Марки электродов по чугуну: Электроды по чугуну – виды, маркировка и особенности применения
alexxlab | 03.07.2023 | 0 | Разное
Электроды для сварки чугуна со сталью:маркировка, характеристики
При большой твердости чугун обладает одним большим недостатком, который проявляется в его хрупкости. Это вызвано большим содержание углерода в составе, что делает сварку данного металла достаточно сложным процессом. Электроды по чугуну должны компенсировать многие негативные моменты благодаря специально подобранному составу, но их имеется достаточно большое количество разновидностей, так что для каждого случая приходится подбирать отдельную марку. С учетом того, что в самом металле может находиться до 6% углерода, в электродах присутствует примерно то же самое соотношение.
Электроды для сварки чугуна
Одним из самых качественных способов является сварка чугуна аргоном, но это достаточно дорого и не всегда доступно. Сварка чугуна электродом в домашних условиях также возможна и весьма распространена, благодаря своей простоте и дешевизне. Главное правильно подобрать расходный материал и подготовить металл под сварку. Очень важно, чтобы сварочные электроды по чугуну имели одинаковое время остывания с основным металлом, так как у него оно зачастую достаточно низкое. Это помогает избежать перенапряжения, что очень важно, так как у чугуна очень низкие пластичные свойства. При повышенных температурных режимах может происходить выгорание углерода, так что если в присадочном материала будет содержаться больше данного элемента, чем в основном.
Очень важно, чтобы сварочные электроды по чугуну имели одинаковое время остывания с основным металлом, так как у него оно зачастую достаточно низкое. Это помогает избежать перенапряжения, что очень важно, так как у чугуна очень низкие пластичные свойства. При повышенных температурных режимах может происходить выгорание углерода, так что если в присадочном материала будет содержаться больше данного элемента, чем в основном.
Набор электродов для сварки металла
Электроды для сварки чугуна используются как в промышленности, так и в частной сфере. Естественно, что у каждой марки свои особенности применения, поэтому, некоторые из них принадлежат только к определенным областям. В целом же чугун достаточно распространенный металл. К нему в большинстве случаев выпускают материалы с большим диаметром, так как из него делаются массивные изделия. Это могут быть детали к машинам, станочному оборудованию и прочей тяжелой технике. Возникает необходимость, как в самой сварке, так и в наплавке, причем электроды для наплавки чугуна мало чем отличаются от других типов. Практически у всех них основное покрытие, но встречаются и модели с кислым, что обеспечивает стабильность дуги и возможность проводить процедуры во всех пространственных положениях. Все они изготавливаются согласно ГОСТ 7293-85.
Практически у всех них основное покрытие, но встречаются и модели с кислым, что обеспечивает стабильность дуги и возможность проводить процедуры во всех пространственных положениях. Все они изготавливаются согласно ГОСТ 7293-85.
Физико-химический состав
Химический состав определяет, какими свойствами будет обладать наплавленный металл. Во все марки в основу входит железо, а остальные элементы служат для улучшения свойств сваривания и поддержания состава основного металла, который может меняться от температурного воздействия. На примере одной из марок можно рассмотреть химический состав:
- Углерод – 0,13%;
- Марганец – 0,9%;
- Кремний – 0,5%;
- Железо – остальное;
- Ванадий – 8,6%;
- Сера – 0,014%;
- Фосфор – 0,023%.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
- МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья.
 Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
- ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.
Электрод ОЗЧ-2
- ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.
Электрод ЦЧ-4
- ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
- ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.
Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия. Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла.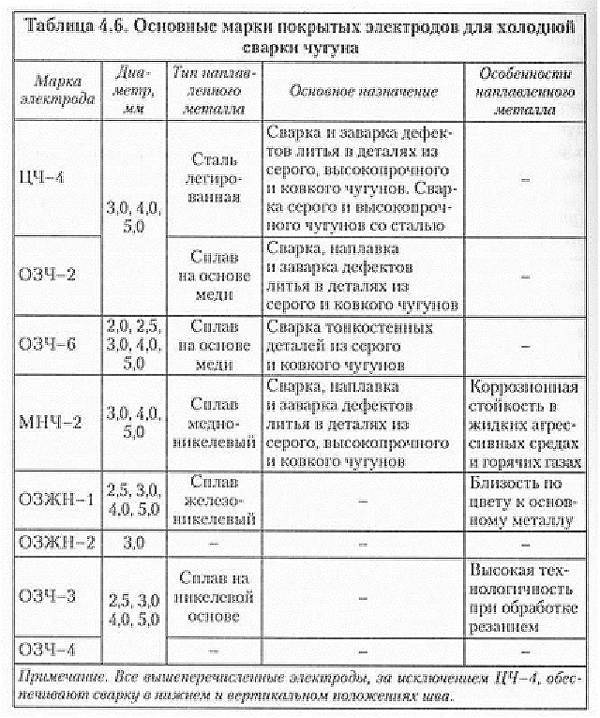 В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Производители
Существует много марок от различных производителей, каждый из которых старается предложить свой вариант решения проблема сварки данного металла путем изменения состава.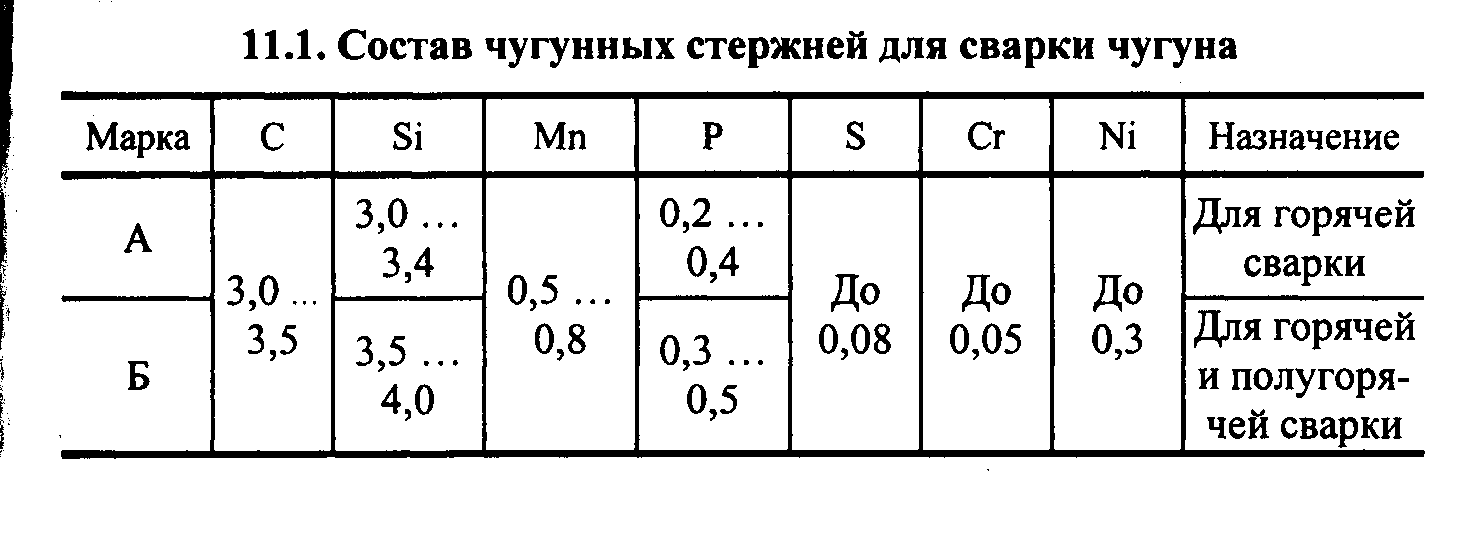 Можно встретить изделия таких компаний как:
Можно встретить изделия таких компаний как:
- ASPIK;
- Гранит;
- Фрунзе-Электрод;
- Патон;
- Монолит;
- UTP.
Маркировка электродов по чугуну – какой выбрать
Для соединения деталей из чугуна различных марок применяются электроды по чугуну, а маркировка изделий указывает на их состав и назначение. Выбор связан с технологией сварки и маркой свариваемого материала.
Чугун – это сплав элементов железа и углерода с легирующими добавками (никель, хром, ванадий, магний) для формирования необходимых физико-механических свойств. В нем содержится высокий процент углерода (свыше 2%), что придает твердость и хрупкость, но затрудняет свариваемость.
Процесс сопровождается повышенным газообразованием, что приводит к пористости и неоднородности шва. Неравномерный прогрев становится причиной появления трещин, а по причине окислообразования остаются непроваренные зоны. Замечено, что термовоздействие приводит к растеканию металла, что затрудняет формирование шва.
Существующие способы сварки
Сварка чугунаДля сваривания чугуна применяется горячий и холодный способ. Первый нуждается в дополнительном подогреве заготовки до температуры +650°С – горячий или же до +450°С – полугорячий. Нагрев происходит силой тока, а потом — плавное остывание на протяжении 80-90 часов. Электроды по чугуну используются сечением близким к 10 мм. Они должны выдерживать ток порядка 600-1000 А.
