Маркировка оцинкованной стали: Оцинкованная сталь: виды, особенности, применение
alexxlab | 23.02.2023 | 0 | Разное
Маркировка оцинкованного листа
Оцинкованный лист представляет собой тонкую пластину из углеродистой стали. Производят его на металлургических комбинатах методом прокатки с последующей обработкой методом оцинковки. Как правило, по ширине лист оцинкованный производят более 500 мм, а вот по толщине он бывает от 0,5 мм до 4,9 мм. Регламентируется типовой размер и толщина следующими документами: ГОСТ 14918-80 и ГОСТ Р 52246-2004. Оцинкованный лист небольшой толщины обычно применяют для покрытия кровли.
Производство оцинкованного листа
Также есть еще ряд ГОСТов, которые определяют производство оцинкованных листов, например горячекатаных оцинкованных листов, или оцинкованных листов с полимерным покрытием с непрерывными линиями и т.д.: ГОСТ Р 52146-2003, ГОСТ Р 54301-2011, ГОСТ 24982-81, ГОСТ 17066-94, ТУ 14-1-4695-89, ТУ 14-1-4766-90, ТУ 14-1-4792-90. Последние три документа это технические условия, которые обычно мягче по требованиям чем ГОСТы.
В целом производство оцинкованного листа можно разделить на несколько этапов:
1. производство самих стальных листов;
производство самих стальных листов;
2. термообработка металла, а также его обезжиривание, травление и промывка;
3. нанесения слоя оцинковки методом гальванопластики;
Именно после проведения третьего этапа стальной лист становится оцинкованным, приобретает дополнительные положительные качества и свойства. После окончания всех этапов производства готовая продукция отправляется на склад, а к произведенной партии оформляются все необходимые документы в которых указывается маркировка, характеристики, выполненные контрольные мероприятия по соответствию заявленному качеству оцинкованных листов и т.д..
Расшифровка маркировки оцинкованного листа
Наиболее распространено использование тонких оцинкованных листов, которые производятся шириной от 710 до 1800 мм и толщиной от 0,5 мм до 2,5 мм. Как и большинство производимой по ГОСТ продукции данные листы имеют маркировку в виде ряда цифр и букв или слов. Ниже приведем подробности данной маркировки, а точнее обозначение символов в ней, которые вы можете встретить.
Описание мы приводим в порядке расположения обозначений маркировки, одна часть из них может и не указываться, если у конкретного типа или вида оцинкованного листа отсутствуют те или иные свойства и характеристики.
1. Первая группа букв обозначает наименование листа, у оцинкованного это буквы «Оц»
2. Далее идет класс прокатки обозначаемый буквами
3. После этого идет обозначение вида кромки, например буква «О» означает, что лист с обрезанной кромкой
4. Далее идут геометрические размеры: толщина в мм, ширина в мм и длина в мм
5. После этого обозначается ГОСТ по которому выполнено изделие
6. Далее указывается марка стали с указанием особенностей. Маркировка стали может быть достаточно длинной, так как в свою очередь состоит из нескольких групп букв и цифр
7. После указывается класс покрытия и гост в соответствии с которым оно нанесено
В зависимости от особенностей применения, производства и т.д. в маркировке можно найти также следующие условные обозначения:
1) Назначение оцинкованного листа:
– для холодного профилирования — ХП
– для холодной штамповки — ХШ
– общего назначения — ОН
– под окраску — ПК
2) Способность к вытяжке (для листов произведенных методом холодной штамповки):
– глубокой вытяжки — Г
– весьма глубокой вытяжки — ВГ
– нормальной вытяжки — Н
3) Равномерность толщины цинкового покрытия:
– с уменьшенной разнотолщинностью — УР
– с нормальной разнотолщинностью — НР
4) Наличие узора на листе:
– с узором кристаллизации — КР
– без узора кристаллизации — МТ
5) Толщина цинкового покрытия:
– повышенный класс (П) – от 40 до 60 мкм
– 1 класс – от 18 до 40 мкм
– 2 класс – от 10 до 18 мкм
Информация, которую можно почерпнуть из маркировки оцинкованного листа дает практически полную информацию о характеристиках материала, метода его производства и области применения, что очень удобно, так как зная маркировку вероятность приобретения материалы с неподходящими вам свойствами стремиться к нулю.
