Маркировка сверла по металлу: какие лучше, виды, маркировка, как выбрать
alexxlab | 15.01.2023 | 0 | Разное
Сверла по металлу – как выбирать по маркировке?
Сверла по металлу широко используются в повседневной практике специалистов-строителей и домашних мастеров. Сверла это расходный материал, поэтому они быстро расходуются, их арсенал необходимо пополнять. Купить сверла, подходящие не только для дрели, перфоратора, но и для материала, в котором необходимо проделать отверстия – задача не из простых.
Любые сверла выбрать непросто, но сверла по металлу подобрать сложнее всего. Их выбор зависит от вида обрабатываемого металла, угол заточки для каждого вида металла при этом существенно отличается. Так, например, для изделий из титана используется сверло с углом заточки 22 градуса, а для изделий из стали – с углом 15 градусов и меньше. Сверла отличаются не только углом заточки, но и маркировкой. Попробуем разобраться в ассортименте сверл и маркировке вместе.
Сверла прошлого века: качество материалов прошлого столетия
Несколько десятилетий назад выбор вариантов для изготовления сверл был не таким обширным.
Если же сверла закаливали или применяли химико-термическую обработку, то прочность изделий становилась еще выше. Теперь производители используют другие материалы и маркировку, отличную от изделий прошлого века. Специалисты же помнят качество инструмента тех лет и с удовольствием покупают сверла на стихийных рынках, где можно встретить их с налетом ржавчины, но все таких же прочных и качественных.
Сверла по металлу – особенности изделий
Сверла по металлу используют для сверления чугуна, изделий из цветных металлов, сплавов, а также легированной и нелегированной стали. Для сверления металла применяют спиральные сверла, которые представляют собой стержень с продольными канавками по бокам, через которые отводится металлическая стружка. Хвостик сверла по металлу может иметь цилиндрическую, шестигранную или коническую форму, от формы зависит способ крепления сверла в инструменте.
Для сверления металла применяют спиральные сверла, которые представляют собой стержень с продольными канавками по бокам, через которые отводится металлическая стружка. Хвостик сверла по металлу может иметь цилиндрическую, шестигранную или коническую форму, от формы зависит способ крепления сверла в инструменте.
Современные сверла изготавливают из той же быстрорежущей стали, только обрабатывают ее несколько иначе: с помощью титана, кремния и различных составов, их могут также обрабатывать паром.
Маркировка сверл: условные обозначения для специалиста
Маркировка сверла отражает диаметр изделий, могут быть сверла с диаметром 2 мм и выше. Если диаметр не нанесен на сверла, то он составляет менее 2 мм. Если диаметр сверла превышает 3 мм, то кроме цифр, маркировка содержит код, характеризующий класс точности инструмента, и данные о его производителе.
Код сверла начинается с буквенного обозначения, обычно это буква Р. Далее следует цифровой код, указывающий на содержание добавок в составе материала для изготовления сверл: К4– это сверла с кобальтом, М6 – сверла с молибденом и т. д.
д.
Импортные сверла имеют свою маркировку, например Din345, Din338 или HSS. В нашем интернет-магазине можно приобрести сверла превосходного качества по доступной цене. Обращайтесь к нашим консультантам за помощью и советом.
Сверла по металлу – выбираем по цвету и маркировке
Выбираем сверло по металлу для дачи
Как выбрать сверло для работ на даче по цвету
Сверла по металлу бывают трех цветов – черные, золотистые и серые. И это абсолютно не имеет никакого отношения к желанию производителя сделать изделие более привлекательным. Расцветка является техническим обозначением, и зависит от особенностей производства и наличия обработки. Поэтому я всегда обращаю внимание на цвет при выборе сверла.
Черные изделия проходят специальную обработку, благодаря которой становятся более выносливыми, износостойкими. Обрабатывают сверло с применением перегретого пара. Такой товар прослужит в течение длительного времени.
Выбираем качество сверла по цвету
Золотистые изделия также подвергаются обработке, но по другой технологии. К примеру, с использованием отпуска, снимающего внутреннее напряжение. Сверху такие сверла покрывают слоем нитрида титана. Благодаря такой обработке они получаются очень прочными, при работе с ними трение, а значит и температура нагрева понижается.
