Маркировка электродов: Расшифровка маркировки электродов для сварки
alexxlab | 25.02.2023 | 0 | Разное
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке.
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» – соединение заготовок с особыми свойствами; «Н» – для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» – покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» – основное;
- «Ц» – целлюлозное;
- «Р» – рутиловое;
- «А» – кислое;
- «П» – прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» – рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» – универсальный;
- «3» – работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» – сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 18, Средняя: 3
Маркировка электродов для дуговой сварки
Содержание
- Типы электродов с точки зрения метода сварки
- Виды и маркировка неплавящихся электродов
- Маркировка покрытых плавящихся прутков
- Типы электродов и обозначения покрытий
- Индексы толщины обмазки
- Диаметр покрытых электродов
- Положения при сварке, их обозначения и расшифровка
- Обозначения рода и полярности сварочного тока
- Особые индексы, указывающие на свойства наплавленного металла
- Пример расшифровки маркировки электродов для дуговой сварки
- Маркировка электродов по международному стандарту
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Типы электродов с точки зрения метода сварки
Исходя из технологии сварки и особенности электродов, их делят на две основные группы.
Неплавящиеся вольфрамовые электроды применяют при TIG. Они вводят горящую дугу в сварное соединение, но не плавятся. Шов заполняют металлом проволоки, подающейся со стороны.
Плавящиеся электроды используют при ММА. Они расплавляются во время сварки и заполняют шов металлом.
Виды и маркировка неплавящихся электродов
Неплавящиеся электроды для TIG производят из вольфрама. Они бывают чистыми или легированными оксидами редкоземельных элементов. От химического состава зависит область использования — род тока, на котором выполняют сварку, и свариваемые сплавы.
Буквенно-цифровая и цветовая маркировка сварочных электродов из вольфрама указывает на добавку и содержание оксида в %.
- W — вольфрам
- Т — торий
- Z — цирконий
- L — лантан
- C — церий
|
Маркировка |
Легирующий элемент |
Содержание в % |
Цветная маркировка |
Род тока |
Свариваемые стали и сплавы |
|
WP |
— |
— |
зеленый |
AC |
алюминий, магний и сплавы |
|
WT-4 |
торий |
0,4 |
голубой |
DC |
низколегированные и высоколегированные стали |
|
WT-10 |
1,0 |
желтый |
|||
|
WT-20 |
2,0 |
красный |
|||
|
WT-30 |
3,0 |
сиреневый |
|||
|
WT-40 |
4,0 |
оранжевый |
|||
|
WZ-3 |
цирконий |
0,3 |
коричневый |
АС |
магниевые сплавы |
|
WZ-8 |
0,8 |
белый |
|||
|
WL-10 |
лантан |
1,0 |
черный |
AC/DC, сварка на малых и больших токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
|
WL-15 |
1,5 |
золотистый |
|||
|
WL-20 |
2,0 |
синий |
|||
|
|
церий |
2,0 |
серый |
AC/DC, сварка на малых и средних токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
Маркировка покрытых плавящихся прутков
Требования к маркировке таких электродов диктует ГОСТ 9466. Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Типы электродов и обозначения покрытий
Электроды классифицируют по типу покрытия или обмазки. От его химического состава зависят особенности расплавления и капельного переноса металла, сварочные характеристики и назначение электрода, показатели качества наплавленного металла, допустимые позиции при сварке.
Маркировка типов плавящихся электродов по виду покрытия
|
Буквенное обозначение европейское/российское |
Покрытие |
|
А/А |
кислое |
|
В/Б |
основное |
|
R/Р и RR |
рутиловое и толстое рутиловое |
|
С/Ц |
целлюлозное |
|
RB/РБ |
рутилово-основное |
|
RC/РС |
рутилово-целлюлозное |
|
RA/РА |
рутилово-кислое |
|
S/П |
прочие типы |
Такое разнообразие покрытий есть у электродов для нелегированных сталей:
- Для высокопрочных сталей и особо ответственных конструкций выпускают электроды только с основным покрытием.

- Для нержавейки — рутиловые, основные и смешанные:

- рутилово-кислые для металлических изделий, работающих в агрессивной среде,
- рутилово-основные для жаростойких сплавов.
Назначение учитывают при маркировке по ГОСТ. Для этого используют буквенные индексы:
- У — низкоуглеродистые, углеродистые, низколегированные сплавы;
- Л — легированные стали;
- Т — теплостойкие или жаропрочные сплавы;
- В — высоколегированные нержавеющие стали;
- Н — упрочняющая, восстановительная наплавка.
Индексы толщины обмазки
В российской маркировке указывают и толщину обмазки, обозначая её буквенными индексами М, С, Д и Г — тонкая, средняя, толстая и очень толстая. У европейских производителей введено отдельное обозначение только для электродов с толстым рутиловым покрытием RR. Их используют, когда нужно получить швы повышенной прочности.