Холодная сварка чугуна наиболее популярна. Соединение классифицируется в зависимости от типа электрода: сталь, никель, медь и ряд сплавов. Процесс требует большого количества подготовительных операций, таких как фрезерование, сверление, зачистка.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Основные марки
МНЧ-2 и ОЗЧ-4. Расходники универсального назначения, позволяющие работать со всеми видами чугуна. Данные электроды используются и в ремонтных целях, когда нужно устранить брак или выполнить наплавку.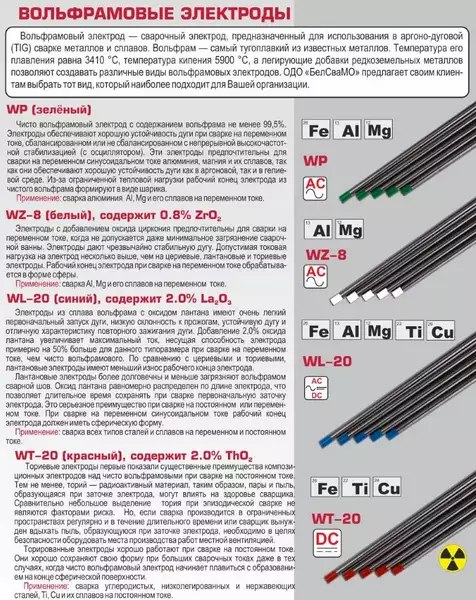 Для работы необходим постоянный, обратнополярный ток.
Для работы необходим постоянный, обратнополярный ток.
Марка МНЧ-2 используется для деталей, работающих во влажной среде и при высокой температуре. Они обеспечивают антикоррозионную защиту на открытых площадках эксплуатации.
ОЗЧ-2. характеризуется узкой областью применения: лишь для серых и ковких чугунов. Область использования: устранение дефектов в отливках и многослойное наплавление. Технология не требует дополнительного нагрева заготовок. Наиболее качественный шов получается при малой толщине стенок.
ОК-92.18. Предназначены для горячей сварки с переменным током.
ЦЧ-4. Применяются для наплавки и устранения дефектов литья в чугуне всех типов. Позволяют соединять чугун со сталями отдельных марок. Универсальны по способу сварки, т. е. используются и при горячем и при холодном методе. Обеспечивают однородность шва и равномерную ширину. Работают от постоянного тока обратной полярности либо от «переменки» высокого напряжения.
ОЗЖН-1 и ОЗЖН-2. Электроды для сварки чугуна нужны для холодного соединения крупных изделий из серого и высокопрочного материала. Состоят из сплава никеля с железом. Ими выполняют значительный объем сварочных работ по исправлению литейного брака. Используются для многослойной наварки в сочетании с ОЗЧ-3 или МНЧ-2.
Чугунные стержни. Имеют особый тип покрытия из графитосодержащей смеси или соединения из бария, жидкого стекла и карборунда.
Расшифровка маркировки
Маркировка на электродах, регламентированная ГОСТ, содержит сведения о входящих в состав компонентах. Основа у большей части марок состоит из железа, но бывают и другие варианты. Например, МНЧ-2 содержит:
- М – около 30% меди;
- Н – никель 65%;
- Ч – указание предназначения «для чугуна»;
- 2 – серийный порядковый номер, обозначающий соотношение компонентов.
Критерии выбора электродов
Качество выполнения сварочных работ зависит от правильности выбора марки электродов по основным критериям:
- Соответствие марки электродов чугуну в ремонтной детали;
- Толщина свариваемой стенки;
- Тип применяемой технологии;
- Требования к сварному шву по физическим и механическим параметрам;
- Необходимость в последующей механообработке стыка;
- Наружное покрытие – основное либо кислое, имеет разную реакцию на условия эксплуатации;
- Для старого, низкокачественного чугуна и при наличии загрязнений сечение стержня должно быть больше;
- Сваривание тонкостенных деталей производится электродами, сечение которых приближено к толщине стенки.

При отсутствии опыта и затруднениях с выбором рекомендуется брать электроды марки МНЧ-2, ЦЧ-4 или же ОЗЧ сечением 3-6 мм. В случае предпочтений в пользу зарубежных производителей, рекомендуется универсальная марка UTP.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Видео: Электроды для сварки и наплавки чугуна EutecTrode 224
Похожие статьи
Какой сварочный электрод использовать для чугуна?
Чугун повсюду. Он используется для украшения объектов вокруг дома и в саду. Многие автомобильные детали изготавливаются из чугуна. Корпуса большинства насосов изготавливаются из чугуна. Что происходит, когда этот чугун треснет или сломается? Это полная потеря или ее можно успешно сварить, чтобы создать ремонт? Если да, то какой тип сварочного стержня следует использовать для выполнения сварного ремонта чугуна?
Какой сварочный пруток использовать для чугуна? Существует три варианта выбора сварочной проволоки для чугуна. Каждый сварочный стержень обеспечит хороший сварной шов, но может иметь разные характеристики во время и после сварки. Три варианта:
Опции №. | Сварочный стержень для чугуна |
| 1 | Никелевые стержни |
| 2 | Чугунная крышка ed Стержни |
| 3 | Стальные стержни |
Ремонт сломанной или треснувшей чугунной детали вполне по силам сварщику, работающему дома или в мастерской.
Есть несколько хитростей и советов как по выбору сварочной проволоки, так и по выполнению ремонтного шва, не требующего специального оборудования или обучения.
Надлежащая подготовка и хотя бы небольшое понимание чугуна могут сделать процесс стоящим затраченных усилий. Ниже приведены некоторые типы сварочных стержней для правильной работы.