К примеру, с использованием отпуска, снимающего внутреннее напряжение. Сверху такие сверла покрывают слоем нитрида титана. Благодаря такой обработке они получаются очень прочными, при работе с ними трение, а значит и температура нагрева понижается.
Серые изделия не подвергаются никакой обработке, поэтому служат не так долго, но и стоят дешевле. Золотистые сверла считаются самыми лучшими и долговечными, поэтому и их стоимость выше остальных.
О чем говорит маркировка сверла
На поверхность сверла в месте фиксации в электроприборе наносят маркировку. Как правило, она начинается с буквы Р, обозначающей быстрорежущую сталь.
Затем идет буква с числами, благодаря которым вы можете узнать, какие примеси есть в сплаве, и каково их соотношение к общему объему. Например, К6 – 6 частей кобальта, М3 – 3 части молибдена и так далее. Если видите на изделиях маркировку HSS или Din, то перед вами импортный товар.
Также на сверла наносят маркировки точности сверления:
- В и В1 – нормальная;
- А1 – повышенная.


Изделия с повышенной точностью необходимы, если нужно сделать отверстия с точностью до миллиметра. Такие сверла стоят дорого, поэтому покупать их стоит лишь при крайней необходимости. Для обычных бытовых целей подходят инструменты с нормальной точностью.
На что влияет угол заточки сверла
Обычно, перед началом работ на даче, можно определить для чего именно вы будете использовать сверло, и какой металл хотите сверлить. Чтобы изделие меньше изнашивалось и быстрее проходило через обрабатываемый материал, обратите внимание на угол заточки.
Угол заточки металла влияет на скорость высверливания и нагрев сверла и материала
Чем меньше угол заточки, тем для более мягкого металла подходит сверло. Например, для твердых материалов подойдет оснастка 130-140 градусов, а для мягких – 100. Более конкретно можно уточнить у консультанта, объяснив какие работы собираетесь выполнять.
Данные рекомендации помогут вам найти среди большого количества товаров прочное и качественное сверло.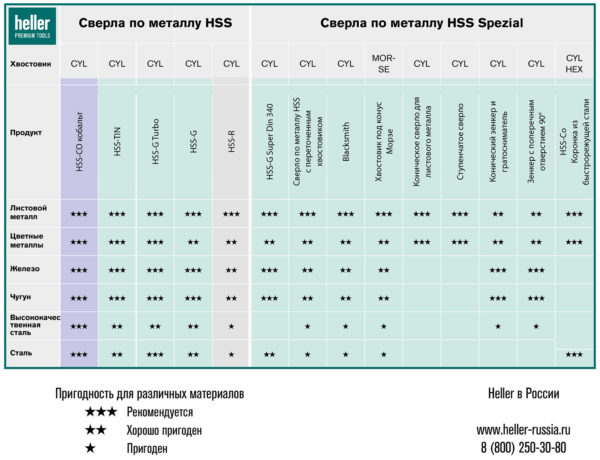 При покупке обращайте внимание на производителя, – лучше предпочесть изделие с фирменным обозначением, и заплатить чуть больше, чем потратить время, и через несколько дней прийти за новым сверлом.
При покупке обращайте внимание на производителя, – лучше предпочесть изделие с фирменным обозначением, и заплатить чуть больше, чем потратить время, и через несколько дней прийти за новым сверлом.
Куреньков Тарас Владимирович, садовод
Цеховая технология и 3-D CAD: Маркировка металла
Рисунок 1
Подробная модель буквы Z джобберской длины
показано спиральное сверло с прямым хвостовиком.
Примечание редактора: Если вы хотите загрузить файлы 3-D CAD, связанные с этой колонкой, щелкните здесь.
В выпуске этой колонки за декабрь 2014 г. мы продемонстрировали методы САПР для моделирования набора спиральных сверл с прямым хвостовиком и длиной от A до Z. Уровень детализации, который вошел в Рисунок 1 может показаться экстремальным, но подумайте о будущем 3D-печати. Вместо того, чтобы покупать сверло, просто сделайте его копию. Потомки благословят сегодняшних прилежных моделистов.
