Маркировка резцов токарных: виды (типы), маркировка, обозначение, назначение, классификация
alexxlab | 18.02.2023 | 0 | Разное
Резцы для токарного станка: конструкция, виды, маркировка
Обработка металла на токарном станке требует определенных знаний и умений. Одно из них — разбираться в резцах для токарного станка. Токарные резцы на рынке представлены в большом ассортименте. Человеку, который не часто сталкивается с этим инструментом, трудно разобраться в нем. Поэтому вопрос, какой резец, для каких токарных операций предназначен, встречается нередко.
Общая конструкция резца
Чисто конструктивно токарный резец состоит из двух элементов:
- державка;
- рабочая головка.
С помощью первой инструмент крепится в станке. С помощью второй проводятся операции по металлообработке.
Классификация резцов
Делится этот инструмент по разным критериям. Вот основные.
По целостности приспособления:
- Цельные. Это когда державка и рабочая головка являются одним целым и изготавливаются из одного куска металла.
- С напаянной головкой. То есть державка является отдельным элементом, к которому припаивается головка.

- Съемные. Здесь также обе части раздельные. Только головка крепится к державке с помощью винта.

По форме:
- Прямые. Части резца располагаются на одной оси.
- Изогнутые. Напоминают букву «Z».
- Отогнутые. Если посмотреть на такой инструмент сверху, то хорошо виден отвод головки от оси державки.
- Оттянутые. Державка толще головки.
По способу движения при обработке металла:
- Левые. При обработке детали инструмент подают слева направо.
- Правые. Здесь, наоборот.
В зависимости от выполняемых операций:
- черновые;
- получерновые;
- чистовые;
- для тонких работ.
Как выбрать нужный резец
Виды резцов определяются в основном по типу выполняемых работ. У каждого свое название:
- Проходные. Они используются для обработки внешней поверхности заготовки. Делятся на прямые и отогнутые. С помощью первых обрабатывается цилиндрическая поверхность, вторыми обрабатывают торцевую часть и фаски.
 Сюда же входят упорные виды, которыми можно снять более толстый слой металла. В этой разновидности используются и левые, и правые головки.
Сюда же входят упорные виды, которыми можно снять более толстый слой металла. В этой разновидности используются и левые, и правые головки. - Подрезные. У них треугольная форма режущей пластины. Используются для снятия слоя в перпендикулярном направлении к оси.
- Отрезные. Ими отрезают заготовки под прямым углом и формируют канавки разной глубины.
- Резьбонарезные. Здесь два типа: для наружной резьбы и внутренней.
- Расточные. Используют для формирования отверстий. Здесь два типа: для глухих и сквозных отверстий.
Для каждой операции применяется свой инструмент, который от остальных отличается расположением и формой рабочей головки, плюс заточкой поверхности резца, а точнее, его кромок.
ГОСТ и маркировка
На каждую разновидность токарных резцов есть свой государственный стандарт. Некоторые из них отредактированы, и в них внесены изменения. Поэтому обозначение ГОСТов изменено. Некоторые были объединены в один, что дало возможность упростить подход к производству. К примеру, ГОСТ 18062-72 и 18063-72, в которых обозначены требования к расточным типам, объединены в один документ под номером 34010-2016.
К примеру, ГОСТ 18062-72 и 18063-72, в которых обозначены требования к расточным типам, объединены в один документ под номером 34010-2016.
Что касается маркировки, то внимание надо обращать на материал, из которого изготовлена рабочая головка. Здесь четыре вида резцов:
- Вольфрамовые под маркой «ВК». Ими можно обрабатывать заготовки из чугуна, сплавов из цветных металлов и неметаллических изделий.
- Титановольфрамовые. К примеру, Т15К6. Применяют для формирования деталей из любого вида стали.
- Тантало-вольфрамо-титановые. К примеру, марка ТТ7К12. Если необходимо обработать кованую заготовку или из жаропрочного металла, то используют именно эти резцы.
