Маркировка стали оцинкованной: Оцинкованная сталь: виды, особенности, применение
alexxlab | 30.06.1984 | 0 | Разное
Цинковое (Z) покрытие, нанесенное на сталь горячим способом
Цинковое (Z) покрытие, нанесенное на обе стороны горячим способом, продлевает срок службы готовой продукции благодаря защите стали от коррозии.
Помимо защиты в широком диапазоне от Z100 до Z600, непрерывное горячее цинкование гарантирует прочную связь покрытия со сталью. Эти свойства делают цинковое покрытие стали высокопригодным к формованию и эксплуатации в коррозионно-активной среде.
Цинковое покрытие практически полностью (>99%) состоит из цинка, а из-за полного отсутствия свинца в его составе кристаллы или блестки цинка на поверхности металла — мелкие, что придает изделиям приятный внешний вид. Стойкость цинкового покрытия к коррозии прямо пропорциональна его толщине. Срок службы изделий с покрытием Z600 (толщиной 42 мкм с обеих сторон) достигает 80 лет. Поэтому в отдельных сферах применения цинкование готовой продукции партиями можно заменить применением листовой стали с покрытием Z450 или Z600, что значительно упрощает технологическую цепочку.
Цинковое покрытие обеспечивает защиту стали от коррозии даже на открытых участках, включая, например, режущие кромки или места, где покрытие повреждено (царапинами, ударами и т.п.). Крайне низкий коэффициент трения и прочная связь покрытия со сталью препятствуют его отслаиванию, поэтому полная защита от коррозии распространяется и на участки, подвергающиеся сильному механическому воздействию в процессе формования.
Компания SSAB предлагает сталь с цинковым покрытием различной толщины, качества и способа обработки поверхности для разных сфер применения.
Толщина покрытия
| Обозначение покрытия | Минимальная общая масса покрытия с обеих сторон (г/м2) * | Ориентировочная толщина покрытия на единицу поверхности, обычно в микронах (мкм) |
| Z100 | 100 | 7 |
| Z140 | 140 | 10 |
| Z180 | 180 | 13 |
| Z200 | 200 | 14 |
| Z225 | 225 | 16 |
| Z275 | 275 | 20 |
| Z350 | 350 | 25 |
| Z450 | 450 | 32 |
| Z600 | 600 | 42 |
Помимо указанных значений толщины цинкового покрытия по стандарту EN10346:2015, предлагаем разнообразные асимметричные покрытия, покрытия с одинаковым минимальным показателем массы в расчете на поверхность изделия, а также нанесение покрытий по техническим условиям заказчика.
Обработка оцинкованной стали
Формование
В общем и целом, цинковое (Z) покрытие выдерживает интенсивную деформацию благодаря своей пластичности и хорошим фрикционным свойствам. Следовательно, сталь без покрытия и оцинкованную сталь можно подвергать формованию одними и теми же способами без существенного изменения технологических условий. Из-за небольших различий в поверхностных свойствах иногда возникает необходимость внести незначительные изменения, например, в смазку, геометрию инструментов или усилие зажима. К достоинствам металлического покрытия относится и его смазывающее действие, которое эффективно проявляет себя при низком и умеренном поверхностном давлении в процессе формования. Гибочные характеристики оцинкованной листовой стали с массой покрытия до 275 г/м2 можно считать такими же, как у аналогичных сортов стали без покрытия.
Результаты формования стали с металлическим покрытием зависят от таких факторов, как геометрия элементов, марка стали, тип металлического покрытия, толщина, качественные характеристики поверхности и ее защита, а также от инструментов формования.
Сварка
Сталь разных марок с металлическим покрытием можно сваривать различными способами, включая многочисленные разновидности контактной, лазерной и дуговой сварки. Когда рекомендации по сварке соблюдаются, механические свойства сварных швов ничем не отличаются от аналогичных показателей стали без покрытия.
Сталь с металлическим покрытием чаще всего обрабатывается такими способами контактной сварки как, например, точечная сварка, обеспечивающая превосходные результаты. Полезные антикоррозийные свойства покрытия на основе цинка, как правило, локализуются в пределах надлежащим образом выполненной точечной сварки. Из-за пониженного контактного сопротивления стали с металлическим покрытием ее точечная сварка требует чуть повышенного тока и усилия на электродах, по сравнению со сталью без покрытия. Аналогичные образом сварочный ток немного повышается с увеличением толщины покрытия. Поэтому не рекомендуется сваривать сталь с излишне толстым покрытием, которое снижает пригодность материала к сварке и сокращает срок службы сварочных электродов. Сталь с цинково-железным (ZF) покрытием рекомендована к применению при контактной сварке со множеством швов.
Сталь с цинково-железным (ZF) покрытием рекомендована к применению при контактной сварке со множеством швов.
Сталь с металлическим покрытием идеально пригодна и для лазерной сварки, отличающейся узкими (всего несколько мм) швами и малым тепловложением. Применение любого способа сварки плавлением диктует необходимость ограничить до минимума площадь подверженного нагреву участка стального листа с металлическим покрытием, а следовательно, и тепловложение. Подобно поверхности с царапинами, участок с узким сварным швом защищен от катодной коррозии благодаря защитным свойствам покрытия на основе цинка. Тем не менее, после сварки участки со сварными швами рекомендуется окрашивать или наносить на них иное подходящее защитное покрытие.
Особое внимание необходимо уделять вентиляции на рабочем месте в силу того, что при сварке стали с покрытием на цинковой основе образуются пары, содержащие окись цинка.
Соединение
Все покрытия на основе цинка пригодны для клеевого соединения при условии, что поверхность приспособлена для нанесения связующего вещества (эпоксидного, акрилового или полиуретанового).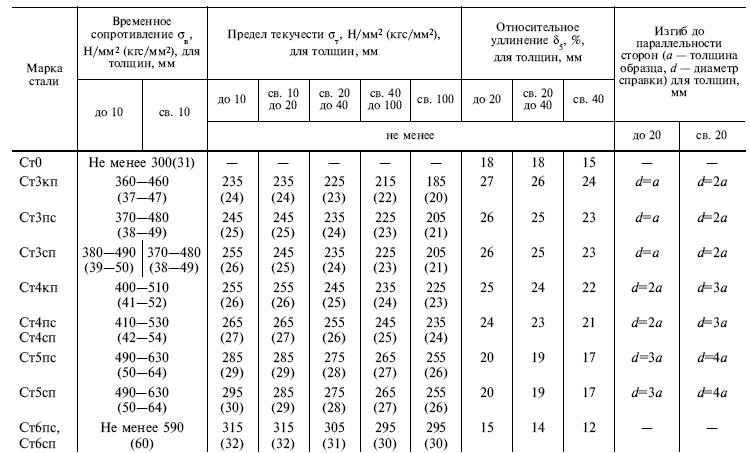 Одним из преимуществ клеевого соединения является сохранение антикоррозионных свойств покрытия, которое в области соединения остается практически нетронутым. Чтобы обеспечить прочность клеевого соединения, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Совместимость поверхности со связующим веществом всегда анализируется в индивидуальном порядке.
Одним из преимуществ клеевого соединения является сохранение антикоррозионных свойств покрытия, которое в области соединения остается практически нетронутым. Чтобы обеспечить прочность клеевого соединения, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Совместимость поверхности со связующим веществом всегда анализируется в индивидуальном порядке.
Окраска
Придавая готовой продукции нужный цвет, окраска одновременно повышает защиту от коррозии. После прокатки в дрессировочной клети поверхность типа B приобретает качественные характеристики, которые требуются для окраски.
Цинковое покрытие служит хорошей основой для окраски, если его подготовить надлежащим образом, подобрав подходящую краску. Чтобы обеспечить прочную адгезию слоя краски, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Для повышения прочности адгезии слоя краски, сталь с покрытием на основе цинка можно подвергнуть фосфатированию или другой подходящей предварительной обработке.
ГОСТ 14918-80
ГОСТ 14918-80
ГОСТ 14918-80
Группа В23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Continuously galvanized sheet steel. Specifications
МКС 77.140.50
ОКП 11 1110
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. N 1465 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Издание (август 2007 г.) с Изменениями N 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. N 2).
Оглавление
- 1. Классификация
- 2. Сортамент
- 3. Технические требования
- 4. Правила приемки
-
5. Методы испытаний
- Схема вырезки образцов для испытаний
- 6. Маркировка, упаковка, транспортировка и хранение
1. Классификация
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
- Для холодной штамповки – ХШ,
- Для холодного профилирования -ХП,
- Под окраску (дрессирования) – ПК,
- Общего назначения – ОН;
По способности к вытяжке (сталь группы ХШ) на категории
- Нормальной вытяжки – Н,
- Глубокой вытяжки – Г,
- Весьма глубокой вытяжки – ВГ;
По равномерности толщины цинкового покрытия
- С нормальной разнотолщинностью – НР,
- С уменьшенной разнотолщинностью – УР.
1. 2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации – КР,
- без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м² слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
(Измененная редакция, Изм. N 2).
2. Сортамент
2.1. Оцинкованную сталь изготавливают шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
| ОЦ | Б-ПН-НО-0,8х1000х2000 ГОСТ 19904-74 |
| ОН-КР-1 ГОСТ 14918-80 |
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80
| ОЦ | А-О-1,2х1000 ГОСТ 19904-74 |
| 08кп ВГ-МТ-УР-2 ГОСТ 14918-80 |
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ГОСТ 14918-80 |
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Изм. N 2).
3. Технические требования
3.2. Оцинкованную сталь изготавливают из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в таблице 1a.
Таблица 1а
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | Первой категории качества | Высшей категории качества |
| ХIII | Н, Г | Марки стали с хим. Составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-781 Составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-781 |
Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,020% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025% |
| ХIII | ВГ | О8пс,08кп, о8Ю по ГОСТ 9045-80 08ПС, 08КП, 10КП по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08КП, 10кп по ГОСТ1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020% |
| XII, ПК | – | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 Бст0, Бст1, бст3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой доле серы не более 0,04% и фосфора – не более 0,0035% |
| ОН | – | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,04%.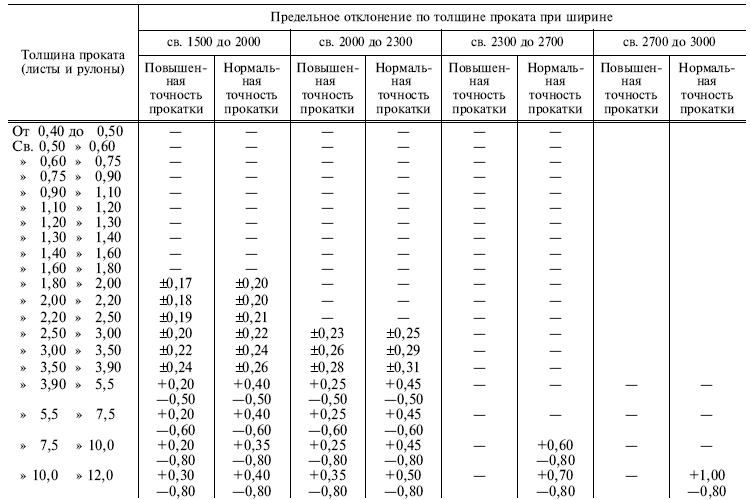 |
(Измененная редакция, Изм. N 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1. Не допускается нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70.
3.4.2. На листах и полосах с необрезной кромкой не допускается рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не разрушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок местной шероховатости покрытия (сыпь), матовый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
| Оцинкованная сталь | Временное сопротивление | Предел текучести | Относительное удлинение s 4, %, не менее, при L0=80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | разрыву s в, МПа | s т, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ |
300-490 275-430 255-410 |
– – – |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл.1в.
Таблица 1в
В милиметрах
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.

- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл.1б, а глубина сферической лунки – на 0,2 мм больше норм табл.1в.
3.10-3.10.2. (Измененная редакция, Изм. N 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3,13 Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 |
8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. Правила приемки
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса, толщины покрытия, вида, консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей, повторную попытку проводят по ГОСТ 7566-81.
5. Методы испытаний
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема вырезки образцов для испытаний
Схема вырезки образцов для испытаний (b – ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | – | На вытяжку сферической лунки (x – место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ±3 мм.
Образцы вырезают с предельными отклонениями по размерам – ±3 мм.
(Измененная редакция, Изм. N 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbCI3) в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м² вычисляют по формуле
, (1)
где m1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
m2– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1·10-6 м², м².
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, (2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где T3 – толщина покрытия соответствующего образца, мкм;
m3 – масса образца до снятия цинка, г;
m’3– масса образца после снятия цинка, г;
7.13 – плотность цинка, г/см³;
S3 – площадь поверхности цинкового покрытия, см².
(Измененная редакция, Изм. N 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. N 2).
6. Маркировка, упаковка, транспортировка и хранение
6.1. Маркировка, упаковка, транспортировка и хранение – по ГОСТ 7566-81 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок – по ГОСТ 7566-81.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий
- /
- Главная //
ГОСТ 14918-80
Группа В23 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТСТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙТехнические условияContinuously galvanized sheet steel. Specifications
Specifications
МКС 77.140.50
ОКП 11 1110Дата введения 1981-07-01Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. N 1465 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Издание (август 2007 г.) с Изменениями N 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. N 2). 1. КЛАССИФИКАЦИЯ 1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется: по назначению на группы
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН; по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;по равномерности толщины цинкового покрытия с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. N 1). 1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ. 1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанным в табл.1. Таблица 1
| Класс толщины | Масса 1 м слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | ” 258 ” 570 “ | ” 18 ” 40 “ |
| 2 | От 142,5 ” 258 “ | От 10 ” 18 “ |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. N 2). 2. СОРТАМЕНТ 2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно. 2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм. Примеры условных обозначений Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Изм. N 2). 3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке. 3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл.1а. Таблица 1а
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с cодержанием серы не более 0,035% и фосфора – не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035% и фосфора – не более 0,025% |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10кп по ГОСТ 1050-88 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора – не более 0,020% |
| ХП, ПК | – | 08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-2005 |
08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы нe более 0,04% и фосфора – не более 0,035% |
| ОН | – | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора – не более 0,040% |
(Измененная редакция, Изм. N 2). 3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.3.4-3.4.2. (Измененная редакция, Изм. N 2).3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки. 3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. N 2).3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. N 1, 2).3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1б.Таблица 1б
| Оцинкованная сталь | Временное сопротивление разрыву , МПа | Предел текучести , МПа, не менее | Относительное удлинение , %, не менее, при =80 мм для стали толщиной, мм |
||||
| группы | категории вытяжки | до 0,7 | св. 0,7 до 1,5 |
св. 1,5 до 2,0 | св. 2,0 | ||
| ХШ | Н | 300-490 | – | 21 | 22 | 23 | 24 |
| Г | 275-430 | – | 23 | 24 | 25 | 26 | |
| ВГ | 255-410 | – | 26 | 28 | 29 | 30 | |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89. При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают. |
|||||||
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл.1в.Таблица 1в
мм
| Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10,1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10,1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
Примечания: 1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89. 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм. |
|||
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл.1б, а глубина сферической лунки – на 0,2 мм больше норм табл.1в.3.10-3.10.2. (Измененная редакция, Изм. N 2).3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров. 3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется. 3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл.1г. Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| До 0,8 включ. | 8 |
| Св. 0,8 ” 1,2 “ | 5 |
| ” 1,2 ” 2,0 “ | 3 |
| ” 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01. 07.89. |
|
(Измененная редакция, Изм. N 2). 3.14. (Исключен, Изм. N 2).4. ПРАВИЛА ПРИЕМКИ 4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. N 2). 4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии. 4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии. 4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94. 5. МЕТОДЫ ИСПЫТАНИЙ 5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов. 5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.Схема вырезки образцов для испытаний
Схема вырезки образцов для испытаний ( – ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | – | На вытяжку сферической лунки ( – место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ±3 мм. |
|||
(Измененная редакция, Изм. N 1).5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы или хлористой сурьмы в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах ( ) на 1 м вычисляют по формуле , (1)
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
– фактическая площадь поверхности образцов с погрешностью 1·10 м , м .
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2). 5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле, (2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле , (3)
где – толщина покрытия соответствующего образца, мкм;
– масса образца до снятия цинка, г;
– масса образца после снятия цинка, г;
– плотность цинка, г/см ;
– площадь поверхности цинкового покрытия, см .
(Измененная редакция, Изм. N 1). 5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично. 5.5. Испытание на перегиб проводят по ГОСТ 13813-68. 5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение. 5.7. Испытание на растяжение проводят по ГОСТ 11701-84.5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68. 5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке. 5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. N 2). 6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями. 6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и приравненные к ним местности консервация обязательна. 6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт. 6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона. 6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2-2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м. 6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т. 6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи. 6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС. 6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд.6. (Измененная редакция, Изм. N 2).
