – – |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание.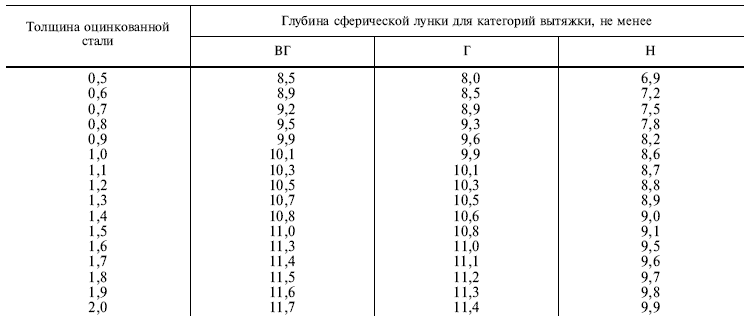 Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
|
Толщина оцинкованной стали |
|
||
| ВГ | Г | Н | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.

3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3,13 Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл.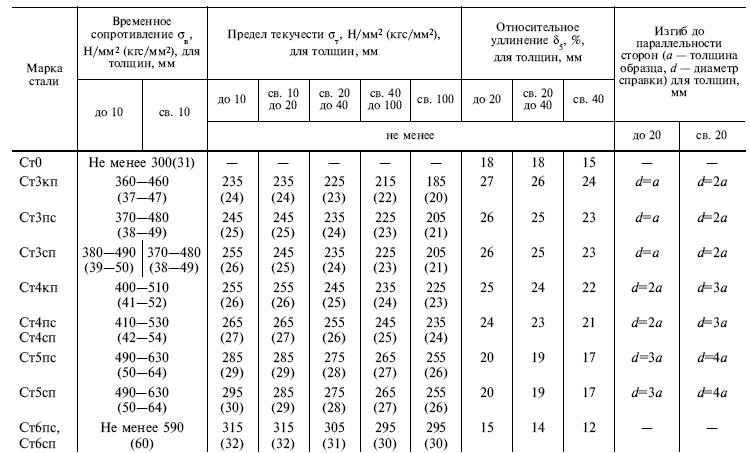 1г.
1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 |
8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. Правила приемки
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса, толщины покрытия, вида, консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей, повторную попытку проводят по ГОСТ 7566-81.
6. Маркировка, упаковка, транспортировка и хранение.
6.1. Маркировка, упаковка, транспортировка и хранение – по ГОСТ 7566-81 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок – по ГОСТ 7566-81.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами
как производят и где используют
До середины XIX века, который стал прорывным в производстве и распространении изделий из стали, человечество практически не задумывалось о том, что металлы могут разрушаться, и что это может привести к неприятным или даже трагическим последствиям.
Если у крестьянина сломался железный инструмент, то можно сделать новый, а вот если разрушается огромный стальной мост, то это проблема совсем другого уровня.
В процессе масштабного внедрения металлургического производства и распространения стали становилось понятно, что и этот, казалось бы, вечный материал может «портиться». Всему виной – коррозия. Начались поиски того, как защититься от этого разрушительного процесса. С конца 18 века регулярно появляются научные труды о природе коррозии и способах борьбы с ней. Иногда авторы исследований шли по заведомо ошибочному пути, но в итоге были найдены наиболее эффективные способы защиты стали.
Что же такое коррозия или, как ее называют в народе, ржавчина? Это процесс самопроизвольного разрушения стального проката, который вызывается окислением. Как правило, есть две основные причины этого явления: контакт поверхности металла с кислородом или с агрессивной внешней средой.
Если вовремя не устранить или не предупредить коррозию, то может произойти полное разрушение изделия или металлоконструкции. Это чревато убытками и даже несчастными случаями.
Существуют различные способы защиты металлопроката от коррозии: снижение агрессивности внешней среды, создание нержавеющих и специальных марок стали. Но они не являются универсальными. Например, корпуса судов постоянно находятся в соленой воде и должны в течение долгих лет выдерживать ее влияние.
Но они не являются универсальными. Например, корпуса судов постоянно находятся в соленой воде и должны в течение долгих лет выдерживать ее влияние.
Нержавеющие и специальные стали благодаря легирующим компонентам в их составе получаются слишком дорогими для широкого распространения. Их используют в узких сферах, например, при производстве медицинских инструментов, оборудования для котельной и химической промышленности и пр.