Связанное чтение: Как успешно сварить чугун?
Содержание
Понимание чугуна
Чугун — это термин, который часто упоминается, когда люди начинают говорить о металле, но немногие действительно понимают чугун и его особенности. Понимание некоторых типов чугуна и их различий может иметь большое значение в том, как вы подходите к сварному ремонту треснувшей или сломанной детали.
Понимание некоторых типов чугуна и их различий может иметь большое значение в том, как вы подходите к сварному ремонту треснувшей или сломанной детали.
Прежде чем вы продолжите чтение, вот статья, мы написали о времени, которое требуется, чтобы научиться сварке. Чугун производится путем плавления чугуна с добавлением легирующих материалов, таких как:
- хром
- молибден
- медь
- 900 05 Титан
- Ванадий
При использовании одного из этих сплавов добавляется кремний. Различные легирующие материалы влияют на зернистую структуру чугуна, его пластичность и обрабатываемость.
Линейка чугунов
Чугун обычно подразделяется на четыре категории или типа. Крайне важно разобраться в характеристиках каждого вида чугуна, прежде чем выбрать сварочную проволоку и приступить к сварке.
Серый чугун
Серый чугун, вероятно, является наиболее распространенным типом используемого чугуна. В микроструктуре серого чугуна преобладает графит в микроструктуре металла. При этом получается чугун, который:
- Обладает большей пластичностью и свариваемостью, чем другие виды чугуна. Недостатком является то, что содержание графита в чугуне может создать проблемы, если они попадают в сварочную ванну. Это загрязнение графитом может сделать сварной шов хрупким и склонным к растрескиванию.
Белый чугун
Белый чугун сохраняет содержание углерода в виде карбида железа вместо графита. Это придает белому чугуну исключительно высокую прочность на сжатие и твердость. Твердость способствует отличной износостойкости, но также означает, что белый чугун почти невозможно успешно сварить.
Ковкий чугун
При добавлении небольшого количества магния и цезия в серый чугун во время плавки в печи графит собирается в узелки, которые становятся почти неподвижными в металле.
 Это также создает чугун с более высокой прочностью и более высокой пластичностью. Как и серый чугун, из которого он получен, ковкий чугун можно сваривать
Это также создает чугун с более высокой прочностью и более высокой пластичностью. Как и серый чугун, из которого он получен, ковкий чугун можно свариватьКовкий чугун
Термическая обработка белого чугуна позволяет получить металл с более высокой пластичностью, но сохраняет большинство характеристик исходного металла. Этот термически обработанный белый чугун классифицируется как ковкий чугун. Его нельзя успешно сварить без нарушения некоторых характеристик ковкого чугуна и превращения областей внутри и вокруг сварного шва в серый чугун.
Выберите свой сварочный электрод
- Никелевый сплав . Из трех перечисленных выше сварочных электродов, которые лучше всего подходят для сварки чугуна, предпочтительными являются электроды с высоким содержанием никеля. Многие из этих стержней содержат до 99% никелевого сплава. Это делает их дорогими, поэтому многие сварщики выбирают менее дорогой вариант. Если после сварки требуется механическая обработка, предпочтительным выбором являются стержни из никелевого сплава.

- Чугунные стержни с покрытием . Эти стержни широко доступны и могут давать очень хорошие сварные швы, пластичные и поддающиеся механической обработке. Сварные швы, выполненные стержнями с чугунным покрытием, также легче очищать, но необходимо уделять больше внимания подготовке и предварительному нагреву.
- Стальные стержни – Стальные стержни можно использовать для сварки чугуна, но они дают твердые сварные швы, которые не поддаются механической обработке. Это также затрудняет очистку сварного шва. Однако невысокая стоимость делает их популярными.
Однако для домашнего сварщика покупка одного или двух более дорогих никелевых стержней для небольшого ремонта может не потребовать больших затрат.
Стальные стержни и стержни с чугунным покрытием подойдут, но могут потребовать больше усилий и могут не дать сварного шва, который так легко обрабатывать или очищать после сварки.
Существует множество производителей сварочных электродов, и все они предлагают различные сварочные электроды с содержанием металла и покрытиями практически для любого применения .
 Спросить местного сварщика, имеющего опыт работы с чугуном, — всегда хороший план. Практический опыт и рекомендации зачастую более информативны, чем листы технических спецификаций, которые предоставляют производители.
Спросить местного сварщика, имеющего опыт работы с чугуном, — всегда хороший план. Практический опыт и рекомендации зачастую более информативны, чем листы технических спецификаций, которые предоставляют производители.Прежде чем зажечь дугу
Сварка чугуна требует не только подготовки, но и выполнения сварного шва. Есть определенные вещи, которые необходимо выполнить до фактического нанесения сварного шва, а затем сразу после сварки, чтобы предотвратить деформацию или растрескивание чугунной детали.
