Маркировка двутавр: Балка двутавровая Б1,Б2,Б3,К1,К2,К3,К4,К5,Ш1,Ш2,Ш3,Ш4,Ш5,М (двутавр)
alexxlab | 05.02.2023 | 0 | Разное
Балка двутавровая Б1,Б2,Б3,К1,К2,К3,К4,К5,Ш1,Ш2,Ш3,Ш4,Ш5,М (двутавр)
Балка двутавровая – это изделие из металла, применяемое в крупнопанельном, промышленном и гражданском строительстве для перекрытий, колонных металлоконструкций, мостовых сооружений, опор и подвесных путей.
Если Вы хотите купить двутавр, то это наиболее рациональный профиль для элементов работающих на изгиб.
Купить балку двутавровую Б1, Б2, Б3, К1, К2, К3, К4, К5, Ш1, Ш2, Ш3, Ш4, Ш5, М и узнать цену можно в нашей компании, но в зависимости от геометрических параметров металлургическими заводами выпускаются несколько типов.
Металлические балки различают по толщине стенки и полки, по расположению граней полок (с параллельными гранями, с уклоном внутренних граней), по назначению, по способу производства, по техническим характеристикам, например:
– балка металическая двутавровая стальная специальная;
– балка металическая двутавровая из углеродистой и низколегированной стали;
– балки с параллельными гранями полок:
Б – нормальные балки
Ш – широкополочные
К – колонные балки
– балки с уклоном граней полок:
– балки обычные;
– балки специальные:
М – для подвесных путей
С – балки для армирования шахтных стволов.

1. Двутавр нормальный (типа Б)
Наименование (номер профиля) | h,см | b,см | s,см | t,см | r1 | A Площадь поперечного сечения,см2 | P Линейная плотность,кг/м |
| 10Б1 | 10.000 | 5.500 | 0.410 | 0.570 | 0.700 | 10.320 | 8.100 |
| 12Б1 | 11.760 | 6.400 | 0.380 | 0.510 | 0.700 | 11.030 | 8.700 |
| 12Б2 | 12.000 | 6.400 | 0.440 | 0.630 | 0.700 | 13.210 | 10.400 |
| 14Б1 | 13.740 | 7.300 | 0.380 | 0.560 | 0.700 | 13.390 | 10.500 |
| 14Б2 | 14. 000 000 | 7.300 | 0.470 | 0.690 | 0.700 | 16.430 | 12.900 |
| 16Б1 | 15.700 | 8.200 | 0.400 | 0.590 | 0.900 | 16.180 | 12.700 |
| 16Б2 | 16.000 | 8.200 | 0.500 | 0.740 | 0.900 | 20.090 | 15.800 |
| 18Б1 | 17.700 | 9.100 | 0.430 | 0.650 | 0.900 | 19.580 | 15.400 |
| 18Б2 | 18.000 | 9.100 | 0.530 | 0.800 | 0.900 | 23.950 | 18.800 |
| 20Б1 | 20.000 | 10.000 | 0.560 | 0.850 | 1.200 | 28.490 | 22.400 |
| 23Б1 | 23.000 | 11.000 | 0.560 | 0.900 | 1.200 | 32.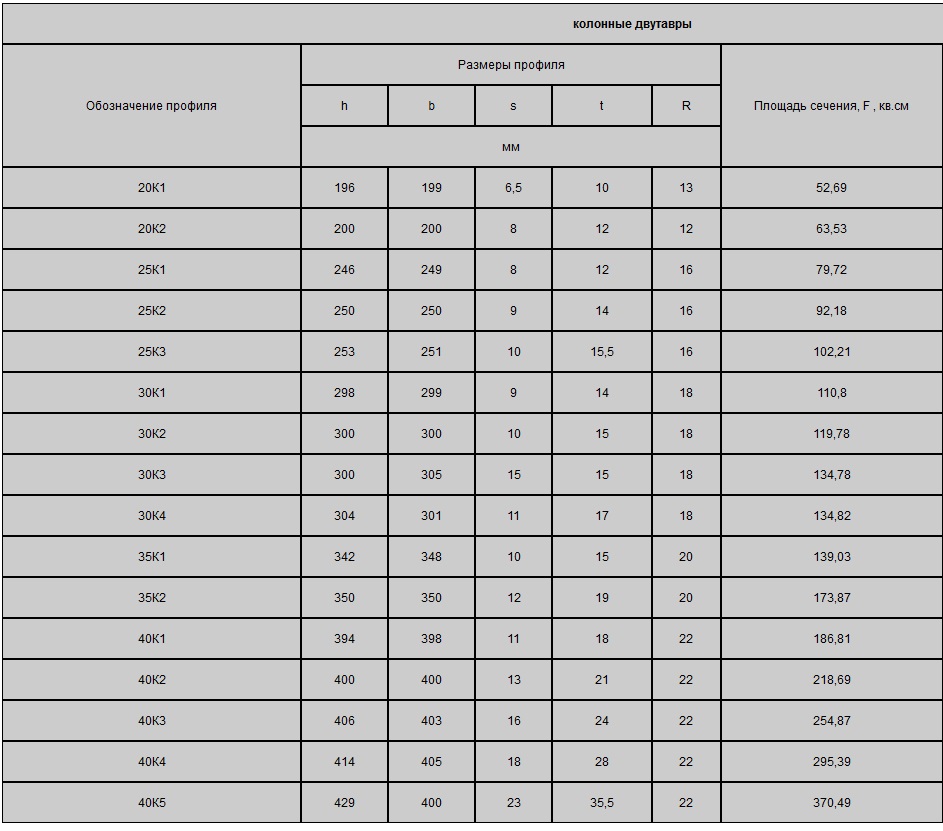 910 910 | 25.800 |
| 26Б1 | 25.800 | 12.000 | 0.580 | 0.850 | 1.200 | 35.620 | 28.000 |
| 26Б2 | 26.100 | 12.000 | 0.600 | 1.000 | 1.200 | 39.700 | 31.200 |
| 30Б1 | 29.600 | 14.000 | 0.580 | 0.850 | 1.500 | 41.920 | 32.900 |
| 30Б2 | 29.900 | 14.000 | 0.600 | 1.000 | 1.500 | 46.670 | 36.600 |
| 35Б1 | 34.600 | 15.500 | 0.620 | 0.850 | 1.800 | 49.530 | 38.900 |
| 35Б2 | 34.900 | 15.500 | 0.650 | 1.000 | 1.800 | 55.170 | 43.300 |
| 40Б1 | 39.200 | 16. 500 500 | 0.700 | 0.950 | 2.100 | 61.250 | 48.100 |
| 40Б2 | 39.600 | 16.500 | 0.750 | 1.150 | 2.100 | 69.720 | |