- Из быстрорежущей стали под маркой «Р». Используют для всех металлов.
Заточка
Чтобы токарная обработка была качественной, необходимо кромки рабочей головки периодически затачивать под определенным стандартным углом. На крупных предприятиях этим занимаются специальные цеха, где установлены специализированные станки.
Вручную эту операцию сделать тоже можно, для чего пользуются шлифовальными станками. Но для этого требуется высокая квалификация токаря.
Токарные резцы со сменными пластинами: виды, размеры, цены
Согласно предписаниям ГОСТ и в соответствии с модификацией, токарные резцы подразделены на несколько типов. Среди них детали со сменяемыми пластинами, крепящимися при помощи винта или специального прижима. Сменные пластины для токарных резцов – это расходный материал с несколькими гранями и режущими кромками. Они имеют большой рабочий ресурс. Постепенно по мере износа заменяются новыми. Возможность перемены пластинки без извлечения основной конструкции значительно влияет на скорость выполнения работ.
Оглавление:
- Общие сведения
- Классификация
- Как выбрать
- Таблица цен
Определение и особенности
Деталь представляет собой сегмент с гранями различной плоскостной конфигурации, влияющими на вид нарезаемой резьбы. В зависимости от назначения могут иметь форму: ромба, квадрата, трапеции или прямоугольника.
Из твердосплавных составов или из легированной стали:
- в большинстве случаев на элементы дополнительно наносится защитное покрытие;
- характеризуются высокой степенью теплостойкости;
- обладают большим ударно-механическим сопротивлением.
Снижение температуры и силы обработки при использовании твердосплавных пластин дает возможность:
- повысить стойкость резака более чем в 2 раза;
- увеличить скорость обработки на 20-60% без ущерба для качества конечного продукта.
Тип присоединения обусловлен модификацией крепежного отверстия:
- без него – прихват;
- тороидальное – винты;
- цилиндрическое – рычаг, штифт или прихват.
Выбор типа сменных элементов, их затачивание и остальные нюансы взаимосвязаны с модификацией изготавливаемой детали.
Выпускаемые производителями сменные детали для токарного инструмента, обладают прочностными характеристиками, не уступающими целостным моделям резцов.
Сменный элемент может быть изготовлен только из материалов определенных категорий.
| Тип | Состав | Применение | |
| Металлокерамический | Вольфрамовые | (WC-Co) ВК | Обработка вязких материалов, растачивание чугуна при нагрузках |
| Титановольфрамовые | (WC-Ti-Co) ТК | Растачивание и резка стали | |
| Титанотанталовольфрамовые | (WC-TiC-TaC-Co) ТТК | Пластины используют при работе со стальными поковками | |
| Минералокерамический | Теплостойкий, хрупкий материал; основой является глинозем | Выдерживают нагрев до 1200 °С, сохраняя твердость | |
Комплект резцов со сменными накладками используется для точения при любой скорости вращения.