Очистка отливки
Сплавы, используемые при изготовлении чугуна, не имеют большого значения. Перед началом сварки чугунную деталь необходимо очистить и подготовить. Все поверхностные загрязнения должны быть удалены с чугуна в области сварного шва . Вы должны очистить чугунную поверхность до металлической поверхности, удалив любые загрязнения, жир, краску или другие посторонние материалы.
После очистки поверхности в зоне сварного шва следует кратковременно приложить умеренный нагрев.
 Это откроет поры металла и позволит любому захваченному газу выйти. Любые загрязнения на поверхности металла или скопившийся в металле газ сделают сварные швы пористыми и хрупкими .
Это откроет поры металла и позволит любому захваченному газу выйти. Любые загрязнения на поверхности металла или скопившийся в металле газ сделают сварные швы пористыми и хрупкими .Предварительный подогрев
Чугун имеет тенденцию к растрескиванию под нагрузкой. Возможно, вы уже сталкивались с этим, если на чугунной детали, которую вы собираетесь сваривать, появилась трещина. Сварка создает термическую нагрузку на любой металл. Когда вы нагреваете металл до точки плавления, окружающая область, которая не нагревается, пытается сдержать расширение области, к которой применяется тепло, и могут возникнуть трещины.
Контроль нагрева — лучший способ предотвратить растрескивание чугуна во время сварки. Это включает в себя предварительный нагрев зоны сварки, чтобы позволить металлу контролировать тепловое расширение металла.
Нагрев области вокруг зоны сварки обеспечивает более равномерное расширение по мере выполнения сварки.
 Свариваемый участок и прилегающие к нему участки должны быть предварительно нагреты как минимум до 250 градусов по Фаренгейту.
Свариваемый участок и прилегающие к нему участки должны быть предварительно нагреты как минимум до 250 градусов по Фаренгейту.Сварка
При сварке следует использовать как можно меньше тепла. Обычно это достигается путем использования минимально возможной настройки тока, одобренной производителем сварочных прутков. Направление дуги на сварочную ванну, а не на основной металл, также может помочь при локальном нагреве.
Связанная статья : Какие виды газовой сварки обычно используются? | Они популярны?
Управление охлаждением
Управление периодом охлаждения после сварки так же важно, как и предварительный нагрев перед сваркой. Тепловое сжатие металла начинается сразу после гашения дуги.
При неравномерном охлаждении металла могут возрастать силы сжатия, что может привести к растрескиванию . Упрочнение, метод удара молотком по все еще деформируемому сварному шву, может помочь снизить риск растрескивания.
Добавление изоляционного материала к сварному шву и чугунной детали может замедлить процесс охлаждения, и даже повторное нагревание сварного шва для максимального замедления процесса охлаждения также поможет предотвратить растрескивание или деформацию.
В домашнем магазине!
При небольшом навыке и выполнении нескольких простых шагов можно сваривать чугун. Понимание материала, выбор правильного стержня и выполнение правильных шагов в процессе сварки приведет к успешному ремонту сломанного или треснувшего чугунного проекта.
Узнать больше о СИЗ – Средства индивидуальной защиты – Здесь вы можете найти статью с нашего сайта о : Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Рекомендуемая литература
Проходят ли сварщики тесты на наркотики? | Все факты, которые вам необходимо знать
Вредит ли сварка глазам? Как защитить глаза
Тяжелая ли работа при сварке? | Все факты, которые вам нужно знать
Сколько получают сварщики? >>Правда о зарплате сварщика
Какой сварочный электрод использовать для чугуна? Полное руководство
Поскольку чугун является трудносвариваемым металлом, различные сварочные прутки предназначены для сварки серого, ковкого и шаровидного чугуна.
 В этой статье будут рассмотрены стержни и кислородные стержни для чугуна, а также ответ на вопрос, можете ли вы использовать обычные стальные стержни.
В этой статье будут рассмотрены стержни и кислородные стержни для чугуна, а также ответ на вопрос, можете ли вы использовать обычные стальные стержни.Содержание
- Какая проволока лучше всего подходит для сварки чугуна?
- Стержни для сварки чугуна
- Как правильно выбрать стержень
- Как хранить чувствительный к влаге стержень
- Можно ли использовать стержень из нержавеющей стали для сварки чугуна?
- Можно ли сваривать чугун стержнем E7018?
- Можно ли использовать стержень 6013 для чугуна?
- Можно ли использовать стержень 6011 для чугуна?
- Стержни для кислородной сварки чугуна
Начнем с самого важного вопроса.
Какая сварочная проволока лучше всего подходит для чугуна?
ENiFe-CI — лучшая универсальная штанга для сварки чугуна. Он имеет флюсовое покрытие, предназначенное для улучшения плохой свариваемости чугуна. Флюс в сочетании с наплавленным металлом с высоким содержанием никеля, железа и углерода для ремонта серого и ковкого чугуна, а также для сварки чугуна со сталью.