В этом месяце мы смоделируем коробку для этих бит. Он называется сверлильным индексом. Но сначала мы подумаем, почему в таблицах сверл указаны буквенные обозначения размеров сверл.
Питер Стабс из Уоррингтона, Ланкашир, Англия, записал Ланкаширский стандарт для калибра круглой проволоки примерно в 1735 году. Буквенные обозначения использовались для больших размеров и числовые обозначения для меньших размеров. До усилий Петра «число» соответствовало количеству протяжек ковки через редукционную оправку. Таким образом, стержень № 6 (диаметром 0,204 дюйма) меньше, чем стержень № 1 (диаметром 0,228 дюйма), потому что он прошел еще пять ступеней уменьшения.
Когда-то набор оправок в каждом магазине представлял собой стандартный набор стержней или проволоки, если хотите, из меди. Стабс собрал все, что смог найти в окрестностях Бирмингема, Англия, и усреднил результаты. Сегодняшние спиральные сверла с прямым хвостовиком размером с букву соответствуют таблицам диаметров проволоки Stubs.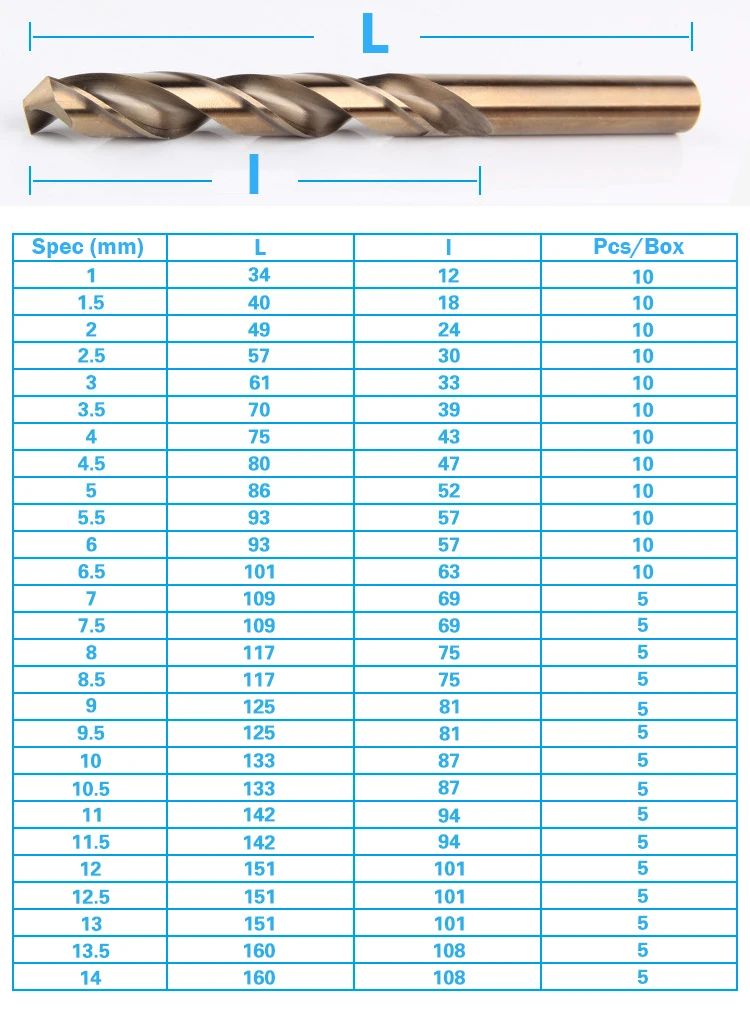
Назад к моделированию
Мы могли бы смоделировать числовой индекс детализации вместо буквенного индекса детализации, но время перестроения модели всего с 26 битами слишком велико. 97 моделей спиральных сверл, необходимых для сверл с числовым индексом, потребуют быстрой компьютерной системы или очень терпеливого жокея CAD. Кроме того, сверла большего размера легче увидеть на печатной странице.
Когда в 1933 году Э. Ф. Хуот запатентовал свой шкаф с индексированными сверлами, это был закрытый ящик с откидными панелями. У. Дж. Хуот усовершенствовал метод конструкции в 1951 г., а затем в 1975 г. Модель, показанная на рис.