|
Другие статьи раздела
|
|
Защита от брызг в ванной
Как выбрать унитаз
Швеллер
Как открутить заржавевший болт |
гост 14918 90, классификация и способы применения, способы нанесения покрытия
Использование цинкового покрытия на поверхности стали обусловлено способностью защищать металл и изделия из него от коррозии. Лист стальной оцинкованный ГОСТ 14918 80 является материалом, эффективно применяемым в производстве и строительстве. Удобный, надежный и практичный, он выдерживает определенные эксплуатационные нагрузки и действие окружающих вредных условий. Из-за своей легкости оцинкованная сталь применяется в качестве кровельного покрытия, так как не утяжеляет строение и не требует устройства дополнительного основания и усиления фундаментов.
Защита стали от коррозии
Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Истончение деталей ведет к уменьшению несущих способностей, прочности, уменьшает прилегание элементов друг к другу, в результате загруженность соседних узлов и деталей увеличивается. Металлические емкости и резервуары теряют герметичность и разрушаются. Становится очевидным, что использовать черный металл без защитной пленки нельзя, требуется создать барьер для доступа воды и кислорода к поверхности.
Способы нанесения пленки
Часто пользуются методом окраски готовых изделий, но способ считается недолговечным и не всегда действенным. Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
- холодный метод предполагает нанесение цинка по типу покраски, в современном производстве применяется довольно редко;
- гальваническая обработка листов заключается в обработке поверхности стали в цинксодержащих электролитных растворах;
- метод горячей оцинковки является наиболее распространенным из-за последующего сохранения заданных качеств длительное время.
Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 . Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие. В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.
Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа. Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Лист оцинкованный ГОСТ получает прогнозированную долговечность, чем окрашенный простым нанесением, пленка не трескается и не образует трещин при допустимых изгибах. В случае агрессивного окружающего пространства цинковый слой первым вступает во взаимодействие, оставляя металл нетронутым, не допуская коррозии.
Вес оцинкованного листа
Вес оцинкованного листа (одного квадратного метра) теоретически можно рассчитать по формуле:
M=M1×t1+M2×t2
(1)
Где:
- M — вес 1 м² листа оцинкованного, кг;
- M1 — вес 1м² стального листа без плакирующего слоя толщиной 1 мм;
- t1 — толщина стального листа без покрытия;
- M2 — вес 1 м² плакирующего цинкового слоя толщиной 1 мм;
- t2 — толщина cлоя цинка с обеих сторон листа.


Удельный вес углеродистой стали равен 7,85 г/см³, или, для удобства расчетов, принято считать, что 1 м² листовой стали толщиной 1 мм весит 7,85 кг. Удельный вес цинка несколько меньше — 7,13 г/см³, то есть 1 м² цинка толщиной 1 мм весит 7,13 кг. С учетом этих величин формулу (1) можно переписать:
M=7,85×t1+7,13×t2
Толщина слоя цинка зависит от класса покрытия (ГOCT 14918-80) и указывается в условном обозначении:
| Класс | Предельные величины толщины слоя, мм | Масса протекторного слоя с двух сторон, кг |
| I | От 0,018 до 0,04 Средняя величина 0,029 | 0,258-0,570 Средняя 0,414 |
| II | От 0,01 до 0,018 Средняя величина 0,014 | 0,1425-0,258 Средняя 0,200 |
| П (повышенный) | От 0,04 до 0,06 | 0,57-0,855 Средняя 0,712 |
Чтобы рассчитать вес оцинкованного листа, можно пользоваться также формулой, учитывающей массу покрытия в зависимости от класса толщины слоя:
M=7,85×t1+Мп. с., где:
с., где:
- M — лист оцинкованный вес 1 м², кг
- t1 — толщина стального листа без покрытия;
- Мп.с. — средняя величина веса протекторного слоя в зависимости от класса толщины, величина нормируется ГOCT 14918-80.