В результате, наиболее недорогими и популярными способами защиты являются те, что позволяют изолировать стальную поверхность от внешней среды при помощи специальных антикоррозионных материалов. Среди них выделяют:
- Активную защиту – грунтовка, содержащая химически активное соединение, которая наносится на сталь;
- Пассивную защиту – эпоксидные покрытия и хлорированные каучуки, наносимые на специальные пленки;
- Катодную или гальваническую защиту – нанесение цинка либо других металлических покрытий на сталь.

Последний способ используется для защиты от коррозии разнообразных стальных изделий: от метизов и проволоки до металлоконструкций и рулонного проката. Такой процесс достаточно легко внедряется и не требует значительных инвестиций. При этом обеспечивается хорошая защита и долговечность по доступной цене.
Как оцинковывают плоский холоднокатаный или горячекатаный прокат?
Цинкование различных металлов – достаточно распространенный процесс. Несмотря на это, при слове «оцинковка» возникает вполне конкретный образ – рулон холоднокатаного металлопроката, покрытого цинком. Как правило, для этого используется один из двух распространенных методов горячего цинкования стальных полос:
- Сендзимира;
- Кука-Нортмана.
В первом случае используется горячекатаный травленый или холоднокатаный нагартованный плоский прокат. После прокатного стана стальная полоса поступает в агрегат непрерывного горячего цинкования (АГНЦ). Здесь ее очищают, нагревают в печи отжига и отправляют в ванну оцинкования, в которой находится расплавленный цинк.
Здесь ее очищают, нагревают в печи отжига и отправляют в ванну оцинкования, в которой находится расплавленный цинк.
При использовании второго метода работают с непромасленным холоднокатаным отожженным прокатом либо горячекатаным травленым металлом, который уже имеет требуемый комплекс механических характеристик (в линии оцинкования отсутствует оборудование для термической обработки). Подготовка поверхности производится химическим способом: ее обезжиривают, очищают, протравливают и наносят флюс – специальные вещества или их смеси для удаления оксидов и улучшения сцепления цинка с основой. Затем металл нагревается в башне сушки флюса и опускается в цинковый расплав.
Эти два метода отличаются только процессом подготовки поверхности стальной полосы перед нанесением защитного цинкового покрытия. И при отлаженной технологии получается готовый продукт схожего качества и даже внешнего вида.
Производство оцинкованного проката предприятиями Метинвеста
Два крупнейших украинских производителя плоского оцинкованного проката входят в Группу Метинвест. С 2010 года группа является акционером ММК им. Ильича (Мариуполь). Здесь уже более 40 лет производят «оцинковку» на двух агрегатах непрерывного горячего цинкования, установленных в цехе холодной прокатки. Ильичевцы используют метод Сендзимира. Предприятие проводит регулярную модернизацию оборудования. Причем речь не только о линии цинкования, но и о всех этапах производства рулонного проката.
С 2010 года группа является акционером ММК им. Ильича (Мариуполь). Здесь уже более 40 лет производят «оцинковку» на двух агрегатах непрерывного горячего цинкования, установленных в цехе холодной прокатки. Ильичевцы используют метод Сендзимира. Предприятие проводит регулярную модернизацию оборудования. Причем речь не только о линии цинкования, но и о всех этапах производства рулонного проката.
Второе предприятие – ООО «Юнистил» (Кривой Рог) – стало частью Метинвеста совсем недавно, в 2018 году. Оно заметно отличается от ММК им. Ильича. Здесь нет полного цикла производства металлопроката. Более того, его здесь вообще не выпускают. Это, так называемый коутер (от английского слова coat – покрывать). Это независимые предприятия, которые занимаются исключительно нанесением защитных покрытий на привезенный полуфабрикат. Именно таким независимым производителем был Юнистил, запущенный с нуля в 2010 году. Здесь установлена производственная линия, использующая метод Кука-Нортмана. Но выйти на проектные показатели криворожский завод смог лишь с приходом нового инвестора в лице Группы Метинвест. Сегодня здесь наносят цинковое покрытие на стальные рулоны, произведенные на других предприятиях Группы – ММК им. Ильича и Запорожсталь (Запорожье).