| 45Б1 | 44.300 | 18.000 | 0.780 | 1.100 | 2.100 | 76.230 | 59.800 |
| 45Б2 | 44.700 | 18.000 | 0.840 | 1.300 | 2.100 | 85.960 | 67.500 |
| 50Б1 | 49.200 | 20.000 | 0.880 | 1.200 | 2.100 | 92.980 | 73.000 |
| 50Б2 | 49.600 | 20.000 | 0.920 | 1.400 | 2.100 | 102.800 | 80.700 |
| 55Б1 | 54.300 | 22.000 | 0.950 | 1.350 | 2.400 | 113. 370 370 | 89.000 |
| 55Б2 | 54.700 | 22.000 | 1.000 | 1.550 | 2.400 | 124.750 | 97.900 |
| 60Б1 | 59.300 | 23.000 | 1.050 | 1.550 | 2.400 | 135.260 | 106.200 |
| 60Б2 | 59.700 | 23.000 | 1.100 | 1.750 | 2.400 | 147.300 | 115.600 |
| 70Б1* | 69.100 | 26.000 | 1.200 | 1.550 | 2.400 | 164.700 | 129.300 |
| 70Б2* | 69.700 | 26.000 | 1.250 | 1.850 | 2.400 | 183.600 | 144.200 |
| 80Б1* | 79.100 | 28.000 | 1.350 | 1.700 | 2.600 | 203.200 | 159.500 |
| 80Б2* | 79.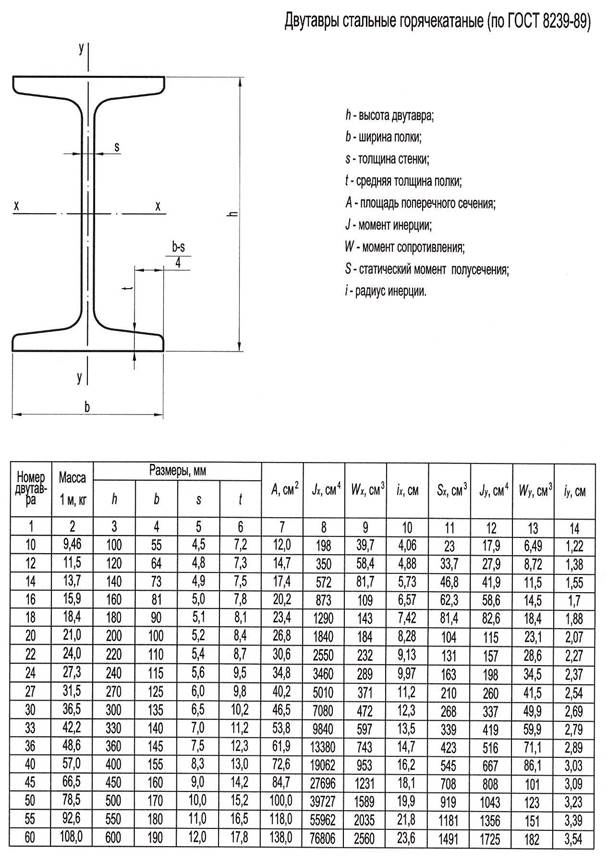 | 28.000 | 1.400 | 2.050 | 2.600 | 226.600 | 177.900 |
| 90Б1* | 89.300 | 30.000 | 1.500 | 1.850 | 3.000 | 247.100 | 194.000 |
| 90Б2* | 90.000 | 30.000 | 1.550 | 2.200 | 3.000 | 272.400 | 213.800 |
| 100Б1* | 99.000 | 32.000 | 1.600 | 2.100 | 3.000 | 293.820 | 230.600 |
| 100Б2* | 99.800 | 32.000 | 1.700 | 2.500 | 3.000 | 328.900 | 258.200 |
| 100Б3* | 100.600 | 32.000 | 1.800 | 2.900 | 3.000 | 364.000 | 285.700 |
| 100Б4* | 101.300 | 32.000 | 1.950 | 3. 250 250 | 3.000 | 400.600 | 314.500 |
2. Двутавр колонный (типа К)
| Номер профиля | h,см | b,см | s,см | t,см | r1 | A Площадь поперечного сечения,см2 | P Линейная плотность,кг/м |
| 20К1 | 19.500 | 20.000 | 0.650 | 1.000 | 1.300 | 52.820 | 41.500 |
| 20К2 | 19.800 | 20.000 | 0.700 | 1.150 | 1.300 | 59.700 | 46.900 |
| 23К1 | 22.700 | 24.000 | 0.700 | 1.050 | 1.400 | 66.510 | |
| 23К2 | 23.000 | 24.000 | 0.800 | 1.200 | 1.400 | 75.770 | 59.500 |
| 26К1 | 25. 500 500 | 26.000 | 0.800 | 1.200 | 1.600 | 83.080 | 65.200 |
| 26К2 | 25.800 | 26.000 | 0.900 | 1.350 | 1.600 | 93.190 | 73.200 |
| 26К3 | 26.200 | 26.000 | 1.000 | 1.550 | 1.600 | 105.900 | 83.100 |
| 30К1 | 29.600 | 30.000 | 0.900 | 1.350 | 1.800 | 108.000 | 84.800 |
| 30К2 | 30.000 | 30.000 | 1.000 | 1.550 | 1.800 | 122.700 | 96.300 |
| 30К3 | 30.400 | 30.000 | 1.150 | 1.750 | 1.800 | 138.720 | 108.900 |
| 35К1 | 34.300 | 35.000 | 1.000 | 1.500 | 2. 000 000 | 139.700 | 109.700 |
| 35К2 | 34.800 | 35.000 | 1.100 | 1.750 | 2.000 | 160.400 | 125.900 |
| 35К3 | 35.300 | 35.000 | 1.300 | 2.000 | 2.000 | 184.100 | 144.500 |
| 40К1 | 39.300 | 40.000 | 1.100 | 1.650 | 2.200 | 175.800 | 138.000 |
| 40К2 | 40.000 | 40.000 | 1.300 | 2.000 | 2.200 | 210.960 | 165.600 |
| 40К3 | 40.900 | 40.000 | 1.600 | 2.450 | 2.200 | 257.800 | 202.300 |
| 40К4 | 41.900 | 40.000 | 1.900 | 2.950 | 2.200 | 308.600 | 242.200 |
| 40К5 | 43. 100 100 | 40.000 | 2.300 | 3.550 | 2.200 | 371.000 | 291.200 |
соответствии с СНиП II-23-81*, ч.11, гл.23, (таблица 51,б), марки стали, заменяемые сталями по ГОСТ 27772-88* соответствует маркам сталей по ГОСТ 380-71**