Имея некоторый опыт работы с этим продуктом, мы знаем, что сверла иногда устанавливаются в перевернутом виде, что приводит к образованию острых краев при извлечении сверла из отверстия. Мы также знаем, что закрытие коробки может быть неприятным. Но штампы уже изготовлены. Руководство оператора не требуется.
Как операторы 3-D CAD, мы заинтересованы в проблемах CAD, которые представляет этот продукт. Мы отмечаем несколько особенностей листового металла: экструдированные круглые отверстия во фланце, рельефные надписи, защелки на крышке и цельные петли.
Для готовой 3D-модели мы хотим, чтобы дверь открывалась, а каталожные карточки со сверлами выдвигались наружу. Мы также хотели бы изучить отдельные сверла, возможно, отдельные части шкафа. Общий подход заключается в том, чтобы имитировать метод производства. Он представляет собой сборку из нескольких деталей из листового металла.
Вот набор сверл в сборе деталей из листового металла.
Чтобы подстегнуть интерес, для маркировки деталей мы будем использовать инструмент вырезания-вытягивания, вдавливания или формовки, в зависимости от того, насколько точно нам нужно реконструировать деталь.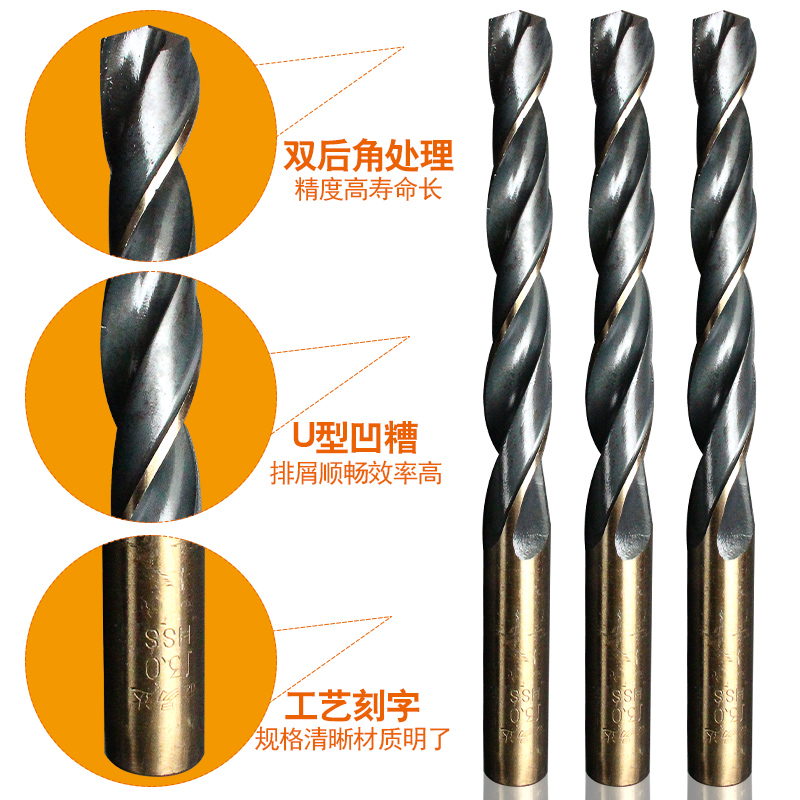 (Редактор поднял бровь, услышав волнение , но промолчал.)
(Редактор поднял бровь, услышав волнение , но промолчал.)
Основной корпус шкафа показан на рис. 3. Большую часть этого листового металла толщиной 24 дюйма (0,024 дюйма) легко моделировать. с базовой полкой, краевой полкой и инструментами для подгибки. Немного хитрым моментом являются четыре язычка точечной сварки. Небольшой зазор должен сохраняться в зоне сварки, чтобы позволить листовому металлу автоматически разворачиваться, даже если реальная деталь не будет иметь зазора.
Инструмент для подгибки использовался для создания петель. Эти петли лишь частично формируются перед установкой крышки. Когда крышка установлена, петли вставляются в показанные трубки.