Но выйти на проектные показатели криворожский завод смог лишь с приходом нового инвестора в лице Группы Метинвест. Сегодня здесь наносят цинковое покрытие на стальные рулоны, произведенные на других предприятиях Группы – ММК им. Ильича и Запорожсталь (Запорожье).
Потребление оцинкованного проката в Украине и его экспорт
Потребление оцинкованного проката в нашей стране безостановочно растет с 2015 года. Согласно информации Украинского центра стального строительства (УЦСС), в прошлом году объем рынка достиг 326 тыс. тонн, большую часть которого заняла продукция украинских производителей. При этом отечественные компании активно защищают внутренний рынок от некачественной импортной продукции. В прошлом году в Украине начали действовать антидемпинговые пошлины против китайского и российского оцинкованного проката. Это привело к заметному сокращению доли импорта, особенно металла с некачественным цинковым покрытием.
Ожидается, что в 2020 году основные тенденции сохранятся: будут расти и объемы потребления и доля качественной украинской продукции.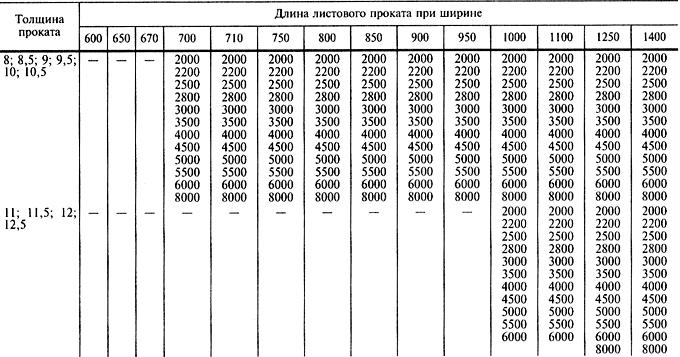
Поставки на внешние рынки тоже растут. По данным Государственной службы статистики, в прошлом году из Украины было экспортировано около 220 тыс. тонн оцинкованного проката. Основными потребителями украинской продукции стали страны СНГ, Восточной Европы и Ближнего Востока.
Дальнейшие переделы оцинкованного проката
Что происходит с оцинкованными рулонами? У них есть два пути: превратиться в готовые изделия или отправиться на следующий передел – окраску или нанесение защитных полимерных покрытий.
Пока в составе Группы Метинвест нет предприятий, окрашивающих «оцинковку». Но еще в прошлом году топ-менеджмент компании заявил, что такая возможность просчитывается. Новая линия в перспективе может появиться на базе одного из металлургических комбинатов Группы. Тогда из украинского плоского проката смогут производить металлочерепицу для крыш и сэндвич-панели для фасадов зданий.
Пока же практически все оцинкованная сталь ММК им. Ильича и Юнистила перерабатывается в готовые изделия как в Украине, так и за ее пределами. Из тонкого листа производят, например, профили для крепления гипсокартона, которые пользуются спросом в строительстве. Лист больших толщин применяют для производства профнастила, опор солнечных электростанций, легких стальных тонкостенных конструкций (ЛСТК) и т.д.
Ильича и Юнистила перерабатывается в готовые изделия как в Украине, так и за ее пределами. Из тонкого листа производят, например, профили для крепления гипсокартона, которые пользуются спросом в строительстве. Лист больших толщин применяют для производства профнастила, опор солнечных электростанций, легких стальных тонкостенных конструкций (ЛСТК) и т.д.
В условиях закрытия региональных рынков украинский оцинкованный прокат продолжает пользоваться спросом, как в Украине, так и за ее пределами. Выход Группы Метинвест в новые ниши, расширение ассортимента и наработка связей с потребителями делают этот вид металлопроката перспективным продуктом. Лучшее свидетельство этому – цифры. Согласно Годовому отчету Группы Метинвест, в 2019 году ММК им. Ильича и Юнистил суммарно произвели 350 тыс. тонн оцинкованного проката. Это почти на 40 тыс. тонн или 13% больше показателя 2018 года.