С235 – Вст3КП2
С245 – Вст5ПС6
С255 – Вст3СП5
С345 – 09Г2С
3. Двутавр широкополочный (типа Ш)
| Номер профиля | h,см | b,см | s,см | t,см | r1 | A Площадь поперечного сечения,см2 | P Линейная плотность,кг/м |
| 20Ш1 | 19.300 | 15.000 | 0.600 | 0.900 | 1.300 | 38.950 | 30.600 |
| 23Ш1 | 22.600 | 15.500 | 0.650 | 1.000 | 1.400 | 46.080 | 36.200 |
| 26Ш1 | 25. 100 100 | 18.000 | 0.700 | 1.000 | 1.600 | 54.370 | 42.700 |
| 26Ш2 | 25.500 | 18.000 | 0.750 | 1.200 | 1.600 | 62.730 | 49.200 |
| 30Ш1 | 29.100 | 20.000 | 0.800 | 1.100 | 1.800 | 68.310 | 53.600 |
| 30Ш2 | 29.500 | 20.000 | 0.850 | 1.300 | 1.800 | 77.650 | 61.000 |
| 30Ш3 | 29.900 | 20.000 | 0.900 | 1.500 | 1.800 | 87.000 | 68.300 |
| 35Ш1 | 33.800 | 25.000 | 0.950 | 1.250 | 2.000 | 95.670 | 75.100 |
| 35Ш2 | 34.100 | 25.000 | 1.000 | 1.400 | 2. 000 000 | 104.740 | 82.200 |
| 35Ш3 | 34.500 | 25.000 | 1.050 | 1.600 | 2.000 | 116.300 | 91.300 |
| 40Ш1 | 38.800 | 30.000 | 0.950 | 1.400 | 2.200 | 122.400 | 96.100 |
| 40Ш2 | 39.200 | 30.000 | 1.150 | 1.600 | 2.200 | 141.600 | 111.100 |
| 40Ш3 | 39.600 | 30.000 | 1.250 | 1.800 | 2.200 | 157.200 | 123.400 |
| 50Ш1 | 48.400 | 30.000 | 1.100 | 1.500 | 2.600 | 145.700 | 114.400 |
| 50Ш2 | 48.900 | 30.000 | 1.450 | 1.750 | 2.600 | 176.600 | 138.700 |
| 50Ш3 | 49.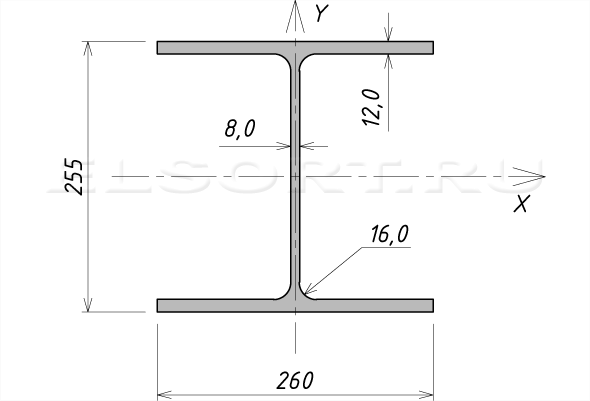 500 500 | 30.000 | 1.550 | 2.050 | 2.600 | 199.200 | 156.400 |
| 50Ш4 | 50.100 | 30.000 | 1.650 | 2.350 | 2.600 | 221.700 | 174.100 |
| 60Ш1 | 58.000 | 32.000 | 1.200 | 1.700 | 2.800 | 181.100 | 142.100 |
| 60Ш2 | 58.700 | 32.000 | 1.600 | 2.050 | 2.800 | 225.300 | 176.900 |
| 60Ш3 | 59.500 | 32.000 | 1.800 | 2.450 | 2.800 | 261.800 | 205.200 |
| 60Ш4 | 60.300 | 32.000 | 2.000 | 2.850 | 2.800 | 298.340 | 234.200 |
| 70Ш1 | 68.300 | 32.000 | 1.350 | 1.900 | 3.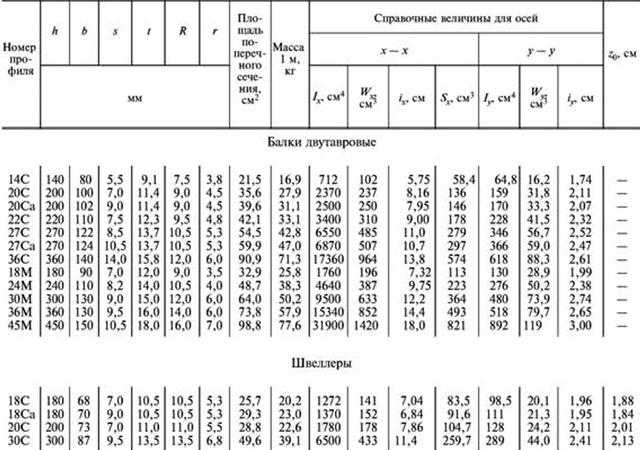 000 000 | 216.400 | 169.900 |
| 70Ш2 | 69.100 | 32.000 | 1.500 | 2.300 | 3.000 | 251.700 | 197.600 |
| 70Ш3 | 70.000 | 32.000 | 1.800 | 2.750 | 3.000 | 299.800 | 235.400 |
| 70Ш4 | 70.800 | 32.000 | 2.050 | 3.150 | 3.000 | 341.600 | 268.100 |
| 70Ш5 | 71.800 | 32.000 | 2.300 | 3.650 | 3.000 | 389.700 | 305.900 |
Изготавливаются из сталей по ГОСТ 27772-88* в соответствии с таблицей.
4. Балки двутавровые для монорельсов по ГОСТ 19425-74* (24М-36М) и ТУ 14-2-427-80 (45М)
| Наименование (номер профиля) | h,см | b,см | s,см | t,см | r1,см | r2,см | A Площадь поперечного сечения,см2 | P Линейная плотность,кг/м |
| 24М | 24. 000 000 | 11.000 | 0.820 | 1.400 | 1.050 | 0.400 | 48.700 | 38.300 |
| 30М | 30.000 | 13.000 | 0.900 | 1.500 | 1.200 | 0.600 | 64.000 | 50.200 |
| 36М | 36.000 | 13.000 | 0.950 | 1.600 | 1.400 | 0.600 | 73.800 | 57.900 |
| 45М | 45.000 | 15.000 | 1.050 | 1.800 | 1.600 | 0.700 | 98.800 | 77.600 |