Чтобы рассчитать, сколько весит лист оцинкованный (вес одного листа нужного размера), пользуются формулой:
Mлиста=М×S, где:
- Mлиста — вес одного листа оцинкованного, кг;
- M — вес 1 м², кг;
- S — площадь листа, м².
Учитывая, что сортаментом ГОСТ 19904-90 допускаются отклонения от расчетной массы до 3% (из-за регламентированных предельных отклонений по толщине, длине и ширине), а также с учетом малой толщины плакирующего слоя и небольшой разницы между удельным весом стали и цинкового сплава (в состав которого может входить свинец и алюминий), теоретически рассчитанная масса может несколько отличаться от действительного веса.
| № | Толщина листа, мм | Вес 1 м² стали без цинкового покрытия , кг | Вес 1 м² оцинкованной стали, 1 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, 2 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, класс толщины покрытия П , кг | Количество м² в тонне оцинкованной стали 2 класса |
| 1 | 0,50 | 3,925 | 4,339 | 4,125 | 4,637 | 242,42 |
| 2 | 0,55 | 4,317 | 4,731 | 4,517 | 5,029 | 221,36 |
| 3 | 0,60 | 4,710 | 5,124 | 4,910 | 5,422 | 203,67 |
| 4 | 0,65 | 5,103 | 5,517 | 5,303 | 5,815 | 188,60 |
| 5 | 0,70 | 5,495 | 5,909 | 5,695 | 6,207 | 175,59 |
| 6 | 0,75 | 5,888 | 6,302 | 6,088 | 6,600 | 164,2 |
| 7 | 0,80 | 6,280 | 6,694 | 6,480 | 6,992 | 154,32 |
| 8 | 0,90 | 7,065 | 7,479 | 7,265 | 7,777 | 137,65 |
| 9 | 1,00 | 7,850 | 8,264 | 8,050 | 8,562 | 124,22 |
| 10 | 1,10 | 8,635 | 9,049 | 8,835 | 9,347 | 114,09 |
| 11 | 1,20 | 9,420 | 9,834 | 9,620 | 10,132 | 103,95 |
| 12 | 1,50 | 11,775 | 12,189 | 11,975 | 12,487 | 83,51 |
| 13 | 2,00 | 15,700 | 16,114 | 15,900 | 16,412 | 62,89 |
| 14 | 2,50 | 19,625 | 20,039 | 19,825 | 20,337 | 50,45 |
Согласно ГOCT 14918-80, оцинкованная сталь может изготавливаться с дифференцированным покрытием: на одной стороне класс толщины №2, а на другой — №1 или П, что учитывается при расчете массы.
Области применения
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.

Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.

Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
Заказывайте оцинковку в «Точинвест Цинк»
занимается проведением горячего цинкования любых типов изделий. В пользу обращения к нам говорит сразу 3 причины:
- Продвинутое оборудование на собственной производственной линии. Используется техника немецко-австрийской фирмы KVK KOERNER и чешской фирмы EKOMOR.
- Проведение оцинковки регулируется по ГОСТ 9.307-89. Брак исключен. Цинковое покрытие будет равномерным, долговечным. Это позволит увеличить длительность использования изделия из металла без риска возникновения коррозии.
- Удобство сотрудничества. У компании три линии цинкования. Глубина самой крупной ванны в ЦФО, составляет 3,43 метра. Работаем крупными металлоизделиями.

Вернуться к статьям Поделиться статьей
Проверка качества
Оцинковка ГОСТ предусматривает показатели, переводящие листы в ту или иную категорию качества — это может быть прописано в сопроводительных документах. Для покупателя важно, чтобы внешний вид материала не содержал поверхностных изъянов и нарушений целостности.
Поверхность стали должна быть гладкой и ровной, без трещин цинкового слоя. Иногда для некоторых марок материала допускается образование на поверхности пятен, тонких наплывов и шероховатостей. Это относится:
- к оцинковке, полученной способом холодного штампования;
- профилируемым листам, изготовленным на гибочных приспособлениях;
- материалу, относящемуся к группе общего назначения.