Диаметр покрытых электродов
Сила сварочного тока прямо пропорциональна толщине заготовки.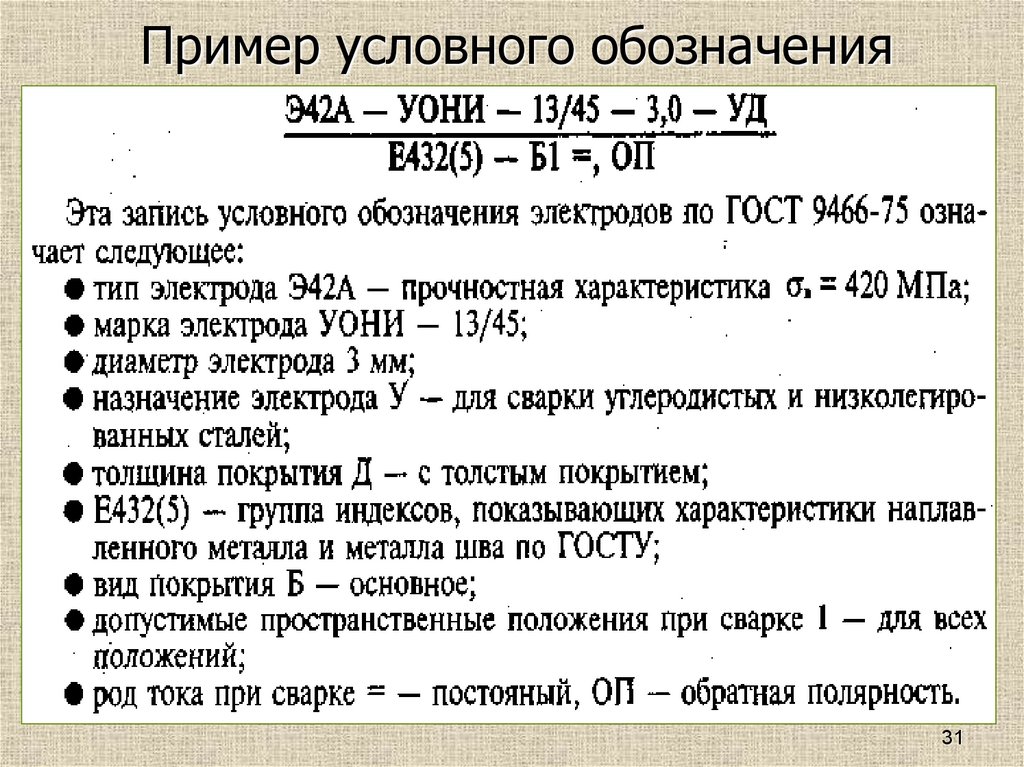 Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Положения при сварке, их обозначения и расшифровка
Сварку выполняют в разных пространственных положениях. Из-за действия силы тяжести характер переноса и поведения расплавленного металла изменяется. Это нужно учитывать. Кроме того, от типа покрытия электрода зависят внешний вид шва и шлаковые характеристики. Именно поэтому некоторые типы электродов имеют ограничения в применении и подходят не для всех положений.
Есть несколько обозначений положений, принятых ГОСТ, ISO, НАКС, AWS. Например, для сварки листовых заготовок:
|
Положение/буквенное обозначение |
ГОСТ |
ISO |
НАКС |
AWS |
|
нижнее |
Н |
РА |
Н1 |
1G |
|
потолочное |
П |
РЕ |
П1 |
4G |
|
вертикальное на подъем |
В |
PF |
В1 |
3G и 3F для угловых швов |
|
вертикальное на спуск |
PG |
В2 |
||
|
горизонтальное |
Г |
РС |
Г |
2G |
|
нижнее |
Л («в лодочку») |
РА |
Н1 |
1F |
|
нижнее для угловых швов |
Н |
РВ |
Н2 |
2F |
|
потолочное для угловых швов |
П |
PD |
П2 |
4F |
Из-за отсутствия единой системы обозначений и чтобы облегчить расшифровку маркировки электродов производители часто указывают допустимые положения в упрощенном виде — рисунком или цифрами.
Например, так:
В российском стандарте для классификации и маркировки электродов используют цифровые обозначения:
- 1 — универсальны;
- 2 — можно использовать во всех положениях, исключая В2 или PG;
- 3 — предназначены для позиций РА, РВ и PF или Н1, Н2 и Г;
- 4 — подходят для положений РА или Н1 и «в лодочку».
Обозначения рода и полярности сварочного тока
Род и полярность сварочного тока указывают буквенным индексом или обозначают с помощью более привычных и известных символов. Например, ~ / = (+) или AC, DC +(-).
Цифровое обозначение встречается не всегда. По российским стандартам принято указывать информацию о полярности постоянного тока и напряжении холостого хода или OCV.
|
Обозначение |
Полярность |
OCV |
|
0 |
+ |
— |
|
1 |
+/- |
50 |
|
2 |
– |
|
|
3 |
+ |
|
|
4 |
+/- |
70 |
|
5 |
– |
|
|
6 |
+ |
|
|
7 |
+/- |
90 |
|
8 |
– |
|
|
9 |
+ |
Особые индексы, указывающие на свойства наплавленного металла
Характеристики основного металла должны достигаться и в металле шва. Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Свои группы индексов есть для прутков для упрочняющей, восстановительной наплавки (ГОСТ 10051), высоколегированных нержавеющих сплавов (ГОСТ 10052) и углеродистых, теплостойких сталей (ГОСТ 9467).
Пример расшифровки маркировки электродов для дуговой сварки
Маркировка расположена на задней стороне пачки. В качестве примера расшифровки можно взять электроды ОЗЛ-8.
Э-07Х20Н9-ОЗЛ-8-3.0-ВД
Е-2004-Б20
- 1 — тип Э-07Х20Н9
- 2 — марка ОЗЛ-8
- 3 — Ø 3 мм
- 4 — предназначен для нержавеющих сталей
- 5 — толстая обмазка
- 6 — контролируемые свойства металла шва
- 7 — основное покрытие
- 8 — допустимы все положения сварки, кроме вертикального на спуск
- 9 — DC +
Маркировка электродов по международному стандарту
Помимо маркировки по ГОСТ 9466 используют и другие. Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Е —1—2—3—4—5—6—7
1 — индекс предела текучести, прочности и растяжения металла шва
| Индекс | Предел текучести Н/мм2 | Прочность при растяжении Н/мм2 | Минимальное удлиннение при разрыве |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — температура, при которой при ударе появляется трещина
| Индекс | Температура развития трещины при энергии удара 47 Дж, 0С |
| Z | — |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — химический состав наплавляемого металла
Указывают символ основного легирующего элемента или элементов — Ni, Mn и Mo.
