Маркировки стали: Марки стали. Расшифровка обозначений, применение, ГОСТы на производство
alexxlab | 14.02.2023 | 0 | Разное
Основные виды стали и принципы ее маркировки
БиблиотекаСерии – материалы
| Основные виды стали и принципы ее маркировки |
| Каталог серий и ГОСТов о металлоконструкциях. – Серии – материалы |
|
Виды стали В составе стали могут присутствовать различные примеси, влияющие на свойства металла и металлоконструкций. В соответствии с содержанием этих примесей осуществляется и классификация стали. Сталь подразделяется на углеродистую, а также легированную.Маркировка стали углеродистойВ процессе изготовления стали применяют определенное количество углерода. Данный элемент используют, чтоб наделить сталь необходимой твердостью. Однако одновременно с этим углерод увеличивает хрупкость металла. Таким образом, чем в стали меньше углерода, тем сплав будет эластичнее и мягче. В стали может содержаться углерода от 0,06% до 0,85%. В соответствии с тем, сколько в стали углерода, металл подразделяют на два следующих типа: Маркировка стали
Маркировка стали легированнойСталь легированная является сплавом, в котором содержатся особые добавки, улучшающие его качественные характеристики. По уровню износостойкости и прочности сталь углеродистая намного уступает стали легированной. Легированная сталь металлоконструкций. Какие именно элементы способны улучшить качественные показатели сплава?
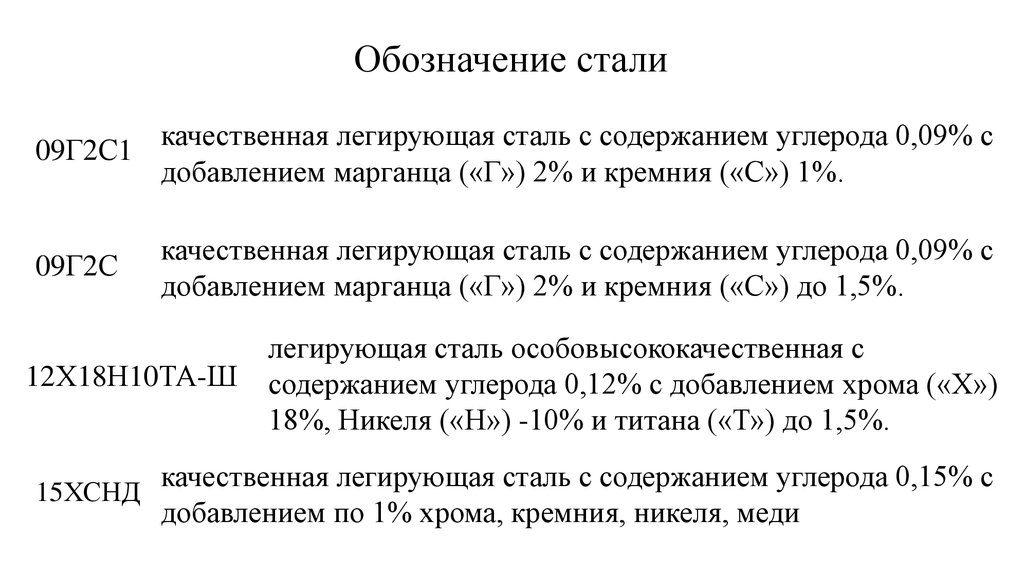
Кроме вышеперечисленных добавок существуют и иные легирующие элементы: Легированные стали маркируют следующим образом:
Дополнительная маркировка сталиНержавеющая сталь Одновременно с традиционной маркировкой применяют еще одну, введенную для облегчения чтения маркировки (используют если в сплаве сразу несколько добавок).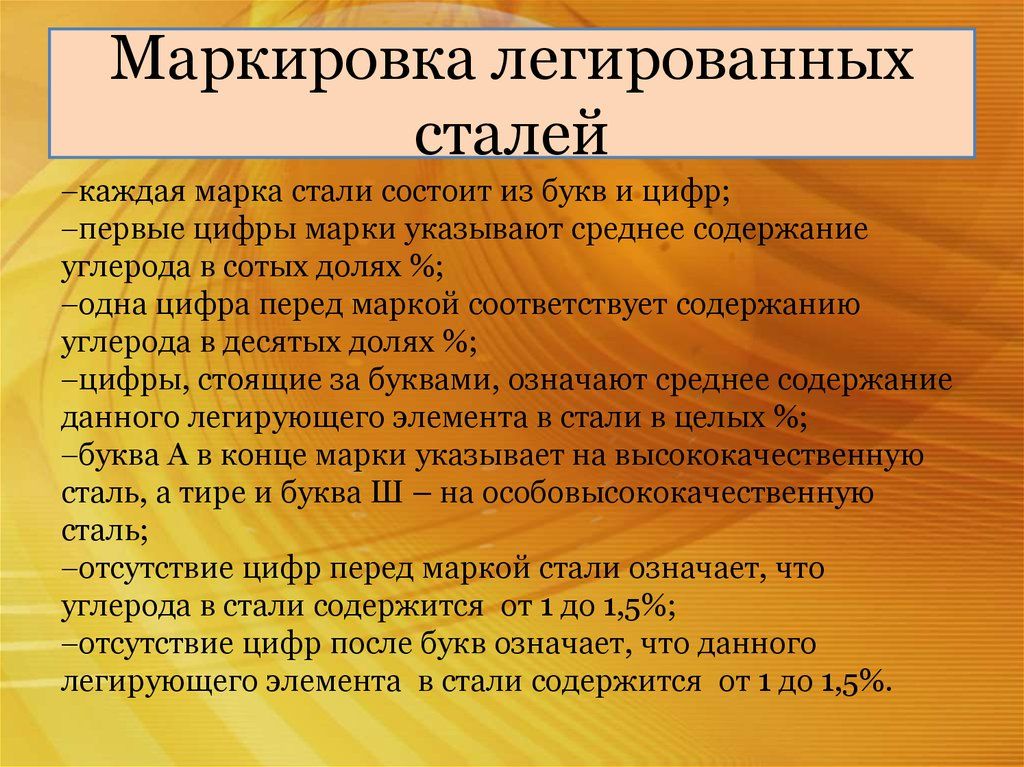 Данная маркировка представлена парой литер, обозначающих предназначение данной стали либо ее характеристику. К примеру: Данная маркировка представлена парой литер, обозначающих предназначение данной стали либо ее характеристику. К примеру:
|


Европейская система маркировки сталей
Европейская система маркировки сталей представляется более сложной, поскольку в нее входят и обозначение состава, и основных свойств, и области применения.
Маркировка сталей определяется стандартами, по которым первая часть EN10027-1: 1992 «Designation systems for steel. Steel names, principal symbols» характеризирует порядок наименования сталей и присвоения им буквенно–цифровых обозначений, а вторая часть EN10027-2: 1992 «Designation systems for steel. Steels numbers» – порядок присвоения сталям порядковых номеров.
На рис. 4.3 приведена схема маркировки по стандартам EN10027-1, EN10027-2, ECISS IC 10.
В соответствии с EN 10027–1 стали по порядку присвоения им наименований делят на две группы. В первую группу включены стали, маркировка которых определяется их назначением, механическими, физическими и другими свойствами. Во вторую группу включены стали, маркировка которых определяется их химическим составом.
Системы обозначения «назначение и свойства» – «химический состав» отличаются первой буквой (главным символом). Главный символ определяет основное назначение (область применения) данной стали.
Рисунок 4.3 – Схема маркировки стали по стандарту EN 10027
В общем виде систему маркировки сталей по EN 10027–1 для первой группы можно представить следующим образом.