| Твердосплавные пластины | Способ | Маркирование | Особенности | |
| Обозначение | 1-4 разряд | Форма пластины | Бывает как цифровое, так и буквенное обозначение | |
| Задний угол | ||||
| Параметры допуска | ||||
| Тип конструкции | ||||
| 5-7 разряд | Размер пластины | 6 значное число | ||
| Рабочая толщина | ||||
| Форма и радиус вершины | ||||
| 8-10 разряд | Буквенная характеристика режущей кромки | Наносятся по усмотрению изготовителя | ||
| Буквенное обозначение направления точения | ||||
| Маркировка производителя | ||||
| Форма | Равносторонние; прямоугольные; круглые | H, O, P, R, S, T | Правильная форма | |
| Равносторонние; неравноугольные | C, D. E, M. V. W E, M. V. W | Неправильная конфигурация | ||
| Неравносторонние; равноугольные | L | Прямоугольники | ||
| Неравносторонние; прямоугольные | A, B, K, F | Параллелограммы с разным видом фаски | ||
| Задний угол | Бывает больше либо меньше нуля. Перед тем как приобрести, нужно определить величину, используя для этого табличные данные. | |||
| Класс точности | Действует 12 классов, сформулированных в ГОСТ 19042.80 | |||
| Конструктивные характеристики | Число действующих граней | Односторонняя | R, М | |
| Двусторонняя | N, A, F, G | |||
| Форма передней грани пластинки | Со стружколомающими канавками | R, M, F, G, T | ||
| Без стружколомающих канавок | N, A, W | |||
| Наличие отверстия | Без отверстия | N, R, F | ||
| С отверстием | А, М, G, W, T | |||
| Размер | За основание берется ГОСТ 19042. 80 80 | |||
| Толщина | Согласно нормативам | От 0,59 до 12,7 | В маркировке пластинок используются целые числа, перед которыми ставится ноль | |
| Форма вершины пластинки | Равна радиусу; указывается в десятых долях; перед первой цифрой ставится ноль. | |||
| Направление | R | Праворежущие | ||
| L | Леворежущие | |||
| N | Право-, леворежущие. | |||
Все применяемые токарные резцы обладают характерными формами работы:
- отрезные – необходимы для поперечного хода;
- резьбовые – движутся вращательно-поступательно;
- расточные — передвигаются поперечно-продольным способом.
Исходя из этих данных, подбирается конфигурация устанавливаемых элементов. Возможность смены деталей имеет множество положительных качеств. Одним из них является то, что режущий элемент можно приобрести по невысокой цене.
Советы по выбору, стоимость
Выбор пластин, особенности их заточки, вид сплава напрямую обусловлен типом планируемых работ.
- Для мягких металлов идеально подойдут элементы из быстрорежущей стали, в то время, как работая с калеными или тугоплавкими изделиями стоит устанавливать твердосплавные пластины.
- Многообразие размерной линейки, а также форм позволяет быстро установить сменную деталь, однако неточный ее крепеж может привести к поломке.
- Прежде чем начать работать с использованием заменяемых пластинок, стоит учесть, что для их установки не подойдут конструкции, у которых державка монолитна с режущим элементом.
- Использование в производстве резцов токарных с пластинами, изготовленными из сплавов различных составов, позволяет иметь набор для обработки заготовок любого формата.
- Наиболее целесообразным является использование технологическое оборудования с взаимозаменяемыми пластинами при автоматическом процессе производства с большим ассортиментом выпускаемых изделий.

Чаще всего купить пластины можно лишь наборами с резцами, что значительно повышает их стоимость. Однако, согласно статистике, использование сменных элементов ежемесячно дает экономию около 500 руб на один станок.
Кроме того, твердосплавные пластины позволяют увеличить эксплуатационный период державки, полностью исключив необходимость заточки и пайки резака. Цена зависит от бренда, модификации и конфигурации.
| Фирма | Форма | Размеры, мм | Стоимость, руб | ||
| Optimum, Германия | Набор расточных резов с пластинами | 10 | 3 (63, 64, 65) | 5 369 | |
| Jet, Швейцария | Набор из резцов и пластин | 8×10 | 7 | 6 300 | |
| Stalex | Комплект | 8х8 | 8 | 6 481 | |
| Optimum, Германия | Набор | 10 | 5 | 7 139 | |
| Gesac, Китай | Для точения | DCET070202L-PS GP91TF | R0,2; L7,8; øI. C6,35; S 2,38; d2,8 C6,35; S 2,38; d2,8
| 1 | 461 |
| DCET070202L-PS GS3125 06208 | 510 | ||||
| DCET070202R-GS GP91TF | 461 | ||||
| Bangpu, Китай | Обрезные и канавочные | BP300 BPS253 | R0,2; L11,3; S3,0 | 1 | 283 |
| GRIP300-M BPG20B | R0,3; L19; S5,4; D2,0 | 592 | |||
| PulCut, Китай | GRIP400-F PP2125 | R0,4; L16; S5,4; d2,85 | 710 | ||
10 трюков со следами от инструментов — деревянная чаша
Удаление следов от инструментов? Какая разница? Я очень хорошо помню свои ранние чаши. Гордость и радость от простого создания формы, напоминающей чашу, намного превышают необходимость возиться с идеально гладкой поверхностью.