Точно так же вкладки показаны как поставляемые , а не как штампованные . Вне прессы это простые штампованные L-образные выступы. Когда рама шарнира собрана на место, эти выступы забиваются в плоскую форму, как если бы они были загнуты мизинцем, чтобы зафиксировать раму на месте. Если бы мы занимались производством этого предмета, мы могли бы создать конфигурацию, показывающую L-образные выступы и шарнирные трубы как в штампованном, так и в собранном виде.
Нанесение вашего знака
Для маркировки патентной информации на фактическом изделии наносится металлический штамп. Выпуклость задней стенки шкафа здесь не моделируется. Для целесообразности эта маркировка детали была смоделирована как простая вырезка-выдавливание. Вот совет: используйте вспомогательную линию, чтобы найти набросанный текст.
Прежде чем перейти к крышке, отметим, что коробка имеет рельефную защелку крышки. Был смоделирован формовочный инструмент, чтобы представить внутреннюю часть этого штампованного элемента. Когда этот формовочный инструмент применяется к поверхности листового металла, программное обеспечение заботится об обновлении противоположной поверхности, как в реальном листовом металле.
Инструменты формовки имеют ограничения для предотвращения моделирования невозможных элементов листового металла. Например, внутренний радиус не может быть меньше нуля.
Тиснение с защелкой на крышке хорошо подходит для формовочного инструмента. Акцент на толщине калибра связан с тем, что она оказывает влияние на формующие инструменты. Как вы могли заметить, для этого проекта потребовалось несколько моделей формообразующих инструментов.
Акцент на толщине калибра связан с тем, что она оказывает влияние на формующие инструменты. Как вы могли заметить, для этого проекта потребовалось несколько моделей формообразующих инструментов.
Крышка имеет размер 22 (0,030 дюйма) и, как и коробка, довольно проста с точки зрения моделирования листового металла (см. Рисунок 4a и 4b ). Углы фланцев закруглены для безопасного обращения.
Чтобы смоделировать тиснение «DRILL INDEX», было целесообразно использовать бобышку-выдавливание, чтобы поднять надпись, а затем добавить небольшой радиус к граням букв, чтобы имитировать фактическое тиснение. На противоположной стороне детали был использован отступ, имитирующий ударный инструмент, используемый для чеканки букв. Это не общепринятое мнение, когда речь идет о технике моделирования листового металла, но результат действительно имитирует операцию чеканки в реальном мире.
Рисунок 3
Моделирование элементов листового металла включает использование
формовочные инструменты для прорезанных язычков, кромок для трубчатых петель и
кромки-фланцы для выступов точечной сварки.
(Еще одно предостережение: при использовании этого метода моделирования нет точного развертывания зон, созданных методом моделирования. Мы рекомендуем вам загрузить модель, чтобы изучить производный эскиз и преимущества отступа со смещением по сравнению с вырезом-выдавливанием.)
Тиснение логотипа FMA было создано с использованием эскиза, чтобы проследить контур логотипа. Этот эскиз был получен для моделирования ударной стороны и выдавлен для моделирования приподнятой стороны.
Закрытие крышки в этом проекте
Рама петли, показанная на рис. 5 для каталожных карточек, имеет толщину 24 калибра (0,024 дюйма). Выдавленные отверстия моделируются формовочными инструментами; требуются две модели формовочного инструмента. Длина выдавленных хвостовиков соответствует фактической детали, хотя изломанная и зазубренная кромка показана безупречной и гладкой. Оси каталожных карточек будут вставлены внутрь этих вытянутых отверстий.
Модель каталожной карточки имеет три конфигурации, по одной для каждой версии панели.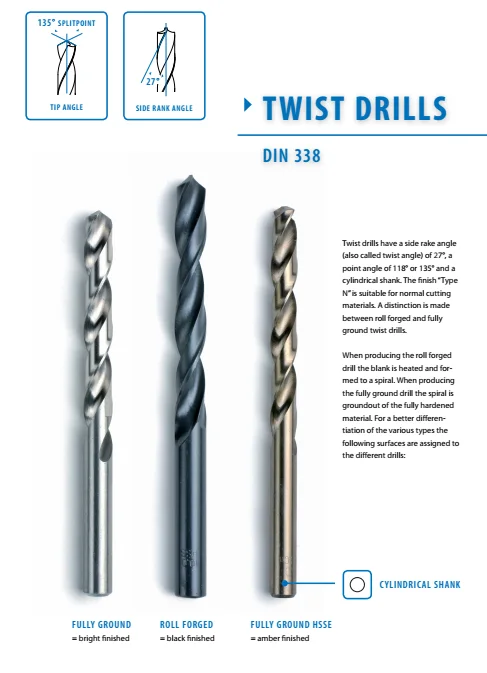 Это А-К, Л-С и Т-З. Карта A-K показана на рис. 6 .