4 — тип обмазки
Условные обозначения соответствуют европейскому стандарту.
5 — род сварочного тока и эффективность переноса металла
| Индекс | Эффективность переноса, % | Род сварочного тока |
| 1 | до 105 | AC/DC |
| 2 | DC | |
| 3 | 105-125 | AC/DC |
| 4 | DC | |
| 5 | 125-160 | AC/DC |
| 6 | DC | |
| 7 | от 160 | AC/DC |
| 8 | DC |
6 — допустимые позиции при сварке
| Индекс | Положения сварки |
| 1 | Любые |
| 2 | Все, кроме PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — содержание водорода в металле шва
| Индекс | Количество водорода в металле шва мл/100г |
| H5 | 5 |
| h20 | 10 |
| h25 | 15 |
Аналогичны стандарты с условными обозначениями и маркировками ест и для других электродов, например для высокопрочных (ГОСТ Р ИСО 18275), жаростойких и коррозиооностойких (ГОСТ Р ИСО 3581).
CLARITY-совместимые липофильные красители для маркировки электродов и отслеживания нейронов
. 2016 6 сентября; 6:32674.
дои: 10.1038/srep32674.
Кристиан Х. Р. Дженсен 1 , Руна В. Берг 1
принадлежность
- 1 Копенгагенский университет, кафедра неврологии и фармакологии, Копенгаген, DK-2200, Дания.
- PMID: 27597115
- PMCID: PMC5011694
- DOI:
10. 1038/srep32674
 1038/srep32674
1038/srep32674Бесплатная статья ЧВК
Кристиан Х. Р. Дженсен и соавт. Научный представитель .
Бесплатная статья ЧВК
. 2016 6 сентября; 6:32674.
дои: 10.1038/srep32674.
Авторы
Кристиан Х. Р. Дженсен 1 , Руна В. Берг 1
принадлежность
- 1 Копенгагенский университет, кафедра неврологии и фармакологии, Копенгаген, DK-2200, Дания.
- PMID: 27597115
- PMCID: PMC5011694
- DOI:
10. 1038/srep32674
 1038/srep32674
1038/srep32674Абстрактный
Флуоресцентные липофильные красители, такие как DiI, окрашивают клеточные мембраны и широко используются для ретроградной/антероградной маркировки нейронов, а также для маркировки положения внеклеточных электродов после электрофизиологии. Удобные методы гистологической очистки, такие как CLARITY, позволяют выполнять иммуноокрашивание и визуализацию больших объемов для трехмерной реконструкции. Однако такая очистка работает за счет удаления липидов и, как непреднамеренное следствие, также удаления липофильных красителей. Чтобы исправить это вымывание, можно изменить молекулярную структуру красителя, чтобы он прилипал как к мембранам, так и к белкам, чтобы краситель оставался в ткани после очистки от липидов. Тем не менее способность таких модифицированных красителей оставаться в тканях еще не проверена. Здесь мы тестируем красители с молекулярными модификациями, которые делают их способными связывать белки с альдегидами. Мы используем три красителя-аналога Dil, CM-DiI, SP-DiI и FM 1-43FX, которые модифицированы для совместимости с CLARITY. Мы используем сложные, богатые миелином ткани спинного мозга взрослых крыс и мышей, требующие длительного очищения от липидов. Все три красителя оставались в ткани после очистки от липидов, но CM-DiI имел самый резкий, а FM 1-43FX – самый сильный флуоресцентный сигнал.
Мы используем три красителя-аналога Dil, CM-DiI, SP-DiI и FM 1-43FX, которые модифицированы для совместимости с CLARITY. Мы используем сложные, богатые миелином ткани спинного мозга взрослых крыс и мышей, требующие длительного очищения от липидов. Все три красителя оставались в ткани после очистки от липидов, но CM-DiI имел самый резкий, а FM 1-43FX – самый сильный флуоресцентный сигнал.
Цифры
Рисунок 1. Обзор химических структур и…
Рис. 1. Обзор химической структуры и свойств DiI и аналогов, совместимых с CLARITY.
DiIC 18…
Рис. 1. Обзор химической структуры и свойств DiI и аналогов, совместимых с CLARITY. DiIC 18 (3) (сокращенно DiI) представляет собой флуоресцентный липофильный катионный индокарбоцианиновый краситель, используемый для визуализации отдельных молекул, картирования судеб и отслеживания нейронов, поскольку он сохраняется в липидных бислоях. CM-DiIC 18 (3) (сокращенно CM-DiI) включает хлорметилбензамидо (CM) (зеленый) заместитель, обладающий умеренной активностью по отношению к тиолу (зеленый), который обеспечивает способность связывания альдегидов посредством конъюгации с тиолсодержащими белками. SP-DiIC 18 (3) (сокращенно SP-DiI) имеет две сульфофенильные (SP) группы (пурпурные), которые обеспечивают фиксируемость и большую ε , чем DiIC 18 (3). FM 1–43FX, который менее похож на DiIC 18 (3), представляет собой липофильный стириловый краситель с боковой цепью алифатического амина (красный) для связывания альдегидов. Он имеет, в частности, самое низкое ε и наибольший стоксов сдвиг, но также половину молекулярной массы из-за отсутствия двух 18-углеродных алкильных хвостов (синий). * Спектральные характеристики определены в метаноле. ε : молярный коэффициент затухания в см −1 M −1 .