Электроды для электродуговой сварки чугуна
Электроды для электродуговой сварки чугуна
Сварка электродами (SMAW) — это наилучший общий процесс дуговой сварки чугуна. Это самый дешевый в использовании процесс, и по своей природе он отлично подходит для ремонтных работ.
Все чугунные стержни имеют флюсовое покрытие, предназначенное для проглатывания для предотвращения упрочнения зоны термического влияния (ЗТВ). ЗТВ – это область рядом с бортом. Поскольку теплота сварки изменяет свойства ЗТВ, именно здесь появляется больше всего трещин.
Флюс добавляет в металл шва элементы, соответствующие характеристикам отливки. Также в нем есть элементы, очищающие металл шва от примесей.
Флюс также может предотвратить усадку металла сварного шва и приблизить его скорость усадки к чугуну. Это предотвратит неравномерное напряжение между ними.
Сварка стержнями имеет самый большой выбор стержней для чугуна. Существуют стержни на основе никеля и особый тип железного стержня.
Прутки на основе никеля являются лучшими, потому что никелевый наплавленный металл:
- Противостоит поглощению углерода литьем. Это предотвращает затвердевание металла шва и сохраняет пластичность (упругость).
- Высокая пластичность уравновешивает силы усадки при остывании валика. Это очень важно для фиксации суставов.
- Он очень мягкий и поэтому хорошо поддается механической обработке, поэтому его можно легко сверлить и резать.
- Можно использовать без предварительного подогрева при комнатной температуре, если отливка небольшая, имеет поверхностные повреждения и т.д.
Недостатками никелевых стержней являются цена и образование вредных паров.
Давайте подробнее рассмотрим каждый из этих стержней.
ENi-CI
Чугунный стержень ENi-CI или ENi99 представляет собой стержень из почти чистого никеля с содержанием никеля 85-99%. Основное преимущество заключается в том, что металл шва всегда остается мягким и поддающимся обработке.
 Поэтому это ваш лучший выбор, если вы хотите без труда просверлить или разрезать металл сварного шва.
Поэтому это ваш лучший выбор, если вы хотите без труда просверлить или разрезать металл сварного шва.Но ENi-CI самый дорогой пруток, и подходит он только для однопроходной сварки.
Обозначение ENi-CI означает:
- E стойки для сварки электродом e .
- Ni для ni кель.
- CI for c ast i ron. Это важно, потому что другие никелевые стержни с аналогичным химическим составом и названиями не предназначены для сварки чугуна в качестве основной работы. Например, пруток ЭНи-1, которым свариваются в основном никелевые сплавы. Хотя вы можете использовать стержень ENi-1 для чугуна, он наплавляет металл, который дает большую усадку, чем ENi-CI.
ENiFe-CI
Стержень ENiFe-CI или ENi55 содержит 55 % никеля, 40 % железа (Fe) и несколько других элементов. Он предлагает более высокую прочность и пластичность и дешевле, чем ENi-CI.

Наплавленный металл стержня ENiFe-CI поддается механической обработке, если соблюдать осторожность и не допускать глубокого сплавления с отливкой. Чем глубже плавление, тем большее количество углерода будет соединяться с железом стержня, и будут образовываться карбиды. Карбиды чрезвычайно хрупкие и увеличивают риск образования трещин в металле сварного шва.
Как уже упоминалось, стержень ENiFe-CI является лучшим и наиболее универсальным, он идеально подходит для:
- Толстых и тяжелых профилей из чугуна.
- Чугуны с шаровидным графитом: ковкий и шаровидный.
- Высокопрочный серый чугун.
- Сварка чугуна с низкоуглеродистой сталью, нержавеющей сталью и никелевыми сплавами.
- Отливки с высоким содержанием примесей, таких как фосфор, поскольку они увеличивают риск образования горячих трещин. Горячее растрескивание – это продольное растрескивание металла шва при остывании.
- Грязные и замасленные отливки.
- Отливки, потерявшие прочность в результате длительного срока службы в тяжелых условиях.

- Сложные соединения или соединения, которые будут подвергаться высоким нагрузкам.
- Многопроходные швы.
ENiFeMn-CI
ENiFeMn-CI похож на ENiFe-CI, но содержит 12% марганца (Mn) и имеет более низкие процентные содержания никеля и железа. Марганец делает металл шва более прочным и пластичным. Это также улучшает текучесть металла шва и трещиностойкость.
Он подходит для сварки самых прочных ковких чугунов, а также для наплавки, поскольку марганец обладает высокой износостойкостью.
Но найти его не так просто, да и марганец выделяет более вредные пары.
ENiCu
Стержень ENiCu содержит большое количество никеля и меди (Cu) и небольшое количество углерода и других элементов. Хотя он не предназначен для чугуна, многие сварщики используют его с приемлемыми результатами.
Вы можете использовать его аналогично ENiFe-CI, но он имеет более низкую прочность на разрыв и более чувствителен к поглощению углерода.
Для этого вы должны поддерживать очень низкое разбавление, используя самую низкую силу тока и максимально возможную скорость, что обеспечит поверхностный, но приемлемый сварной шов.