Альянс-Металл – Металлопрокат в Челябинске – Статьи
Статьи
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. Specifications | ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, r | Толщина покрытия, мкм |
П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
1 | » 258 » 570 » | » 18 » 40 » |
2 | От 142,5» 258 » | От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1a
Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
Группа | Категория вытяжки | первой категории качества | высшей категории качества |
ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора – не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора – не более 0,025 % |
ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 |
08пс, 08кп, 10 кл по ГОСТ 1050-88 | 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора – не более 0,020 % | ||
ХП, ПК | – | 08пс по ГОСТ 9045-93 | 08пс по ГОСТ 9045-93 |
08, 08пс по ГОСТ 1050-88 | 08, 08па по ГОСТ 1050-88 | ||
БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 | БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора – не более 0,035 % | ||
ОН | – | Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора – не более 0,040 % |
(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4 – 3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
Оцинкованная сталь | Временное сопротивление разрывуsВ, МПа | Предел текучести sТ, МПа, не менее | Относительное удлинение d4, %, не менее, при L0 = 80 мм для стали толщиной, мм | ||||
группы | категории вытяжки | до 0,7 | св. 0,7 | св. 1,5 | св. | ||
Н | 300-490 | – | 21 | 22 | 23 | 24 | |
ХШ | Г | 275-430 | – | 23 | 24 | 25 | 26 |
ВГ | 255-410 | – | 26 | 28 | 29 | 30 | |
ХП, ПК | – | – | 230 | 20 | 22 | – | – |
ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01. 07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
ВГ | Г | Н | |
0,5 | 8,5 | 8,0 | 6,9 |
0,6 | 8,9 | 8,5 | 7,2 |
0,7 | 9,2 | 8,9 | 7,5 |
0,8 | 9,5 | 9,3 | 7,8 |
0,9 | 9,9 | 9,6 | 8,2 |
1,0 | 10,1 | 9,9 | 8,6 |
1,1 | 10,3 | 10,1 | 8,7 |
1,2 | 10,5 | 10,3 | 8,8 |
1,3 | 10,7 | 10,5 | 8,9 |
1,4 | 10,8 | 10,6 | 9,0 |
1,5 | 11,0 | 10,8 | 9,1 |
1,6 | 11,3 | 11,0 | 9,5 |
1,7 | 11,4 | 11,1 | 9,6 |
1,8 | 11,5 | 11,2 | 9,7 |
1,9 | 11,6 | 11,3 | 9,8 |
2,0 | 11,7 | 11,4 | 9,9 |
Примечания:
1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
3.10 – 3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
Толщина оцинкованной стали, мм | Количество перегибов |
До 0,8 включ. | 8 |
Св. 0,8 » 1,2 » | 5 |
» 1,2 » 2,0 » | 3 |
» 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (b – ширина листа)
Таблица 2
Номер образца | Размеры образца, мм | Метод испытаний | |
ширина | длина | ||
1,2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
6 | 20 | 150 | На перегиб |
7 | 90 | – | На вытяжку сферической лунки (x-место испытаний) |
8 | 30 | 180-300 | На растяжение |
9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ± 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м2 вычисляют по формуле
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где – толщина покрытия соответствующего образца, мкм;
– масса образца до снятия цинка, г;
– масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S3 – площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
Сталь тонколистовая оцинкованная с непрерывных линий
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. Классификация
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется: по назначению на группы для холодной штамповки – ХШ, для холодного профилирования – ХП, под окраску (дрессированная) – ПК, общего назначения – ОН; по способности к вытяжке нормальной вытяжки – Н, глубокой вытяжки – Г, весьма глубокой вытяжки – ВГ; по равномерности толщины цинкового покрытия с нормальной разнотолщинностью – HP, с уменьшенной разнотолщинностью – УР. (Измененная редакция, Изм. № 1). 1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться: с узором кристаллизации – КР, без узора кристаллизации – МТ. 1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл.
таблица 1
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1. (Измененная редакция, Изм. № 2).
2. Сортамент
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно. 2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90. Оцинкованную сталь высшей категории качества изготовляют: с серповидностью рулонной стали не более 6 мм на 3 м длины; с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки; с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм. Примеры условных обозначений Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
ОЦ Б – ПН – НО – 0,8 х 1000 х 2000 ГОСТ 19904-90 Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
ОЦ А – О – 1,2 х 1000 ГОСТ 19904-90 Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
ОЦ А – О – 0,5 х 710 ГОСТ 19904-90 Примечание. Раздел. 2. (Измененная редакция, Изм. № 2).
3. Технические требования
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке. 3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
(Измененная редакция, Изм. 3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2. 3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием. 3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97. 3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине. 3.4 – 3.4.2. (Измененная редакция, Изм. № 2). 3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки. 3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки. 3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску. (Измененная редакция, Изм. № 2). 3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1. Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм. (Измененная редакция, Изм. № 1, 2). 3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца. 3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1в
Примечание. При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают. 3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
Примечания: 1. 2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89. 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм. 3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в. 3.10 – 3.10.2. (Измененная редакция, Изм. № 2). 3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г. Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров. 3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется. 3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1Г
Примечание. (Измененная редакция, Изм. № 2). 3.14. (Исключен, Изм. № 2).
4. Правила приемки
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества. Масса партии не должна превышать сменного производства агрегата. (Измененная редакция, Изм. № 2). 4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя. Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества. 4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии. 4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии. 4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. Методы испытаний
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов. 5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2. Схема вырезки образцов для испытаний (b – ширина листа)
таблица 2 Примечание. 5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим. Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П. ассу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м 2 вычисляют по формуле
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г; – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г; Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность. Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке. (Измененная редакция, Изм. № 1, 2). 5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где – толщина покрытия соответствующего образца, мкм; – масса образца до снятия цинка, г; – масса образца после снятия цинка, г; 7,13 – плотность цинка, г/см3; S3 – площадь поверхности цинкового покрытия, см2. (Измененная редакция, Изм. № 1). 5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично. 5.5. Испытание на перегиб проводят по ГОСТ 13813-68. 5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение. 5.7. Испытание на растяжение проводят по ГОСТ 11701-84. 5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68. 5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон. По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73. Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке. 5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. Маркировка, упаковка, транспортирование и хранение
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями. 6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание. По требованию потребителя оцинкованную сталь не консервируют. При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна. 6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки. Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации. К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт. 6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона. 6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94. При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94. Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации. Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м. 6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т. 6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи. 6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС. 6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами. Разд. 6. (Измененная редакция, Изм. № 2).
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Полоса из оцинкованной стали (5052 DIN 30X4)
Уважаемые Клиенты! В связи со сложившейся ситуацией, просим Вас актуальные цены на продукцию уточнять у персональных менеджеров. Благодарим за взаимопонимание и сотрудничество!
- Электрооборудование
- Системы автоматизации
- Счетчики (приборы учета)
- Элементы и устройства электропитания, компенсация реактивной мощности
- Разъемы
- Пожарно-охранные системы, оптическая и акустическая сигнализация
- Оборудование для молниезащиты и заземления
- Телекоммуникационные, антенные и спутниковые системы
- Системы обогрева, вентиляции, климатотехника
- Приводная техника, насосы и электродвигатели
- Фотоэлектрические системы (гелиосистемы)
- Высоковольтное оборудование
- Кабеленесущие системы (системы для прокладки кабеля)
- Арматура кабельная, крепеж и аксессуары для кабеля
- Материалы для монтажа
- Инструмент, измерительные приборы и средства защиты
- Щиты и шкафы, шинопровод
- Аксессуары и вспомогательное оборудование для щитов и шкафов
- Адаптер (переходник) на DIN-рейку
- Рукоятка распределительных устройств дверного монтажа
- Маркировочный материал (маркировка)
- Замок (система закрывания) для распределительного шкафа
- Личинка замка (замочный вкладыш)
- Компонент для установки в распределительный шкаф
- Монтажные аксессуары распределительного шкафа
- Компонент для организации, составления секций распред.
 шкафа из отдельн. шкафов
шкафа из отдельн. шкафов - Передняя панель распределительного шкафа
- Компонент для двери распределительного шкафа
- Монтажная рейка (DIN-рейка, G-рейка, со спец. профилем)
- Комплектующие для малого распределительного щита
- Система мониторинга, диспетчерского управления для распределительного шкафа
- Светильник для распределительного шкафа
- Компонент для транспортировки распределительного шкафа
- Компонент для заземления, уравнивания потенциалов для распределительного шкафа
- Компонент для крепления проводки и кабельных вводов в распределительном шкафу
- Держатель документа для распределительного шкафа
- Карандаш, спрей для мелкого косметического ремонта
- Кабельный органайзер для шкафов
- Шарнир, петля для систем распределения
- Крышка для клеммного блока
- Соединительный кабель (жгут) для распределительных щитов
- Ключ для шкафа
- Предупреждающая, информационная табличка
- Распределительный модуль для установки модульных устройств в корпус шкафа
- Распределительный модуль для устройств наружного монтажа
- Розетка щитовая (для распределительного щита)
- Распределитель в сборе с силовым выключателем (рубильником)
- Распределительный модуль с защитой от прикосновения
- Быстроснимаемое крепление крышек корпуса
- Лабораторная тележка электрошкафа, серверного шкафа
- DIN-рейка (с Ω-профилем)
- Система мониторинга , диспетчерского управления для распределительного шкафа
- Кабельный жгут (комплектный пучок связанных проводов)
- Системы сборных шин
- Шинопровод
- Корпуса шкафов готовые
- Микроклимат щитов и шкафов
- Корпуса шкафов сборной конструкции
- Щиты и панели для измерительных приборов
- НКУ, УКРМ, аксессуары для УКРМ
- Аксессуары и вспомогательное оборудование для щитов и шкафов
- Кабель-Провод
- Светотехника
- Низковольтное оборудование
- Электроустановочные изделия
- Общая рубрика
- Отделка и декор
- Инженерные системы
- Инструмент и крепеж
- Общестроительные материалы
Главная >Электрооборудование >Щиты и шкафы, шинопровод >Аксессуары и вспомогательное оборудование для щитов и шкафов >Компонент для заземления, уравнивания потенциалов для распределительного шкафа >OBO Bettermann >Полоса из оцинкованной стали (5052 DIN 30X4) | 5019350 OBO Bettermann (#669657)
| Наименование | Наличие | Цена
опт с НДС |
Дата обновления |
Добавить в корзину |
Срок поставки |
|---|---|---|---|---|---|
| Полоса 30х4 оцинк. 5052 DIN 30х4 (уп.52м) OBO 5019350 | 884 | 569.83 р. | 12.09.2022 | От 5 дней | |
| Полоса из оцинкованной стали – 5019350 | Под заказ | 649.61 р. | 12.09.2022 | От 30 дней | |
| Полоса из оцинкованной стали (5052 DIN 30X4) | 5019350 | OBO Bettermann | Под заказ | 799.53 р. | 10.09.2022 | От 30 дней | |
Условия поставки полосы из оцинкованной стали (5052 DIN 30X4) | 5019350 OBO Bettermann
Купить полосы из оцинкованной стали (5052 DIN 30X4) | 5019350 OBO Bettermann могут физические и юридические лица, по безналичному и наличному расчету, отгрузка производится с пункта выдачи на следующий день после поступления оплаты.
Цена полосы из оцинкованной стали (5052 DIN 30X4) | 5019350 OBO Bettermann зависит от общей суммы заказа, на сайте указана оптовая цена.
Доставим полосу из оцинкованной стали (5052 DIN 30X4) | 5019350 OBO Bettermann на следующий день после оплаты, по Москве и в радиусе 200 км от МКАД, в другие регионы РФ отгружаем транспортными компаниями.
Сопутствующие товары
Соединитель крест. | 60 | 784.56 р. | |
Держатель для плоских проводников 831 30 OBO 5032032 Bettermann | 2818 | 351.56 р. | |
Соединитель крест. полоса-полоса 60х60 256 A-DIN 30 FT (уп.10шт) OBO 5314658 Bettermann | 1010 | 428. 21 р. | |
SKM Metal-Pro Маркер из оцинкованной стали
Выбрать по категориям
- Автомобильные маркеры кузова
- Перманентные маркеры краски
- Маркеры сплошной краски
- Маркеры высокой чистоты
- Маркеры с низким содержанием галогенов
- Тормозное уплотнение
- Высокотемпературные маркеры
- Низкотемпературные маркеры
- Текстильные маркеры
- Гальванические маркеры
- Маркеры Dalo Paint
- Маркеры Texpen Paint
- Смойте маркеры
- Маркеры Sudz Off
- Съемные маркеры
- Маркеры искусства подписи
- Маркеры на водной основе
- Маркеры для автографов
- Ультрафиолетовые маркеры
- Маркеры кровотечения
- Мелки
- Карандаши
- Пятна
- Советы по замене
Выбор по бренду
- Арро-Марк
- Диаграмма
- Дайкем
- эддинг
- Общий карандаш
- ГРОГ
- Профессиональные бренды ITW
- Кринк
- Маркал
- Марви
- Мицубиси Карандаш
- Молотов
- Монтана Банки
- Пентел
- Сакура
- Шарпи
- СКМ
- U-знак
- Уни Пейнт
- Юни Поска
- ЗИГ Куретаке
Артикул №: 4042
(пока отзывов нет) Написать рецензию
SKM
SKM Metal-Pro Маркер для оцинкованной стали
Рейтинг Требуется Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Требуется
Тема отзыва Требуется
Комментарии Требуется
Прейскурантная цена 8,99 $
Наша цена $3,79
Вы экономите $5,21 (58%)
Доступность: В наличии Как правило отправка в тот же рабочий день
| 1 – 35 | $3,79 |
| 36 – 143 | 3,61 доллара США |
| 144 + | $3,47 |
Текущий запас:
Синий
Нет в наличии
Кремовый крем
Апельсин
Белый
Нет в наличии
Желтый
- Описание
Маркер Metal-Pro для оцинкованной стали серии
04042
– МАРКЕР №1 ДЛЯ ПРОФЕССИОНАЛЬНЫХ ПРОИЗВОДИТЕЛЕЙ И ОЦИНКОВАТЕЛЕЙ!
– С технологией помпового действия
– Специально разработан для использования гальванизаторами стали
– Постоянные следы во время изготовления
– Прочный волокнистый наконечник особенно эффективен на влажных, масляных поверхностях
– Подходит для всех металлических поверхностей
– Метки, стойкие к атмосферным воздействиям
– Делайте четкие или жирные линии одним маркером
– Двусторонние сменные наконечники для продления срока службы изделия
– Эргономичный, нескользящий, резиновый Pro Grip
– Доступен во многих ярких цветах
– Быстросохнущая формула на водной основе
– Удобная карманная клипса на крышке
– Мульти- языковая упаковка
– Метки полностью удаляются в баке
Metal Pro из оцинкованной стали – HDGASA Маркеры
Metal Pro из оцинкованной стали – HDGASA Позиционировать Ассоциацию производителей горячего цинкования Южной Африки, в которую входят все ее члены и другие заинтересованные стороны, как профессиональную организацию, обслуживающую интересы всех сторон, зависящих от отрасли горячего цинкования. Развивать и расширять спрос на горячее цинкование, выявлять и развивать новые рыночные возможности в интересах членов и других заинтересованных сторон.
Быстрые ссылки
Товары И Услуги
Тематические исследования
Рельсовые скрепления Pandrol Практический пример: № 27 2015
Работа рельсовых скреплений Pandrol в морской среде на южном побережье Наталя Райни примерно в 65 км к югу от Дурбана и Порт-Шепстон, в 115 км к югу от Дурбана.
ПОДРОБНЕЕ
Транспортная развязка BellvilleПрактический пример: № 26 2014
После встречи в начале 2002 года с Генри Фаганом из компании Henry Fagan & Partners (инженером конструкции) совместно с GAPP, Architects & Urban Designers которые отвечали за концепцию и идеи развязки в то время…
ПОДРОБНЕЕ
Береговые подстанции EskomCase Study: #25 2014
Компания Eskom с момента развертывания линий электропередачи, проложенных по всей Южной Африке в начале семидесятых годов, определила горячее цинкование погружением в качестве предпочтительного метода защиты от коррозии. Многие из…
ПОДРОБНЕЕ
Понтон Ричардс-БейПрактический пример: № 24 2013
Причал 208, новый причал для наливных грузов в порту Ричардс-Бей. Этот причал граничит с объектом природного наследия ЭЧвебени, имеющим природоохранное значение и состоящим из экологически уязвимых мангровых зарослей…
ПОДРОБНЕЕ
Сельские пешеходные мостыПрактический пример: № 23 2013
В сезон дождей многие реки подвергаются наводнениям, в это время сельские районы страны изолируются и отрезаются от них. Многие сельские общины часто вынуждены предпринимать попытки перехода через реку в небезопасных условиях или…
ПОДРОБНЕЕ
Расположение
Свяжитесь с нами
Свяжитесь с нами сегодня для получения дополнительной информации об Ассоциации производителей горячего цинкования Южной Африки.
co.zaПодписывайтесь на нас
© Copyright 2022 Ассоциация производителей горячего цинкования Южной Африки.
Том 12, выпуск 2: сентябрь 2015 г. (61)
- Intergalva 2015: Награды Global Galvanizing Awards.
- Отчет Intergalva 2015
- Формы коррозии: Коррозия из-за неправильного выбора материалов
- Формы коррозии: Белая ржавчина и пятна влажного хранения
- Шутка Боба: роль математического образования в промышленности
×
Том 12, выпуск 1: май 2015 г. (60)
- Рельсовые скрепления: характеристики горячеоцинкованных упругих рельсовых скреплений, подвергающихся воздействию суровых морских условий
- Армирование из стали: не следует ли оцинковывать больше арматуры?