CM-DiIC 18 (3) (сокращенно CM-DiI) включает хлорметилбензамидо (CM) (зеленый) заместитель, обладающий умеренной активностью по отношению к тиолу (зеленый), который обеспечивает способность связывания альдегидов посредством конъюгации с тиолсодержащими белками. SP-DiIC 18 (3) (сокращенно SP-DiI) имеет две сульфофенильные (SP) группы (пурпурные), которые обеспечивают фиксируемость и большую ε , чем DiIC 18 (3). FM 1–43FX, который менее похож на DiIC 18 (3), представляет собой липофильный стириловый краситель с боковой цепью алифатического амина (красный) для связывания альдегидов. Он имеет, в частности, самое низкое ε и наибольший стоксов сдвиг, но также половину молекулярной массы из-за отсутствия двух 18-углеродных алкильных хвостов (синий). * Спектральные характеристики определены в метаноле. ε : молярный коэффициент затухания в см −1 M −1 .
Рисунок 2. Аналоги DiI остались в нервной системе, получавшей CLARITY…
Аналоги DiI остались в нервной системе, получавшей CLARITY…
Рисунок 2. Аналоги DiI остались в нервной ткани, обработанной CLARITY, и показывают расположение электродов.
( и )…
Рисунок 2. Аналоги DiI остались в нервной ткани, обработанной CLARITY, и показали расположение электродов. ( a ) Мультиэлектроды, окрашенные CM-DiI, SP-DiI или FM 1-43FX, вводятся с дорсальной стороны в сагиттальной плоскости в спинной мозг на 10 минут каждый. ( b ) Хирургическим путем вскрывается позвоночник, чтобы обнажить поясничный отдел спинного мозга у анестезированной мыши с одной вставленной матрицей электродов. ( c ) Иллюстрация расположения дорожек электродов, покрытых разными красителями, в сагиттальной проекции. ( d – e ) Широкопольные изображения полушарий головного мозга демонстрируют, что флуоресцентные аналоги DiI остаются в ткани после обработки CLARITY. FM 1–43FX (справа) имеет самый сильный общий флуоресцентный сигнал, а CM-DiI (слева) имеет самые четкие следы. ( f ) Изображения очищенных с помощью CLARITY полусрезов (разорванная рамка), полученные в капле 80% глицерина на предметном стекле с фиксированным PFA спинным мозгом выше для сравнения. Полусекции неизбежно сворачиваются в круги. ( g ) Крупный план полусрезов при контровом свете. Мультиэлектрод имел семь стержней толщиной 50 мкм мкм каждый и расстоянием между ними 200 мкм мкм.
FM 1–43FX (справа) имеет самый сильный общий флуоресцентный сигнал, а CM-DiI (слева) имеет самые четкие следы. ( f ) Изображения очищенных с помощью CLARITY полусрезов (разорванная рамка), полученные в капле 80% глицерина на предметном стекле с фиксированным PFA спинным мозгом выше для сравнения. Полусекции неизбежно сворачиваются в круги. ( g ) Крупный план полусрезов при контровом свете. Мультиэлектрод имел семь стержней толщиной 50 мкм мкм каждый и расстоянием между ними 200 мкм мкм.
Рисунок 3. Сравнение липофильных красителей, совместимых с CLARITY, для…
Рис. 3. Сравнение липофильных красителей, совместимых с CLARITY, для отслеживания и 3D-визуализации.
Конфокальные изображения мыши, обработанной CLARITY…
Рис. 3. Сравнение липофильных красителей, совместимых с CLARITY, для трассировки и 3D-визуализации.
3. Сравнение липофильных красителей, совместимых с CLARITY, для трассировки и 3D-визуализации. Конфокальные изображения спинного мозга мыши, обработанные CLARITY ( a , b ), показывают четкие следы CM-DiI и ( c , d ) с использованием CM-DiI (пурпурный) и DAPI (голубой) в плоскостях Z (синий), X (красный) и Y (зеленый) и 3D-реконструкции ( d ). ( e – h ) Окрашивание FM 1–43FX, которое также окрашивает столбик белого вещества в продольном направлении на кончике электрода (справа, ( f )). Как CM-DiI, так и FM 1–43FX обеспечивают четкую локализацию электродов в 3D ( d , h ). ( i – l ) SP-DiI имел слабые следы, которые было трудно выделить на фоне и локализовать в 3D ( л ). Все изображения расположены дорсальной поверхностью слева, а изображения получены из полусекции 2 (кроме ( a , e , i )). Диффузное окрашивание слева — поверхностная ткань в точке входа.