Существует два типа:
- ENiCu-A с 55 % никеля и 40 % меди и
- Проще найти ENiCu-B с 65 % никеля и 30 % меди.
ESt
ESt – стальной стержень без никеля, но с флюсовым покрытием, что делает его пригодным для чугуна. Этот стержень производит наплавленный металл с составом, механическими свойствами, микроструктурой и цветом, близким к чугуну. Это также самое дешевое удилище для работы.
Металл шва стержней из ЭСт очень твердый, не пластичный, склонный к растрескиванию, не поддается механической обработке. Он также требует более высокой температуры предварительного нагрева, чем никелевые стержни для той же работы.
По этим причинам стержни ESt предназначены для мелкого ремонта сварных швов, таких как трещины, и восстановления мелких отсутствующих деталей, но не для сложных соединений.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Используйте их для сварки поверхности стыка.
 Мы называем это намазывание маслом . Этот метод герметизирует чугун, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого для заполнения шва можно использовать другие более дешевые стержни, такие как EST или даже E7018.
Мы называем это намазывание маслом . Этот метод герметизирует чугун, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого для заполнения шва можно использовать другие более дешевые стержни, такие как EST или даже E7018.Вот сравнительная таблица указанных сварочных электродов.
Характеристика s чугунных электродов SMAWТип электрода Прочность на растяжение Пластичность Предварительный нагрев Обрабатываемость Чувствительность к растрескиванию ENi-CI 70 000 средний-высокий самый низкий лучший низкий ENiFe-CI 9041 4 90 000высокий низкий хороший низкий ENiFeMn-CI 100 000 высокий низкий хороший самый низкий ENiCu-A 70 000 высокий средний хороший низкий средний EST 70 000 нет высокий нет высокий И таблицу с типичными температурами предварительного нагрева для наиболее распространенных чугунных стержней.

Типичные температуры предварительного нагрева отливки -железные электроды с использованием процесса SMAW для серого чугуна.Тип электрода Температура предварительного нагрева ENi-CI 200-570° Ф (100-300°С) ENiFe-CI 300-650°F (150-350°C) EST 650-750°F (350-40 0°C) Еще одна таблица с типичными диапазонами силы тока для этих стержней. Тем не менее, всегда проверяйте рекомендуемую силу тока на конкретной упаковке, которая у вас есть.
Диапазоны указаны для горизонтального положения с постоянным током. Для вертикальных убавить 10-20А, а для накладных 5-15А. С переменным током увеличьте 5 или даже 10А.
Диапазон тока чугунного стержняРазмер ENi-CI ENiFe-CI Est 3/32″ (2,4 мм) 40-70 45-80 50-90 1/8″ (3,2 мм) 70-100 70-110 80-120
90 054 Как выбрать правильный стерженьТеперь давайте посмотрим, что вам нужно примите во внимание, прежде чем выбрать чугунный стержень:
- Чугунный тип. Если он неизвестен, выберите стержень ENiFe-CI.
- Обрабатываемость металла шва. Вот как легко его просверлить или разрезать. Для гарантированной обрабатываемости выберите стержень ENi-CI.
- Стоимость. Стержни из никелевого чугуна относятся к самым дорогим стержням, которые вы можете купить, но вы используете только несколько стержней.
 Самый дешевый чугунный стержень – EST.
Самый дешевый чугунный стержень – EST. - Для однопроходной сварки можно использовать ENi-CI. Но для многопроходной сварки вам нужен ENiFe-CI.
- Коррозионная стойкость. Стержень ENiCu обладает наилучшей стойкостью и может восстанавливать детали вашего литья, подверженные воздействию коррозионных элементов.
Как хранить чувствительные к влаге стержни
Со всеми чугунными стержнями следует обращаться как с стержнями с низким содержанием водорода и защищать их от влаги. Если на их флюсовое покрытие попадет влага, оно испортится, что приведет к дефектам сварки.
Наилучший способ их использования – это все подготовить, а непосредственно перед сваркой открыть упаковку и использовать.
Чтобы сохранить все оставшиеся стержни, вы должны хранить их в печи для стержней при температуре 250 °F (120 °C). Перед использованием стержни, подвергшиеся воздействию влаги, следует выпекать не менее 1 часа при температуре 480 °F (250 °C) в печи для стержней.

Каждый производитель указывает температуру хранения и выпечки на упаковке стержня или на своем сайте в Интернете.
Теперь посмотрим, можно ли использовать стержни, не предназначенные для чугуна.
Можно ли использовать стержни из нержавеющей стали для сварки чугуна?
Хотя стержни из нержавеющей стали могут сваривать различные металлы, они не подходят для чугуна. Во время сварки железо и хром стержня соединяются с углеродом отливки . В результате образуются хрупкие карбиды, увеличивающие риск растрескивания. Никель стержня не может противостоять негативным эффектам.