Здесь «Символ» характеризует основное назначение стали. Если изделие получают литьем, впереди ставят букву «G». «ХХХ» – минимально гарантированное значение прочностных свойств в Н/мм2, чаще всего это предел текучести.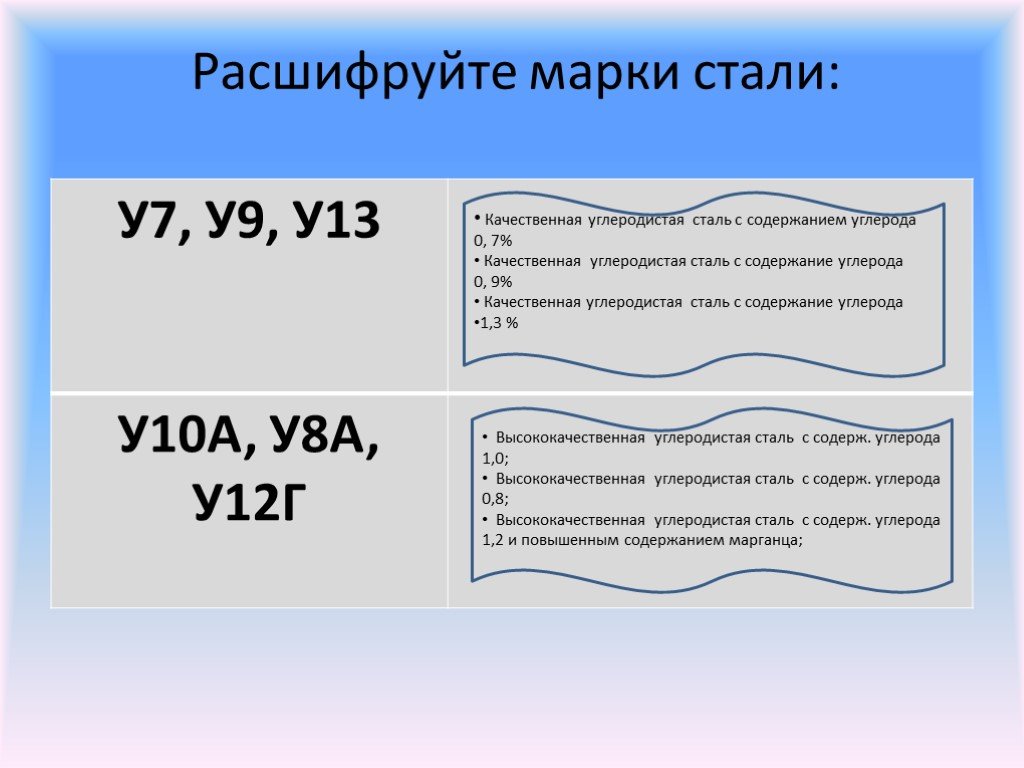
Например, в системе «назначение и свойства» буква «S» как главный символ обозначает стали конструкционные, «Р» – стали для сосудов под давлением и т.д.
В приложении Д приведены буквы, использующиеся в качестве главных символов, и соответствующие им качественные показатели. В таблице также приведены примеры маркировки стали соответствующей группы.
Группа символов «ai bi» дополнительно характеризует свойства стали или особенности ее обработки. В каждой группе используют свой набор этих символов. В стандарте предусмотрены две группы таких дополнительных символов.
Например, для конструкционных сталей «S» первая группа – это два символа, которые показывают минимальную работу разрушения в Дж при заданной температуре испытания, полученную на образцах с острым надрезом (KV): работе разрушения 27 Дж при +20 oС соответствуют буквы «JR», работе разрушения 60 Дж при –60 oС – буквы «L6». Далее возможен буквенный символ, например «N» – нормализованный; «Q» – термически обработанный и т. д. Вторая группа – «F» – сталь для ковки, «Е» – для эмалирования и т.д.
д. Вторая группа – «F» – сталь для ковки, «Е» – для эмалирования и т.д.
Для сталей группы «Р» вместо «ai bi» может стоять одна из букв, например, «N» – нормализованный; «Q» – термически обработанный, «В» – баллоны со сжатым газом (символы первой группы), вторая характеризует температуру эксплуатации: «L» – низкая температура, «R» – комнатная температура и т.д.
