Маркировка кругов шлифовальных алмазных: Круг алмазный шлифовальный: виды, маркировки, зернистость
alexxlab | 11.12.2022 | 0 | Разное
Маркировка шлифовальных кругов: расшифровка | Советы по ремонту дома и квартиры своими руками
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
- Эльбор
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
- Алмаз
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К».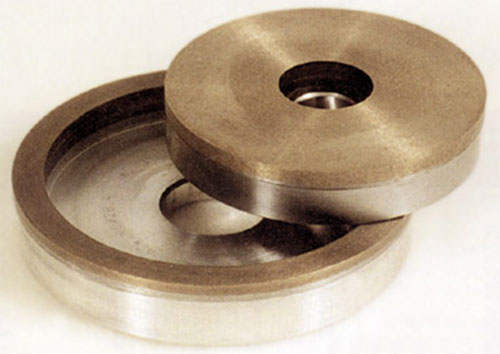 Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Зернистость, маркировка и особенности алмазных кругов
Шлифовальные круги с алмазной крошкой по праву считаются одними из самых прочных абразивных дисков. Они широко востребованы для выполнения работ по шлифованию металлических и каменных поверхностей. Такие круги можно восстанавливать методом затачивания. Их отличительной чертой является высокая производительность, долговечность.
Область применения
Используют алмазный шлифовальный круг для задач, где стандартные диски не способны эффективно справиться. Изделие позволяет снизить трудоёмкость рабочего процесса, увеличить эффективность обработки. Обработанные детали после шлифования алмазным кругом получаются гладкими, без видимых изъянов. Риск образования трещин или сколов минимален. Круг из алмаза используют в производстве оптики, хрустальной посуды, обработки металлических поверхностей и т.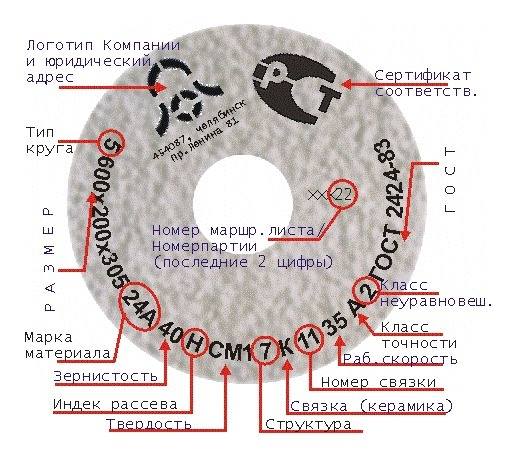 д.
д.
Конструкция диска представляет собой композицию из трёх составляющих:
- Сегментов с нанесённой алмазной крошкой
- Вращающейся чаши с отверстиями для вентиляции
- Припоя, посредством которого к чаше фиксируются оба компонента.
Когда сегменты износились, круг приходит в негодность, его нужно заменить.
Зернистость
От этого показателя зависит скорость достижения поставленной цели при обработке заготовки. Зернистость определяет сразу несколько параметров: чистоту обработки, износ диска, объём материала, снимаемого за один проход. Алмазный круг следует выбирать индивидуально, исходя из характеристик обрабатываемой поверхности, уровня её шероховатости и результата, которого нужно достичь.
Чем меньше зернистость, тем более чистой получится поверхность после обработки. На высоких оборотах диск может «прижигать» место шлифовки, что не всегда нужно. Поэтому важно правильно расставить приоритеты, выбирая алмазный круг. Требования к зернистости указаны в ГОСТ, и определяются в микронах:
- Мелкая – 100/80;
- Средняя – 125/100;
- Крупная – 160/125;
- Крупнейшая – более 160.


Чем меньше зерно, тем качественнее результат обработки и более подходящим является использование его на завершающих стадиях. В то время как круг с крупными зёрнами используется для черновых работ. Но нужно понимать, что мелкозернистый алмазный диск менее производителен, чем крупнозернистый.
На комфорт в процессе обработки поверхностей влияет связующее вещество, которое применяется в процессе производства алмазных кругов. Различают три его типа:
- Металлическое – на основе медных, цинковых, алюминиевых, оловянных сплавов
- Керамическое – соединение на сплаве алюминия с шамотом или стеклом
- Органическое – состоит из карболита или схожих материалов.