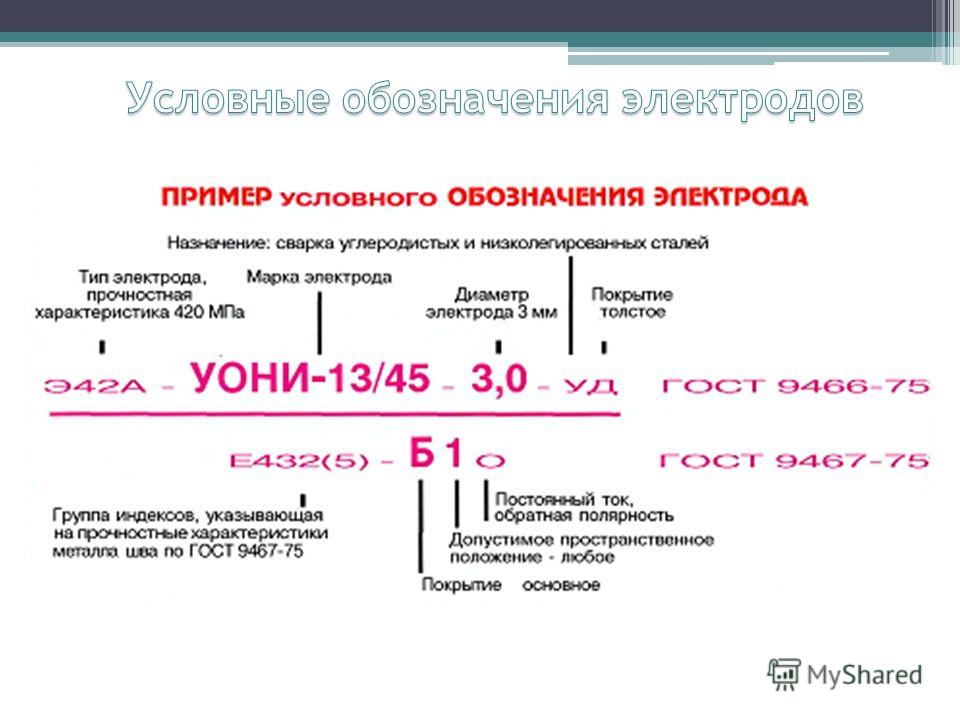 Мультиэлектрод имел семь стержней толщиной 50 мкм мкм каждый и расстоянием между ними 200 мкм мкм. Мощность лазера, использованная для возбуждения CM-DiI и FM 1–43FX, составляла 1,25 мВт и 2,5 мВт для SP-DiI. Из-за высокой мощности возбуждающего лазера, широких спектров DAPI и слабого сигнала SP-DiI необходимо было удалить фоновую флуоресценцию DAPI путем вычитания 50% изображений DAPI из изображений SP-DiI (9).0133 j – l ). Глубины плоскости изображения от поверхности даны в виде средних точек z-стека (полусечение 1 и 2): 915 μ м и 805 μ м (CM-DiI), 910 μ м и 706 μ м. м (SP-DiI), 667 мк м и 675 мк м (FM 1–43FX). (( A ) Максимальная проекция интенсивности 53 изображений, z = 338 μ M, ( B – D ) 66 Изображения, z = 455 μ M, ( E ) 53. = 335 μ M, ( F – H ) 72 изображения, z = 497 μ M, ( I ) 31 изображения, Z = 200 μ M, ( J – μ M, ( J – 3).
Мультиэлектрод имел семь стержней толщиной 50 мкм мкм каждый и расстоянием между ними 200 мкм мкм. Мощность лазера, использованная для возбуждения CM-DiI и FM 1–43FX, составляла 1,25 мВт и 2,5 мВт для SP-DiI. Из-за высокой мощности возбуждающего лазера, широких спектров DAPI и слабого сигнала SP-DiI необходимо было удалить фоновую флуоресценцию DAPI путем вычитания 50% изображений DAPI из изображений SP-DiI (9).0133 j – l ). Глубины плоскости изображения от поверхности даны в виде средних точек z-стека (полусечение 1 и 2): 915 μ м и 805 μ м (CM-DiI), 910 μ м и 706 μ м. м (SP-DiI), 667 мк м и 675 мк м (FM 1–43FX). (( A ) Максимальная проекция интенсивности 53 изображений, z = 338 μ M, ( B – D ) 66 Изображения, z = 455 μ M, ( E ) 53. = 335 μ M, ( F – H ) 72 изображения, z = 497 μ M, ( I ) 31 изображения, Z = 200 μ M, ( J – μ M, ( J – 3). 73 изображения, z = 504 мкм м).
73 изображения, z = 504 мкм м).
Рисунок 4. Количественная оценка эффективности аналогов DiI…
Рисунок 4. Характеристики аналогов DiI, определяемые количественно по флуоресцентному остатку на дорожках электродов…
( a ) Следы электродов, обнаруженные при визуальном осмотре двух полусрезов: двенадцать следов были идентифицированы для CM-DiI (86%), 13 для FM 1–43FX (93%), и только девять для SP-DiI (93). %) из 14. ( b ) Интенсивность флуоресценции в прямоугольниках, размещенных на идентифицированных следах электродов, за вычетом фоновой флуоресценции. Значения представляют собой среднюю интенсивность идентифицированных треков со стандартной ошибкой среднего. * Мощность лазера, используемого для возбуждения SP-DiI, была вдвое (2,5 мВт) больше, чем у CM-DiI и FM 1–43FX (1,25 мВт), и поэтому ее нельзя сравнивать напрямую, отсюда и пунктирная линия разделения.
Значения представляют собой среднюю интенсивность идентифицированных треков со стандартной ошибкой среднего. * Мощность лазера, используемого для возбуждения SP-DiI, была вдвое (2,5 мВт) больше, чем у CM-DiI и FM 1–43FX (1,25 мВт), и поэтому ее нельзя сравнивать напрямую, отсюда и пунктирная линия разделения.
Рисунок 5. CM-DiI дает резкое окрашивание, в то время как…
Рисунок 5. CM-DiI дает четкое окрашивание, в то время как FM 1–43FX дает более яркие следы от электродов и…
Изображения высокого разрешения CM-DiI, FM 1–43FX и SP-DiI (как видно на рис. 3b, f, j) показывают ( a ) CM-DiI имеет самые четкие следы, в то время как ( b ) FM 1–43FX имеет самую сильную общую флуоресценцию (мощность возбуждающего лазера составляла 1,25 мВт в обоих). ( c ) SP-DiI имел более слабый сигнал даже при удвоенной мощности лазера (2,5 мВт). ( d , e ) Крупные планы из (( b ) ящиков) показывают латеральную диффузию FM 1–43FX вдоль аксональных мембран в вентральной колонке белого вещества на кончике электрода. (( a ) Максимальная интенсивность Проекция 65 изображений, z = 428 мкм м, ( B ) 38 изображений, z = 247 μ M, ( C ) 53 изображения, z = 347 μ M, ( D ) 11 изображений, Z = 139 μ μ, ( D ) 11 изображений, Z = 139 µ, ( D ). м, ( e ) 10 изображений, z = 127 мк м).