Изготавливаются из сталей по ГОСТ 27772-88* в соответствии с таблицей.
В соответствии с СНиП II-23-81*, ч.11, гл.23, (таблица 51,б), марки стали, заменяемые сталями по ГОСТ 27772-88* соответствует маркам сталей по ГОСТ 380-71**
С235 – Вст3КП2
С245 – Вст5ПС6
С255 – Вст3СП5
С345 – 09Г2С
арматура строительная,арматура гладкая А1,арматура рифлёная А3,
балка,катанка,круг,круг калиброванный,квадрат,квадрат калиброванный,лист г/к,лист х/к,
лист рифлёный,лист легированный, лист Hardox, лист оцинкованный,полоса,сетка кладочная,сетка арматурная,
сетка строительная,сетка сварная,сетка тканая,сетка заборная,труба профильная,труба э/с,
труба ВГП,труба тонкостенная,труба толстостенная,труба катанная,уголок равнополочный,
уголок неравнополочный,швеллер,швеллер гнутый,шестигранник,шестигранник калиброванный,проволока вязальная,проволока светлая,проволока оцинкованная,егоза,колючая,нержавеющий прокат,алюминиевый прокат,медный,бронзовый и латунный прокат,сталь Hardox (Хардокс) ,услуги цинкования,рубки и плазменной резки. Склад металлопроката постоянно обновляется.
Склад металлопроката постоянно обновляется.
Если Вам нужна помощь профессионала, позвоните и получите грамотную консультацию специалиста.
г.Санкт-Петербург, отделы продаж черного и нержавеющего металлопроката
(812) 610-98-00 (многоканальный)
характеристики, маркировка металлических видов, монтаж
- Балка двутавровая: применение
- Виды двутавровых балок
- Типоразмеры и ГОСТы:
- Маркировка: как расшифровать
- Монтаж
Ни один строительный объект, каким бы ни было его назначение, не обходится без применения балок перекрытия. Ее функция как инженерной конструкции – в успешном перераспределении вертикальных и горизонтальных нагрузок в процессе собственной работы на изгиб.
Двутавровые балки перекрытия представляют собой тип фасонного проката, изготовленного из высококачественной стали. Сталь может быть либо низколегированной, либо углеродистой. Этот тип сортового проката имеет форму бруса, ориентированного горизонтально или наклонно. Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения. Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения. Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Балка двутавровая: применение ↑
Балка металлическая двутавровая из стали больше известна как элемент перекрытий каркасов промышленных зданий, имеющих большие пролеты. Их используют также при возведении мостов и других подвесных путей, колонн и другого во всех тех местах, где присутствуют повышенные нагрузки и им необходимо противостоять. Они воспринимают нагрузку от вертикального поперечного воздействия, которая одновременно отражается на стенах, колоннах и других опорах.
Деревянный аналог стального двутавра используется в каркасном домостроении. Следует отметить, что в последнее время его нередко стали использоваться в оформлении строений как элемент дизайна.