- Высокопрочные болты: Использование высокопрочных болтовых соединений для предварительной нагрузки
- Понимание искажения
- 000000001″> Практический пример: эффективность рельсовых скреплений Pandrol в морской среде на южном побережье Натала
- Шутка Боба: двусмысленность
×
Том 11, выпуск 3: ноябрь 2014 г. (59)
- Проекты в центре внимания: дорожки по верхушкам деревьев Кирстенбош.
- Проекты в центре внимания: Реконструкция здания трамвая, Порт-Элизабет
- Проекты в центре внимания: новая военно-медицинская база
- Проекты в центре внимания: Последний стеклянный дом – новая резиденция в Парктауне
- 0000004″> Проекты в центре внимания: Взрывозащитные покрытия на Syferfontein
- Проекты в центре внимания: Вышки сотовой связи в штаб-квартире Cell C в Мидранде
- Проекты в центре внимания: Конвейерные речные мосты.
- Проекты в центре внимания: Новый причал для наливных грузов и плавучий волнорез
- Проекты в центре внимания: посадочные платформы, залив Салданья
- Шутка Боба: Достичь желаемого будущего означает справиться с неожиданным
- Конференция: Использование горячего цинкования в горнодобывающей промышленности в Южной Африке (часть 3)
- Мнение:Общее цинкование – чем отличается SA в глобальном масштабе? (часть 2–технология)
- На диване…. С Марком Томасом и Генри Фэганом
×
Том 11, выпуск 2: ноябрь 2014 г. (58)
- Конференция: Использование горячего цинкования в горнодобывающей промышленности Южной Африки – часть вторая
- Практический пример: прибрежные подстанции Eskom
- Крепеж: болт и гайка Impala остаются на вершине рынка крепежа
- Крепеж: Матрица доступности крепежа и участвующие поставщики крепежа
- Общее: POLASA удовлетворяет острую потребность
- Образование и обучение: трехдневный курс для инспекторов гальванических заводов
- На кушетке … Профессор Альбрехт Герхольдт
- Технический: Galvastop – маскирование компонентов перед горячим цинкованием для исключения покрытия.
- Уголок участника: неожиданные преимущества выбора цинка для защиты от коррозии.
- Шутка Боба: психология здоровья и безопасности
×
Том 11, выпуск 1: ноябрь 2014 г. (57)
- Конференция: Использование горячего цинкования погружением в горнодобывающую промышленность в Южной Африке – часть первая. Пример
- : прибрежные подстанции Eskom.
- Практический пример: Модернизация транспортной развязки Bellville, построенная в 2002 году, выдержала испытание временем.
- Duplex: Дуплексное покрытие сохраняет свои свойства после 14 лет воздействия морской среды от умеренной до умеренной.
- Столбы и мачты: Ведущий производитель стальных столбов получает высокотехнологичные станки с ЧПУ.
- Мнение: Общее цинкование – чем отличается SA в глобальном масштабе? Часть 1 – Рынок.
- Общие сведения: Эффективное предотвращение разбрызгивания при сварке значительно повышает качество покрытия методом горячего цинкования.
- Технический: разница между водородным охрупчиванием и охрупчиванием при старении.
- Galvpatch успешно выдерживался в условиях холодильника при минус 25ºC в течение 8 месяцев
- Образование и обучение: трехдневный курс для инспекторов гальванических заводов
×
Том 10, выпуск 4: ноябрь 2013 г. (56)
- Мир горячего цинкования вокруг нас: Американская ассоциация гальванистов – теплицы Metrolina, Центральный охладительный завод Южного кампуса, Консерватория Франклин-Парк, Дефлекторы струйной очистки, Электростанция Бреа, железнодорожный трамвай для электромобилей, пешеходный мост на Гиббс-стрит, восстановление моста на Платт-стрит, башня Солярис, мемориальный пешеходный мост Кристины и Джона Марки, Winged Glory, WinStar Casino Globe.
- Мир горячего цинкования вокруг нас: Австралийская ассоциация гальванотехников – Делаем момент долгим, Обшивка с высокими ставками для расширения звезды, Оцинкованная отделка защищает новые рельсы, От карьера до престижного спортивного центра, Поддерживает очень экологичное строительство парка.
- Дуплексные покрытия: эффективная защита от коррозии конструкционной стали
- Общие сведения: Ассоциация термического напыления Южной Африки (TSASA).
- Образование: Трехдневный курс для инспекторов гальванотехники
- Образование: Осторожно! Испытание соляным туманом! Вводящие в заблуждение ускоренные коррозионные испытания
- Образование: Методы ускоренных испытаний цинковых покрытий в соответствии с SANS 14713 – 1:2011
- Образование: Руководство по горячему цинкованию погружением в экологичный дизайн
- Общее: Письмо в редакцию
- На диване…. Роберт Дж. В. Брюсс
- Новости участников: Фонд передовых кровельных и строительных технологий
- Members News: Что такое пассивация на практике и чем она не является
- Новости участников: Свежая динамика в Cape Galvanizing Consolidated
- Члены Новости: Transvaal Galvanisers
- Новости участников: участие ArcelorMittal в проектах Solar и LSF (Light Steel Frame)
- Шутка Боба: Достижение желаемого будущего означает управление неожиданным
×
Volume 13, Issue 1 : April 2016 (62)
- Металлургическое исследование происхождения трещин в сварных соединениях на горячеоцинкованной платформе
, изготовленной из конструкционной стали по периметру. - Цинкование стали – вокруг нас.
- Особенности конструкции: вентиляция и дренаж
- Строительные материалы
- Прогоны, изготовленные из рулонов горячего погружения
- Бо Шутка b: Какое разочарование — черных дыр не существует!
- Практический пример – Пешеходные мосты в сельской местности
- Личный профиль – Боб Уилмот
- Ежегодный день гольфа 2016
×
1. ВНЕШНИЙ ВИД ДИХРОМАТА НАТРИЯ
Что это?
Небольшое количество бихромата натрия обычно добавляют в ванну с охлаждающей водой для пассивации.
Причина
Хотя рекомендуемое количество дихромата натрия составляет от 0,15 до 0,3%, иногда при доливке добавляют больше. Это часто приводит к окрашиванию оцинкованной поверхности от темно-желтого до коричневого цвета. Более темный цвет обеспечит усиленную начальную защиту от коррозии.
Эффект/Устранение/Ответственность
Это можно принять, так как это не оказывает неблагоприятного воздействия на защиту от коррозии.
Гальванизатор должен поддерживать концентрацию дихромата натрия примерно от 0,15 до 0,3%.
×
2. ЗОЛОВЫЕ МЕСТОРОЖДЕНИЯ
Что это?
Отложения золы представляют собой серые неметаллические отложения, состоящие из оксида цинка, отложившиеся на горячеоцинкованном покрытии.
Причина
Отложения оксида цинка могут образовываться при погружении компонента или при его извлечении из ванны.
Результат/Устранение/Ответственность
Это может быть принято или согласовано в зависимости от функциональных требований, так как обычно покрытие под отложениями золы не повреждено. При необходимости зола должна быть удалена с помощью гальванизатора, а толщина покрытия должна быть проверена на соответствие требованиям спецификации. В случае трубопроводов для транспортировки жидкости следует удалить всю золу.
×
3. ПОЯСЫ
Что это?
Несмотря на то, что они исключены из SANS 121:2011 (ISO 1461:2009), оголенные участки размером около 5 мм 2 (2,2 x 2,2 мм), из-за небольших локальных дефектов, должным образом защищены расходуемыми свойствами цинка и будут иметь очень мало влияет на срок службы покрытия.
Причина
Существует несколько причин появления оголенных участков. К ним относятся:
- Пересушивание . Если время между флюсованием и горячим цинкованием погружением увеличивается или температура сушки слишком высока, барьерная защита, обеспечиваемая флюсом, может быть утрачена. На это указывает появление ржавчины на неоцинкованном изделии, что может привести к разрывам покрытия после горячего цинкования погружением.
- Избыток алюминия . Состояние, которое иногда называют черными пятнами, может возникнуть, если содержание алюминия в ванне становится слишком высоким. Никаких проблем не должно возникнуть, если концентрация флюса правильная и содержание алюминия в ванне поддерживается ниже примерно 0,007%.
- Другие причины: : Выбросы, отложения флюса, пятна и включения, механические повреждения, следы касания, непокрытые поверхности, вызванные поверхностными загрязнениями, окалиной или песком; сварные швы и сварочные брызги. См. Условия поверхности 5, 15, 17, 28, 31, 32, 33 и 34.
Эффект/Устранение/Ответственность
При необходимости такие пятна можно устранить одним из указанных способов ремонта. Грубые непокрытые участки являются причиной для браковки.
Гальванизатор должен избегать пересушивания и поддерживать правильный уровень содержания алюминия в котле.
×
4. ПОВРЕЖДЕНИЕ ВЗРЫВА
Что это?
Чистовая струйная очистка (выполненная правильно) значительно увеличивает адгезию краски и внешний вид окончательного покрытия. Однако при неправильном выполнении это может привести к повреждению покрытия.
Причина
Неправильное давление в форсунке; угол сопла; дальность подметания; размер абразива и переработка зерен.
Эффект/средство/ответственность
Это причина для отказа, так как горячеоцинкованное покрытие будет частично или полностью разрушено чрезмерной пескоструйной обработкой. См. свод правил HDGASA.
×
5. ВЫБРОСЫ
Что это?
Окрашивание и покрытие дефектов вокруг негерметичных участков сварки и вентиляционных отверстий. Подобно пятнам, вызванным плачем. См. Состояние поверхности 26
Причина
Химические вещества для предварительной обработки проникают в запечатанные зоны перекрытия через необходимые вентиляционные отверстия и вытекают при погружении в расплавленный цинк. Этот эффект имеет тенденцию повреждать флюсовые покрытия, вызывая локальные непокрытые участки.
Результат/Устранение/Ответственность
Это можно принять после ремонта после очистки.
Дизайнер и производитель должны принять это во внимание на этапе проектирования и производства проекта.
×
6. ЗАБИРЕННЫЕ ОТВЕРСТИЯ
Что это?
Цинковая пленка, закупоривающая или частично перекрывающая отверстия.
Причина
Расплавленный цинк имеет высокое поверхностное натяжение и не будет легко вытекать из отверстий диаметром менее 8 мм.
Эффект/Устранение/Ответственность
Это может быть принято после очистки предмета, если это необходимо.
Дизайнер должен сделать отверстия максимально большими.
Удаление расплавленного цинка над ванной с помощью гальванизатора снизит вероятность засорения.
×
7. ЗАБИРЕНИЕ РЕЗЬБЫ
Что это?
Резьбовые компоненты или приспособления имеют резьбу, забитую цинком.
Причина
Недостаточное центрифугирование или плохой дренаж резьбовых соединений при извлечении из ванны цинкования.
Последствия/Устранение/Ответственность
Следует отбраковать и очистить гальванизатором. Правильное оборудование для центрифугирования или очистка резьбы после цинкования путем нагревания и очистки проволочной щеткой или нарезания гаек большого диаметра, как правило, устраняют засорение.
При необходимости уточняйте поставку болтов и гаек в завинченном виде.
×
8. ПОВРЕЖДЕНИЕ ПОКРЫТИЙ В РЕЗУЛЬТАТЕ СВАРКИ ИЛИ НЕТРАДИЦИОННЫХ СПОСОБОВ КРЕПЛЕНИЯ ВО ВРЕМЯ МОНТАЖА
Причина В случае использования сварки или нетрадиционного метода крепления, что приводит к повреждению покрытия, необходим утвержденный метод ремонта.
Последствия / Способы устранения / Ответственность
Ремонт покрытия может быть выполнен с помощью напыления металлического цинка или краски с высоким содержанием цинка или эпоксидной смолы, при условии, что продукт соответствует требованиям спецификации.
×
9. Дискорирование после оцинкования горячего погружения, вызванное шлифованием или другими остатками
. Причина
, хранящийся в контакте с ржавой сталью или железной заявкой, может вызвать поверхностную топку Rust.
Последствие / Способ устранения / Ответственность
С этим можно согласиться, так как после устранения причины пятна постепенно исчезнут. Изготовитель должен очистить, если это возможно.
×
10. ИСКАЖЕНИЕ
Что это?
Деформация – это нежелательная деформация, которая иногда проявляется после горячего цинкования погружением.
Причина
Процесс горячего цинкования погружением происходит при температуре расплавленного цинка 450°C. Это нижний предел температуры снятия напряжения для обработки стали. Таким образом, любые внутренние напряжения прокатки или сварки при изготовлении, скорее всего, будут сняты. Это может привести к изменению размеров, т.е. искажению.
Эффект/Устранение/Ответственность
В Дизайнере доступны следующие варианты: использовать симметричные конструкции; используйте секции одинаковой толщины; придать жесткость неподдерживаемым участкам тонкой стены; использовать предварительно отформованные элементы с правильными минимальными радиусами изгиба; использовать уравновешенные или ступенчатые методы сварки; используйте временные распорки на тонкостенных секциях, таких как желоба, цилиндры и угловые рамы.
Сборка для снятия напряжения перед горячим цинкованием погружением.
Гальванику следует избегать закалки после цинкования.
Компоненты можно выпрямлять после горячего цинкования.
×
11. ДРЕНАЖНЫЕ ШПИЛЬКИ
Что это?
Выступы и капли цинка часто появляются вдоль края детали после горячего цинкования погружением.
Причина
Край, на котором, скорее всего, будут эти шипы, последним покидает ванну при извлечении. Особенно это касается сложных изделий.
Эффект / Способ устранения / Ответственность
Дренажные шипы легко удаляются в ванне, пока они еще расплавлены, но любые затвердевшие шипы должны быть удалены путем осторожной обработки с помощью гальванизатора перед выпуском.
×
12. ВНЕШНИЙ ВИД ПОКРЫТИЯ ТУШЕВО-СЕРОГО ИЛИ ПЯТНИЧНОГО
Что это?
Тускло-серые или крапчатые покрытия могут выглядеть как темно-серые круглые узоры, локальные тусклые дорожки или могут распространяться по всей поверхности компонента.
Причина
Этот внешний вид указывает на наличие обширного роста фазы сплава железо/цинк, вызванного сталями с высоким реакционным уровнем кремния и фосфора.
Эффект / Способ устранения / Ответственность
Матово-серое покрытие, хотя и не такое эстетичное, обеспечивает аналогичную или лучшую защиту от коррозии.
×
13. УВЛАЖНЕНИЕ ЗОЛЫ
Что это?
Зола, которая не была удалена с поверхности расплавленного цинка до погружения стали, может скапливаться на поверхности стали при погружении, в результате чего под уловленной золой остается непокрытая поверхность.
Причина
Недостаточное снятие золы с поверхности расплавленного цинка перед погружением.
Эффект / Способ устранения / Ответственность
При удалении уловленной золы небольшие непокрытые поверхности должны быть отремонтированы в соответствии с требованиями SANS 121: 2011 (ISO 1461:2009) гальванизатором.
Крупные дефекты, превышающие 0,5% от общей площади поверхности, или отдельные пятна размером более 10 см 2 являются причиной браковки и требуют зачистки и повторного цинкования.
×
14. ОТШЕЛЫВАНИЕ ИЛИ ОТСЛАВЛЕНИЕ ПОКРЫТИЯ
Что это?
Отсутствие прилипания цинка к стальной поверхности или толстое шероховатое покрытие.
Причина
Высокое содержание фосфора более 0,02% может привести к отслоению всего покрытия от стали.
Результат/Устранение/Ответственность
Конструктор должен использовать сталь с содержанием фосфора менее 0,02%.
×
15. ОТЛОЖЕНИЯ ФЛЮСА, ПЯТНА И ВКЛЮЧЕНИЯ
Что это?
Отложения флюса или пятна от процесса цинкования могут прилипнуть к стали или попасть в покрытие. Остатки флюса представляют собой черные, коричневые, серые или желтоватые неметаллические отложения, состоящие в основном из хлорида аммония.
Причина
Отложения или пятна флюса могут появиться в результате чрезмерного (пыления) хлорида аммония при извлечении из расплавленного цинка. Включения флюса могут возникать при нанесении поверхностного слоя флюса на цинковую поверхность (мокрое цинкование). Одеяла из флюса обычно используются только для специализированных процессов, т. е. оцинкованные трубы и крепеж.
Эффект / Способ устранения / Ответственность
Отложения или пятна флюса должны быть удалены с помощью гальванизатора, а нижележащее покрытие должно быть измерено, чтобы определить, соответствует ли оно минимальным требованиям спецификации.
×
16. ИЗМЕНЕНИЕ ЦВЕТА ЛАКОКРАСОЧНОГО ПОКРЫТИЯ ПОСЛЕ ГОРЯЧЕГО ЦИНКОВАНИЯ ПОСЛЕ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ
Причина .
Последствия / Способы устранения / Ответственность
Установщики несут ответственность за использование правильных ремонтных материалов и процедур нанесения при подкрашивании вырезанных или сваренных деталей, оцинкованных погружением, а также перед покраской. В случае нарушения контроля коррозии работа должна быть отклонена.
×
17. МЕХАНИЧЕСКИЕ ПОВРЕЖДЕНИЯ
Что это?
Возможны повреждения при механическом обращении или транспортировке, особенно при очень толстом покрытии.
Причина
Использование цепей, тросов, перетаскивание или падение компонента на твердую поверхность может привести к механическим повреждениям. Это особенно актуально для толстых покрытий.
Последствия/Устранение/Ответственность
Это может быть принято и отремонтировано гальваником или строителем, если это необходимо.