Кроме того, риск растрескивания в ЗТВ еще выше, поскольку эти два металла имеют значительные различия в показателях прочности на растяжение, теплового расширения и усадки.
Одна вещь, которую вы можете сделать, это сварить поверхность соединения стержнем ENi-CI. Это удерживает углерод отливки вдали от хрома и железа следующего стержня.
 После этого можно заварить оставшийся зазор прутьями из нержавеющей стали типа Е309.
После этого можно заварить оставшийся зазор прутьями из нержавеющей стали типа Е309.Можно ли сваривать чугун стержнем E7018?
Хоть стержень Е7018 и не предназначен для чугуна, но при некритичных работах можно делать мелкие ремонтные сварные швы. Для этого вы должны точно выполнить шаги сварки чугуна . Проблема в том, что металл сварного шва этого стержня всегда будет поглощать углерод от отливки и становиться чрезвычайно твердым и хрупким.
Если у вас нет чугунного стержня, лучшим выбором будет типичный E7018, потому что:
- Имеет дугу с низким проваром.
- Обладает самой высокой пластичностью среди всех других обычных стальных стержней.
- Флюс содержит небольшое количество водорода. Водород увеличивает риск растрескивания твердых и хрупких металлов.
- Шлаковое покрытие на борте толстое и препятствует быстрому охлаждению, поэтому у вас есть достаточно времени, чтобы проковать борт.
- Его очень легко найти,
- Он намного дешевле чугунных стержней.

Но у E7018 есть несколько серьезных недостатков для чугуна:
- Требуется высокотемпературный предварительный нагрев, не менее 750 °F (400 °C). Это требует времени и имеет высокую стоимость.
- Сталь имеет большую степень усадки, чем чугун. Это создаст высокое растягивающее напряжение при охлаждении, которое может привести к растрескиванию борта и ЗТВ.
- Металл сварного шва всегда закален, и механическая обработка невозможна. Но вы можете его измельчить.
Чтобы повысить вероятность успеха с помощью стержня E7018, вы можете:
- Предварительно нагревать отливку при более высоких температурах и в течение более длительного времени, чем обычно.
- Используйте наименьшую силу тока, которая расплавит стержень.
- Используйте максимально возможную скорость без или с минимальным боковым перемещением, например, в 1,5 раза больше диаметра проволоки.
- Приварите короткие валики диаметром 1/2 дюйма (12,7 мм).

- Никогда не забывайте проковывать шарик, когда он раскален докрасна.
- Поместите бусины в разные места, пока не заполните шов.
- Кратер на конце борта очень чувствителен к растрескиванию. Поэтому вы должны убедиться, что каждый кратер заполнен достаточным количеством металла сварного шва, чтобы предотвратить растрескивание.
- Используйте максимально возможное медленное охлаждение.
Сварка чугуна электродом E7018 всегда приводит к плохому сварному шву с закаленной ЗТВ. Это происходит потому, что невозможно предотвратить выход углерода из отливки в металл шва. Часто небольшие трещины появляются по мере остывания валика, даже если вы позаботились обо всех этапах сварки.
Рекламные объявленияМожно ли использовать стержень 6013 для чугуна?
E6013 не может дать приемлемых результатов на чугуне, даже для мелкого или поверхностного ремонта. Это связано с тем, что этот стержень поглощает углерод и не оставляет толстого шлакового покрытия, предотвращающего быстрое охлаждение борта.
 В результате металл шва и ЗТВ станут слишком твердыми и хрупкими и при остывании растрескаются.
В результате металл шва и ЗТВ станут слишком твердыми и хрупкими и при остывании растрескаются.Можно ли использовать стержень 6011 для чугуна?
Стержень E6011 — худший стержень, который можно использовать для сварки чугуна. Риск растрескивания слишком высок, потому что 6011 создает агрессивную дугу и тонкий слой шлака. В результате отливка расширяется очень быстро, металл сварного шва поглощает слишком много углерода, а ЗТВ превращается в хрупкое белое железо.
Стержни для кислородной сварки чугуна
В процессе кислородной сварки используются стержни с составом, аналогичным составу чугуна, с высоким содержанием углерода и кремния. В результате эти стержни обладают такими же механическими свойствами, цветом и обрабатываемостью, как и чугун, который они сваривают.
- Пруток RCI для сварки обычного серого чугуна.
- Стержень RCI-A используется для сварки высокопрочного серого чугуна.
- Стержень RCI-B предлагает ковкий наплавленный металл для ковкого и шаровидного чугуна, но также может сваривать серый чугун.

- Никелевый сплав . Из трех перечисленных выше сварочных электродов, которые лучше всего подходят для сварки чугуна, предпочтительными являются электроды с высоким содержанием никеля. Многие из этих стержней содержат до 99% никелевого сплава. Это делает их дорогими, поэтому многие сварщики выбирают менее дорогой вариант. Если после сварки требуется механическая обработка, предпочтительным выбором являются стержни из никелевого сплава.