Их правильный расчет обеспечивает большую эффективность металлоемкости, нежели этот показатель у обычной горячекатаной конструкции. При установке двутавра уменьшается масса несущих конструкций, что позволяет сократить затраты на строительство. Двутавры используются также в тяжелом машиностроении при создании тяжелого оборудования.
Незначительный вес при чрезвычайно высокой жесткости делает их идеальным вариантом для использования в качестве основы под высоконагруженные строения.
Интересно
Отметим,что двутавры значительно жестче, нежели квадратные профили и уголки.
Виды двутавровых балок ↑
В конструкциях двутавров внутренние грани полок могут располагаться наклонно либо параллельно. Сортамент, который имеет балка двутавр, характеристики, габариты в основном определяются расстоянием между параллельными (П) или наклонными (У) внешними гранями.
Типоразмеры и ГОСТы: ↑
- Балка двутавровая ГОСТ 26020 83 характеризуется параллельными гранями полок.
 Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
 Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.
Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Колонные двутавры отличаются почти одинаковой высотой профиля и шириной полки.Двутавры, характеризующиеся наклонными гранями, классифицируются на:
- обычные (ГОСТ 8239 89) – ограничения на величину уклона внутренних граней составляют порядка 6–12%;
- специальные (ГОСТ 19425 74) – М: подвесные пути, имеющие угол наклона не больше 12% и С: для армированных шахтных стволов, имеющих угол наклона до 16 %.
колонные двутавры (К) по ГОСТ 26020-83
Изделие выполненное по ГОСТ полностью соответствует параметрам чертежа, то есть имеет заданное поперечное сечение, размеры полок (высота, ширина и толщина) и другое.
Маркировка: как расшифровать ↑
Начнем с двух цифр в начале маркировки. Они отмечают высоту в сантиметрах конкретной группы профилей.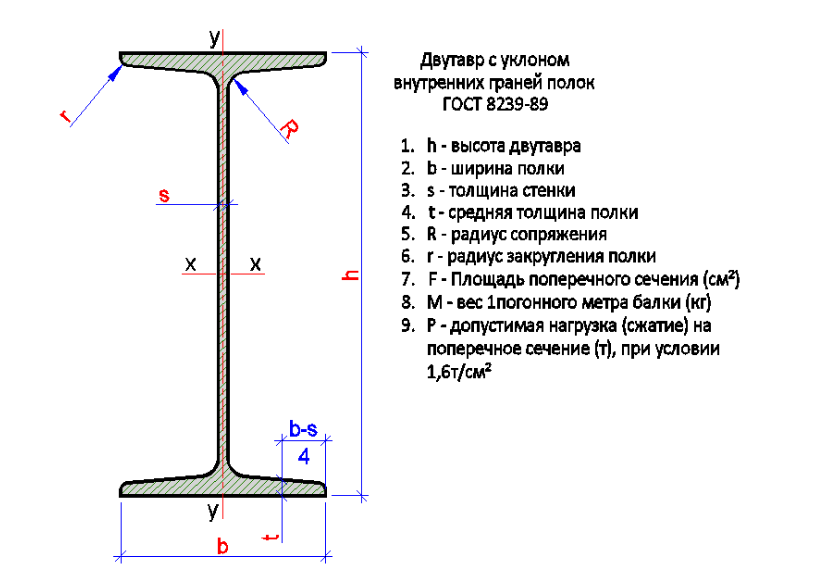 Следующие индексы – буквенные, они указывают на вид профиля в соответствии с шириной полок, к примеру, У, К и т. д. Если профили в группе отличаются размерами стенок и полок, то далее в маркировке указан размер профиля в серии. Например, маркировка двутавра с параллельными гранями может иметь вид: 25Б, 100Ш, 35К, 24ДБ1.
Следующие индексы – буквенные, они указывают на вид профиля в соответствии с шириной полок, к примеру, У, К и т. д. Если профили в группе отличаются размерами стенок и полок, то далее в маркировке указан размер профиля в серии. Например, маркировка двутавра с параллельными гранями может иметь вид: 25Б, 100Ш, 35К, 24ДБ1.
Монтаж ↑
Двутавр металлический изготавливают поэтапно. Прежде всего металл раскраивается на полосы требуемых размеров. Для улучшения провара кромки разделывают на специальном станке. Подготовленные полосы монтируют на сборочном стане. Их укладывают на входной конвейер, зажимают, позиционируют и фиксируют. Завершают сборку сварочными работами на специальном станке. Сваривают его двумя комплектами сварочных головок под флюсом. Двутавр в основном состоит из трех элементов. Поясные швы приваривают сварочными автоматами, а ребра жесткости приваривают поперек чаще вручную, в крайнем случае – полуавтоматом. Сварные конструкции собирают различными способами: используя хомуты и прихватки или в особом кондукторе.
балка металлическая двутавровая: процесс производства
Готовый двутавр очищают от налета ржавчины, жира, грязи и другого, используя дробеструйную установку. После этого качество его покрытия из краски и лака заметно улучшается.
При устройстве конструкции швы поясов иногда сваривают по ручной технологии. Тогда последовательность сборки полностью меняется. Сначала на пояс в нижней части конструкции монтируют вертикальную стенку, а следом ребра жесткости. Их захватывают и монтируют пояс в верхней части. Собранная конструкция зажимается хомутами и переходят к сварочным работам.
на фото металлическая балка двутавр
Наиболее ответственным этапом монтажа считается стыковка двутавровых балок. Швы поясов в обеих направлениях от стыка незаваривают на длину в полтора раза большую, нежели поясная ширина. Стык двутавровых балок свариваются в такой очередности: свариваются стыки вертикальной стенки, двух поясов, сначала ту, которая работает на растяжение, затем вторую, работающую на сжатие. Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Совет
Для сварки монтажных стыков необходимо использовать электроды высочайшего качества.