Предупреждающие этикетки, указывающие на возможное повреждение в случае ручного прикосновения, должны быть прикреплены оцинковщиком перед транспортировкой компонента. Рекомендуется использовать нейлоновые подъемные стропы.
×
18. ОКСИДНЫЕ ЛИНИИ
Что это?
Легкие полосы пленки оксида алюминия на горячеоцинкованной поверхности.
Причина
Из-за формы и/или условий дренажа некоторых компонентов подъемный кран останавливался и запускался при извлечении изделий из расплавленного цинка.
Эффект / Способ устранения / Ответственность
Это можно принять, так как это не влияет на коррозионную стойкость, а общий внешний вид со временем становится однородным.
×
19. ПРЫЩИ ИЛИ ПУЗЫРКИ
Что это?
Прыщи или пузыри, образующиеся при горячем цинковании погружением, обычно связаны с дефектами поверхности, такими как включения окалины.
Причина
Грязные пупырышки возникают в результате взбалтывания слоя шлака на дне ванны или в результате протаскивания материала через слой шлака. Они выглядят как маленькие твердые комочки на обычной оцинкованной поверхности. Пузыри могут быть образованы водородом, который поглощается во время травления и диффундирует при температурах цинкования.
Последствия/Устранение/Ответственность
Это можно принять, поскольку пупырышки окалины представляют собой незначительные нарушения однородности покрытия и не влияют на коррозионную стойкость. Гладкая, если она достаточно острая, чтобы создать риск получения травмы.
Гальваник должен избегать нарушения слоя окалины на дне, контролируя глубину погружения и регулярно удаляя окалин.
×
20. РЕАКТИВНЫЕ И НЕРЕАКТИВНЫЕ СТАЛИ, СВАРНЫЕ ВМЕСТЕ
Что это?
Различия в толщине покрытия могут возникать при сварке реакционноспособных и нереакционноспособных сталей. Попытки увеличить толщину покрытия на менее реакционноспособной стали могут привести к получению нежелательно толстого и хрупкого покрытия на наиболее реакционноспособной стали.
Причина
Эта разница в толщине покрытия вызвана комбинацией более реакционноспособной стали, раскисленной кремнием, и/или высоким содержанием фосфора, что приводит к более толстому покрытию, и менее реакционноспособной стали, раскисленной алюминием, что иногда приводит к увеличению толщины покрытия ниже требуемого в спецификации.
Если специалисту по гальванике будет предложено провести повторное цинкование в соответствии со спецификацией, толщина результирующего покрытия на реактивной стали будет чрезмерно большой, что приведет к образованию хрупкого покрытия, более подверженного повреждениям.
Результат/Устранение/Ответственность
Изготовитель должен выбрать одну и ту же сталь для изготовления компонента.
При необходимости принять запрос на уступку от гальваника, когда более тонкое покрытие, возможно, не соответствует спецификации.
×
21. СНЯТИЕ ЦИНКОВОГО ПОКРЫТИЯ СИЛЬНОЙ ОЧИСТКОЙ
Что это?
Если не оговорено иное, гальваник ограничит очистку окончательного покрытия механическими средствами в соответствии с требованиями спецификации.
Причина
Чрезмерная очистка покрытия механическими методами может привести к образованию участков без покрытия.
Последствия / Способы устранения / Ответственность
Гальванизаторы должны проявлять осторожность, чтобы избежать чрезмерной очистки. Если контроль коррозии нарушен, т. е. открытые участки превышают допуск; отклонять.
Альтернативный ремонт в соответствии со стандартами.
×
22. ДЕФЕКТЫ ПРОКАТКИ СТАЛИ
Что это?
Эти дефекты можно в широком смысле классифицировать как несплошности поверхности стали, удлинившиеся во время прокатки.
Причина
Сталь может иногда иметь расслоения, нахлесты, складки и неметаллические примеси, в результате чего на поверхность металла вкатываются полосы. Дефекты этого типа иногда обнаруживаются до или после травления, но могут проявиться только после горячего цинкования погружением.
Последствия / Способы устранения / Ответственность
Это можно принять, так как незначительные дефекты поверхности не будут отрицательно влиять на срок службы покрытия.
Поверхностные дефекты основного материала могут быть устранены путем местного шлифования после горячего цинкования погружением с последующим ремонтом поврежденной поверхности.
×
23. ШЕРОХОВЫЕ ПОКРЫТИЯ, ОБУСЛОВЛЕННЫЕ СОСТОЯНИЯМИ ПОВЕРХНОСТИ СТАЛИ
Причина
Шероховатые поверхности, типичные для покрытий на корродированных стальных поверхностях, могут быть удовлетворительно обработаны горячим гальванопокрытием. Однако покрытие будет отражать текстуру подложки. Другие причины шероховатости поверхности включают неравномерную холодную обработку, чрезмерное травление, высокую температуру цинкования и/или длительное погружение в расплавленный цинк.
Эффект / Способ устранения / Ответственность
Это можно принять, поскольку более шероховатая поверхность дает более толстое покрытие и увеличивает срок службы.
×
24. ШЕРОХОВАТЫЕ, ТЯЖЕЛЫЕ ПОКРЫТИЯ, ОБРАЗОВАННЫЕ РУБОЙ ПОВЕРХНОСТЬЮ И/ИЛИ ХИМИЧЕСКИМ СОСТАВОМ СТАЛИ – «ЭФФЕКТ КОРЫ ДЕРЕВА»
Причина Это может включать в себя покрытия, которые имеют в целом шероховатую поверхность и, в некоторых случаях, конфигурацию поверхности типа канавок, «эффект коры дерева», вызванный различиями в анализе поверхности стали.
Эффект/Устранение/Ответственность
Более толстое покрытие обеспечит лучшую защиту от коррозии; за исключением случаев, когда покрытие имеет тенденцию отслаиваться или расслаиваться (см. состояние поверхности 14).
×
25. ГРУБОЕ ТЯЖЕЛОЕ ПОКРЫТИЕ ИЗ-ЗА НЕДОСТАТОЧНОГО ЦЕНТРИФУГИРОВАНИЯ
Причина
Эффективное центрифугирование обычно удаляет излишки цинка и обеспечивает гладкий и привлекательный внешний вид.
Эффект/средство/ответственность
При условии, что поверхность стали/отливки достаточно гладкая, правильно центрифугированные изделия обеспечат приемлемую отделку.
Если поверхность не достаточно гладкая; его следует отвергнуть.
×
26.ПЯТНА, СВЯЗАННЫЕ С МОЧЕНИЕМ
Причина
Соли кислоты или флюса, проникшие в пористую сварку или между контактными поверхностями во время травления, могут просачиваться после горячего цинкования и закалки погружением в воду запятнанный участок.
Последствия/Устранение/Ответственность
Просачивание сварных швов не является причиной для браковки. Пятна легко удаляются щеткой из щетины. Если компонент предназначен для коррозионно-активной среды, щель можно заделать после очистки.
×
27. ПЛОТНО ПРИКЛЕИВАЕМЫЕ КУСКИ ЦИНКА НА ВНУТРЕННЕЙ ЧАСТИ ТОЛЩИНОСТЕННЫХ СТАЛЬНЫХ ТРУБ
Причина цинк. Этот эффект значительно удлиняет время погружения. Иногда гальваник удаляет трубы до того, как весь цинк расплавится изнутри трубы.
Эффект/Устранение/Ответственность
Инспектор должен отклонить это. Гальванизатор должен обеспечить удаление всего цинка из внутренней части трубы за счет более длительного времени погружения.
Изделие может быть очищено или отремонтировано, если это приемлемо для покупателя.
×
28. СЕНСОРНЫЕ ЗНАКИ
Что это?
Цинк в ванне для цинкования должен иметь свободный доступ ко всем поверхностям компонентов, в противном случае могут появиться небольшие непокрытые или поврежденные участки.
Причина
Изделия, поступающие в ванну цинкования, не должны плотно соприкасаться друг с другом. Отсадочная проволока также должна быть закреплена свободно, чтобы исключить следы от проволоки. Если компонент находился на отсадочном или погружном оборудовании, может появиться непокрытая область или след от касания.
Результат/Устранение/Ответственность
Гальваник должен свести к минимуму контакт между компонентами и зажимными соединениями (ослабить зажимную проволоку). Мелкие компоненты можно центрифугировать.
Эти области следует отремонтировать, если они находятся в допустимых пределах.
×
29. ТИПИЧНОЕ ГОРЯЧЕОЦИНКОВАННОЕ ПОКРЫТИЕ
Что это?
В примере показана типичная поверхность с горячим цинкованием. Поверхность серебристо-серого цвета и не обязательно, но часто имеет эффект блесток (кристаллы цинка) разных размеров.
Причина
Внешний вид поверхности может различаться в зависимости от химического состава стали. Скорость охлаждения напрямую влияет на яркость поверхности и размер блесток. Более быстрое охлаждение обычно приводит к более яркому покрытию с меньшим размером блесток.
Эффект/Устранение/Ответственность
Не подлежит отбраковке, если толщина покрытия находится в допустимых пределах.
×
30. НЕРАВНОМЕРНЫЙ ДРЕНАЖ
Что это?
Неравномерный дренаж приводит к образованию неровной или комковатой области, на которой образовались отложения цинка.
Причина
Это может произойти на всей поверхности или на отдельных участках. К неравномерному дренажу относятся также потеки на торцах деталей, стекания вблизи отверстий. Причиной может быть высокая скорость отвода и/или слишком низкая температура цинкования.
Последствия / Способы устранения / Ответственность
Это условие не оказывает неблагоприятного воздействия на характеристики покрытия и является приемлемым.
Однако выпуклости и выступы, мешающие сопрягаемым поверхностям, недопустимы.
×
32. НЕГАЛЬВАНИРОВАННЫЕ ПОВЕРХНОСТИ, ОБРАЗОВАННЫЕ ИЗ-ЗА ОКАЛИНЫ ИЛИ ПЕСКА
Причина
Песок на чугуне или окалина на стальной поверхности, как правило, образуются в результате процесса, используемого для формирования или прокатки продукта. Локальная негальванизированная область в сплошном покрытии может появиться, если окалина или песок из пресс-формы или прокатки не удалены травлением кислотой или абразивно-струйной очисткой.
Последствия / Способы устранения / Ответственность
Эти неоцинкованные участки могут располагаться в виде линейного рисунка на уголках, швеллерах или других прокатных изделиях. Они могут появиться и на изделиях из чугуна.
Непокрытые участки в пределах 0,5% от общей площади или отдельные участки размером 10 см 2 или менее могут быть отремонтированы. Большие площади отбраковываются.
×
31. ПОВЕРХНОСТИ БЕЗ ПОКРЫТИЯ, СВЯЗАННЫЕ С ЗАГРЯЗНЕНИЕМ ПОВЕРХНОСТИ СТАЛИ ИЛИ ПОВЫШЕННЫМ ВОЗДУХОМ
Причина
Остатки (такие как масляная краска, смазка, масло или этикетки) на стальной поверхности или неправильно расположенные вентиляционные отверстия могут привести к локальным неоцинкованным участкам в сплошном оцинкованном покрытии. Области без покрытия часто проявляются в виде черных или очень темных пятен.
Последствия / Способы устранения / Ответственность
Чтобы избежать непокрытых поверхностей, убедитесь, что вся краска или жир удалены перед горячим цинкованием погружением. Используйте подходящие маркеры для временной идентификации. Правильно расположите вентиляционные отверстия соответствующего размера.
Непокрытые участки в пределах 0,5% от общей площади или отдельные участки размером 10 см 2 или менее могут быть отремонтированы. Большие площади отбраковываются.
×
33. НЕОЦИНКОВАННАЯ ЗОНА ВБЛИЗИ СВАРНОГО ШВА
Причина
Локализованная неоцинкованная зона вблизи сварного шва может быть вызвана отложением шлака под сварным швом, пористостью сварного шва или сварным швом. Оксидные отложения и остатки от сварки устойчивы к обычным травильным кислотам и должны быть удалены перед травлением и горячим цинкованием.
Результат/Устранение/Ответственность
Отложения сварочного шлака не должны допускаться перед цинкованием и должны быть удалены изготовителем с помощью абразивоструйной очистки. Отложения также можно удалить путем надлежащего зачистки щебнем или проволочной щеткой.
Дуговая сварка в среде защитного газа, в отличие от сварки электродом, предпочтительнее для компонентов, подлежащих горячему цинкованию погружением.
Поскольку защита от коррозии нарушена, это неприемлемо; но может быть отремонтирован после переговоров.
×
34. СВАРОЧНЫЕ БРЫЗГИ
Что это?
Сварочные брызги – это окисленный, обычно сферический, выброшенный металл сварного шва, который сплавляется (или не сплавляется) с окружающим материалом во время сварки.
Причина
Сварочные брызги образуются в результате взрыва сварочной ванны при использовании неправильных параметров сварки или при загрязнении материала.
Результат / Способ устранения / Ответственность
Изготовитель должен удалить слабо прилипшие сварочные брызги перед горячим цинкованием погружением. Несмотря на то, что это неприемлемо с точки зрения спецификации, наличие плотно прилегающих сварочных брызг после горячего цинкования погружением не повлияет на коррозионно-стойкие свойства покрытия.
×
35. ПЯТНА ВЛАЖНОГО ХРАНЕНИЯ ИЛИ БЕЛАЯ РЖАВЧИНА
Что это?
Пятно мокрого хранения или белая ржавчина (как ее обычно называют) представляет собой белый объемный налет, иногда обнаруживаемый на поверхности свежеоцинкованного покрытия.
Причина
Пятно мокрого хранения (гидроксид цинка) образуется на свежеоцинкованных поверхностях, находящихся в тесном контакте в присутствии влаги.
Эффект/средство/ответственность
Пятно от мокрого хранения исчезает, когда устраняется причина, т. е. предметы отделяются и высушиваются. После его удаления (с помощью нейлоновой щетки) возможна оценка. Если толщина покрытия на пораженном участке равна или превышает минимальное значение, указанное в спецификации, это не является основанием для браковки. Покупатель должен соблюдать осторожность при транспортировке и хранении, чтобы исключить вероятность образования пятен при хранении во влажном состоянии.
×
36. РЕМОНТ ЦИНКОМ МЕТАЛЛИЧЕСКИМ НАПЫЛЕНИЕМ, НАНЕСЕННЫЙ НА НЕДОСТАТОЧНО СТРУЙНУЮ ПОВЕРХНОСТЬ ИЛИ НЕ ОБРАБАТЫВАЕМЫЙ ПРОВОЛОЧНОЙ ЩЕТКОЙ ПОСЛЕ НАНЕСЕНИЯ
Причина
Чтобы напыление металлического цинка приклеилось к поверхности, поврежденной оцинкованной поверхности необходимо придать достаточную шероховатость с помощью дробеструйной очистки или других утвержденных методов. Поскольку трудно избежать избыточного распыления, избыток металлического цинка неплотно прилипает к окружающему покрытию.
Результат / Способ устранения / Ответственность
Изготовитель или оцинковщик должен подготовить поверхность к ремонту, придав поверхности шероховатость с помощью дробеструйной очистки или другим одобренным методом. Неплотно нанесенное напыление металлического цинка по периметру ремонтируемого участка следует удалить проволочной щеткой. Если его не удалять, коррозионная стойкость не ухудшается.
×
37. Брызги цинка
Что это?
Брызги и чешуйки слабо держащегося цинка, образующиеся при попадании влаги на стальную поверхность при горячем цинковании погружением.
Причина
При горячем цинковании необычно глубоких изделий методом двойного погружения влага на поверхности стали контактирует с расплавленным цинком, в результате чего брызги цинка свободно прилипают к уже оцинкованной поверхности.
Последствия / Способы устранения / Ответственность
Слабо прилипшие брызги цинка легко удаляются, и их следует удалить перед выпуском. Опытный специалист по гальванике может гарантировать, что нахлест покрытия на поверхности с двойным погружением не будет виден.
×
V O L UM E 10, выпуск 3 : август 2013 г. (55)
- 444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444 (55). Ca t e g o r y Winner) : Пешеходный мост HA Mofutho.
- 2013 Награда за горячее цинкование (совместный победитель в архитектурной категории) : 10111 Центр радиоуправления.
- 2013 Награды за горячее цинкование (совместные архитектурные и дуплексные системы покрытия, категория W i nn e r ) : House Rooi Els
- 2013 Награды за горячее цинкование (победитель в категории «Горнодобывающая промышленность и промышленность»): Конструкция защиты от опрокидывания Ndlovu и конструкция защиты от падающих предметов.
- Награда за горячее цинкование, 2013 г. (победитель в категории «Инновации») : Солнечные деревья в WaterfallEstates.
- Награда за горячее цинкование 2013 г. (Другие материалы) : Мост Нелльмапиуса, Дом клуба Waterfall Estates, Пешеходный спиральный мост в Музее Нком, Легкие мачты N17, Навесы и будки для взимания платы, Система вооружения Sea Rogue, General Motors Южная Африка, Строительство тыла трубных эстакад причала, защитное ограждение для тяжелых условий эксплуатации с наклоном вверх, тоннели для свай шахты Tshipi Borwa, электростанция Medupi: зола и угольная терраса, мост Civin Road, устройство Grass Roll Saver.