Со временем эти надоедливые следы от инструментов, канавки, холмы, долины и случайные выбоины требовали устранения. Мои миски выглядели не так привлекательно из-за непреднамеренной текстуры следов инструментов на поверхности. На самом деле, из-за этих следов инструментов мои чаши выглядели любительскими и незаконченными.
На самом деле, из-за этих следов инструментов мои чаши выглядели любительскими и незаконченными.
Используя качественный источник света, посветите сбоку на деревянную поверхность чаши. Делая это, вы будете более точно видеть следы инструментов и дефекты на вашей деревянной чаше. Свет токарного станка хорошего качества чрезвычайно важен.
Прежде чем я смог исправить проблемы со следами инструментов, мне нужно было лучше понять, как эти следы инструментов и канавки создавались в моих чашах.
Вот что я узнал: что происходит и как исправить проблемы. Я надеюсь, что эти советы о том, как понять и удалить следы инструментов и канавки, также помогут улучшить внешний вид ваших чаш.
Следы инструмента Причины
1. Долото чаши
Большинства следов инструмента можно избежать, изменив способ использования выдалбливания чаши и других инструментов. Как вы, наверное, уже знаете, «езда по фаске» — это священная фраза в токарной обработке чаш, да и во всей токарной обработке дерева, если уж на то пошло.
Рабочий конец выемки чаши может соприкасаться с деревянной поверхностью чаши только тремя способами: трение о пятку, касание фаски с чистым срезом с опорой или контакт кончика с срезом без опоры. Метки инструмента создаются с первым и последним нежелательными параметрами. Чрезмерное трение пятки и контакт наконечника без поддержки скоса составляют большинство всех следов инструмента.
Быстрый способ проверить правильную технику снятия фаски — подняться над своей работой и посмотреть прямо на инструмент, чтобы проверить его положение. Убедитесь, что инструмент находится именно в том месте, где вы точите, и посмотрите на угол и положение скоса.
Плоская поверхность фаски должна быть почти параллельна поверхности чаши, которую предстоит разрезать, чтобы пройти по фаске. Узнайте все о езде по фаске, прочитав «Поездка по фаске — объяснение техники долбления чаши».
Если наконечник направлен на поверхность чаши, а поверхность фаски отклоняется от поверхности чаши, значит, вы не едете по фаске, и позже вам нужно будет удалить следы инструмента.
В этом случае медленно измените угол выдалбливания чаши, перемещая рукоятку до тех пор, пока поверхность скоса не станет почти параллельной поверхности деревянной чаши.
2. Скребок с круглым носом
Скребок с круглым носом может стать спасением, когда нужно обработать труднодоступные внутренние поверхности дна чаши. Но, как и в случае с чашеобразной выемкой, при неправильном использовании она также может оставить нежелательные следы от инструмента и выемки. Скребок также может создавать эффектные выбоины, для исправления которых требуется дополнительное обтачивание и удаление материала.
Я использую тяжелый и прочный круглый скребок, а также несколько меньших круглых скребков, когда удаляю следы тонкого инструмента. Я обнаружил, что этот скребок отлично работает и плавно удаляет следы из-за его размера и массы.
Круглые скребки работают лучше всего, когда режущая кромка находится по центру, а скребок наклонен под углом. Если режущая кромка оказывается выше или ниже центра, скребок стремится захватить и вырвать материал.