Сварная конструкция имеет массу преимуществ перед прокатной и, в первую очередь, это ее более высокие прочностные характеристики при массе, меньшей прокатной примерно на треть.
Двутавр металлический: сборка на видео
Материалы к статье:
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные. Сортамент (134,7 KiB, 1 814 hits)
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент (297,8 KiB, 1 600 hits)
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент (424,9 KiB, 1 890 hits)
© 2022 stylekrov. ru
ru
Основы стальной балки | Использование и размеры
17 ноября 2021 г. | Категория: Сталь 101
Стальные балки могут показаться простыми, когда вы смотрите на них, но существует огромное разнообразие типов, вариаций, размеров и многого другого, адаптированных для различных применений и целей. Независимо от того, хотите ли вы просто учиться или планируете купить некоторые из них, мы здесь, чтобы разбить их, чтобы вы могли чувствовать себя уверенно, говоря и покупая правильные балки для ваших нужд.
Что такое стальная балка?
Стальная балка — это конструктивная форма, которая широко используется во многих отраслях и проектах. Их профиль имеет форму заглавной буквы I (или буквы H, если перевернуть ее на бок). Стальные балки очень прочные, но часто очень тяжелые, поэтому их можно разрезать пополам по длине, чтобы получились тавровые балки (в форме буквы Т).
Их профиль имеет форму заглавной буквы I (или буквы H, если перевернуть ее на бок). Стальные балки очень прочные, но часто очень тяжелые, поэтому их можно разрезать пополам по длине, чтобы получились тавровые балки (в форме буквы Т).
Для чего они используются?
По своей сути стальные балки предназначены для поддержки тяжелых грузов из-за их огромной прочности. В частности, они часто используются в строительстве и гражданских инженерных сооружениях, таких как опоры мостов или основные каркасы зданий. Как мы обсудим, они обладают превосходными характеристиками прочности и несущей способности для таких вещей, как опорные полы и крыши, что делает их идеальным выбором для большинства строительных и инфраструктурных проектов.
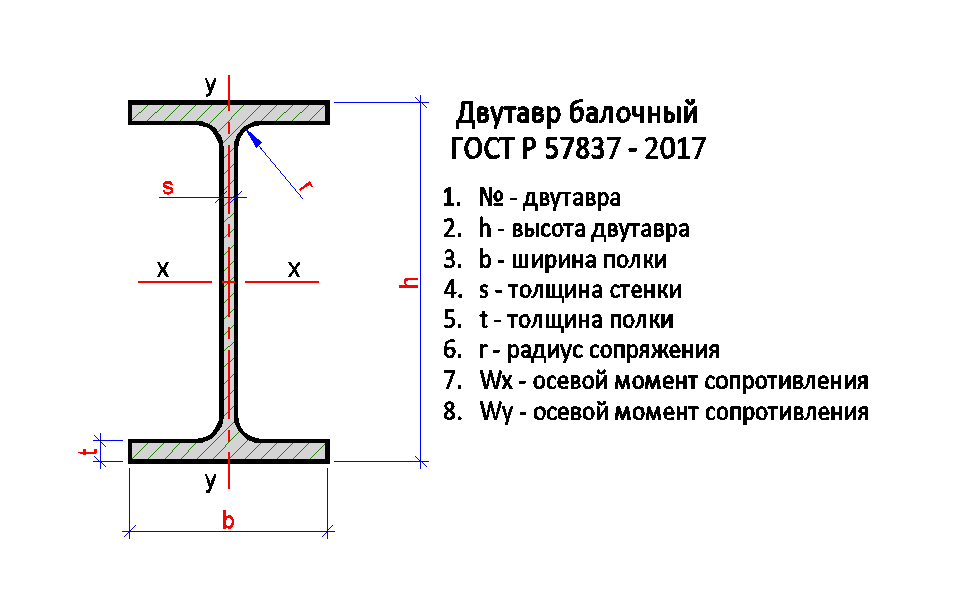
Части стальной балки
Их сила частично обусловлена прочностью стали, но также и их формой. Стальная балка состоит из двух основных частей, размеры каждой из которых могут различаться в зависимости от применения.
- Полки: Профиль стальной балки выглядит как буква I. Горизонтальные части сверху и снизу (обычно более короткие) называются полками. Они могут быть параллельными или коническими в зависимости от типа луча.
- Назначение: Фланцы противостоят изгибающему моменту или силам, которым подвергается балка.
- Решетка: Решетка балки — это (обычно более длинная) вертикальная деталь, соединяющая две полки в центре. Радиус угла, где каждая полка встречается со стенкой, также может варьироваться в зависимости от балки.
- Назначение: Полотно сопротивляется силам сдвига, которые могут привести к обрушению или поломке.
 Горизонтальные части сверху и снизу (обычно более короткие) называются полками. Они могут быть параллельными или коническими в зависимости от типа луча.
Горизонтальные части сверху и снизу (обычно более короткие) называются полками. Они могут быть параллельными или коническими в зависимости от типа луча.Стенка и полки работают вместе, чтобы обеспечить большую прочность на сдвиг и изгиб, поэтому балки так часто используются в мостах и каркасах зданий. Однако форма балки имеет относительно низкое сопротивление скручивающим (или скручивающим) силам.