- 2013 Награда за горячее цинкование : судьи
- На диване …. Джон Эбботт
- Технический : Абразивоструйная очистка; обязательная предварительная обработка для нанесения различных покрытий на стальную основу
- Шутка Боба : Простые вещи проектных коммуникаций
- Кабельные лестницы и лотки : Необходимость испытания на прочность кабельных лестниц
- Образование : Новая настенная диаграмма
- Образование : Трехдневный курс для инспекторов гальванотехники
- Новости : Горячеоцинкованная сталь качества
- Новости : Южноафриканская сталелитейная промышленность истекает кровью, поскольку основные клиенты закупают за границей
×
V O L UM E 10, выпуск 2 : май 2013 (54)
- 9017 444444444444444444444444444444444444444444444.
- Крепежные детали : Импортные машины для горячего цинкования.
- Крепеж : Матрица наличия крепежа и участвующие поставщики крепежа.
- Общий: Защита от коррозии гигантского креста, защищающего мост Ван Стаден.
- История дела: Львиное логово, заброшенный старый зоопарк, Groote Schuur Estate, Кейптаун
- Заблуждения: При заказе стали, которая требует оцинковки после изготовления, все, что требуется, это указать марку качественной стали, и у гальванизатора не возникнет проблем с достижением требуемого стандарта покрытия.
- Технический: От решения до получения
- Шутки Боба: Естественные связи могут обеспечить устойчивую организацию бизнеса.
- Дуплексные покрытия: Автобусные остановки MyCity в Кейптауне
- O битуарий: Лен Авеллини и Эндрю Диппенаар
- Дуплексные покрытия: Подготовка горячеоцинкованной поверхности к окраске.
- Образование: 3-х дневный курс для инспекторов гальванических заводов
- Образование: Новая настенная диаграмма
- Образование: Новый толщиномер покрытия с улучшенными характеристиками.
- Образование: Экономика коррозии – Влияние затрат на коррозию и защиту от коррозии на прибыльность и устойчивость бизнеса.
- Общий: 2013 День гольфа Ассоциации производителей горячего цинкования
- Общий: Зачем кому-то красить забор?
- На диване …. Нина Сондерс
.. Заколо0008×
V O L UM E 10, выпуск 1 : февраль 2013 г. (53)
- 4444444444444444444444444444444. 2013 (53)
- 444444444444444444444444444444444444444. Висячий мост Капилано, Ванковер, Канада.
- Мир горячего цинкования вокруг нас : Jet Blue Park, Форт-Майерс, Флорида, США.
- Мир горячего цинкования вокруг нас : New World Center Soundscape, Майами-Бич, Флорида.
- Мир горячего цинкования вокруг нас: Павильон Contemplay; Монреаль, Квебек.
- Мир горячего цинкования вокруг нас: Light Chamber в Денверском судебном центре, Денвер, Колорадо.
- Мир горячего цинкования вокруг нас: Реконструкция моста округа Нокс, округ Нокс, штат Огайо.
- Мир горячего цинкования вокруг нас: Музей Дали, Санкт-Петербург, Флорида.
- Мир горячего цинкования вокруг нас: Модульная система парковки Hambro, Сент-Ламберт, Квебек.
- Мир горячего цинкования вокруг нас: Reliant Stadium, Хьюстон, Техас, США.
- Мир горячего цинкования вокруг нас: Burlingame Fred Meyer Remodel, Портленд, штат Орегон, США.
- Мир горячего цинкования вокруг нас: Indianapolis Motor Speedway, Индианаполис, Индиана.
- Мир горячего цинкования вокруг нас: Американские горки Twister, Стокгольм, Швеция.
- Мир горячего цинкования вокруг нас: Мост Танзания, Танзания, Африка.
- Мир горячего цинкования вокруг нас: Государственная школа Парк-Лейк, Австралия.
- Мир горячего цинкования вокруг нас: Noosa Junction Station, Австралия.
- Мир горячего цинкования вокруг нас: Крытый спортивный стадион Milson Island, Австралия.
- Мир горячего цинкования вокруг нас: Manuele Engineers Steel Facade Building, Австралия
- Мир горячего цинкования вокруг нас: Craigieburn Train Maintenance Facility, Австралия.
- Мир горячего цинкования вокруг нас: Футзальный стадион, Австралия.
- Мир горячего цинкования вокруг нас: Дистрибьюторский центр Coca-Cola Amatil, Австралия.
- Мир горячего цинкования вокруг нас: Ледник Перито Мерено, Латинская Америка.
- Мир горячего цинкования вокруг нас: Смотровая площадка Cataratas Iguazu Waterfalls, Латинская Америка.
- LatinGalva – Сантьяго, Чили
- Общий: Десять лет в Ассоциации
- Заблуждения: Сталь должна быть подвергнута абразивной/пескоструйной очистке перед горячим цинкованием погружением.
- Правда или ложь?
- Образование: Трехдневный курс для инспекторов гальванических заводов
- Шутка Боба: Использование сотрудников в качестве ресурсов не означает развитие людей как активов.
- Новости участников : Алан Освальд, новый управляющий директор Robor Galvanizers
- На диване …. Риан Лоу
×
V o L UM E , выпуск 3: август 2012 (52)
- 4444444444444444444444444444444444444444444444444444444444444 гг. погружение оцинкованной стали в конструкционных конструкциях.
- Архитектурное горячее цинкование погружением : House Taylor, Ballito Bay.
- Архитектурное горячее цинкование погружением : House Rooi Els.
- Горячее цинкование архитектурных сооружений: Rondebosch в главном торговом центре.
- Архитектурное горячее цинкование: Загородная усадьба / деревня Водопад.
- Архитектурное горячее цинкование: House Spooner – Hout Bay.
- Архитектурное горячее цинкование погружением: Строительство нового Центра радиоуправления 10111 в Порт-Элизабет.
- Архитектурное горячее цинкование погружением: Горячее цинкование погружением для общих и архитектурных целей.
- Кабельные лестницы и кабельные каналы: «Megabow» — экономичная двухсторонняя модульная кабельная лестница с длинными пролетами.
- Кабельные лестницы и кабельные каналы: Полностью оцинкованные силовые плинтуса.
- Шутка Боба: Подумайте о том, чтобы заново изобретать, а не реконструировать свой бизнес для выживания и успеха.
- Новости : Новый Elcometer 456 предлагает …
- Образование и обучение : Горячеоцинкованные крепежные детали
- Образование и обучение : Отчет Intergalva 2012
- Образование и обучение : экологически безопасный флюс
- Новости участников : Робор делает стойки футбольных ворот для проекта Dreamfields в Тембисе
- На диване …. Джим Баггетт
×
V O L UM E 9 , выпуск 2: июнь 2012 (51)
- 444444444 гг. отрасли.
- Водохранилище : Электростанции и шахты выигрывают от надежных и экономичных резервуаров для хранения воды.
- Теплообменники и охлаждающие вентиляторы : Преимущество градирни правильного размера.
- Дуплексные покрытия: Дуплексная система с порошковой краской.
- Дуплексные покрытия: Дуплексное покрытие конструкции защиты при опрокидывании Ндлову (ROPS) и конструкции защиты от падающих предметов (FOPS)
- Дуплексные покрытия: Связь для достижения требований спецификации.
- На диване …. Алан Лэмб
- Технический: Гальваническая коррозия
- Образование: 3-х дневный курс для инспекторов гальванических заводов
- Образование: Возобновляемые источники энергии составляют большую часть зеленого движения.
- Шутка Боба: Черные лебеди
- Отчет о покрытии: Оценка горячеоцинкованной конструкционной стали, подвергшейся пожару на объекте по сбору и сортировке отходов, IDZ – Восточный Лондон
×
V o l um e 9 , выпуск 1: март 2090 г.
(50 112 )0323- Крепеж : Матрица доступности крепежа и участвующие поставщики крепежа
- Крепеж : Рассмотрение водородного охрупчивания (ВО) крепежных изделий в перспективе.
- Крепеж : Крепления для крыш в агрессивных средах
- Крепеж: Меняющийся ландшафт производителей крепежа.
- Крепеж: Затяните с усилием!
- Застежки: Возьмитесь за руки
- Крепеж: Надежная стратегия роста
- Крепеж: Отчет по образцам болтов от Medupi
- Шутка Боба: Превратите свой творческий коллектив в скунсов, чтобы уберечь их от хищников
- Вклад из Южной Америки: Мотивация и методология горячего цинкования стальных железнодорожных шпал для компании Vale Do Rio Doce, Бразилия
- Технический: Остерегайтесь горячего цинкования конструкционной стали с чрезвычайно высоким содержанием фосфора!
- Технический: Что такое катодная защита (CP) и чем она не является
- Дуплексные покрытия: Защита инвестиций в сталь
- Образование: Национальный семинар по экологическому менеджменту
- Распыление металлического цинка: Новый термораспылитель для металла
- Новости участников: Автоматизированный центрифужный завод Galvspin Galvanizers
- Новости участников: Робор снова претендует на звание лучшей компании Deloite для работы
- На диване ….
Линда Несс - 444444444444444444444444444444444444444. Висячий мост Капилано, Ванковер, Канада.
×
V o L UM E 8 , выпуск 4: ноябрь 2011 (49)
- 4444444444444444444444444444444444444 4. СПОСОБА ГАЛЛИЗАЦИЯ ГАЛА ДИПА ДИПА. горячего цинкования погружением в систему высокоскоростных железных дорог Китая
- Мир горячего цинкования вокруг нас : Использование оцинкованной арматуры в Чили
- Мир горячего цинкования вокруг нас : Использование дуплексных систем в Чили
- Мир горячего цинкования вокруг нас: Общественная школа De Waterlelie – безопасность и долговечность на более высоком уровне
- Мир горячего цинкования вокруг нас: Солнечная электростанция Солана в США
- Мир горячего цинкования вокруг нас: Bicycle Apple Garage — Нидерланды
- Мир горячего цинкования вокруг нас: Азиатско-Тихоокеанская ассоциация общего цинкования
- Мосты: Пешеходные мосты
- Мосты: Открытие моста Интомбе
- Мосты: Пешеходный мост Интомбе
- Мосты: Восстановление старых пешеходных мостов Кейптауна
- Дуплексные покрытия: Дуплексная система Duram на водной основе (реклама)
- Дуплексные покрытия: Железнодорожная станция Coega Harbour
- Шутка Боба: Компании могут реализовать свой потенциал, используя врожденные таланты своих сотрудников
- Образование: 3-х дневный курс для инспекторов гальванических заводов
- На диване . … Профессор Денис Твигг
×
V o l um e 8 , Issue 3: August 2011 (48)
- Awards Event : 2011 Hot Dip Galvanizing Awards. Победители и все заявки
- Кабельные лестницы и лотки : больше, чем просто изогнутый металл
- Кабельные лестницы и лотки : Общие и непрерывные опорные каналы для вывесок из горячеоцинкованной стали
- Художественные произведения: Художественные произведения искусства, требующие долговечности при сохранении привлекательности.
- Шутка Боба: Решение проблем означает достижение цели, а не просто чтение указателей
- Образование: 3-х дневный курс для инспекторов гальванических заводов
- Новые продукты: Elcometer устанавливает новые стандарты управления данными контроля покрытий
- Общий: Настоящая защита в Jozini Private Bush Lodge скрыта!
- На диване . … Роб Уайт
×
V O L UM E 8 , выпуск 2: июнь 2011 г. (47)
- 4444444444444444444.. Требуемые изделия общего назначения с горячим цинкованием!
- Мачты и столбы : Высотные мачты из мягкой стали с горячим цинкованием (Центральный спортивный комплекс, город Умлатхуз — Ричардс-Бей)
- Резервуары для воды : Секционные резервуары для воды из прессованной стали
- Термическое напыление металла : Напыление швов трубы ERW с предварительно нанесенным покрытием
- Шутка Боба : Решение проблем означает достижение цели, а не просто чтение указателей
- Практический пример : Коммунальный портал Саймонстауна
- Дуплексные покрытия : Окраска горячеоцинкованной стали
- Образование : «Невоспетый», но крайне необходимый стандарт горячего цинкования погружением (SANS 14713:2011)
- Образование : Редакция EN ISO 14713 (любезно предоставлено Ассоциацией гальванотехников — Великобритания)
- Education : Закалочная добавка для горячего цинкования погружением – новый подход
- Новости участников : Transvaal Galvanisers
- Отчет о покрытии : Микробиологическая коррозия водопроводных труб
- Общий : Цинк: элемент человеческого развития
- На диване …. Ник Прум
×
V O L UM E 8 , выпуск 1: март 2011 г. (46)
- 4444444444444444444444444444444444444.
- Крепеж : новинка в индустрии крепежа
- Крепеж : Неисправность винтов крепления крыши – пример
- Крепеж: Gautrain использует горячеоцинкованные конструкционные крепления Lindapter
- Крепеж: Матрица доступности крепежа и участвующие поставщики крепежа
- Непрерывный лист с горячим цинкованием: Развитие отрасли LSFB в Южной Африке
- Непрерывный горячеоцинкованный лист: Крепеж и легкие стальные конструкции
- Лист непрерывного горячего цинкования : Что такое блестка?
- Проволока с покрытием Galfan: Улучшение эффекта гальванического покрытия проволоки для защиты стальных изделий
- Термическое напыление металла: Medupi Дымоходы – термическое цинкование пластинчатых балок – платформа 205 м
- На диване….
Анна Лубсер- Уголок Стивена: «Это работает только тогда, когда вам это не нужно»
- Подшучивание Боба: Сотрудничество в конфликтных ситуациях может быть лучше конкуренции
- Дуплексные покрытия: Дело о «системах» дуплексных покрытий должно быть продолжено.
×
V O L UM E 7 , выпуск 4: ноябрь 2010 (45)
- 44444444444444444444444444444444444444 гг. Тихоокеанская генеральная ассоциация цинкования (APGGA)
- Мир горячего цинкования вокруг нас : Из США …
- На диване : С Чарльзом Тейлором
- Термическое напыление металла: Альтернативная система защиты от коррозии металлического покрытия
- Термическое напыление металла: Антикоррозионная отделка
- Термическое напыление металла: Напыление цинка и алюминия
- Экологизация отрасли горячего цинкования: Усовершенствованное цинкование возглавляет революцию в области экологизации горячего цинкования
- Экологизация отрасли горячего цинкования: Galvaglow становится зеленым
- Шутка Боба: Естественные законы показывают, как можно добавить ценность
- Уголок Стивена: «Это работает только тогда, когда вам это не нужно!»
- Дуплексные покрытия: Оборудование DDL – доклевеллеры: обновление
- Образование: Пересмотренный трехдневный курс для инспекторов гальванических заводов 2011 г.
- Дуплексные покрытия: Нанесение дуплексного покрытия на горячеоцинкованную подложку в агрессивной (C5) среде – непростая задача для лакокрасочной промышленности!
×
V O L UM E 7 , выпуск 3: август 2010 г. (44)
- 444444444444444444444444444444444.. 44444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н. i t e c t u r a l Hot Dip Galvanizing : What every architect should know about hot dip galvanizing deemed for use in architectural steelwork!
- Архитектурное горячее цинкование погружением : Железнодорожная станция Мозес Мабхида
- Архитектурное горячее цинкование погружением: Горячее цинкование погружением выходит из Африки
- Архитектурное горячее цинкование: Использование орбитальной шлифовальной машины может улучшить внешний вид покрытия, нанесенного горячим цинкованием
- Архитектурное горячее цинкование погружением: Повторное цинкование швартовной цепи приводит к экспоненциальному увеличению срока службы!
- Практический пример: Гостевой дом и конференц-центр Stratfords
- Кабельные лестницы и лотки: Системы управления кабелями Gautrain
- Кабельные лестницы и лотки: Оценка горячеоцинкованных кабельных лестниц в Sasol Synfuels, Secunda
- Кабельные лестницы и лотки: Горячее цинкование – фаворит букмекерской конторы!
- Шутка Боба: Уроки деловой этики от рыбы-чистильщика
- Угол Стефана: «Это работает только тогда, когда вам это не нужно!»
- Дуплексные покрытия: Оборудование DDL – доклевеллеры: обновление
- Образование: Публикации ассоциации
- Новости участников: Проект Эврика завершен в рекордно короткие сроки благодаря новой гибридной конструкции Robor
- Новости участника : Новый аффилированный член – СНГ
- На диване : С Джеффом Коллоти
×
В о L UM E 7 , выпуск 2: июнь 2010 (43)
- Трубки и трубы : Лула и кабельная труба: длуалская сила в дилконге.
- Трубы и трубопроводы : Разработка трубы S355
- Трубы и трубопроводы: Недавно выпущенные трубы марки 355 — привлекательное техническое решение для многих применений №
- Мачты и опоры: Порталы знаков на R300, оцинкованные горячим способом!
- Мачты и опоры: Проекты IPM и упор на рихтовку после горячего цинкования
- Теплообменники: Воздухоохладители с горячим цинкованием на ферме по выращиванию яблок – Практический пример
- Теплообменники: Инструкции по эксплуатации и техническому обслуживанию типичных испарительных конденсаторов и промышленных охладителей жидкости (с точки зрения коррозии и особенно горячего цинкования)
- Хранение воды: Сбор тумана дает пресную воду для изолированных населенных пунктов
- Уголок Стивена: «Это работает только тогда, когда вам это не нужно!»
- Уголок Стефана: Сборные бетонные трубы для систем канализации глубоких туннелей
- Уголок Стивена: Хвостохранилище использует горячеоцинкованную арматуру для устойчивости!