Абразив с металлическим составом отличается высокой прочностью и термостойкостью, его применяют для предварительной обработки деталей, снятия больших слоёв с заготовки. Изделия с керамическим или органическим связующим веществом лучше использовать для доводки и финишных работ.
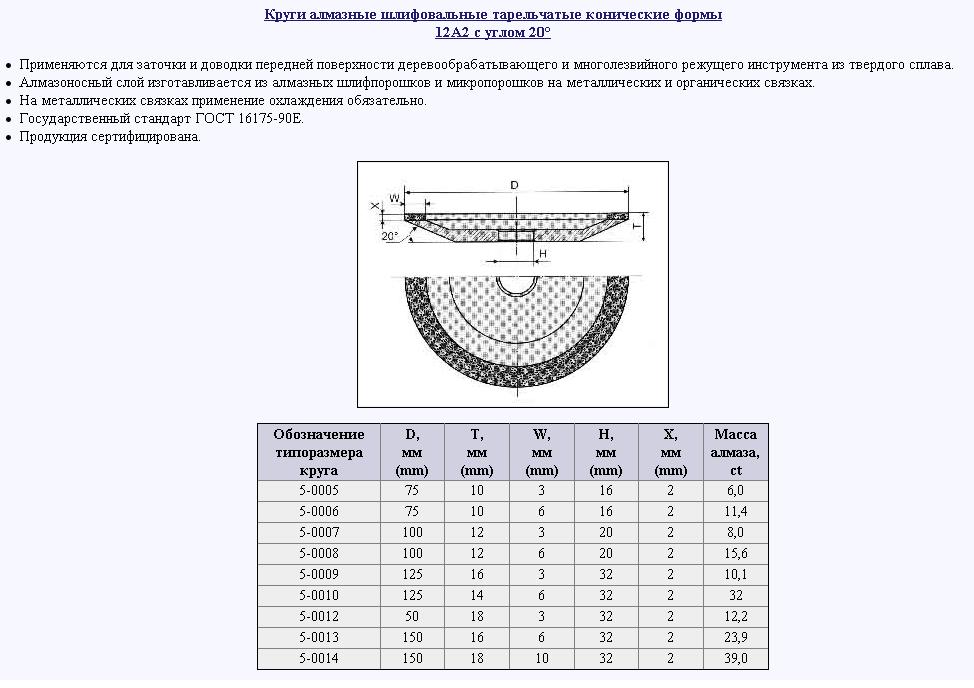
Маркировка
Все алмазные круги подлежат обязательной маркировке, в соответствии с требованиями ГОСТ.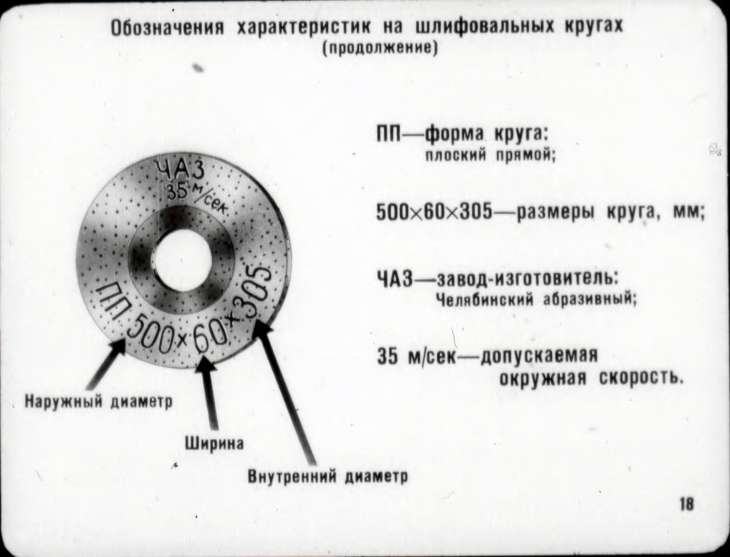
- Формфактор чаши диска, угол уклона;
- Наружный диаметр;
- Величину режущего слоя;
- Уровень посадки абразива;
- Показатель зернистости;
- Тип связующего вещества и др.
Указываемая информация может разниться. Это зависит от редакции ГОСТ, а также ряда других международных документов, в которых есть регламентируемые технические характеристики.