Это А-К, Л-С и Т-З. Карта A-K показана на рис. 6 .
Вот еще один совет: функции, уникальные для каждой конфигурации, были сгруппированы в папки в диспетчере функций. Многие элементы скрыты, чтобы три учетные карточки различались в одном файле САПР. Таблица параметров используется для управления подавлением, а также размером элементов, зависящих от конфигурации.
Уравнения используются для расчета размера внутренней части штампованного фланца. Это можно было смоделировать с помощью формовочного инструмента, но в то время рядом был стандартный фланец из листового металла.
Каждая конфигурация картотеки имеет эскиз точек. Эти точки используются для позиционирования моделей буровых долот.
Надписи на каталожных карточках были смоделированы в виде приподнятых выступов. Необходимые выступы в салоне для создания выпуклых букв не моделировались. Мы надеемся, что вы завершите работу от нашего имени.
Как показано на Рисунок 7a , сборка состоит из учетных карточек, шарнирной рамы, коробки и крышки. Затем производится еще одна сборка со сверлами (см. , рис. 7b, ). Это имитирует реальный мир и полезно для документации спецификаций.
Затем производится еще одна сборка со сверлами (см. , рис. 7b, ). Это имитирует реальный мир и полезно для документации спецификаций.
Для демонстрации кинематического движения сборка из листового металла отлично подходит для наклона карт и закрытия крышки. Чтобы перемещать сверла, нам нужно либо сделать сборку верхнего уровня гибкой, либо отредактировать сборку из листового металла на месте.
Рисунок 4
(слева) Рельефная надпись приподнята над
внешний вид крышки. Крышка с защелкой по краю, закругленная
уголки и прорези для петель.
(слева) Смоделирована ударная сторона тиснения.
с помощью инструмента отступ. Для этой простой детали из листового металла
cut-extrude также послужил бы.
Вместо того, чтобы вставлять модель сверла в сборку 26 раз, она вставляется по одному разу для каждой из трех каталожных карточек. Каждая карта заполняется в соответствии с шаблоном сокетов, зависящим от конфигурации.
Чтобы продемонстрировать, чтобы заполнить каталожную карточку T-Z сверлами, одна модель сверл была вставлена в сборку и состыкована на месте. Его свойства были установлены для выбора правильного размера. Затем на основе эскиза был создан образец этого сверла (см. , рис. 8a, ). Вспомните шаблон эскиза для конкретной конфигурации, созданный в модели каталожной карточки.
Элементы этого шаблона затем были отредактированы, чтобы установить их свойства для выбора правильного размера сверла. Процесс прост: нажмите на компонент, выберите конфигурацию и нажмите OK (см. Рисунок 8b ). Однако время восстановления сверла замедляет процесс. Наберитесь терпения или приобретите быстрый компьютер. Возможно, преимуществом этого метода является то, что шаблон на основе эскиза позволяет изменять размер каталожной карточки, а сверла остаются в своих отверстиях.
Имейте в виду, что существует множество способов моделирования. Методы, продемонстрированные здесь, могут быть полезны для справки.
В результате получилась модель — Рис. 9 , — которая может оказаться удобной в эффектной презентации дизайна. Возможно, в скором времени это будет кормом для тиражирования.
Джеральд будет рад, если вы пришлете ему свои комментарии и вопросы. Вы не одиноки, и проблемы, с которыми вы сталкиваетесь, часто разделяют и другие. Разделите горе, и, возможно, мы все разделим радость от нахождения ответов. Пожалуйста, присылайте свои вопросы и комментарии на [email protected].