- На диване: Хенни де Клерк
- Дуплексные покрытия: Дом в Рои Эльс
- Образование и обучение: Курсы по управлению рисками коррозии
- Шутки Боба: Логика совместного партнерства
- Новости участников: Galvaspin представляет установку термического напыления цинка на своем заводе в Порт-Элизабет
- Новости участников : Робор наработал 1 000 000 человеко-часов без инвалидизирующих травм!
- HDGASA: Цинк может повышать эффективность препаратов против ВИЧ
×
V o l um e 7 , Выпуск 1: апрель 2010 г. (42)
- Матрица доступности крепежа и участвующие поставщики крепежа
- Крепеж : SANS 1273 – Установка нового стандарта для кровельных крепежей
- Непрерывное цинкование проволоки: Представление проволоки с покрытием Galfan на мысе Гейт, Вандербайлпарк.
- Непрерывное цинкование проволоки: SANS 675: 2009 Оцинкованная проволока для ограждения, пересмотрен
- Стадион чемпионата мира по футболу 2010 г.: Проверка защиты от коррозии, обеспечиваемой горячим цинкованием стадиона для чемпионата мира по футболу 2010 г. – стадиона Мозес Мабида, стадиона Кейптаун, стадиона Порт-Элизабет и футбольного города
- Стадион чемпионата мира по футболу 2010: Инновационное использование решетки Mentis в Soccer City
- Образование и обучение: Новые возможности прибора Elcometer 456 для измерения толщины покрытия
- Практический пример: Стадион для регби Ньюлендс – Железнодорожная стойка
- Шутка Боба: Как и бактериям, деловому сообществу нужна общая иммунная система
- Горячеоцинкованная арматура: Преимущества использования горячеоцинкованной стальной арматуры в бетонных конструкциях
- Горячеоцинкованная арматура: Профессор Стивен Р. Йоманс представил серию презентаций и семинаров в Южной Африке в феврале 2010 г.
- Вамоша: Capricon Park – «Два покрытия одинаковые?»
- Новости участников: Реструктуризация Robor расширяет предложение
- Новости участников : Armco Galvanizers Горячее цинкование стали для «огненного кольца» Soccer City, Йоханнесбург
- Новости участников : Galvadip выбран в качестве устройства для горячего цинкования для турникетов футбольных стадионов Чемпионата мира по футболу FIFA
×
V o l um e 6 , выпуск 4: ноябрь 2009 г.(41)
- Мир горячего цинкования вокруг нас : Европейская премия в области цинкования
- Мир горячего цинкования вокруг нас : из США
- Мир горячего цинкования вокруг нас: Опреснительная установка в Сиднее – гарантия будущего
- Приглашенный автор: Использование стандартов ISO и лучших инженерных практик для обеспечения долгосрочной рентабельной борьбы с коррозией – Джеральд Хейнс
- Экологизация производства горячего цинкования: Бездымный / малодымный флюс – STT
- Экологизация производства горячего цинкования: Обработка подкисленной промывочной воды в установках горячего цинкования – Robor Galvanizers
- Экологизация производства горячего цинкования: Экологически безопасные флюсы и системы пассивации
- Экологизация отрасли горячего цинкования: Обзор процесса горячего цинкования и анализ рисков
- Экологизация производства горячего цинкования: Процесс кислотной регенерации Metsep — продлеваем срок службы кислоты!
- Некролог: Джон Лейтч
- Экологизация производства горячего цинкования: Экологически чувствительный с 1981 г. — Cape Galvanizing
- Образование: Измерение покрытий на металлических подложках (часть 6)
- На диване с Хайке ван Эйден из Galvadip
- Инновационная система для соединения стальных труб
×
V O L UM E 6 , выпуск 3: август 2009 г. (40)
- 44444444444545.
- Награды : Ирригационный дом Bosal – победитель в категории «Развитие инфраструктуры»
- Награды: Потсдамские очистные сооружения, отстойники – Системы дуплексного покрытия Победитель в категории
- Награды: Паровой конденсационный радиатор — победитель в категории «Горнодобывающая и промышленная промышленность»
- Награды: Проект восстановления мельницы Райхенау – победитель в категории «Развитие сообщества»
- Награды: Гран-при Марокко — победитель в экспортной категории
- Награды: Музей Нельсона Манделы
- Награды: Отель Table Bay
- Награды: Начальная школа Sweet Valley
- Награды : Sassi Design
- Награды : Lorbrand / DRA DMO
- Награды : Мастерская на угольной шахте Клипспруит
- Награды: Наземные системы глобального позиционирования
- Награды: Eshowe Taxi Rank
- Награды: Пешеходный мост Биси
- Шутка Боба: Государственная мудрость и лидерство в бизнесе имеют много общего
- Практический пример: Оценка горячеоцинкованных кабельных лотков после 25-летнего использования на нефтехимическом заводе в Кейптауне
- Образование: Пересмотренный SANS 121 (ISO 1461:2009)
- Образование : Защита стали с помощью систем горячего цинкования и дуплексного покрытия (пересмотренное издание)
- Образование: Измерение покрытий на металлических подложках (часть 5)
- На диване с Анни Рамкиссон
- Заблуждения: Если вам требуется более толстое горячеоцинкованное покрытие, укажите C4 или C5 (согласно ISO 9223) горячее цинкование!
×
V o L UM E 6 , выпуск 2: июнь 2009 г. (39)
- 444444444444444444444444444444444444444…
- Дань уважения Уолтеру Барнетту
- Уголок гальваника: Один день из жизни мастера горячего цинкования!
- Награда за горячее цинкование 2009 г.
- День гольфа: День гольфа HDGASA 2009
- Дуплексные покрытия: Система Rolls Royce
- Цинк является зеленым: Оценка жизненного цикла признает экологические преимущества цинка
- Приглашенный автор: Методы предотвращения водородного охрупчивания в крепежных элементах из высокопрочной стали, оцинкованной горячим способом – Spencer Erling
- Образование: Краска с высоким содержанием цинка и эпоксидные смолы по сравнению с горячим цинкованием погружением
- Образование : Измерение покрытий на металлических подложках (часть 4)
- Шутка Боба: Достичь желаемого будущего означает справиться с неожиданным
- Отчет о покрытии: Прибрежный образовательный и туристический центр в Нахун-Пойнт
- На диване с Сотрудники ассоциации – остальные члены команды
- Wamosha: Оценка «заржавленных» горячеоцинкованных напольных решеток
- Коррозия: Дифференциальная аэрация или «коррозия шейки» заново объяснена
- Членский уголок : Гальванизаторы Galvspin
- Уголок участника: Robor Galvanizers
×
V O L UM E 6 , выпуск 1: март 2009 г. (38)
- 2009 Hot Dip Gall Galvanize Awars Awars Awars Awars Awars Awars Awars Dip Awars Dip Awars Dip Awarsizizizizing Awars Awars Dip Awars Dip Awarsizing Awars.
- Награды: Признания «любителя наград»
- Крепеж: Обозначения прочности, метрические болты
- Крепеж: Матрица наличия крепежа и участвующие поставщики крепежа
- Заблуждения: Гладкие и полированные поверхности являются стандартной характеристикой всех поверхностей с горячим цинкованием. Правда или ложь?
- Поручни: «Хотя по понятным причинам это не всегда практично, сведение к минимуму ремонта гальванического покрытия является функцией правильного проектирования и хороших технологий изготовления!»
- Поручни: Второй защитный механизм цинка – катодная или жертвенная защита!
- Шутки Боба: Модели и тенденции важнее деталей и данных
- Дуплексные покрытия: Краска на ваш страх и риск!
- Спецификация и переменные области применения – не имеют решающего значения для успешного цинкования методом погружения
- На диване с Ивонн Ондервейгс
- Отчет о покрытии: Консистенция и однородность горячего цинкования погружением в сравнении с напылением металлического цинка или аэрозольной краской
- Ремонт с гальванопокрытием: Покрытия с высоким содержанием цинка для ремонта
- Wamosha: Оценка обесцвечивания кровельного листа
- Образование: Измерение покрытий на металлических подложках (часть 3)
- Уголок участника : Новый сплав для цинкования доступен в Южной Африке
- Уголок участника: Новый цех цинкования получает топовое оборудование для обогрева и управления
- Уголок участника: Слон-феникс прибывает в Кейптаун по пути в Европу
- Уголок участника: Voigt & Willecke 2009, больше и лучше. .
×
V O L UM E 5 , выпуск 4: ноябрь 2008 (37)
- 444444444444444444444444444444.
- Трубы, трубы и леса: Конструкционная труба – краткая история
- Хранение воды: 25 лет бестарного хранения воды
- Резервуар для воды: Преимущества стального резервуара для хранения воды Botank
- Технические различия между общим или периодическим типом и непрерывным листовым горячим цинкованием
- Дуплексные покрытия: Труба Lula с дуплексным покрытием успешно используется для решения проблем с коррозионной водой
- Приглашенный автор: Тестирование производительности систем защиты – Дарелл Янсе ван Ренсбург
- Дуплексные покрытия: Понимание контроля и обеспечения качества
- Дуплексные покрытия: Дуплексные системы и зачем они нужны
- Шутка Боба: Подобно Микеланджело, мы должны быть умнее, когда дело доходит до споров
- Измерение покрытий на металлических подложках (часть 2)
- Уголок участника : Шарлин Боссер из Bulldog Projects проходит NACE
- Уголок участника: Galvadip отмечает свое 25-летие!
- Отчет о покрытии: Ограждения на дороге Каманджаб – Омаганж в Намибии
- На диване с Джереми Маланом
- Wamosha: исследование теплообменника хлебопекарни
- Заблуждения: В мире заканчивается цинк.
- Прогноз по цинку на 2008 и 2009 годы
- Уголок Уолтера: Немного опыта из прошлого
- Пример из практики № 16/2008: Горнодобывающая буровая установка RaiseTech W50
×
V o l um e 5 , выпуск 3: август 2008 г. (36)0112
- Трубы, трубы и строительные леса : Giuricich Coastal Projects идет оцинковка
- Трубы, трубы и леса: Конструкционная труба – краткая история
- Хранение воды: 25 лет бестарного хранения воды
- Резервуар для воды: Преимущества стального резервуара для хранения воды Botank
- Технические различия между общим или периодическим типом и непрерывным листовым горячим цинкованием
- Дуплексные покрытия: Труба Lula с дуплексным покрытием успешно используется для решения проблем с коррозионной водой
- Приглашенный автор: Тестирование производительности систем защиты – Дарелл Янсе ван Ренсбург
- Дуплексные покрытия: Понимание контроля и обеспечения качества
- Дуплексные покрытия: Дуплексные системы и зачем они нужны
- Шутка Боба: Подобно Микеланджело, мы должны быть умными, когда дело доходит до споров
- Измерение покрытий на металлических подложках (часть 2)
- Уголок участника : Шарлин Боссер из Bulldog Projects проходит NACE
- Уголок участника: Galvadip отмечает свое 25-летие!
- Отчет о покрытии: Ограждения на дороге Каманджаб – Омаганж в Намибии
- На диване с Джереми Маланом
- Вамоша: исследование теплообменника хлебопекарни
- Заблуждения: В мире заканчивается цинк.
- Прогноз по цинку на 2008 и 2009 годы
- Уголок Уолтера: Немного опыта из прошлого
- Пример из практики № 16/2008: Горнодобывающая буровая установка RaiseTech W50
×
V o l um e 5 , Issue 2: June 2008 (35)
- Energy efficient, resource sustaining hot dip galvanizing facility – GB Galvanizing
- Отрасль горячего цинкования отмечена наградой Africa Energy Awards
- Матрица наличия крепежа и участвующие поставщики крепежа
- Плюсы и минусы водородного охрупчивания
- В свете колебаний цен на сталь и ограничительных котировок поставщиков, влияющих на доступность крепежа, ранний заказ становится еще более важным
- Сосредоточение внимания на горячеоцинкованном крепеже
- Может ли горячее цинкование вызвать сдирание резьбы гаек?
- Времена меняются
- Шутки Боба: Быть счастливым на работе
- Дуплексное покрытие : Правильный выбор краски для системы дуплексного покрытия
- Walters Corner : Горячее цинкование резьбовых изделий погружением
- Приглашенный автор : Стратегия совместных усилий по сокращению потребления цинка для цинкования реактивных сталей
- Отчет о покрытии : Расширение холодильного склада – Maydon Wharf, Дурбан
- На диване с : Питер Мэтьюз
- Ошибки при цинковании : Неточные спецификации снижают общую эффективность покрытия!
- Заблуждения о ценах на горячее цинкование погружением
- Заблуждения : Горячее цинкование высокопрочных крепежных изделий не рекомендуется из-за склонности к разрушению в результате водородного охрупчивания. Правда или ложь?
×
В или l um e 5 , выпуск 1: март 2008 г. (34)
- 2008 г. Вечер вручения наград по горячему цинкованию, объявление номинаций
- Мир горячего цинкования вокруг нас: Джилонгский карусельный павильон – Джилонг, Австралия
- Мир горячего цинкования вокруг нас: Международный аэропорт Шарлотты Дуглас, США
- Мир горячего цинкования вокруг нас: ремонт 7th Avenue LRT, Канада
- Мир горячего цинкования вокруг нас: реконструкция зданий Tip Top, США
- Мир горячего цинкования вокруг нас: Metcalf Energy Centre, США
- Мир горячего цинкования вокруг нас: система быстрого начального развертывания Aerostat, Ирак и Афганистан
- 2008 Конференция по горячему цинкованию
- Дуплексные покрытия : Подготовка поверхности для окраски горячеоцинкованной стали
- Дуплексные покрытия : Системы защиты от коррозии – сравнение с окружающей средой
- Отчет о покрытии : Влияние проводов для крепления изоляции на горячеоцинкованные прогоны на обращенной к морю стороне актового зала в Cranston College – KZN
- Приглашенный сценарист : Парень у бассейна – Рассел Томпсон
- Уголок Уолтера : Разнообразие цинка
- Заблуждения : Как и в случае со всеми защитными покрытиями, разрывы и тонкие участки на нанесенном горячеоцинкованном покрытии неизбежно приведут к катастрофе во всех средах, кроме самых благоприятных
- Ошибки цинкования : Отчет о посещении ферм Коматипорт
- Горячее цинкование меняет ситуацию на низовом уровне
- Профиль личности: Выдающийся предприниматель – Мокена Макека
- Шутка Боба: Работа в команде не должна быть иллюзией
×
V o L UM E 4 , выпуск 4: ноябрь 2007 г. (33)
- Armco Superleit – SuperailIIRIIRIIRIIRIIRIIRIIR.
- Горячеоцинкованные оконные рамы в Кейптауне являются популярной необходимостью.
- Горячее цинкование общего и архитектурного назначения.
- Горячее цинкование идет на POTTY…..
- Горячеоцинкованные крепежные детали, то и это …….
- Гайка и болт Impala
- Продукция Tel-Screw, производимая компанией Proudly South African.
- Типы креплений и матрица наличия.
- Заблуждения: Для долговременной защиты от коррозии все, что требуется, это указать «гальваническое цинкование», и удовлетворительные результаты будут достигнуты в большинстве сред и применений. Правда или ложь?
- Напольная решетка Mentis Rectagrid, оцинкованная методом горячего цинкования.
- Полностью зазубренная решетка Vitagrid® становится все более популярной среди гальванопокрытий.
- Дуплексные покрытия: Однослойная дуплексная система.
- Дуплексные покрытия: Требования к нанесению дуплексной системы для «обывателя».
- Дуплексные покрытия: «Очень новая система дуплексных покрытий».
- Walter’s Corner: Долговечность горячего цинкования и дуплексной защиты.
- Приглашенный автор: Ситуационная осведомленность: необходимый навык для современного мира, Боб Эндрю.
- Отчет о покрытии: Гальванически оцинкованный (гальванопокрытие) просечно-вытяжной лист, используемый в производстве звуковых экранов на заводе недалеко от Атлантиды, Западный Кейп.
- Цинк ускоряет выздоровление от пневмонии.
- Новости участников: 7-я Азиатско-Тихоокеанская Генеральная конференция по цинкованию.
- Новости участников: Новости Zincor.
- Профиль личности : Творческий дуэт – Эрхард Хейзинга и Джейн Дюран.
- Неисправности гальванического покрытия : Все гальванические покрытия не обязательно одинаковы.
- Курс инспекторов по покрытиям.
- История дела № 14/ 2007: Оценка горячеоцинкованного покрытия на подстанции Пентрих, Мкондени, Питермаризбург.
×
V o l um e 4 , выпуск 3: август 2007 г. (32)
- Награды Eskom за горячее цинкование погружением 2007 г. с указанием победителя в общем зачете, победителей в категориях и заявок.
- Материалы/покрытия, используемые на рынке опор ЛЭП – резюме исследования 2006 года.
- Удостоверение инспектора по лакокрасочному покрытию.
- Как правильно выбрать материал или покрытие для опор ЛЭП – комментарии неспециалистов.
- Промышленные столбы и мачты (Pty) Ltd. – крупнейший производитель стальных уличных фонарных столбов в Южной Африке.
- Покрытия портала Sign – но как насчет обслуживания!
- Приглашенный автор: Не беспокойтесь о пессимизме; это может дать ключ к лучшему будущему, Боб Эндрю.
- Отчет о дуплексной печати: Дуплексная система в слабо-агрессивной среде.