Для других категорий стали с оцинкованным покрытием дефектов при визуальном осмотре быть не должно, особенно неприемлем брак в виде зазубрин. Если материал предназначается под окраску, то на нем не должно быть никаких проявлений брака. Любая трещина влияет на качество конечного изделия.
Любая трещина влияет на качество конечного изделия.
Производство оцинкованного металла
Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Разработано специализированное оборудование для горячего метода цинкования — наиболее востребованного способа производства. Гальванический метод и холодное цинкование применяют достаточно редко, так как качество обоих методов оставляет желать лучшего. Нанесение цинкового слоя происходит в несколько этапов:
- вначале стальной лист подвергается обжигу в печах при высокой температуре;
- чтобы повысить сопротивляемость металла коррозионным процессам его помещают на втором этапе обработки в ванну с расплавленным цинковым составом;
- затем делается консервация для улучшения защитной функции цинкового слоя, это выполняется с помощью промасливания, пассивирования, иногда эти операции сочетают между собой.

В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
Стандарты ГОСТа распространяются на листовой материал и тот, что выпускается в рулонах. Назначение материала при этом может быть различным, независимо от того, используется холоднокатаный лист для производства домашней посуды или применяется в качестве кровельного материала. Стандартами предусмотрены такие размеры листа при выпуске:
- ширина варьируется от 70 до 150 см;
- толщина металла может составлять от 0,4 мм до 1,5 см.
Виды сырья
Для изготовления оцинковки применяются различные марки стали, но основные из них такие:
- сталь Ст3, Ст1 и Ст2, 100, причем используются все степени раскисления в соответствии с ГОСТ 380–1994 ;
- ГОСТ 9045–1993 допускает к производству 08кп, 08пс, 08Ю;
- ГОСТ 1050–1988 рекомендует сталь Юкп.
Классы толщины цинкового покрытия (ГОСТ 14918-80)
| Класс толщины | Масса 1 м2слоя покрытия с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | свыше 570 до 855 включ. | свыше 40 до 60 включ. |
| 1 | свыше 258 до 570 включ. | свыше 18 до 40 включ. |
| 2 | от 142,5 до 258 включ. | от 10 до 18 включ. |
Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904.
Оцинкованную сталь высшей категории качества изготовляют:
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.

Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523.
Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523.
На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
Примечание.
По требованию потребителя пассивная пленка должна иметь равномерную окраску.
Уменьшенная разнотолщинность цинкового покрытия (УР) должна быть:
- для класса П — не более 16 мкм;
- для класса 1 — не более 10 мкм;
- для класса 2 — не более 4 мкм.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК:
- класса П — не более 12 мкм;
- класса 1 — не более 8 мкм;
- класса 2 — не более 3 мкм.
Маркировка деталей | Американская ассоциация гальванистов
Дом ” Дизайн и изготовление » Рекомендации по изготовлению » Маркировка деталей
Идентификационные маркировки на готовых изделиях должны быть тщательно подготовлены перед цинкованием, чтобы после цинкования они были разборчивы, но не нарушали целостность цинкового покрытия. Чистящие растворы, используемые в процессе цинкования, не удаляют краски на масляной основе, карандашные маркеры или маркеры на масляной основе, поэтому эти продукты не следует использовать для нанесения адресов, инструкций по отгрузке или номеров работ. Использование этих продуктов может привести к появлению неоцинкованных участков.