Символы «+сi» (впереди ставят знак «+») характеризует дополнительные свойства стали и изделия. Их называют символами для особых требований и символами для изделий.
Например, символ «+Н» означает сталь с регламентированной прокаливаемостью, «+Z15» означает, что сталь имеет минимальное относительное сужение 15 %, «+Z» – горячее цинкование изделия, «+CE» – электролитическое хромирование и т.д.
Рассмотрим примеры. В сертификате указан стандарт EN 10027–1 и приведена марка стали S355J2Q +Z35.
Это расшифровывается следующим образом:
- S – конструкционная сталь;
- 355 – минимальный предел текучести 355 Н/мм2;
- J2 – KV–20 27 Дж;
- Q – термически обработанная;
- +Z35– минимальное 35 %.


Сталь B500N будет расшифровываться как «сталь арматурная, =500 Н/мм2, нормальной вытяжки».
Маркировку стали Р265ВR можно расшифровать так:
Рисунок 4.4 – Схема расшифровки марки стали
Вторая группа сталей по EN 10027–1 разделена на четыре подгруппы.
При классификации по химическому составу первая буква «С» указывает на нелегированную сталь с содержанием марганца менее 1,0 %. Среднее содержание углерода заданного интервала приводится в сотых долях процента до трех цифр. В конце маркировки может указываться дополнительный символ (приложение Д). Например, обозначение стали С35Е4 показывает, что она углеродистая, со средним содержанием углерода 0,35 % и максимальным 0,4 %. По ГОСТ 1050–88 эта марка соответствует стали 35.
Для марганцовистых (> 1 % Mn) и низколегированных конструкционных сталей (при содержании легирующих элементов
Например, для марганца этот фактор равен «4», тогда марка 20Mn6 указывает на то, что это сталь со средним содержанием углерода 0,20 %, содержание марганца 6/4=1,5 %. Аналогичная марка стали в ГОСТе – 20Г. Марка G20Mn6 соответствует литейной стали.
Аналогичная марка стали в ГОСТе – 20Г. Марка G20Mn6 соответствует литейной стали.
Значение фактора составляет «4» для Cr, Co, Mn, Ni, Si, W, «10» для Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr, «100» для Ce, N, P, S, «1000» для В. Символы элементов указывают в маркировке в порядке убывания содержания элементов или, при равенстве содержания, в соответствие с английским алфавитом.
Например, сталь 41Cr4 соответствует стали 40Х (0,41 % С и 4/4=1 % Cr). Сталь 14NiCr10–4 соответствует стали 12ХН3А (0,14 % С и 10/4=2,5 % Ni и 4/1=1 % Cr).
Легированные стали (в т.ч. инструментальные, кроме быстрорежущих), в которых содержание хотя бы одного легирующего элемента больше 5 %, обозначают буквой «Х». Далее указывают до трех цифр среднего содержания углерода заданного интервала в сотых долях процента. Легирующие элементы обозначают химическими символами, содержание элементов указывают в процентах в конце маркировки через тире.
Например, X5CrNi18–10 содержит 0,05 % С, 18 % Cr, 10 % Ni – типичная аустенитная нержавеющая сталь.
Быстрорежущие стали маркируют буквами «HS» и цифрами, которые показывают среднее содержание легирующих элементов в процентах в следующем порядке: W–Mo–V–Co. Например, обозначение HS6–5–1–5 означает, что сталь быстрорежущая и содержит 6 % W, 5 % Mo, 1 % V, 5 % Co.
Порядок присвоения номеров сталям оговорен стандартом EN 10027–2.
Условно номер можно представить в виде N.XXXX; первый символ N определяет, к какой группе относится данный материал. Символы означают: «0» – чугун; «1» – сталь; «2» – жаропрочные сплавы на основе кобальта и никеля; «3» – цветные металлы и сплавы.
Соответственно, для сталей порядковые номера будут выглядеть как 1.ХХХХ. Две цифры после «1» – номер группы сталей, две последующие цифры – номер стали в группе. Например, к группе качественных сталей 1.03хх относятся стали с содержанием углерода 2, 1.05хх – 0,25 2.