( c ) SP-DiI имел более слабый сигнал даже при удвоенной мощности лазера (2,5 мВт). ( d , e ) Крупные планы из (( b ) ящиков) показывают латеральную диффузию FM 1–43FX вдоль аксональных мембран в вентральной колонке белого вещества на кончике электрода. (( a ) Максимальная интенсивность Проекция 65 изображений, z = 428 мкм м, ( B ) 38 изображений, z = 247 μ M, ( C ) 53 изображения, z = 347 μ M, ( D ) 11 изображений, Z = 139 μ μ, ( D ) 11 изображений, Z = 139 µ, ( D ). м, ( e ) 10 изображений, z = 127 мк м).
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Новый метод одновременной антероградной и ретроградной маркировки двигательных путей спинного мозга у одного и того же животного.
Tsai EC, van Bendegem RL, Hwang SW, Tator CH. Цай ЕС и соавт. J Гистохим Цитохим. 2001 г., сен; 49(9):1111-22. дои: 10.1177/0022155401045. J Гистохим Цитохим. 2001. PMID: 11511680
Диффузионные и визуализирующие свойства трех новых липофильных индикаторов, NeuroVue Maroon, NeuroVue Red и NeuroVue Green, и их использование для двойной и тройной маркировки профиля нейронов.
Фрицш Б., Мюрхед К.А., Фэн Ф., Грей Б.Д., Олссон-Вильгельм Б.М. Фрич Б. и соавт. Мозг Рес Бык. 2005 г., 15 августа; 66 (3): 249–58. doi: 10.1016/j.brainresbull.2005.05.016. Мозг Рес Бык. 2005. PMID: 16023922 Бесплатная статья ЧВК.
Трехцветная трассировка нейронов на большом расстоянии в фиксированной ткани с использованием красителей NeuroVue.
Дженсен-Смит Х., Грей Б., Мюрхед К., Олссон-Вильгельм Б., Фрич Б. Дженсен-Смит Х. и др. Иммунол Инвест. 2007;36(5-6):763-89. дои: 10.1080/08820130701706711. Иммунол Инвест. 2007. PMID: 18161528 Бесплатная статья ЧВК.
Оптическое просветление для многомасштабных биологических тканей.
Ю Т, Ци И, Гонг Х, Ло Ц, Чжу Д. Ю Т и др. J Биофотоника. 2018 Февраль;11(2). doi: 10.1002/jbio.201700187. Epub 2017 12 декабря. J Биофотоника. 2018. PMID: 250 Обзор.
Достижения и перспективы в очистке тканей с помощью CLARITY.
Дженсен КХР, Берг РВ. Дженсен К.Х.Р. и др. J Chem Neuroanat. 2017 дек;86:19-34. doi: 10.1016/j.jchemneu.2017.07.005. Epub 2017 17 июля. J Chem Neuroanat.
2017.
PMID: 28728966
Обзор.


 2017.
PMID: 28728966
Обзор.
2017.
PMID: 28728966
Обзор.Посмотреть все похожие статьи
Цитируется
Изучение оборота меченого тродускемина и его применения в качестве нервного маркера для световой и экспансивной микроскопии.
Капитини К., Пеше Л., Фани Г., Маццамуто Г., Дженовезе М., Франческини А., Паоли П., Пьерачини Г., Заслофф М., Чити Ф., Павоне Ф.С., Каламай М. Капитини С. и др. FASEB J. 2022 Dec;36(12):e22655. doi: 10.1096/fj.202201276R. ФАСЭБ Дж. 2022. PMID: 36421008 Бесплатная статья ЧВК.
Мультирегиональная нейронная активность: лес и деревья.
Мачадо Т.А., Каувар И.В., Дейссерот К. Мачадо Т.А. и соавт. Нат Рев Нейроски. 2022 ноябрь; 23 (11): 683-704.
doi: 10.1038/s41583-022-00634-0. Epub 2022 3 октября.
Нат Рев Нейроски. 2022.
PMID: 36192596
Обзор.Масштабируемая маркировка тканей и очистка неповрежденных органов человека.
Май Х., Ронг З., Чжао С., Цай Р., Стейнке Х., Бехманн И., Эртюрк А. Май Х и др. Нат Проток. 2022 Окт;17(10):2188-2215. doi: 10.1038/s41596-022-00712-8. Epub 2022 20 июля. Нат Проток. 2022. PMID: 35859136 Обзор.
Точная локализация массивов электродов линейного зонда в нескольких мозгах.
Лю Л.Д., Чен С., Хоу Х., Уэст С.Дж., Фолкнер М.; Международная лаборатория мозга; Экономо М.Н., Ли Н., Свобода К. Лю Л.Д. и соавт. eNeuro. 2021 12 ноября; 8(6):ENEURO.0241-21.2021. doi: 10.1523/ENEURO.0241-21.2021. Печать 2021 нояб.
-дек.
eNeuro. 2021.
PMID: 34697075
Бесплатная статья ЧВК.Флуоресцентно меченые наночастицы PLGA для визуализации in vitro и in vivo: важность свойств красителя.
Жукова В., Осипова Н., Семенкин А., Малиновская Дж., Мельников П., Валихов М., Порозов Ю., Соловьев Ю., Куляев П., Чжан Э., Сабель Б. А., Чехонин В., Абакумов М., Мажуга А., Кройтер Дж., Генрих-Ноак П, Гельперина С, Максименко О. Жукова В, и др. Фармацевтика. 2021 27 июля; 13 (8): 1145. doi: 10.3390/фармацевтика13081145. Фармацевтика. 2021. PMID: 34452106 Бесплатная статья ЧВК.
 doi: 10.1038/s41583-022-00634-0. Epub 2022 3 октября.