Заключение
Выбор нужно делать индивидуально, исходя из типа обрабатываемой поверхности. Важно учитывать не только качество алмазного круга, но и характеристики самого инструмента: будет обидно, если диаметр диска не подойдёт для вашего оборудования.
- LiveJournal
- Facebook Messenger
- Tumblr
- More
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация – Навыки, процедуры, обязанности и т. д. военного персонала
д. военного персонала
Продвижение – Военный карьерный рост книги и т. д.
Аэрограф/метеорология
– Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика – Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хаммер) |
и т.д…
Авиация – Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т.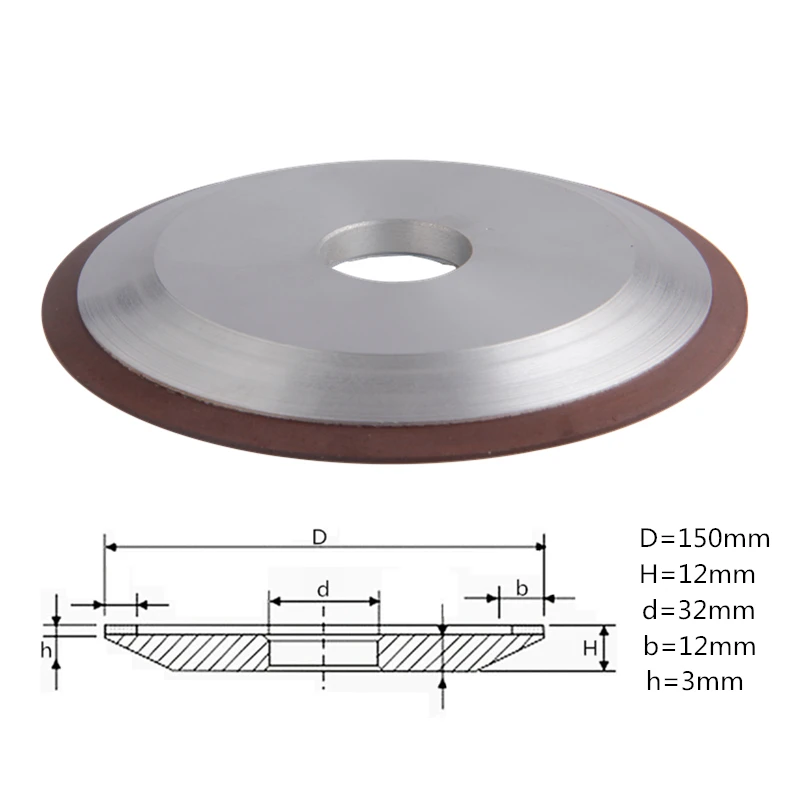 д.
д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой – Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство – Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы | так далее. ..
..
Дайвинг – Руководства по водолазным работам и спасению различного снаряжения.
Чертежник – Основы, методы, составление проекций, эскизов и т. д.
Электроника – Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Машиностроение – Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее. ..
..
Еда и кулинария – Руководства по рецептам и оборудованию для приготовления пищи.
Логистика – Логистические данные для миллионов различных деталей.
Математика – Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги – Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации – Государственные спецификации MIL и другие сопутствующие материалы
Музыка – Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра – Теории ядерной энергии,
химия, физика и т.
Справочники Министерства энергетики США
Фотография и журналистика
– Теория света,
оптические принципы, светочувствительные материалы, фотофильтры, копирование
редактирование, написание публикаций и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Руководство по армейской фотографии, печати и журналистике
Религия – Основные религии мира, функции поддержки богослужений, свадьбы в часовне и т. д.
Знакомство с системой маркировки абразивных кругов
Шлифовальный круг, также известный как абразивный круг, представляет собой круг, изготовленный из абразивных частиц, связанных вместе различными веществами, такими как резина, шеллак или силикат. Они используются в различных отраслях промышленности, но при несоблюдении правил безопасности могут привести к серьезным травмам.