Как читать размеры стальных балок
При чтении размеров луча они часто записываются как «W 27 x 178#» или «S 24 x 121#».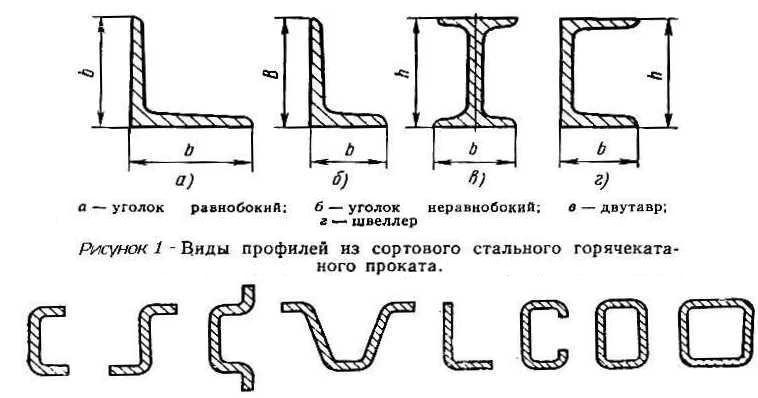 Это может показаться запутанным, если вы никогда раньше не пробовали покупать или работать со стальными балками, но это очень просто, когда вы понимаете формат.
Это может показаться запутанным, если вы никогда раньше не пробовали покупать или работать со стальными балками, но это очень просто, когда вы понимаете формат.
Буква указывает на общую форму или тип балки, в данном случае W означает, что это W-образная (или широкополочная) балка, тогда как S означает S-образную (или стандартную американскую) балку. Число, которое следует за буквой, называется номером секции и является «высотой» I. Второе число — это количество фунтов на линейный фут, или сколько весит каждый фут балки. Иногда будет третье число, которое представляет длину балки (в футах).
Используя эти примеры, балка с широкими полками имеет высоту 27 дюймов и весит 178 фунтов на фут балки. Если эта балка имеет длину 40 футов, мы можем умножить вес на фут на длину, чтобы оценить, что общий вес составит 7120 фунтов. S-образная балка имеет высоту 24 дюйма и весит 121 фунт на фут, что приводит к общему весу 4840 фунтов, если длина балки составляет 40 футов.
Хотя это основная информация для определения размера стальной балки, полки и стенка также имеют индивидуальные размеры и характеристики, которые часто отображаются в полных таблицах размеров. Для получения дополнительной информации посетите наши страницы с двутавровыми или W-образными балками, чтобы просмотреть их таблицы размеров.
Для получения дополнительной информации посетите наши страницы с двутавровыми или W-образными балками, чтобы просмотреть их таблицы размеров.
Получите подходящие балки для своего проекта уже сегодня
Независимо от того, какой тип, размер или спецификация балок вам нужны, Service Steel может поставить их. Более того, наши специалисты могут помочь вам решить, что лучше всего подходит для вашего проекта, поэтому вам не нужно чувствовать давление, чтобы быть экспертом в терминологии стальных балок и стандартных размерах.
Запросите предложение сегодня.
3 причины, по которым лазерная маркировка целесообразна при изготовлении металлоконструкций
Дни ручной разметки инструкций по монтажу, направлений сварки и идентификационных номеров деталей могут подойти к концу с развитием технологий автоматической маркировки, таких как лазерная маркировка.
Прошло шесть лет с момента ФАБРИКАТОР поговорил с Джеймсом Смелсером, единоличным сотрудником, пытающимся ускорить внедрение технологий в отрасли, которая, по мнению многих, не склонна к технологиям в производстве металлоконструкций. Что ж, он, наконец, начинает видеть некоторые успехи.
Смелзер, основатель компании Nicklebutt Automation, Сэнди, Юта, продвигает лазерную маркировку профилей из конструкционной стали с 2011 года, когда он начал работать над созданием своей первой системы лазерной разметки. Проработав в бизнесе последние 50 лет, он знает, что отрасль готова к такому прогрессу в возможностях маркировки.
«На самом деле в сталелитейном бизнесе не так много инноваций, но это особенно важно, когда вы выходите за пределы передней части цеха. У вас есть оборудование, на котором вы можете сверлить отверстия, обрабатывать балки и все такое в отделе запчастей», — сказал Смелсер. «Когда вы попадаете в цех с монтажниками и сварщиками, там просто ничего нет».
Он добавил, что почти две трети рабочей силы, занятой в производстве конструкционной стали, находится в цехах, однако в эту область вложено не так много технологий. В результате, строительные фабрики не так сильно повысили производительность труда, как их собратья по производству листового металла.
«Известного преступника Вилли Саттона спросили, почему он грабит банки, и он ответил: «Вот где деньги». Именно поэтому мы должны сосредоточиться на цехах. Вот где деньги», — сказал Смелсер.
Смелзер добавил, что, по его мнению, лазерная маркировка может изменить производственные операции производителей металлоконструкций. Вот его причины.
Ускорение процесса маркировки
Любой, кто когда-либо видел, как волоконный лазер режет тонкий листовой металл, знает, что скорость является отличительной чертой этой технологии. То же самое относится и к маркировке.
Система лазерной печати макетов Smelser использует четыре лазера мощностью 100 Вт для маркировки стальных балок.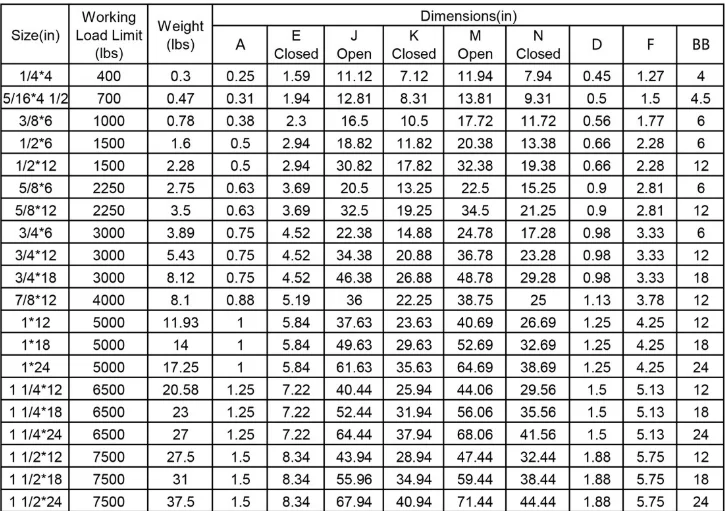 (В оригинальном лазерном маркере использовались два лазера мощностью 50 Вт.) Два лазера расположены выше и ниже лучей, а два других можно найти по обе стороны от лучей.