Нат Рев Нейроски. 2022.
PMID: 36192596
Обзор.
doi: 10.1038/s41583-022-00634-0. Epub 2022 3 октября.
Нат Рев Нейроски. 2022.
PMID: 36192596
Обзор. -дек.
eNeuro. 2021.
PMID: 34697075
Бесплатная статья ЧВК.
-дек.
eNeuro. 2021.
PMID: 34697075
Бесплатная статья ЧВК.Просмотреть все статьи “Цитируется по”
использованная литература
- Уотсон Т.С., Беккер Н., Аппс Р. и Джонс М.В. Назад наперед: связи мозжечка и взаимодействие с префронтальной корой. Фронт. Сист. Неврологи. 8, 4 (2014).
–
ЧВК
–
пабмед
- Уотсон Т.С., Беккер Н., Аппс Р. и Джонс М.В. Назад наперед: связи мозжечка и взаимодействие с префронтальной корой.
- ДиКарло Дж. Дж., Лейн Дж. В., Сяо С. С. и Джонсон К. О. Маркировка отверстий микроэлектрода флуоресцентными красителями. Дж. Нейроски. Мет. 64, 75–81 (1996). – пабмед
- Бланш Т. Дж., Спейсек М. А., Хетке Дж. Ф. и Суиндейл Н. В. Polytrodes: массивы кремниевых электродов высокой плотности для крупномасштабной многоблочной записи. Дж. Нейрофизиол. 93, 2987–3000 (2005).
–
пабмед
- Бланш Т. Дж., Спейсек М. А., Хетке Дж. Ф. и Суиндейл Н. В. Polytrodes: массивы кремниевых электродов высокой плотности для крупномасштабной многоблочной записи.
- Холмквист Б.И., Остхольм Т. и Экстром П.Дил, отслеживание в сочетании с иммуноцитохимией для анализа связей и хемоархитектоники конкретных нервных систем у костистых рыб, атлантического лосося. Дж. Нейроски. Мет. 42, 45–63 (1992). – пабмед
- Хониг М. Г. и Хьюм Р. И. Dil и diO: универсальные флуоресцентные красители для мечения нейронов и отслеживания путей. Тренды Нейроси. 12, 333–335, 340–341 (1989). – пабмед
 Фронт. Сист. Неврологи. 8, 4 (2014).
–
ЧВК
–
пабмед
Фронт. Сист. Неврологи. 8, 4 (2014).
–
ЧВК
–
пабмед Дж. Нейрофизиол. 93, 2987–3000 (2005).
–
пабмед
Дж. Нейрофизиол. 93, 2987–3000 (2005).
–
пабмедТипы публикаций
термины MeSH
вещества
WISE для кортикального нейромониторинга получает маркировку CE
MILAN & BERLIN — (BUSINESS WIRE) — WISE Srl, компания-производитель медицинского оборудования, разрабатывающая имплантируемые электроды нового поколения для нейромониторинга, нейромодуляции и взаимодействия мозг-машина (ИМТ), сегодня объявила о маркировке CE своих WISE Cortical Strip (WCS®) , одноразовое медицинское устройство, предназначенное для использования на поверхности головного мозга для интраоперационного нейрофизиологического мониторинга (IONM).
Кортикальная полоска WISE — это первый продукт, получивший маркировку CE в семействе продуктов WISEneuro® Monitoring компании. Знак CE следует за успешным завершением исследования WIN, многоцентрового предпродажного клинического исследования, которое продемонстрировало безопасность, производительность и удобство использования устройства WISE (NCT03731455). Данные показали лучшую производительность с точки зрения электрического импеданса в физиологических условиях корковой полоски WISE по сравнению с другими традиционными кортикальными электродами, доступными на рынке.
Кортикальную полоску WISE можно использовать как для стимуляции (MEP), так и для записи (ЭКоГ и SEP) электрической активности головного мозга, поддерживая интраоперационный мониторинг во время резекции опухолей головного мозга или эпилептогенных поражений. В отличие от традиционных кортикальных электродов, которые состоят из жестких металлических дисков, заключенных в толстую силиконовую фольгу, кортикальная полоска WISE состоит из растяжимых платиновых контактов, заключенных в мягкую и тонкую силиконовую пленку.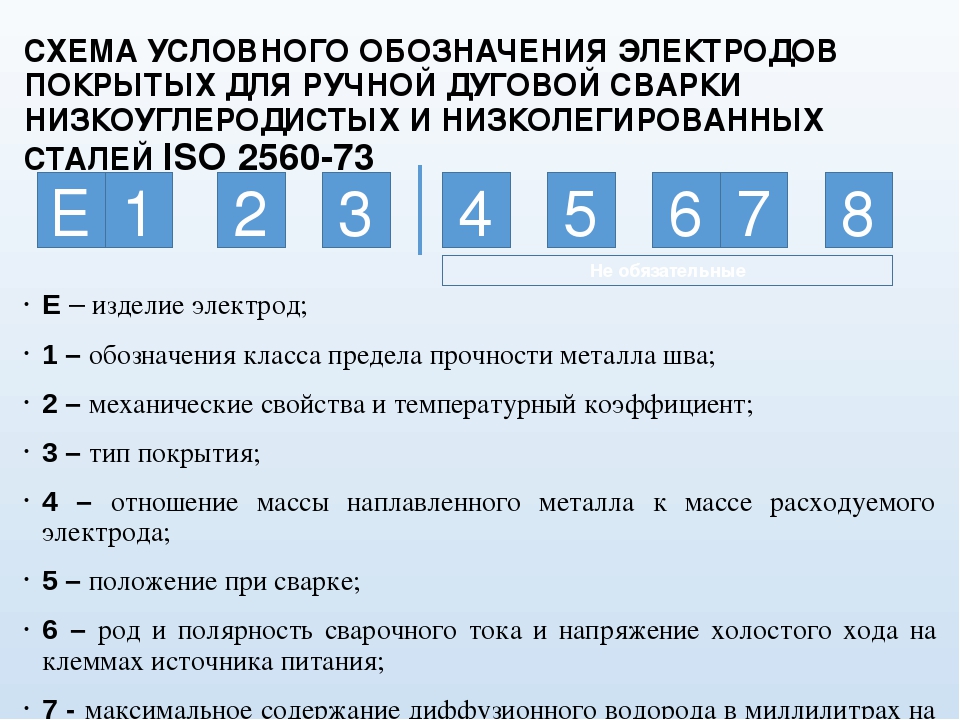 В результате полоска WISE Cortical Strip очень эргономична и соответствует поверхности мозга.