Все абразивные круги склонны к поломке, поэтому очень важно всегда следовать передовым методам работы, когда они используются.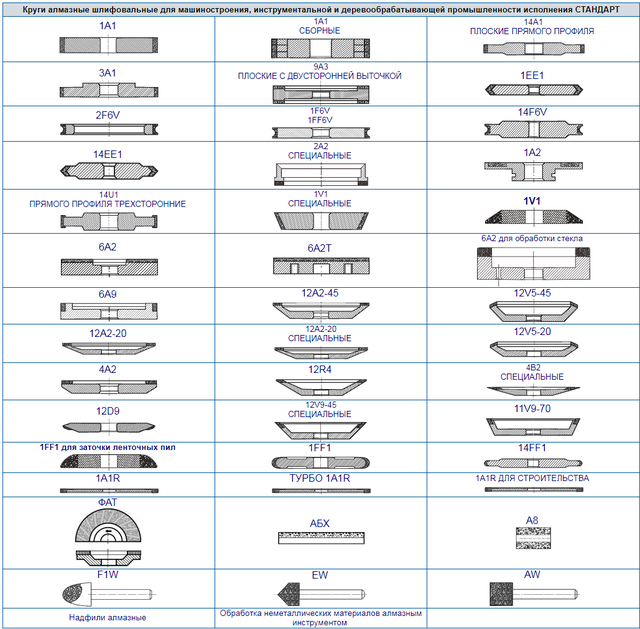
Все абразивные круги имеют маркировку:
- Тип.
- Размер.
- Спецификация.
- Максимальная рабочая скорость.
- Ограничения на использование.
- Прочая информация, не связанная с безопасностью.
Они должны соответствовать системе маркировки FEPA (EN 12413 и ISO 525). Взгляните на приведенный ниже пример, в котором показаны все основные обозначения.
Тип колеса маркируется номером ISO и обозначает форму колеса. Например, ISO Type 52 — это колесо, установленное на шпинделе.
Размер шлифовального круга указан в виде размеров в мм. Например, 230 х 3 х 22,2 мм. Это представляет собой диаметр колеса x толщину x размер отверстия.
Спецификация шлифовального круга обозначена серией букв и цифр. Например, WA 60 K 7 V. Это тип абразивного материала, зернистость, марка, структура и тип связки.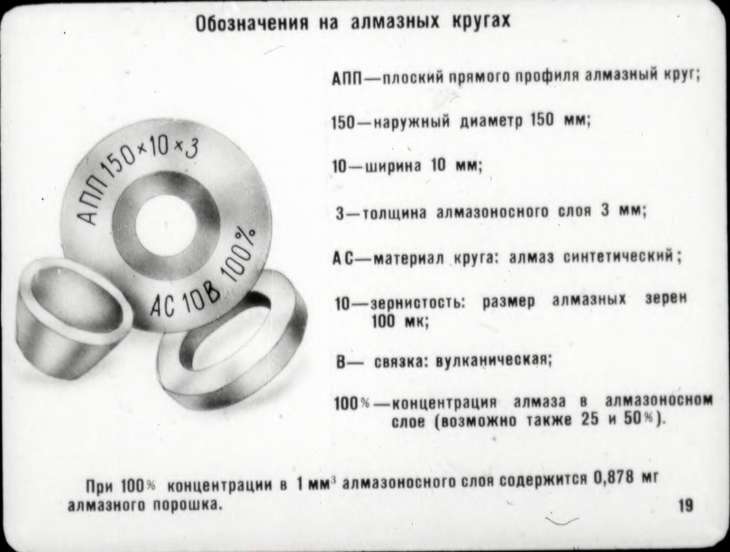 Общее руководство по маркировке спецификаций можно увидеть в таблице здесь:
Общее руководство по маркировке спецификаций можно увидеть в таблице здесь:
Диапазон маркировки материалов, зернистости, сортов, структур и связок зависит от продукта и производителя, но в приведенной выше таблице дается общий обзор часто встречающихся маркировок. на абразивных кругах.
Максимальная рабочая скорость указана на каждом большом шлифовальном круге (диаметром более 80 мм) двумя способами:
- Окружная скорость поверхности, указанная в метрах в секунду. Например, 80 м/с.
- Скорость вращения, выраженная в оборотах в минуту. Например, 8500 об/мин.
Для шлифовальных кругов меньшего размера (диаметром менее 80 мм) максимальная рабочая скорость указана в отдельном объявлении, которое необходимо хранить вместе с кругом.
Для высоких скоростей по центру колеса нанесены цветные полосы. Цвета:
- 50 м/с — Синий
- 60 м/с — желтый
- 80 м/с — Красный
- 100 м/с — зеленый
- 125 м/с — синий/желтый
PS: Теперь цветные полосы больше не обязательны.