Существует множество продуктов, используемых для маркировки и идентификации, которые не удаляются на этапах химической очистки процесса цинкования, включая краску, смазку и маркеры на масляной основе. Поэтому рекомендуется использовать другие формы идентификации, в том числе:
- Временная идентификация – съемные металлические бирки (также доступны металлические бирки со штрих-кодом, такие как металлические бирки Infosight KettleTag®PLUS) или водорастворимая краска или маркеры
- Постоянная маркировка – тиснение, сварные швы и глубокая трафаретная маркировка
Временная маркировка
Наиболее распространенной формой временной маркировки является использование съемных бирок.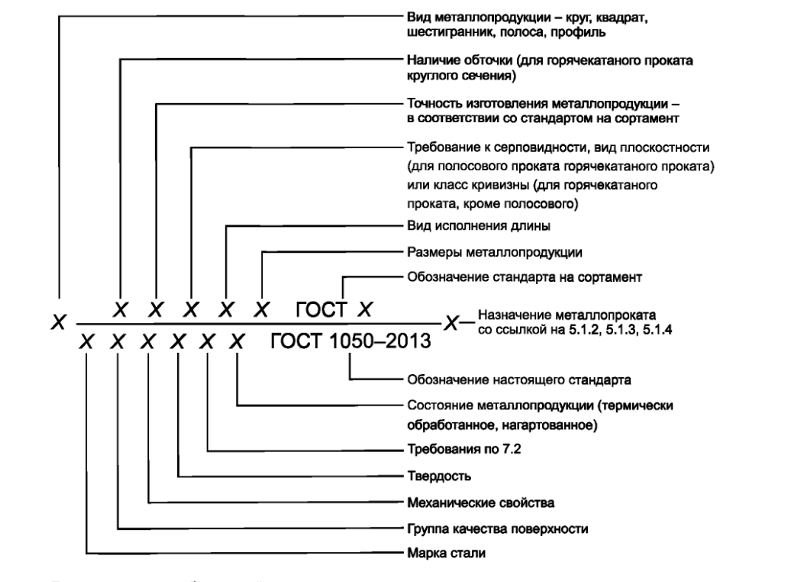 Будь то метки со штрих-кодом или метки со штампом/трафаретом, они часто предпочтительнее, поскольку они остаются прикрепленными к детали на протяжении всего процесса, но могут быть удалены после доставки стали на рабочую площадку. Поскольку они все еще читаемы после всех этапов процесса цинкования, метки могут сократить время выполнения работ и исключить потерянные детали, не влияя при этом на эстетику уже установленной стали.
Будь то метки со штрих-кодом или метки со штампом/трафаретом, они часто предпочтительнее, поскольку они остаются прикрепленными к детали на протяжении всего процесса, но могут быть удалены после доставки стали на рабочую площадку. Поскольку они все еще читаемы после всех этапов процесса цинкования, метки могут сократить время выполнения работ и исключить потерянные детали, не влияя при этом на эстетику уже установленной стали.
Другим все более популярным методом временной идентификации является использование водорастворимой краски или маркеров. Маркировка растворяется в процессе химической очистки на гальваническом заводе. В отличие от других маркировок, которые нельзя удалить в процессе очистки, это обеспечивает полное покрытие детали, но маркировки не будут видны после извлечения из ванны для цинкования. Часто это приемлемо и даже предпочтительно; однако иногда идентификация все же необходима при доставке на рабочую площадку, и поэтому этот метод временной маркировки не рекомендуется.
Постоянная маркировка
Если требуется постоянная маркировка, существует три подходящих варианта маркировки стальных конструкций, которые подлежат горячему цинкованию. Каждый из них позволяет быстро идентифицировать изделия после цинкования и на стройплощадке.
Штамповка
Штамповка на поверхности изделия с помощью вырубных глубоких трафаретов или ряда центральных дыроколов. Эти метки должны быть размещены в стандартном положении на каждом из элементов, предпочтительно ближе к центру. Их должно быть не менее
высотой 1/2 дюйма (13 мм) и глубиной 1/32 дюйма (0,8 мм), чтобы обеспечить читаемость после цинкования. Этот метод не следует использовать для маркировки критически важных элементов.
Наплавленные валики
Ряд наплавленных валиков также можно использовать для маркировки букв или цифр непосредственно на изделии. Для получения качественного оцинкованного покрытия необходимо удалить весь сварочный флюс.
Глубокое трафаретное нанесение
Глубокое трафаретное нанесение стальной бирки (минимум № 12) и прочное крепление ее к изделию с минимальным № 9калибровочная стальная проволока – еще один вариант идентификации.