- Уголок Уолтера: Защита от коррозии резьбовых изделий.
- Отчет о покрытии: Чистовая струйная очистка для подготовки к горячему цинкованию погружением под покраску — отличный способ добиться адгезии краски, но соблюдайте правила……..
- Заблуждения: Следует избегать дробеструйной очистки горячеоцинкованных поверхностей перед окраской, так как это неизменно приводит к отслоению цинкового покрытия от нижележащей стальной поверхности. Дробеструйная очистка также удаляет часть ценного цинкового покрытия. Правда или ложь?
- Новости участников: Mentex Expanded Metal становится «зеленой» благодаря установкам LVG. Катодная защита: по CTC
- P e r s o n ali t y профиль: George Elphick, на сегодняшний день ……
×
V o L UM E 4 , выпуск 2: июнь 2007 г. (31)
- STADIMS: 20107 и все это.
- Арка восточной трибуны стадиона Атлон.
- «Синие Быки» «заряжены» действовать в самые последние моменты и выигрывают финал Супер 14 у Акул.
- Винодельня Констанция Глен.
- Производитель вентиляторов выбирает горячее цинкование вместо краски для защиты от коррозии.
- Строим будущее: устойчивость воды, долговечность и экономичность.
- Несколько интересных заявок от American Galvanizers «Galvanizing Awards 2001».
- Мастерская: правила в Европе.
- Некоторые глобальные перспективы горячего цинкования.
- Приглашенный автор: Как и слизевики, слияния, поглощения и разделение следует рассматривать как часть жизненного цикла компании, Боб Эндрю.
- Отчет о дуплексном покрытии: Подготовка горячеоцинкованной стали к окраске – дуплексная система.
- Отчет о покрытии: Понимание одного из критериев измерения толщины горячеоцинкованного покрытия в соответствии со стандартом SANS 121 (ISO 1461).
- Профиль личности: Луи Х. ван
- Walter’s Corner: Сколько длится «оцинковка»?
- «Экстремальное употребление молочных коктейлей» – отчет об уничтожении Ленивых Теней весенними приливами в Маргейте.
- Заблуждения: При заказе стали, которая требует оцинковки после изготовления, все, что требуется, — это указать марку качественной стали (т. Правда или ложь?
- Новости участников: Pro-Galv начинает свою деятельность.
- Обновление рынка цинка.
- Robor добавляет самый глубокий чайник в Африке к самому широкому и одному из самых длинных.
- Курс инспекторов по покрытиям – теперь с баллами CPO.
- Азиатско-Тихоокеанская Генеральная конференция по цинкованию.
- Мексика запускает обогащенное цинком молоко.
- HDGASA День гольфа – фото.
×
Том 4, выпуск 1: март 2007 г. (30)
- Ассоциация строителей легких стальных каркасов Южной Африки (SASFA).
- Знакомство с ARTF и Roof Technology Services (RTS) – профиль компании.
- Долговечность оцинкованного листа в зданиях с легким стальным каркасом.
- Семейство рулонных листов с цинковым, цинко-алюминиевым и дуплексным покрытием.
- Долговечность горячеоцинкованной листовой стали при воздействии общих атмосферных условий.
- Крупный новый игрок в отрасли строительства легких стальных каркасов.
- Крепеж, необходимый для зданий с легким стальным каркасом.
- Эндрю Ментис перестраховывается на острове Мэрион.
- Плотина Ван Риссен, Фалаборва.
- Сосредоточьтесь на безопасности.
- Изменены технические требования к цинкованию проволоки.
- Хлеб теперь обогащен цинком!
- Дуплексные покрытия: Анализ стоимости жизненного цикла, сравнивающий окрашенную сталь, системы горячего цинкования и дуплексные покрытия.
- Отчет о покрытии дуплексом: Колонны веранды с дуплексным покрытием в торговом центре Parklands, Кейптаун.
- Отчет о покрытии: Пятно от мокрого хранения и последующая красная ржавчина на горячеоцинкованном листовом покрытии установки по дроблению шлака.
- Практический пример: проект Moma Sands, Мозамбик.
- Профиль личности: Busisiwe Christina Mpontshame.
- Заблуждения: Горячеоцинкованное покрытие можно успешно использовать при температурах до 419°C, что соответствует температуре плавления цинка. Правда или ложь?
- Уголок Уолтера: Индустрия горячего цинкования жива и здорова.
×
V o l um e 3 , выпуск 4: ноябрь 2006 г. (29)
- Награды Eskom за горячее цинкование погружением 2006 г. – вечер в фотографиях.
- Использование горячего цинкования в горнодобывающей промышленности.
- Добыча золота: Моаб Хотсонг (Шахта № 11 рифов Ваал) и проект по замене Бантона на руднике Тау Тона.
- История болезни : Добыча платины: Концентратор МПГ.
- Добыча угля: оценка покрытия наземных конвейеров V3, V4 и V5 на шахте Дуглас.
- Bolt & Engineering Distributors – профиль компании.
- Сделано в Африке для Африки – продукция Tel-Screw.
- Разница между цинковым гальваническим и горячим цинковым крепежом.
- Типы креплений и матрица наличия.
- «Меньше весить» для гальванизаторов – правило Конрада.
- Поставки цинка в ЮАР.
- Прорыв в пассивации цинком.
- Трубные системы Лула.
- Приглашенный автор: Джонни Кэш по крупицам разбирается в автомобилях, автор Боб Эндрю.
- Дуплексные покрытия: Горячие споры об эффективности катодной защиты, обеспечиваемой металлическим покрытием или краской с высоким содержанием цинка, продолжаются.
- Отчет о покрытии: Оценка проволочной сетки с цинковым покрытием.
- Отчет о покрытии: Горячее цинкование легкой арматурной сетки.
- Заблуждения: Процесс горячего цинкования оказывает вредное воздействие на механические свойства специальных сталей. Правда или ложь?
- Уголок Уолтера: Введение и история горячего цинкования в горнодобывающей промышленности.
×
V o L UM E 3 , выпуск 3: август 2006 (28)
- 11111111. победители в категориях и заявки.
- 2. Горячее цинкование центральных шарниров.
- 3. Птицефабрика Риверсмид.
- 4. Молочная ферма Fairacres.
- 5. Karan Beef – предприятие мирового уровня.
- 6. Горячеоцинкованные кабельные лестницы – отчет о проверке качества.
- 7. Выбор кабеленесущих систем, которые удовлетворяют как конструктивным требованиям, так и оптимальной стоимости жизненного цикла.
- 8. Butterworth Metal Industries, Transkei (Pty) Ltd. – профиль компании.
- 9. Дуплексные покрытия: Как экономика влияет на изменение затрат на техническое обслуживание.
- 10. Отчет о покрытии: Горячеоцинкованные трубчатые электрораспределительные мачты – Цакане.
- 11. Профиль личности: Дерек ван Херден.
- 12. Заблуждения : Горячеоцинкованные конструкции, заглубленные или частично заглубленные в почву, такие как ячеистые мачты, опоры линий электропередач и столбы уличного освещения, со временем приведут к вымыванию токсичных уровней цинка в окружающую землю. Правда или ложь?
- 13. Уголок Уолтера : Как работает горячее цинкование в условиях погружения?
- 14. Отчет Intergalva 2006.
- 15. Комментарии читателей – Как выбрать цинксиликатные грунтовки.
- 16. Уолтер Гордон Стюарт Барнетт: 41 год в отрасли.
- 17. Известный специалист по горячему цинкованию неохотно решает покончить с этим – Билл Гарви.
- 18. Приглашенный автор: Как и свет, люди и компании могут быть одновременно разными вещами, Боб Эндрю.
×
V o L UM E 3 , выпуск 2: июнь 2006 г. (27)
- Высокая частота или сварка.
- Автоматические установки горячего цинкования труб и труб.
- Испытание на адгезию к горячеоцинкованным трубам.
- Почему вентиляционные отверстия чрезвычайно важны, когда закрытые трубчатые компоненты должны подвергаться горячему цинкованию погружением.
- Грузоперевозки и машиностроение (T&E): профиль компании.
- Резервуары для воды секционные из штампованной стали.
- Детские игровые насосы.
- Наливное хранилище воды.
- Основная маркетинговая цель HDGASA.
- Обновление MERSETA и развитие навыков.
- Горячее цинкование погружением: шаги, необходимые для получения качественного продукта.
- От решения конечного пользователя/заказчика использовать горячее цинкование погружением в качестве предпочтительного антикоррозионного покрытия до получения готовых компонентов – площадка и общий опыт.
- Дуплексные покрытия : Гарантии и гарантии.
- Дуплексные покрытия: Переработка граната в цеху и в полевых условиях.
- Отчет о коррозии: Коррозия горячеоцинкованных труб, используемых для рециркуляции шахтных вод.
- Отчет о коррозии: Горячеоцинкованные платформы насосных станций.
- Профиль личности: Сью Кларк.
- История успеха: Резервуар для хранения воды из прессованной стали типа «Брейтуэйт».
- Заблуждения: Горячее цинкование арматурной стали для бетона работает только в том случае, если оно вам не нужно. Правда или ложь?
- Уголок Уолтера: Красивое покрытие не обязательно является хорошим покрытием.
- Приглашенный автор: Повышенная сила мозга может привести к большей силе воли, Боб Эндрю.
×
V o l um e 2 , Выпуск 2: 23 июня 2005 г. (23 июня 2005 г.)0112
- Монтажный болт или монтажный сварной шов, дебаты продолжаются! Спенсер Эрлинг, SAISC
- Горячее цинкование резьбовых деталей погружением.
- Болтовые соединения, подробное исследование с таблицами.
- Приемлемое/неприемлемое состояние поверхности компонентов центрифуг.
- Крепеж, оцинкованный методом горячего погружения, обладает отличной стойкостью к истиранию.
- SA Bolt Manufacturers: профиль компании.
- CBC Fasteners: профиль компании.
- Avlock International – замковые системы крепления: профиль компании.
- Tel-Screw Products (Pty) Ltd: профиль компании.
- Саморезы.
- Распорные болты.
- Оценка саморезов с покрытием.
- Новая спецификация покрывающих крепежных элементов для облицовки крыш и стен.
- Коррозия кровельных креплений и уплотнений.
- Характеристики саморезов с покрытием.
- UPAT S.A. (Pty) Ltd: профиль компании.
- Резьбовая защита на приварных гайках.
- Impala Bolt @ Nut A. (Pty) Ltd: профиль компании
- National Socket Screws: профиль компании.
- Bascol (Pty) Ltd.: профиль компании.
- WLS Fastener Manufacturing Company cc: профиль компании.
- Стандартизация прижимных болтов. Сравнение покрытий крепежных деталей
- — таблица.
- Ideal Bolt: профиль компании.
- Типы креплений и матрица наличия.
- Горячеоцинкованные болты по-прежнему «блестят», в то время как ограждения обесцвечиваются и подвергаются коррозии.
- «Цинкалум» по сравнению с горячим цинкованием погружением.
- Увеличение возможности получения качественного покрытия методом горячего цинкования.
- Оценка материала и покрытия для обочин железнодорожных шпал – Pandrol, Южная Африка.
- Материалы для ремонта покрытий с горячим цинкованием – сравнение с точки зрения требований спецификации.
- Дефекты профилей резьбы могут повлиять на качество покрытия.
- Надлежащая защита от коррозии.
- ГАИСК обновляет «Красную книгу». Спенсер Эрлинг.
- Влияние температуры на сталь с содержанием углерода 0,20%.
- Представляем конструкционную сталь SANS 1431 марки 350WA.
- Приглашенный писатель : Местные знания бушменов имеют отношение к современному управлению бизнесом и лидерству.
- Профили личности : Том Мотлхейк и Джон Нгвенья.
- История болезни : Железнодорожный вокзал Митчелсплейна/транспортная развязка.
- Уголок Уолтера : Борьба с обычным врагом коррозии (Часть 2).
- Заблуждения : Горячее цинкование погружением обеспечивает как барьерную, так и катодную защиту, поэтому небольшие стальные поверхности без покрытия не имеют значения, поскольку они не будут влиять на общий срок службы покрытия, препятствующего коррозии. Правда или ложь?
×
В o l um e 2 , выпуск 1: март 2005 г. (22)
- Горячее цинкование листового металла, включая таблицы спецификаций.
- Легкая стальная конструкция на рынке жилья.
- Гофрированное железо выдержало испытание временем.
- Горячее цинкование проволоки погружением: подробное исследование. Система поддержки раствора
- Meshpack превосходит древесину в качестве поддержки забоя.
- Защита мостов габионными корзинами: мост Риви-Риви, Малави.
- Новый отчет о производительности оцинкованной проволоки в сельскохозяйственной промышленности Южной Африки.
- Награды Eskom за горячее цинкование погружением, 2005 г.: критерии и прием заявок.
- 2004 Награды: выдающиеся проекты и победители в категориях.
- Профиль личности : Эл Стратфорд.
- Цинк, по-видимому, улучшает синдром детской гиперактивности.
- Приглашенный автор : Производительность — это постоянное стремление человека к совершенствованию, а не показатель, призванный произвести впечатление на инвесторов, Стив Джобс.
- Заблуждения : Как только пятна ржавчины появляются на подвергшейся атмосферным воздействиям поверхности, оцинкованной методом горячего погружения, вы можете быть уверены, что покрытие достигло конца своего защитного срока службы. Правда или ложь?
- История болезни : Горячеоцинкованные стальные конструкции, использованные для расширения моста через реку Стормс в декабре 1986 года.
- Уголок Уолтера : Коррозия — общий враг (Часть 1)
- Рецензия на книгу : «Стальная арматура HDG в конусе», Стивен Йоманс.
×
V O L UM E 1 , выпуск 2: ноябрь 2004 г. (21)
- Контроль качества. Dip Dip. Dip. Dip.
- Оценка дуплексной системы по сравнению с многослойной системой лакокрасочного покрытия.
- История болезни : Подстанция Saldanha Blouwater компании Eskom.
- Обучение: операторы установок горячего цинкования. Сталь
- также экологически устойчива.
- Горячее цинкование погружением и окружающая среда.
- Проект : Стены коттеджа из габионов в заповеднике Квандве.
- Почетные пожизненные члены: Дэйв Скотт и профессор Денис Твигг.
- Заблуждения : Горячеоцинкованные поверхности чрезвычайно трудно покрыть краской по эстетическим соображениям или для дополнительной защиты. Правда или ложь?
- Уголок Уолтера : Некоторые мысли о коррозии и защите от коррозии.
- Управление компаниями сердцем и головой, Боб Эндрю.
×
V O L UM E 1 , выпуск 1: август 2004 г. (20)
- 2004 DIP -ESKM DIPAN AWARDS AWARSS AWARSS AWARSS AWARSSIS представлены записи.
- Факты использования горячеоцинкованной арматуры в бетоне.
- Горячеоцинкованные опоры открывают возможности для распределения электроэнергии по регионам: вклад IZA.
- Связанные спецификации горячего цинкования погружением и эквивалент SANS.
- Проект : Мохальские подъездные пути и мост.
- Проект : Пешеходный мост Эшоу.
- Заблуждения : Укажите горячее цинкование погружением в тяжелых условиях или гальваническое покрытие кадмием для превосходной защиты крепежных изделий от коррозии. Механическое воздействие гаечного ключа повредит покрытие. Правда или ложь?
- Уголок Уолтера : Можем ли мы существовать без цинка?
×
Маркировка стальных труб, стальных фланцев, фитингов под сварку встык, клапанов, крепежных деталей
Кодекс ASME B31.3 требует выборочной проверки материалов и компонентов для обеспечения соответствия перечисленным спецификациям и стандартам. B31.3 также требует, чтобы эти материалы не имели дефектов. Стандарты и спецификации компонентов имеют различные требования к маркировке.
Стандарт MSS SP-25
MSS SP-25 является наиболее часто используемым стандартом маркировки. Он содержит множество конкретных требований к маркировке, которые слишком длинны, чтобы их перечислять в этом приложении; обращайтесь к нему, когда необходимо подтвердить маркировку на компоненте.
Название и требования
Стандартная система маркировки для клапанов, фитингов, фланцев и соединений
- Название производителя или товарный знак
- Номинальное обозначение
- Обозначение материала
- Обозначение расплава – согласно спецификации
- Обозначение трима клапана – клапаны только при необходимости
- Обозначение размера
- Идентификация резьбовых концов
- Обозначение кольцевого соединения
- Допустимое отсутствие маркировки
Особые требования к маркировке
- Требования к маркировке фланцев, фланцевых фитингов и фланцевых соединений
- Требования к маркировке резьбовых фитингов и накидных гаек
- Требования к маркировке фитингов и соединений для сварки и пайки
- Требования к маркировке клапанов из цветных металлов
- Требования к маркировке чугунных клапанов
- Требования к маркировке клапанов из ковкого чугуна
- Требования к маркировке стальных клапанов
Требования к маркировке Стальная труба (некоторые примеры)
ASTM A53
Труба, стальная, черная и горячеоцинкованная, с цинковым покрытием, сварная и бесшовная
- Наименование торговой марки производителя
- Тип трубы (например, ERW B, XS)
- Номер спецификации
- Длина
ASTM A106
Бесшовные трубы из углеродистой стали для эксплуатации при высоких температурах
- Требования к маркировке A530/A530M
- Номер плавки
- Гидро/NDE Маркировка
- “S” для дополнительных требований, как указано (отожженные трубы со снятыми напряжениями, испытание под давлением воздуха под водой и стабилизирующая термообработка)
- Длина
- Номер расписания
- Вес для NPS 4 и больше
ASTM A312
Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
- Требования к маркировке A530/A530M
- Частный идентификационный знак производителя
- Бесшовные или сварные
ASTM A530/A530A
Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
- Наименование производителя
- Класс спецификации
Требования к маркировке Фитинги (некоторые примеры)
ASME B16. 9
Фабричные фитинги для сварки встык из кованой стали
- Название производителя или товарный знак
- Идентификация материала и продукта (обозначение класса ASTM или ASME)
- “WP” в символе класса
- Номер спецификации или номинальная толщина стенки
- НПС
ASME B16.11
Кованые фитинги, сварка враструб и резьба
- Название производителя или товарный знак
- Идентификация материала в соответствии с соответствующим ASTM
- Символ соответствия продукции, либо “WP”, либо “B16”
- Обозначение класса — 2000, 3000, 6000 или 9000
Если размер и форма не позволяют использовать все вышеперечисленные маркировки, их можно не наносить в порядке, обратном указанному выше.