В результате полоска WISE Cortical Strip очень эргономична и соответствует поверхности мозга.
Используя возможности запатентованной сверхзвуковой технологии WISE, семейство продуктов WISEneuro® Monitoring будет состоять из полос и сеток различной толщины, а также со встроенными контактами самых разных форм, плотности, количества или размеров (от микро- до макромасштаба).
Во время интраоперационного нейромониторинга контролируют функциональную целостность нейронных цепей, чтобы свести к минимуму неврологические повреждения при резекции хирургических поражений, что позволяет избежать или ограничить значимые послеоперационные нарушения. Однако, поскольку поверхность мозга имеет складчатые гребни и бороздки, только высококонформные электроды могут полностью прилегать ко всей поверхности мозга и контролировать его функциональную целостность.
После успешного одобрения CE компания теперь стремится получить разрешение FDA на устройство.
Лука Раваньян, генеральный директор WISE , сказал: «Знак CE является важной вехой для компании, позволяющей нам вывести на европейский рынок первый электрод IONM с исключительным соответствием коре головного мозга. Вместе с этим мы также официально запускаем наше семейство продуктов WISEneuro® Monitoring. Наша миссия — произвести революцию в производстве электродов с использованием нашей уникальной технологии, чтобы улучшить качество лечения пациентов. ”
Вместе с этим мы также официально запускаем наше семейство продуктов WISEneuro® Monitoring. Наша миссия — произвести революцию в производстве электродов с использованием нашей уникальной технологии, чтобы улучшить качество лечения пациентов. ”
Сандро Феррари, операционный директор , добавил: « Это был захватывающий переход от лабораторных и радикально новых технологий к медицинскому устройству класса III с маркировкой CE. Это одобрение подтверждает применение нашей технологии к инвазивным нейроэлектродам, что лежит в основе нашей текущей разработки хронических имплантатов для нейромодуляции и ИМТ».
Уникальная сверхзвуковая технология WISE позволяет разрабатывать чрезвычайно тонкие, гибкие и удобные электроды, обеспечивающие очень эффективную стимуляцию и запись для широкого спектра применений. Помимо нейромониторинга, WISE также активно занимается нейромодуляцией, разрабатывая свои Семейство продуктов WISEneuro® Modulation . Первым продуктом этой линейки будет электрод SCS Expert, первый расширяемый чрескожный лопастной электрод для стимуляции спинного мозга, который обезболивающие и нейрохирурги смогут имплантировать чрескожно.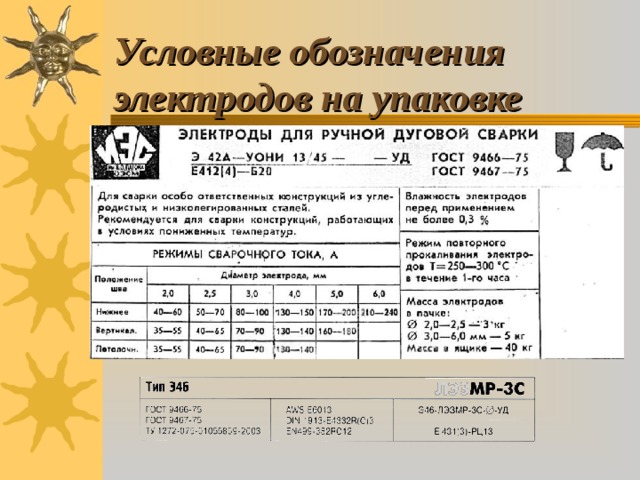
WISE недавно закрыла финансовый раунд в размере 15 миллионов евро, возглавляемый крупными европейскими венчурными фондами. Компания также получила грант EIC Accelerator от Европейской комиссии в размере 2,3 млн евро. Для получения дополнительной информации, пожалуйста, посетите: www.wiseneuro.com
-Заканчивается-
О WISE
Компания WISE Srl разработала электроды нового поколения для нейромониторинга, нейромодуляции и взаимодействия с мозговыми машинами с помощью собственной сверхзвуковой технологии.
Нейромониторинг и нейромодуляция требуют электродов и электродов, которые хирургическим путем имплантируют в нервные ткани (например, в головной и спинной мозг) для применения электрических стимулов или для регистрации электрической активности. Электроды, изготовленные с использованием сверхзвуковой технологии WISE, состоят из растяжимых электронных схем, встроенных в очень тонкую эластомерную фольгу. В результате электроды WISE очень эргономичны, удобны, мягки и тонки, что обеспечивает отличную адгезию, минимальную инвазивность и отличную адаптируемость к нервным тканям.