оцинкованные технические характеристики – PT. Саранацентраль Баятама, Tbk.
| DIMENSIONS | |
|---|---|
| Thickness (mm) | Width (mm) |
0. 20 – 1.20 20 – 1.20 | 600 – 1250 |
| TOLERANCES (THICKNESS/WIDTH) | ||
|---|---|---|
| Номинальная толщина (т) | 600 <= Ширина < 1000 | 1000 <= Ширина < 1219 |
| t > 0.25 | ± 0.04 | ± 0.04 |
| 0.25 = t > 0.40 | ± 0.05 | ± 0.05 |
| 0.40 = t > 0.60 | ± 0.06 | ± 0.06 |
| 0.60 = t > 0.80 | ± 0.07 | ± 0.07 |
| 0.80 = t > 1.00 | ± 0.07 | ± 0.08 |
| 1.00 = t > 1.25 | ± 0.08 | ± 0.09 |
| ХАРАКТЕРИСТИКИ КАТУШКИ | |
|---|---|
| Внутр. (мм) | ± 508 |
| Н.Д. (mm) | 800 – 2140 |
| Max weight (MT) | 15 MT |
| DIMENSIONS | |
|---|---|
| Commercial Grades | For General Purpose Applications |
| Drawing Grades | Для черчения и формовки |
| Конструкционные марки | Производятся с гарантированной минимальной прочностью на растяжение |
МИНИМАЛЬНАЯ МАССА ПОКРЫТИЯ НА ОБЕИХ ПОВЕРХНОСТЯХ с установленным стандартом.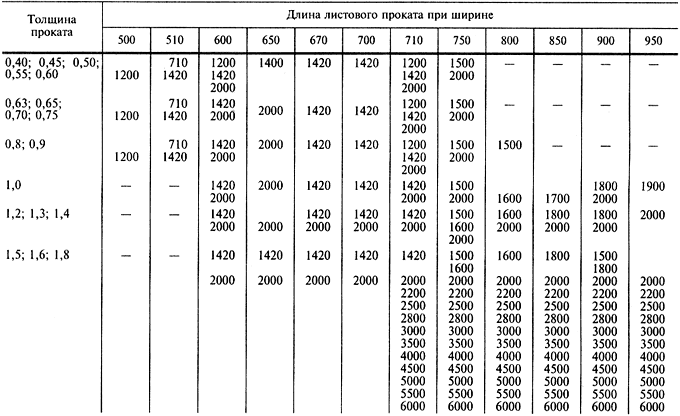 Например, вес цинкового покрытия для JIS G3302-1994 показан в следующей таблице:
Например, вес цинкового покрытия для JIS G3302-1994 показан в следующей таблице:
| ВЕС ПОКРЫТИЯ | ||||
|---|---|---|---|---|
| Спецификация | Обе поверхности (г / м²) | |||
| ASTM 525-87 / ASTM 653-96 | JIS (G 3302 1994) SCB.CGL | Средний SPOT SPOT SPOT TESS TESS. Поверхности | Минимальная масса покрытия в тройном тесте на обеих поверхностях | |
| G-90 | Z 27Z 27 | 275 | 234 | |
| Z 22Z 22 | ||||
| Z 22 Z 22 Z 22 Z 22 Z 22 Z 22.0013 G-60 | Z 18Z 18 | 180 | 153 | |
| G-40 | Z 12Z 12 | 120 | 102 |
| AVAILABLE DIMENSIONS | |||||
|---|---|---|---|---|---|
| Nominal Zinc Coating Weight | 183 | 214 | 244 | 305 | |
| SNI No | Minimal Weight-Direct measurement | 137 | 168 | 198 | 244 |
| 07-2053-1995 | Minimal Weight-Indirect measurement | 122 | 153 | 183 | 214 |
| BJLS | Base Metal Thickness (mm) | Both Surfaces ( g/m²) | |||
| 20 | 0. 20 20 | x | |||
| 25 | 0.25 | x | |||
| 30 | 0.30 | x | |||
| 35 | 0.35 | x | |||
| 40 | 0.40 | x | |||
| 45 | 0.45 | x | |||
| 50 | 0.50 | x | |||
| 60 | 0.60 | x | |||
| 70 | 0.70 | x | |||
| 80 | 0.80 | x | |||
| 90 | 0.90 | x | |||
| 100 | 1.00 | x | |||
| 110 | 1.10 | x | |||
| 120 | 1. 20 20 | x |
| Механические свойства | |
|---|---|
| Качество | Механические свойства |
| Устойчивости урожая (MPA) Растяжение растягивания (MPA) Элонгация (%) Стоимость твердых ставок | Качество. – 574 – 80 HR30T |
| (0.20 up to 0.30 mm) | 84 – 88 HR15T |
| Soft Quality | 270 – 370350 – 40028 – 3850 – 60 HR30T |
| (0.20 up to 1.20 mm) | 77 – 80 HR15T |
| KIND OF PRODUCT | ||
|---|---|---|
| SNI No. 07-2053-1995 | ||
| Commercial Quality | ||
| -ASTM- | ||
| Спецификация | Качество | |
| A 526-90 | Коммерческое качество | |
| A 527-90 | Качество блокировки | |
| -523-9013 | . 0* 0* | Качество рисования |
| A 642-90* | Качество рисования-Специальное убийство | |
| A 446-76 | Структурное качество | . Тип A, B, C Марка-80, Конструкционная сталь Марка-33, Марка-37|