Установка подручника на точную высоту должна выполняться осторожно при выключенном токарном станке. Это даст вам время точно определить центральную линию разреза. Если трудно определить центральную точку, поднимите заднюю бабку и используйте кончик центральной опоры в качестве ориентира.
Прочтите эту статью, чтобы узнать все о подручнике для токарного станка по дереву.
Я приподнимаю подручник немного выше центра, поэтому, когда я использую скребок, он слегка наклоняется вниз. Поскольку древесина вращается сверху вниз, если скребок по какой-либо причине зацепится, он будет отброшен из-за этого небольшого угла наклона вниз. Режущая кромка, хотя и направлена вниз, все еще режет в центральной точке.
При наклоне скребка, удерживая его плотно на наборе инструментов, создается режущее действие, которое точно сбривает очень тонкие точные участки. Вы узнаете, что это работает, когда стружка, сходящая с токарного станка, представляет собой тонкие тонкие волокна, похожие на волоски.
Прочтите эту подробную статью, в которой далее объясняется, как воспользоваться многочисленными преимуществами скребка с круглым носом.
Если скребок направлен вверх, а не плоско посередине или слегка вниз, защелка вобьет инструмент в древесину и сделает неприятный надрыв или выемку.
3. Острота инструмента
Это может показаться очевидным, но я могу сказать вам по опыту, что забывание заточить инструменты также является важным фактором в отметинах инструмента.
Больше, чем… ну, много раз я точил и делал не очень гладкие поверхности на моей чаше, только чтобы обнаружить, что мою выемку чаши нужно заточить. Это действительно момент, когда я возвращаюсь к токарному станку, и следующий резкий рез заставляет древесину мягко нарезаться и ощущаться как кусок мыла, с которого без усилий отрываются большие фигурные стружки.
Тупые инструменты не только плохо режут, но и могут начать полировать поверхность дерева, оставляя некрасивые следы. Поэтому следуйте простому правилу: если вы считаете, что ваш инструмент нуждается в заточке, вероятно, это нужно было сделать 10 минут назад.
Поэтому следуйте простому правилу: если вы считаете, что ваш инструмент нуждается в заточке, вероятно, это нужно было сделать 10 минут назад.
4. Детали из дерева
Каждая порода дерева точится по-разному и имеет разные характеристики резания. Я точил древесину, которая оставляет следы от инструментов, независимо от того, насколько идеально я пытаюсь сгладить фаску, и я точил древесину, которая так хорошо взаимодействует, что я думаю, что я мог бы ткнуть в нее ржавой плоской отверткой и сделать чашу с гладкой поверхностью. .
Помимо характеристик данного вида, необходимо учитывать и структурные аспекты. Когда стенки чаши становятся тонкими, древесина может изгибаться, в результате чего одна сторона отрывается от выемки чаши, а противоположная сторона ударяет по инструменту. Это, очевидно, оставит следы.
Чтобы уменьшить шлепанье тонких стенок, всегда сначала обрабатывайте верхний тонкостенный край чаши. Как только тонкая область будет завершена, приступайте к удалению дополнительного материала внутренней чаши. Никогда не возвращайтесь к тонкой области, потому что она будет сгибаться, а контакт с инструментом обязательно оставит следы инструмента.
Никогда не возвращайтесь к тонкой области, потому что она будет сгибаться, а контакт с инструментом обязательно оставит следы инструмента.
5. Хитрость с естественным краем
Бывают моменты, особенно с неровным верхним краем чаши с естественным краем, когда нам нужно, так сказать, «резать воздух». Когда крылья чаши с естественным краем разрезаются, а затем проходит открытое пространство между одним крылом и противоположным крылом, это разрезание воздуха.
Важно надежно зафиксировать выемку чаши на подручнике, чтобы сделать эти воздушные пропилы как можно более плавными. Подручник и направляющая рука должны совершать плавные движения на подручнике, не надавливая внутрь.