В табл. 4.3 приведена общая нумерация сталей по группам.
Все страны Европейского Союза используют маркировку сталей по EN. В некоторых случаях производители металлопродукции параллельно указывают и национальную маркировку, но с примечанием о том, что она устаревшая.
В некоторых случаях производители металлопродукции параллельно указывают и национальную маркировку, но с примечанием о том, что она устаревшая.
Таблица 4.3 – Нумерация сталей по группам EN 10027–2
- ← Раздел 4.2.6
- Раздел 4.2.8 →
Стальные штампы, типоразмеры и держатели
GT SCHMIDT занимается производством инструментов для маркировки стали с момента своего первого открытия в 1895 году. Уже более 125 лет мы поставляем практически во все отрасли самые качественные и надежные стальные штампы, стальные тип, держатели штампов и держатели типов.
Мы предлагаем широкий ассортимент инструментов для маркировки стали как для ручного, так и для машинного применения. Мы производим ручные штампы и держатели прямого типа ручного типа. Если вы занимаетесь маркировкой роликами, маркировкой прессом или маркировкой вращающимися роликами, у нас есть тип стали, стальные штампы, держатели машинного типа и опорные приспособления, необходимые для вашего приложения маркировки деталей.
Свяжитесь с нами
ПОСМОТРЕТЬ ВСЕ НАШИ ШТАМПЫ, ТИПЫ, МАТРИЦЫ И ДЕРЖАТЕЛИ
Стальные штампы
Тип стали
Стальные штампы
Типодержатели и держатели штампов
Общая информация о маркировке стали
ОБЩИЕ РЕКОМЕНДАЦИИ ПО НАНЕСЕНИЮ МАРКИРОВКИ: НАЛИЧИЕ СИМВОЛОВ, РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Символы с отступом
Размер символов следует определять путем измерения лицевой стороны инструмента, как показано на рисунках символов ниже. Инструменты Sharp Face и Aerocut измеряются на вершине выгравированной поверхности. Символы в стиле Flat Face и Outline измеряются по внешнему краю или общему размеру выгравированного лица.
Рельефные символы
Они являются исключением и измеряются от оттиска, а не от лицевой стороны штампа. Размер определяется высотой отпечатка в точке, где приподнятая часть встречается с фоном.
Символы с тиснением
Размер символа с тиснением измеряется в точке, где скос мужского штампа соприкасается с фоном.
ИНСТРУМЕНТЫ ДЛЯ МАРКИРОВКИ СТАЛИ GT SCHMIDT ДОСТУПНЫ В ОДНОМ ИЗ СЛЕДУЮЩИХ ПЯТИ ЛИЦ.
SHARP FACE
Символы с острым торцом используют острую кромку, где инструмент соприкасается с деталью. Острый инструмент для лица проникает легче, чем другие стили.
AEROCUT FACE
Гравированная поверхность Aerocut создает специально разработанную закругленную поверхность для маркировки оттисков с минимальным напряжением в точке контакта.
FLAT FACE
Плоские символы используются для создания более широкого впечатления. Эта поверхность часто используется на латуни или других цветных металлах или когда оттиск должен быть заполнен цветом.
КОНТУР ЛИЦА
Они имеют две резкие линии лица, чтобы создать впечатление двойной линии контурного символа. Этот стиль часто используется для выделения торговых названий или дизайнов.
AEROCUT DOT FACE
Эти поверхности имеют специально закругленные прерывистые поверхности для минимально возможного напряжения. Они рекомендуются для фитингов высокого давления, самолетов и других деталей, где острые инструменты могут нарушить молекулярную структуру металла.
РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Определение требований к размеру символов для вашего знака:
Существует естественная тенденция выбирать больший размер символов, чем требуется. Это приведет к тому, что матрица может оказаться слишком длинной для области маркировки, или требования к тоннажу могут быть излишне увеличены.