DrillMaster™ — Laser Photonics
Лазер для маркировки буровых долот
Лазерная башня DrillMaster™ — это специализированная волоконно-лазерная система, предназначенная для маркировки нескольких буровых долот с высокой скоростью. Система может быть настроена различными способами для обработки различных деталей инструмента. Благодаря возможностям маркировки с высоким разрешением система маркировки сверла Laser Photonics DrillMaster™ является наиболее гибкой системой маркировки и гравировки промышленного класса в отрасли обработки 3D-материалов, разработанной для работы в условиях сильной вибрации, ударов и пыли
ПОЛНАЯ СИСТЕМА НА БАЗЕ ЛАЗЕРА ПОД КЛЮЧ:
Система маркировки сверла DrillMaster™ представляет собой полностью готовую лазерную систему промышленного класса, включающую программируемую 8-дюймовую ось Z для регулировки фокусной высоты с 2 оптическими осями X’Y’ увеличения. диапазон зоны маркировки. Система DrillMaster™ включает в себя подвижный стол Shuttle/бункер для сверл, волоконный лазер мощностью 50 Вт, сканирующую головку, контроллер промышленного ПК и блок питания. DrillMaster™ оснащен новейшим сервоприводом ПЛК и серводвигателями.
диапазон зоны маркировки. Система DrillMaster™ включает в себя подвижный стол Shuttle/бункер для сверл, волоконный лазер мощностью 50 Вт, сканирующую головку, контроллер промышленного ПК и блок питания. DrillMaster™ оснащен новейшим сервоприводом ПЛК и серводвигателями.
ГНЕЗДО ДЛЯ СВЕРЛА И НАПРАВЛЯЮЩИЙ ЧЕЛНОК:
Ключом к высочайшему качеству является стабильное гнездо для сверла и стол для направленного челнока, который непрерывно перемещает постлазерный процесс, обеспечивая идеальное качество маркировки с прямыми и гладкими стенками в непревзойденном цикле. -раз. В системе маркировки сверла DrillMaster™ используется уникальная комбинация высокоэнергетических импульсов для более глубокого проникновения в материал, предназначенная для высокоскоростного удаления без повторного плавления материала при улучшенной детализации изображения и точной маркировке.
We Offer Our Customers… | |
|
|
 youtube.com/embed/videoseries?list=PLU8O_pqVCov6Rp45eLNPF8BqAH9vuMrBh&index=7&autoplay=1&mute=1&controls=0&showinfo=0?&loop=1;ecver=2″ frameborder=”0″ allowfullscreen=””>
youtube.com/embed/videoseries?list=PLU8O_pqVCov6Rp45eLNPF8BqAH9vuMrBh&index=7&autoplay=1&mute=1&controls=0&showinfo=0?&loop=1;ecver=2″ frameborder=”0″ allowfullscreen=””> - Standard Features
- Options
- Specifications
- Applications
- Diagrams
- Downloads
- 3D Models
- Videos
- Auxiliary Оборудование
- Фотографии
Стандартные функции
- Необслуживаемая прямая маркировка деталей (DPM)
- Непрерывная работа в условиях сильных ударов, вибрации и запыленности
- Долговременная надежность промышленного уровня со средним временем наработки на отказ 50 000 часов
- Стандартная работа от сетевой розетки с высоким электрическим КПД
- Источник питания низкого напряжения (110/220 В переменного тока) 8 А
- Передние дверцы с магнитной блокировкой Laser ON для безопасности оператора
- Увеличенная камера обеспечивает рабочую зону для более крупных деталей
- Смотровое окно класса 4 с защитой от лазерного излучения
- Волоконный лазер мощностью 50 Вт
- Контроллер на базе ПК, плоскопанельный монитор, мышь и клавиатура
- Промышленная экструдированная рама с конструкцией для монтажа в 19-дюймовую стойку
- Двойной челнок с возможностью установки 24 сверл
- Выпускной патрубок для экстрактора дыма
- 80 PSI Передние раздвижные двери с пневматическим приводом (дополнительно)
Опции
Технические характеристики
Перейдите по ссылке, чтобы скачать файл в формате pdf со спецификациями системы:
LaserTower DrillMaster.