Если надавить внутрь или двигаться не плавно, на следующем крыле останется более глубокая линия. Ускорение токарного станка, все еще на безопасной скорости, которая не вызывает дополнительной вибрации, сделает эти разрезы более плавными.
Необходимо понимать вибрацию, чтобы устранить следы инструмента. Прочтите эту статью, все о вибрации токарного станка, далее.
Прочтите эту статью, все о вибрации токарного станка, далее.
Тем не менее, почти неизбежно, что на крылышках чаши с естественными краями останутся следы от инструмента, когда инструмент будет шлепаться. Шлифование — лучшее решение для удаления этих следов инструмента.
Итак, вы освоили приемы работы с инструментами и катаетесь по фаске как босс. Что ж, к сожалению, следы от инструментов все еще могут появляться. Это может быть простое скольжение на подручнике или характер самой древесины.
Исправления следов инструмента
Ниже приведены конкретные методы устранения этих надоедливых следов инструмента, которые появляются, несмотря на все ваши усилия по фаске.
6. Ремонт метки инструмента для канавки
Итак, вы получили неприятный улов, и в вашей миске есть канавка. Это случается с каждым в тот или иной момент, не волнуйтесь.
Поскольку большинство ловушек для канавок расположены глубоко, они вырывают древесные волокна, и эти волокна опускаются на поверхность чаши.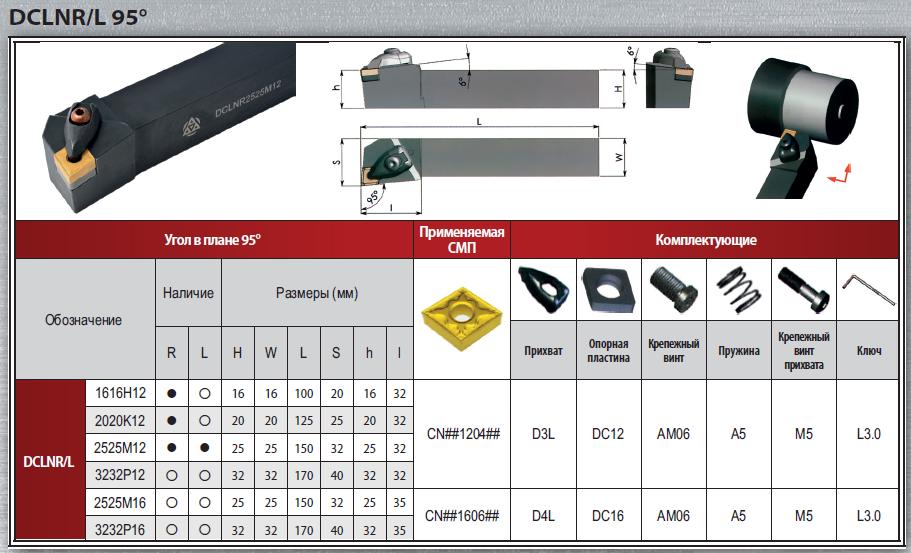 Шлифовка или полировка небольшого участка не сработает. Узнайте больше о запорах и их причинах, прочитав эту статью.
Шлифовка или полировка небольшого участка не сработает. Узнайте больше о запорах и их причинах, прочитав эту статью.
Область вокруг дивота должна уменьшаться и опускаться до тех пор, пока не будут удалены все разорванные волокна и область дивота снова не станет гладкой. Просто сделайте дополнительные проходы с опорой по затронутой области стены, пока выемка больше не будет видна.
7. Удаление холма
Вот он, кончик вашего пальца немедленно останавливается на этом противном холме на идеальной поверхности чаши. Что делать?
Если есть только небольшой участок со слегка приподнятой поверхностью, не попадайте в ловушку, думая, что еще один проход по стенке чаши позаботится об этом. Что, скорее всего, произойдет, если будет принят этот подход, так это преувеличение площади холма.