Каждая буква или цифра занимает пространство, ширина которого равна высоте. Дроби (1/2, 1/4 и т. д.) составляются с символами в ряд, а не друг над другом. Дробь будет занимать место, равное буквам или цифрам того же размера.
Например, символы 1/8″ расположены через 8 интервалов в дюйме. Маркировка слова “ЗАКАЛЕННОЕ” с помощью символа 1/8″ заняла бы один дюйм.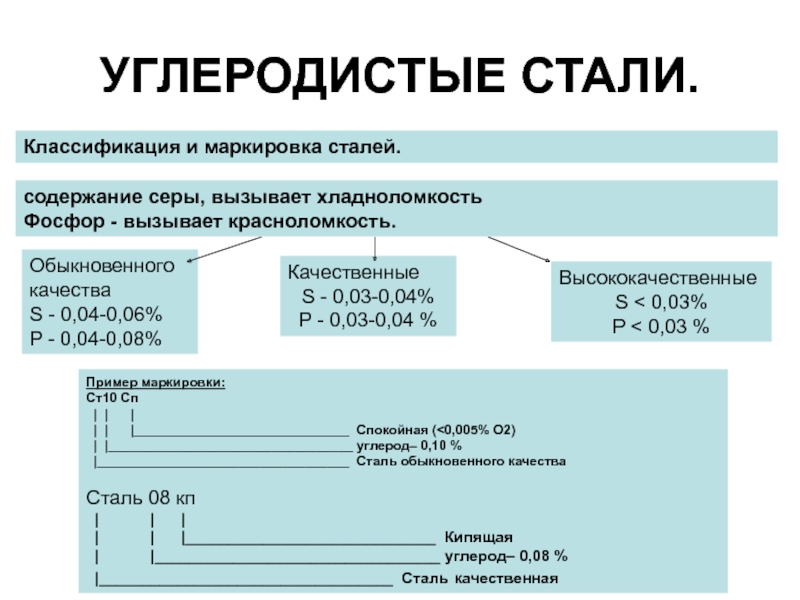 То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма.
То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма.
При наличии особых требований наш логотип, штампы или шрифт могут быть увеличены на большую площадь или сжаты, чтобы можно было наносить легенду на ограниченном участке.
РАССТОЯНИЕ СТАНДАРТНОГО ТИПА
Расстояние стандартного типа легко определить. Пробел равен размеру символа, умноженному на общее количество символов в чтении. (т. е. если используется символ размером 1/16 дюйма, а слово из восьми символов будет иметь длину 1/2 дюйма). Символы сжатого и расширенного стиля уменьшат и увеличат эти размеры соответственно.
ПРЯМОЙ ИНТЕРФЕЙС ДЛЯ ЛОГОТИПА
Прямой интервал между логотипами определяется так же, как и стандартный интервал между шрифтами. Каждый символ занимает пространство, равное размеру символа.
Интервал с логотипом с накаткой
Интервал с логотипом с накаткой рассчитывается так же, как и с прямым логотипом, за исключением того, что перед и после чтения добавляется пробел, равный половине символа. Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением.
Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением.
Общие указания по маркировке
Глубина гравировки (стандарты GTS)
| Размер символов | Глубина |
| 3/64 дюйма | 0,012″ |
| 1/16″ | 0,014″ |
| 3/32 дюйма | 0,018″ |
| 1/8″ | 0,023″ |
| 5/32″ | 0,028″ |
| 3/16″ | 0,031″ |
| 7/32″ | 0,033″ |
| 1/4″ | 0,035″ |
| 5/16″ | .040″ |
| 3/8 дюйма | 0,050″ |
| 7/16″ | 0,055″ |
| 1/2 дюйма | 0,060″ |
| 5/8″ | 0,062″ |
| 3/4″ | 0,078″ |
| 1″ | 0,093″ |
Сверхглубокая гравировка
Требуется, когда материал удаляется с детали после нанесения маркировки и требуется нанести ненормально глубокую маркировку. Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала.
Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала.