MSS SP-43
Фитинги для сварки встык из кованой нержавеющей стали
- Название производителя или товарный знак
- “CR”, за которым следует идентификационный символ материала ASTM или AISI
- Номер спецификации или обозначение номинальной толщины стенки
- Размер
Требования к маркировке Клапаны (некоторые примеры)
Стандарт API 602
Компактные стальные задвижки — фланцевые, резьбовые, сварные и с удлиненными концами корпуса
- Клапаны должны быть маркированы в соответствии с требованиями ASME B16. 34
- Каждый клапан должен иметь идентификационную табличку из коррозионностойкого металла со следующей информацией.0136 – Материал корпуса
– Материал отделки - Корпуса клапанов должны быть маркированы следующим образом. , 600, 800 или 1500
ASME B16.34
Клапаны — фланцевые, с резьбой и под приварку
- Название производителя или товарный знак
- Материал корпуса клапана Литые клапаны — Номер плавки и класс материала Кованые или сборные клапаны — Спецификация ASTM и класс
- Рейтинг
- Размер
- Если размер и форма не позволяют использовать все вышеперечисленные маркировки, они могут быть опущены в порядке, обратном указанному выше
- Для всех клапанов на идентификационной табличке должно быть указано применимое номинальное давление при 100F и другие маркировки, требуемые MSS SP-25
Требования к маркировке крепежных изделий (некоторые примеры)
ASTM 193
Спецификация болтовых материалов из легированной и нержавеющей стали для работы при высоких температурах
- Марка или идентификационные символы производителя должны быть нанесены на один конец шпилек диаметром 3/8 дюйма и более и на головки болтов диаметром 1/4 дюйма и более
ASTM 194
Спецификация гаек из углеродистой и легированной стали для болтов для работы при высоком давлении и температуре
- Идентификационный знак производителя. 2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки)
Типы методов маркировки
Существует несколько методов маркировки труб, фланцев, фитингов и т. д., например…
Штамповка
оттиск)
Трафаретная краска
Создает изображение или рисунок путем нанесения пигмента на поверхность поверх промежуточного объекта с промежутками в нем, которые создают узор или изображение, позволяя пигменту достичь только некоторых частей поверхности.
Другими методами являются валковая штамповка, чернильная печать, лазерная печать и т. д.
Маркировка стальных труб
Маркировка стальных фланцев
Источник изображения принадлежит..www.weldbend.com
Маркировка фитингов для сварки встык
Источник изображения принадлежит..www.weldbend.com
Маркировка металлов в черной металлургии
Скорость, глубина маркировки и надежность . Технология, которую они используют, делает их самыми быстрыми на рынке.
Бесшумная и эффективная маркировка с использованием иглы из карбида вольфрама или алмаза, обеспечивающая точный и глубокий результат.
COUTH лазерная маркировка скоростная. Стабильность выходной мощности обеспечивает высокую и длительную производительность.
СЕКТОРЫ
МАРКИРОВКА В МЕТАЛЛУРГИЧЕСКОМ СЕКТОРЕ
Что-то, что мы хорошо усвоили в промышленном развитии, это то, что мы должны всегда отслеживать все части и компоненты машин, которые мы используем, а также объекты, которые они производят. По этой причине должным образом 9Маркировка металла 0111 является одной из наиболее эффективных и наиболее распространенных процедур при производстве различных деталей .
Благодаря этому отслеживанию вы можете точно определить, насколько эффективна каждая часть или элемент, и принять соответствующие меры безопасности в случае потери, дефекта или отказа.
В сталелитейной и металлургической промышленности, с материалами, с которыми она работает, это отслеживание имеет решающее значение .
ПЬЕЗА
ЧАСТИ ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ГОРЯЧАЯ МАРКИРОВКА
COUTH ® предлагает решения для маркировки в самых сложных условиях, таких как маркировка металлических или стальных деталей при температуре свыше 900°C, с особым вниманием к качеству и глубине разборчивой маркировки, даже после процесса охлаждения.
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
COUTH ® предлагает различные решения для маркировки металлических конструкций.
Соответствие определенным характеристикам является обязательным для получения знака ЕС на основе стандарта EN1090. ЮГ ® предлагает различные решения для маркировки металлических профилей с помощью точечной гравировки, разметки и лазера.
STEEL TOWERS
COUTH ® предлагает специальные решения для маркировки стальных профилей на опорах высокого напряжения.
В подавляющем большинстве случаев необходима глубокая маркировка, т.к. на них потом наносится покрытие. Это покрытие необходимо для соответствия нормам ЕС по маркировке, согласно которым компоненты, подверженные воздействию погодных условий, должны соответствовать условиям долговечности, определенным в стандарте EN1090-2.
РЕЙКИ
Как и многие другие детали в черной металлургии, железнодорожные рельсы могут маркироваться как горячие, так и холодные.
Маркировочные блоки COUTH ® могут наносить глубокие отметки на большой скорости. Поскольку машина может быть интегрирована в производственный процесс рельсов, время цикла сокращается, а это означает, что инвестиции окупаются намного быстрее.
Из чего состоит маркировка металлических деталей?
Маркировка металлических деталей состоит из процесса гравировки или маркировки материала рядом данных в текстовом или числовом формате, которые дают различную информацию об изготовлении детали.
Метки можно наносить на различные материалы. Однако в металлургической промышленности маркировка нержавеющей стали и маркировка металлов, таких как золото, например, стали стандартизированными процессами.
Методы маркировки металлов
В Couth мы производим маркерные машины с различными методами маркировки металлов и нержавеющей стали:
- Точечная маркировка . Это металлическая метка, в которой используется техника нанесения точек на поверхность металла. Этот метод обеспечивает точную гравировку с отличной разборчивостью на детали.
- Разметочная маркировка . С помощью иглы из карбида вольфрама или алмаза этот маркирует металлические детали , сплавы и даже некоторые виды стойкого пластика, делая тонкие и очень точные надрезы. Это также бесшумная система маркировки.
- Лазерная маркировка. Один из самых новаторских методов, используемых в металлургической маркировке железа и стали, особенно для серийного производства. При этом используется лазер для точной гравировки материала. Огромным преимуществом является его долговечность во времени и при использовании детали.
Важность маркировки металла в черной металлургии
Маркировка нержавеющей стали, а также маркировка металла для таких деталей, как золотые слитки, в настоящее время является важным шагом как в черной металлургии, так и в производстве и сборке процессы.
Например, это действие по маркировке металлических деталей может предоставить огромное количество информации , которая действует не только для отслеживания компании, которая произвела продукт, но и для всего жизненного цикла детали, от распределения до конечного использования.
Что может включать код, указанный на детали? Разнообразная информация, которая будет зависеть от самой детали: дата изготовления и срок годности, номер партии и серийный номер, а также другие важные характеристики, которые должны быть включены в маркировку.
Типы идентификации, используемые при маркировке металлов
Существует множество способов идентификации материалов и деталей. В последние годы эта технология также эволюционировала, чтобы адаптироваться к текущим потребностям в каждом секторе. Некоторые из наиболее широко используемых:
- Один из самых популярных на рынке. Благодаря дизайну с полосами и пробелами он хранит закодированную информацию, которую можно прочитать с помощью специального считывателя. Одним из самых последних способов маркировки является QR-код.
- Код матрицы данных. Очень похож на штрих-код, за исключением того, что его двумерная система обеспечивает большую емкость для хранения информации.
- DPM или прямая маркировка деталей. Эта система наносит индивидуальную и постоянную маркировку характеристик данной конкретной детали. Это обеспечивает большую прослеживаемость на протяжении всего жизненного цикла.
Будущее черной металлургии в маркировке металлических деталей
В условиях все более глобализированного мира с высоким уровнем потребления маркировка нержавеющей стали и других материалов с каждым днем совершенствуется и становится все более специализированной.
С развитием технологий, более широким доступом к ним и взаимосвязью в будущем мы увидим более совершенные методы, гарантирующие не только процесс, но и долговечность маркировки и, следовательно, их информативность и полезность на протяжении всего процесса. система промышленного производства.
Компания Couth, являющаяся экспертом в области маркировки металлов, предлагает наилучшие решения для ваших нужд.
ВИДЕО
БОЛЬШЕ О МАРКИРОВКЕ В МЕТАЛЛУРГИЧЕСКОМ СЕКТОРЕ
Сварная оцинкованная стальная решетка – типы, маркировка и характеристики
Главная >> Продукция из стальной решетки
Оцинкованная стальная решетка
Как производится оцинкованная стальная решетка?
Решетка стальная горячеоцинкованная изготовлена из плоской несущей стали и стержней, облицованных с определенными расстояниями и конструкциями отверстий. Оригинальная пластинчатая панель сваривается на сварочном аппарате с высоким сопротивлением давлению, затем проходит резку, надрез, открытие, окантовку и другую глубокую обработку, чтобы стать готовыми стальными решетчатыми изделиями в соответствии с требованиями заказчика.
Типы решеток из оцинкованной стали в зависимости от обработки, различия поверхности:
Решетки из оцинкованной стали горячего погружения можно разделить на два типа в зависимости от обработки: решетка из оцинкованной стали, сваренная под давлением, и решетка из оцинкованной стали с замком.
В зависимости от формы поверхности, решетку из оцинкованной стали можно разделить на четыре типа:
решетка из оцинкованной стали с зубчатой поверхностью, решетка из оцинкованной стали плоского типа, тип I и решетка из композитной оцинкованной стали.
Оцинкованная решетка. Классификация:
1. Обычная горячеоцинкованная решетка:
. Максимальная рабочая высота решетки из оцинкованной стали составляет 100 мм. Длина решетки обычно менее 2000 мм.
2, Общая решетка из горячеоцинкованной стали:
Несущий плоский стержень и поперечный стержень имеют одинаковую высоту, а глубина выреза составляет 1/2 от несущего плоского стального листа. Высота решетки не более 100 мм. Длина решетки обычно меньше 2000 мм.
3 , Горячеоцинкованная стальная решетка специального типа Shade:
Плоский стальной стержень имеет желоб, открывающийся на 30° или 45°. Канавка представляет собой запирающий рычаг, прижатый к плоской прорези. В зависимости от потребностей могут быть изготовлены различные интервалы, размеры. Материалами могут быть углерод, нержавеющая сталь, алюминий и другие материалы. Высота стальной решетки этого типа составляет менее 100 мм.
4 , Сверхпрочная оцинкованная решетка:
Плоский стержень и поперечные стержни кусают друг друга при прессовании под давлением 1200 тонн. Этот тип горячеоцинкованной стальной решетки применяется для проектов с большими пролетами и тяжелыми нагрузками.
Метод идентификации:
Как маркировать и идентифицировать решетчатые изделия из горячеоцинкованной стали?
( 1 ) Расстояние между центрами плоских стержней из горячеоцинкованной стальной решетки: Маркировка в соответствии с серией: серия 1 – 30 мм; серия 2 – 40 мм; 3 серия 60 мм.
( 2 ) Расстояние между центрами перемычек из горячеоцинкованной стальной решетки: серия 1 – 100 мм, серия 2 – 50 мм. Другие характеристики могут быть изменены.
( 3 ) Горячеоцинкованная стальная решетка из плоской стали: Материал Q235A или нержавеющая сталь. Распространенный тип плоских, нескользящих зубчатых и раздел I типа. Общие характеристики: 20*5, 25*5, 25*3, 32*5, 30*5, 40*5, 40*3, 50*5, 65*5, 75*6, 100*8, 100*10 и так далее.
( 4 ) Обозначение поперечного стержня для решетки из горячеоцинкованной стали: Материалы: стержень из нержавеющей стали Q235A или 304, витая сталь, квадратная сталь или шестигранная сталь. Крученый квадратный стальной стержень изготавливается из стального стержня, вытянутого из квадратной формы, общие характеристики витого квадратного стержня составляют 5 * 5,6 * 6,8 * 8 мм и так далее.
Особенности и преимущества:
Экономия материала: Стальная решетка является наиболее экономичной несущей конструкцией при тех же условиях нагрузки, и, соответственно, ее использование также может уменьшить материал несущей конструкции.
Сокращение инвестиций: экономия материалов, рабочей силы, провинциальный период. Без очистки и обслуживания.
Конструкция проста: Один человек может установить и зафиксировать стальную решетку в предварительно установленной несущей конструкции с помощью болтов или сварки.
Период сохранения: Без обработки на месте, установка очень быстрая.
Прочный: с антикоррозионной обработкой горячим цинкованием. Высокая устойчивость к ударам и тяжелым нагрузкам.
Современный стиль: дизайн с хорошим внешним видом, воздухом и светом, создающий общее ощущение современности.
Легкая конструкция: Меньше материала, легкая конструкция и легкий подъем.
От загрязнения Исполнение: не скапливается дождь, снег и пыль.
Снижение сопротивления ветру: благодаря хорошей вентиляции меньше сопротивление ветру и меньше повреждений от ветра.
Простая конструкция: не нужны маленькие балки, простая конструкция, предназначенная для упрощения; детали конструкции решетки не нужны, вы можете указать только модель, мы можем разработать схему решетки.
Решетка стальная оцинкованная также имеет хорошие вентиляционные, светотехнические, тепловые, взрывоопасные, противоскользящие свойства. Он также обладает хорошей устойчивостью к кислотной коррозии: в диапазоне от PH 6 до PH 12,5. Слой цинка на поверхности образует прочную защитную пленку и обладает хорошей коррозионной стойкостью.
Применения
Горячеоцинкованная стальная решеткаХарактеристики: высокая прочность, легкая конструкция: прочная решетчатая структура, поэтому она имеет высокую нагрузку, легкая конструкция, легкий подъем и другие характеристики.
С указанными выше характеристиками, горячеоцинкованная стальная решетка широко используется в нефтехимии, электростанциях, водоочистных сооружениях, очистных сооружениях, коммунальном строительстве, экологическом строительстве и других областях, пешеходных дорожках, мостах, покрытиях канав, крышках, лестницах, заборах и т. д.
Оцинкованная стальная решетка, стальная решетка
Машины для лазерной маркировки металла для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser
Лазерные машины для маркировки металла для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser- США (английский)
- США (английский)
Лазерная гравировка и нанесение штрих-кодов, серийных номеров, текста и логотипов на металл с помощью станка для маркировки металла Epilog Laser. Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши волоконные лазерные станки идеальным выбором для ваших требований к маркировке металла и пластика.
Волоконные лазеры Epilog Fusion Edge и Fusion Pro
Волоконные лазерные станки Fusion Edge и Fusion Pro оснащены планшетными машинами Epilog Laser, пакетом программного обеспечения Epilog для улучшения и повышения 7-дюймовый (18 см) светодиодный сенсорный экран на лазере и нашу не требующую особого ухода систему SafeGuard™.
Планшетные волоконные лазерные граверы Epilog — универсальный выбор для маркировки металлических и инженерных пластиковых деталей. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0005
| Fusion Edge 12 | Фьюжн Про 24 | Фьюжн Про 36 | Фьюжн Про 48 | |
| Рабочая зона | 24 x 12 x 7 дюймов (610 x 305 x 178 мм) | 24 x 24 x 9 дюймов (610 x 610 x 228 мм) | 36 x 24 x 9 дюймов (914 x 610 x 228 мм) | 48″ x 36″ x 12,25″ (1219 x 914 x 311 мм) |
| Опции лазера | CO2 или волокно | CO2, оптоволокно или двойной источник | CO2 или двойной источник | CO2 или двойной источник |
| СО2 | 30, 40, 50 или 60 Вт | 60 или 80 Вт | 80 или 120 Вт | |
| Волокно | 30 Вт | 30 или 50 Вт | н/д | н/д |
| Двойной источник | н/д | CO2: 60 Вт / оптоволокно: 30 Вт | CO2: 60 Вт / оптоволокно 30 Вт CO2: 80 Вт / оптоволокно: 50 Вт | CO2: 120 Вт / оптоволокно: 50 Вт |
| Камеры IRIS™ | 1 накладные расходы | 2 накладные + регистрация | ||
Какие материалы гравирует и маркирует волоконный лазер:
- Нержавеющая сталь
- Алюминий
- Титан
- Латунь
- Медь
- Серебро
- Золото
- Закаленные металлы
- Железо
- и многое другое!
Полный список материалов