(В оригинальном лазерном маркере использовались два лазера мощностью 50 Вт.) Два лазера расположены выше и ниже лучей, а два других можно найти по обе стороны от лучей.
Каждый лазер работает независимо, помечая все в пределах 40-дюймового окна перед собой. Когда маркировка завершена в соответствии со спецификациями чертежа, система перемещает балку для выполнения дополнительных маркировок или вводит другую балку.
Одной из причин того, что волоконный лазер так успешно режет металл, является то, что его фокусная точка намного меньше, чем у лазера CO 2 — почти в 10 раз меньше. Такая плотность мощности позволяет волоконному лазеру работать очень эффективно.
Рисунок 1
Детали фурнитуры и сварки наносятся лазером на луч за считанные секунды с помощью автоматизированного оборудования.
«Если на стали есть прокатная окалина, ржавчина или немного масла, ни одна из этих вещей не представляет проблемы для лазера», — сказал Смелсер. «Даже с покрытиями лазер маркирует их прямо насквозь».
«Даже с покрытиями лазер маркирует их прямо насквозь».
Смелзер сказал, что каждый из лазеров может производить 720 дюймов маркировки в минуту (см. Рисунок 1 ). Он описал это как добавление 24 специалистов по макетированию в цех, что составляет не менее 18 процентов роста для типичного цеха по производству металлоконструкций. Учитывая, что сравнение с кем-то делает макет с рулеткой или линейкой и мыльным камнем, чтобы сделать все отметки, отмеченные на чертеже, какое-то улучшение производительности определенно возможно.
Те, кто знаком с другими вариантами маркировки, например, скрайбированием с помощью модифицированной сверлильной головки или плазменной горелки, обнаруживают, что эти процессы просто не поспевают за скоростью лазера, добавил Смелсер.
Получение более точной информации
Ручной процесс разметки стальной балки не только медленный, но и подвержен ошибкам. Персонал по планировке может неправильно прочитать чертежи или просто поменять местами числа. Кроме того, чем дольше работает персонал цеха, тем больше вероятность ошибок; усталые умы ведут к большему потенциалу для небрежной работы.
Кроме того, чем дольше работает персонал цеха, тем больше вероятность ошибок; усталые умы ведут к большему потенциалу для небрежной работы.
Более широкое использование трехмерного CAD-моделирования в проектировании зданий создало возможность для автоматизации процесса компоновки. Файлы информационного моделирования зданий (BIM), извлекаемые из общей 3D-модели, позволяют изготовителю видеть каждое использование элементов жесткости, пластин, сварных швов и болтов, а также то, как все детали могут сочетаться друг с другом. Лазерный маркировочный принтер также позволяет наносить информацию о монтаже на каждую монтажную деталь. Сюда входит такая информация, как количество болтов, размер болтов, инструкции по сварке в полевых условиях, указания по технике безопасности и любые другие указания, которые могут помочь монтажной бригаде. Лазер принимает всю эту информацию и быстро отмечает ее на луче. Если файл BIM правильный, маркировка на конструкционной стали также должна быть правильной (см. 9).0097 Рисунок 2 ).
9).0097 Рисунок 2 ).
«Мы извлекаем всю эту информацию из модели, и мы можем значительно снизить частоту ошибок», — сказал он.
Как найти тех монтажников и сварщиков, которых трудно найти
Все цеха по производству металлоконструкций знают об этой проблеме: трудно найти хорошую помощь.
«История всегда одна и та же. Промышленность не позволяет хорошим людям стать слесарями и сварщиками, и с каждым годом ситуация становится немного хуже», — сказал Смелсер.
Он утверждал, что, поскольку система лазерной разметки работает очень быстро, она высвободит часть талантов производителей макетов и позволит им помочь с подгонкой или сваркой.
«Это ответ на вопрос: «Как я могу развивать свою компанию, если я не могу нанять слесарей и сварщиков?», — сказал Смелсер.
Рисунок 2
Если вы углубитесь, чтобы посмотреть на отдельную конструкционную стальную балку в трехмерной модели здания, вы увидите инструкции по монтажу и сварке, которые необходимо нанести на эту балку. В автоматизированной системе маркировки эта информация извлекается из информационной модели здания и передается в соответствии с описанием в программном обеспечении.
В автоматизированной системе маркировки эта информация извлекается из информационной модели здания и передается в соответствии с описанием в программном обеспечении.
Риск против вознаграждения
Конечно, инвестиции в устройство для лазерной маркировки обходятся дороже, чем в автоматизированный процесс, при котором та же самая информация наносится на луч путем травления или плазменной маркировки. Кроме того, поскольку волоконный лазер потенциально может нанести серьезный вред человеческому глазу при контакте, маркировочные устройства должны быть размещены в корпусе класса 1, который предотвращает утечку лазерного излучения.
Смелзер сказал, что именно здесь важно сравнить первоначальные инвестиционные затраты со стоимостью владения. Отказ от ручной маркировки конструкционных стальных балок, возможность обрабатывать больше стали, а также устранение переделок в цехе и на месте должны быть рассмотрены для производственного цеха, рассматривающего возможность инвестирования в этот вид автоматизации.