Гравировка с регулируемой глубиной
В некоторых случаях гравировка может быть меньше стандартной глубины. Товарные знаки и другие макеты надписей часто имеют неправильную форму, что может привести к неравномерному отпечатку. Выгравировав все символы и линии границ несколько мельче, штамп может «опуститься» (это означает, что штамп будет проникать в фон, так что вся метка будет одинаковой глубины).0003
Скосы
Угол или скос сторон выгравированных символов может изменяться в зависимости от конкретного применения. Однако на большинстве штампов для маркировки низкоуглеродистой стали выгравированы скосы под углом 45 градусов. Инструменты для клеймения или тиснения имеют более прямые стороны и плоские поверхности. Более тяжелые фаски и очень глубокая гравировка иногда используются для особо сложных работ по маркировке.
Требования к давлению для маркировки
Давление для маркировки одного символа Sharp Face (в тоннах)
Чтобы оценить требования к давлению при маркировке, умножьте тоннаж одного символа на количество знаков, которые должны быть нанесены. Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7.
Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7.
| Размер символов | Мягкая сталь | Мягкий алюминий | Инструментальная сталь | Глубина символов |
| 1/16 | 0,25 | 0,15 | 0,38 | .003 |
| 3/32 | 0,5 | 0,3 | 0,75 | .004 |
| 1/8 | 0,75 | 0,45 | 1,13 | .006 |
| 5/32 | 1 | 0,6 | 1,5 | .007 |
| 3/16 | 1,88 | 1,13 | 2,82 | .008 |
| 1/4 | 2.1 | 1,26 | 3,15 | .010 |
| 5/16 | 3 | 1,8 | 4,5 | .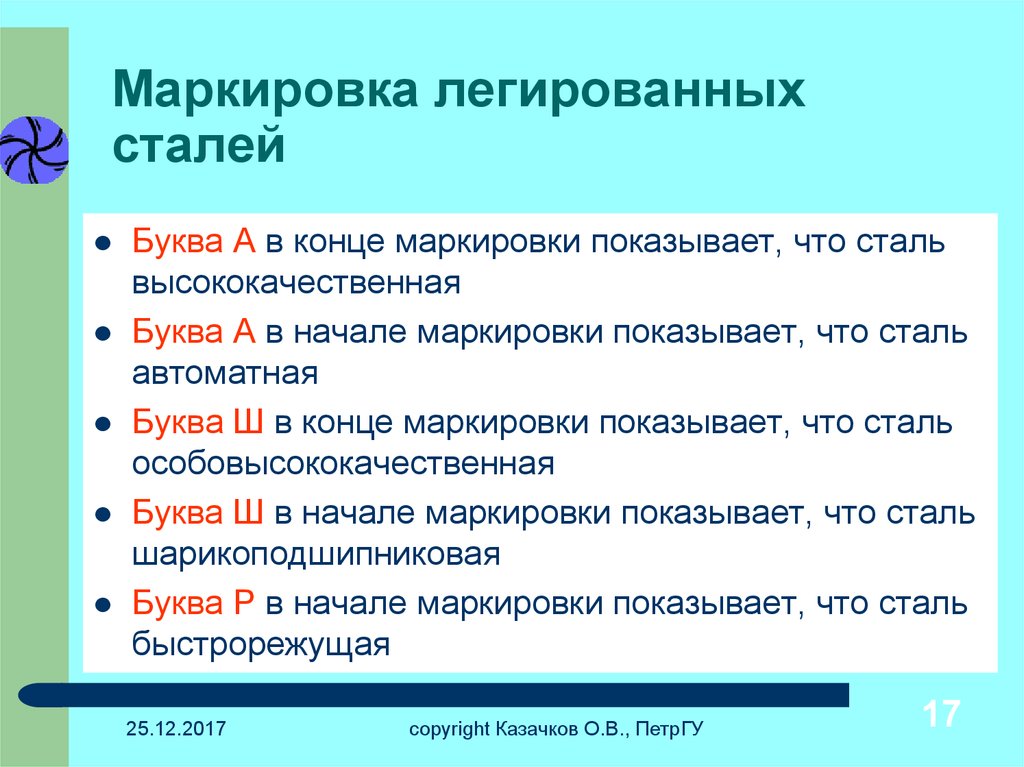 013 013 |
| 3/8 | 4 | 2,4 | 6 | .016 |
| 7/16 | 4,75 | 2,85 | 7.13 | .016 |
| 1/2 | 5,7 | 3,42 | 8,55 | .017 |
| 5/8 | 7,5 | 4,5 | 11.25 | .020 |
| 3/4 | 9,25 | 5,55 | 13,88 | .020 |
| 7/8 | 11 | 6,6 | 16,5 | .020 |
| 1 | 13 | 7,8 | 19,5 | .020 |
 Маркировка или гравировка на металле выполняется лазером бесконтактным способом, не требующим предварительной или последующей обработки. Маркировка, полученная отжигом, служит прочной, кислотостойкой, химической и коррозионностойкой этикеткой, не повреждающей металлическую поверхность.