Поскольку кромка скошенной кромки повторяет контур поверхности чаши, простой дополнительный проход повторит область холма и удалит больше материала. Вместо этого нам нужно обратиться только к холмистой местности.
Во-первых, начните с идентификации холма. При выключенном токарном станке нащупайте и найдите выступ или край кольца на чаше. Коснитесь кончиком карандаша этой возвышенной области. С карандашом, лежащим на упоре для инструмента, вращайте чашу вручную. Высокая точка может быть только на части или по всей чаше. Пусть карандаш просто отметит самые высокие части.
Расположите подручник как можно ближе к верхней точке, чтобы обеспечить наилучшую опору для выдалбливания чаши. Когда станок включен, карандашная линия должна быть видна.
Эта техника сродни хирургии и требует очень деликатного подхода. Расположите долото чаши, не касаясь поверхности, но скосом, параллельным поверхности. Затем откройте поверхность выемки так, чтобы вся изогнутая режущая кромка и скос были перпендикулярны поверхности чаши. Опять же, пока ничего не режется.
Обратите внимание, что выемка чаши, представленная в виде открытой канавки к чаше, является самым простым способом сделать ужасно глубокий зацеп, если небрежно вдавить ее в древесину. Здесь следует уделить внимание и думать об этом как о нанохирургии, а не как о традиционном повороте чаши.
Здесь следует уделить внимание и думать об этом как о нанохирургии, а не как о традиционном повороте чаши.
Чтобы убрать холм, вы будете делать крошечные микропереходы слева от карандашной отметки вправо через карандашную отметку, больше нигде. По сути, вы будете сбривать холм за несколько проходов.
Первый проход может ни к чему не прикасаться. Это хорошо. Аккуратно переместите долото на волосок вперед и плавно проведите поддерживающей рукой прямо по подручнику. Первые контакты, вероятно, будут очень минимальными, а также удалит карандашную линию. Это то, что вы хотите.
Но не останавливайтесь, когда линия карандаша исчезнет. Основание холма тоже нужно сбрить. Когда карандашная линия будет удалена, обязательно сосредоточьтесь на проблемной области. Часто останавливайте токарный станок и ощущайте результат. Холм должен исчезнуть в гладкой окружающей поверхности.
8. От канавок к гладкости
Если небольшие холмы не являются проблемой, а море канавок делает ваш проект больше похожим на деформированную виниловую пластинку, чем на чашу — а это не тот эффект, которого вы добивались — не Не бойтесь, есть исправление.
Как и в предыдущем случае, дальнейшие проходы могут усилить эти канавки. Если свежезаточенная чашеобразная выемка и гладкий конический рез не удаляют прорези, попробуйте этот прием.
Скребковый рез удалит сразу несколько высоких точек, не заглубляя при этом нижние места, и в конечном итоге сделает поверхность гладкой. Для скребкового резания требуется хорошая канавка с острыми краями, поэтому перед тем, как начать, отправляйтесь на станцию заточки.
Расположите острую чашеобразную выемку рукояткой вниз и почти закрытым желобом. Это не косая резка. Это больше похоже на бритье острой бритвой. Когда флейта почти закрыта или обращена к поверхности деревянной чаши, наклоните выемку чаши примерно на 45 градусов.
Если вы готовы выполнить скребковый рез ножницами, прочтите следующую статью. Вам понравятся результаты на вашей чаше.
Подобно проходам для удаления холмов, нам нужно работать по всей поверхности, просто медленно удаляя высокие точки. Это займет несколько проходов и не следует торопиться.
Наблюдайте за верхним краем чаши, когда вы выполняете плавные проходы с опорой на инструмент, и вы увидите, как выступы медленно исчезают. Наблюдение за местом резания инструмента не обеспечивает хорошего угла обзора. Вот почему это отличная привычка смотреть на верхний край чаши, чтобы увидеть поверхность во время резки.