| * Данные спецификации должны быть согласованы по взаимному согласию между покупателем и производителем94) – | ||
| Specification | Quality | |
| SGCC | Commercial (Soft) | |
| SGCH | Commercial Hard (Full hard) | |
| SGCD 1-2-3* | Drawing Class 1-2-3 | |
| SGC 340 | Структурный | |
| SGC 400* | Структурный | |
| COATING CHEMICAL COMPOSITION | |||
|---|---|---|---|
| Fe | Pb | Al | Zn |
| 0.11% | 0.06% | 0. 13% 13% | 99.70% |
| ОБРАБОТКА ПОВЕРХНОСТИ | |
|---|---|
| Обработка | Применение |
| Нехромированный и сухой | Фосфат и окраска9 |
| хромированный и сухой | Общая цель |
Поверхность покрытия.ASTM A653 Оцинкованная сталь – COSASTEELASTM A653 скачать бесплатноASTM-A653 PDF Определение Процесс горячего погруженияНастоящая спецификация распространяется на стальные листы, оцинкованные (гальванизированные) или покрытые цинково-железным сплавом (гальванизированные) методом горячего погружения в рулонах и кусками. ASTM A653 по сравнению с ASTM A653 G90ASTM относится к Американскому обществу стандартов на испытания и материалы. A-653 — один из стандартных номеров филиалов. ASTM A653 — это стандартная спецификация для листов из сплава железа с горячим цинкованием или листов из оцинкованной стали. ASTM A653 G90 относится к спецификации ASTM A653, код оцинкованного слоя G90 означает, что сумма двухстороннего цинкового покрытия составляет 0,9 унций/фут2 (среднее минимальное значение трех точек с обеих сторон) или 0,8 унций/фут2 (наименьшее значение в одной точке с обеих сторон)). ASTM A653 G90 относится к оцинкованному стальному листу, класс материала G90 (согласно стандарту ASTM A653), толщина 3,2 мм. Американский стандарт особенный. Существуют как метрические единицы веса (г/м2), такие как Z90, так и британские единицы веса (унции/фут2), такие как G90. Разница в весе между ними примерно в 3 раза. ASTM A653 преимуществаТонкослойные материалы, оцинкованные горячим способом, обладают превосходной способностью к сварке и обработке. Он может использоваться от общего использования до глубокой вытяжки и может быть выбран в соответствии с целью. Толстые оцинкованные материалы с горячим цинкованием обладают отличной коррозионной стойкостью. Легированная сталь, полученная методом горячего погружения, не только обладает превосходной коррозионной стойкостью, но также обладает хорошей адгезией и пластичностью покрытия, что обеспечивает отличные характеристики обработки. Преимущество в том, что он имеет красивый внешний вид и может использоваться для применений, где поверхность не окрашена. Эквивалент ASTM A653ASTMA653 — американский стандарт, который эквивалентен японскому JIS G 3302, европейскому EN 10346. Горячеоцинкованный стальной лист с толщиной покрытия 0,3 унции/кв. дюйм. Материал имеет общие характеристики. Классификация ASTM A653
ASTM A653 допуск по толщине
Марка ASTM A653 и химический состав
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|

 Можно использовать различные приложения, выбирая блестки и функции постобработки.
Можно использовать различные приложения, выбирая блестки и функции постобработки. ..
.. 50
50 ..
..