Маркировка или гравировка на металле выполняется лазером бесконтактным способом, не требующим предварительной или последующей обработки. Маркировка, полученная отжигом, служит прочной, кислотостойкой, химической и коррозионностойкой этикеткой, не повреждающей металлическую поверхность. д.
д. Его можно рассматривать как «более легкий» способ гравировки. Энергия лазера снижается, а значит, испаряется меньше материала. Результатом является меньшая абляция на таком материале, как сталь, и более яркая маркировка. Что касается параметров, это означает меньшую мощность и более высокие скорости, что приводит к меньшему количеству энергии на расстояние, и более высокие частоты, что приводит к меньшей энергии импульса. Полировка возможна не только на стали, но и на всех металлах.
Его можно рассматривать как «более легкий» способ гравировки. Энергия лазера снижается, а значит, испаряется меньше материала. Результатом является меньшая абляция на таком материале, как сталь, и более яркая маркировка. Что касается параметров, это означает меньшую мощность и более высокие скорости, что приводит к меньшему количеству энергии на расстояние, и более высокие частоты, что приводит к меньшей энергии импульса. Полировка возможна не только на стали, но и на всех металлах.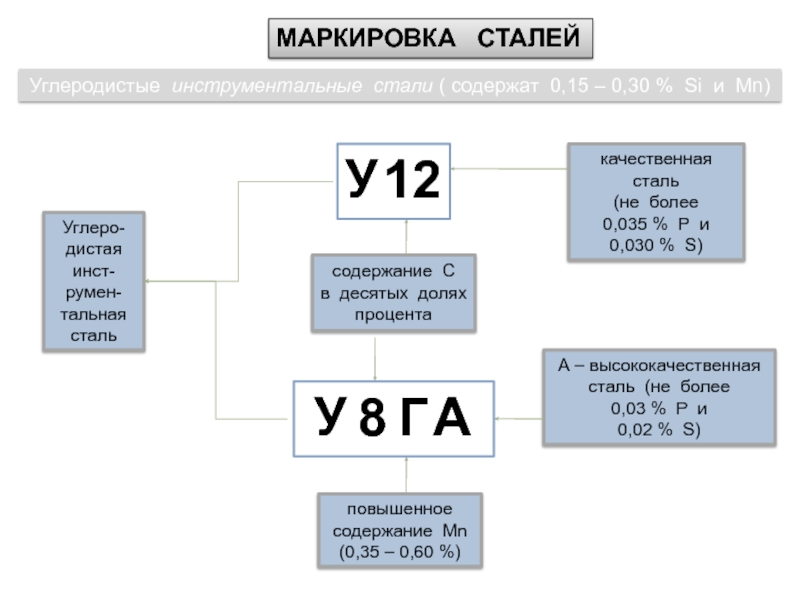 Коричневый цвет, оставшийся от обожженного металла, можно очистить (см. Полировка).
Коричневый цвет, оставшийся от обожженного металла, можно очистить (см. Полировка).