9. Следы инструмента для натирания пятки
Если это не канавки или бороздки, а следы полирующего инструмента, которые портят поверхность вашей чаши, возможно, необходимо заменить или модифицировать выемку чаши.
Гладкие линии с легким блеском — следы полировки, обычно оставляемые пяткой выемки чаши. Когда мы попадаем в узкие места, возможно, мы делаем косой срез и в то же время слишком сильно натираем пятку.
Одним из решений этой проблемы является замена долбяка чаши с другим скошенным углом для определенных мест чаши. У более глубоких чаш особенно возникают проблемы с полировкой, которые обычно возникают в нижней части кривой, ведущей к дну чаши. Долото с микрофаской с более крутым углом может достичь этой области, не оставляя следов от инструмента.
Долото с микрофаской с более крутым углом может достичь этой области, не оставляя следов от инструмента.
Еще один вариант — сделать вторую шлифовку на долото чаши. Это уменьшает площадь скоса в пятке и делает долбленку чаши способной обрабатывать более узкие углы, не оставляя следов от инструмента.
10. Шлифовка
Хорошо, да, шлифовка — это вариант удаления следов инструмента. Я знаю, что некоторым это может показаться табу, особенно тем токарям, которые утверждают, что могут за пять секунд выточить чашу, обрезанную настолько гладко, что любая шлифовка испортит их идеально выточенную поверхность. Для остальных из нас, простых смертных, шлифование — хороший способ выровнять поверхность.
Хитрость в зачистке следов инструмента заключается в том, чтобы не делать это на токарном станке. Да, вы меня слышали, не шлифуйте при работающем станке.
Технологии шлифования точеных деревянных чаш включают множество моментов, которые необходимо учитывать, но самая большая проблема заключается в том, чтобы в первую очередь устранить следы инструмента. Точно так же, как попытка исправить случайные холмы или канавки с помощью еще одного прохода, попытка отшлифовать эти области с помощью токарного станка будет шлифовать высокие и низкие места в равной степени, оставляя те же самые высокие и низкие места, но с большим удалением древесины.
Точно так же, как попытка исправить случайные холмы или канавки с помощью еще одного прохода, попытка отшлифовать эти области с помощью токарного станка будет шлифовать высокие и низкие места в равной степени, оставляя те же самые высокие и низкие места, но с большим удалением древесины.
При выключенном токарном станке отшлифуйте древесные волокна в определенных местах с выступами. Я обычно начинаю с наждачной бумаги с зернистостью 120 и смотрю, удалит ли она следы инструмента. Если этого не произойдет, я упаду и начну с зернистости 80.
Используйте ту же философию, что и другие методы, просто сосредоточьтесь на уменьшении выступов и следов инструмента. Как только выступы будут уменьшены, обработайте наждачной бумагой разной зернистости, как описано в руководстве по шлифованию, и быстро появится гладкая поверхность.
Переход от первой «идеальной» миски к первой миске с действительно гладкой поверхностью не произойдет мгновенно. Потребуется время и много чаш, пока вы научитесь диагностировать и устранять каждую конкретную проблему и отметку инструмента, которая возникает.
Терпение, развитие навыков, осведомленность и знания объединятся, чтобы сформировать красивые чаши без следов инструментов. Надеюсь, советы и рекомендации, перечисленные здесь, помогут вам в вашем путешествии по идеальной миске.
— Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.
Заинтересованы в удалении следов инструментов? Прочитайте это следующее:
• 9 шагов к технике скрещивания чаши для соскоба.
RSVP Tooling, Inc. – Инструменты для накатки и маркировки Zeus – Инструменты для маркировки Zeus
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Не требуется дополнительный этап ручной обработки или дополнительное время настройки.
Не требуется дополнительный этап ручной обработки или дополнительное время настройки. Индивидуальный дизайн инструмента для вашего конкретного применения
Индивидуальный дизайн инструмента для вашего конкретного применения