Машина многоточечная контактной сварки: Многоточечные машины контактной сварки в России
alexxlab | 07.04.1985 | 0 | Разное
Машины контактной сварки многоточечные
Главная » Статьи » Машины контактной сварки многоточечные
Аппараты контактной сварки
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Таким образом, технологический процесс представляет собой экстремальный нагрев поверхности металла электродом.
Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки.
В строительной индустрии контактную сварку применяют для сваривания крестообразных стыков в арматуре или железных каркасов под бетон.
Экономичность и целесообразность данного вида сварки подтвердило его применение при сварке трубопроводов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварок.
Читайте подробнее о ремонте сварок.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки. Подробнее об этом типе сварки читайте здесь.
Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.
После этого на место стыка заготовок начинают воздействовать электрической дугой от электрода, образуется сварная ванна, которая под взаимным давлением заготовок друг на друга образует сварной диаметральный шов.
Кроме того при использовании автоматической точечной сварки заготовка подается к сварным электродам на специальных прокатных вальцах, по типу конвейера.
Чаще всего все производство автоматизировано и требует от сварщика лишь контроля и наблюдения за правильным технологическим процессом.
Оборудование для контактной сварки
Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат.
Читайте также: Разновидности современных сварочных аппаратов
Так же их подразделяют:
- по методу соединения металлов – притирка или оплавление;
- по механизму подачи сварочного электрода в автоматическом суппорте – винтовая подача, рычажная, карусельная;
- по устройству зажимов сварочных заготовок – винтовые, тисочные, прищепки;
- по видам монтажа машины подразделяют на стационарные и переносные.
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте.
Узнать о сварке алюминия можно здесь.
Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки.
Как правило, наименьший период времени занимает приваривание в точках на цветных металлах.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки.
Контактный сварочный аппарат
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
В этот момент возникает широкополосная электрическая дуга большой мощности тока.
Аппараты контактной сварки подразделяют по следующему типу:
- по характеру их мобильности – на передвижные и стационарные;
- по степени универсализации – для работы с цветным металлом и тонким листовым металлом, ювелирной фольгой;
- многофункциональные сварочные станки с возможностью перестановки роликов;
- с одним рядом роликов и сдублированным;
- по способу обращения роликов — аппарат контактной точечной сварки с приводом на 1 ролик, на 2 ролика, с единственным верхним роликом, двигающимся по неподвижной консоли, опять же с одним роликом, а также перемещающейся нижней оправкой;
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Что же из себя представляет контактная сварка читайте в публикации.
Что же из себя представляет контактная сварка читайте в публикации.
О ремонте сварочных аппаратов, в том числе контактных, читайте здесь.
Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники.
Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости.
Многоточечная машина контактной сварки
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Читайте также: Выбор сварочного аппарата для дома
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.

Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.
О применении метода точечной сварки для кузовов и мелких деталей читайте здесь.
Читайте также:
- Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.Принцип работы контактной сварки – […]
- Газовая сварка Газовая сварка – соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
metallmaster.org
Эффективное применение машин многоточечной контактной сварки
Производители в металлообрабатывающей промышленности повышают производительность труда и сокращают расходы с помощью машины контактной сварки серийного типа.
Расстояние, проходимое током, при совершении контактной сварки определяет величину сопротивления току в цепи. Чем длинней путь, тем выше сопротивление или потери мощности в цепи. В многоточечных машинах, которые используют электроды с большим вылетом, это расстояние велико; оснастка имеет высокое сопротивление, которое требует больших трансформаторов. Вылет на этих машинах, как правило, от 600 до 900мм. Длиннее вылет – выше потери мощности, а, значит, потребуются более крупные и дорогостоящие трансформаторы.
Снижение потерь
Чтобы свести к минимуму длину вторичной цепи и потери мощности, что, в свою очередь, позволит использовать меньшие трансформаторы, для сварки больших сложных деталей производители применяют многоточки, у которых электроды расположены только с одной стороны соединения. Таким образом, производится два или более сварных соединений, а путь, проходимый током, один и тот же. Ток идёт от электрода через образец на второй электрод, находящийся с той же стороны, что и первый. Такая схема уменьшает общую длину пути, преодолеваемого током для осуществления всех сварных соединений. Этот процесс известен как серийная сварка.
Такая схема уменьшает общую длину пути, преодолеваемого током для осуществления всех сварных соединений. Этот процесс известен как серийная сварка.
Многоточечные аппараты контактной сварки выполняют точечную, рельефную и шовную сварку. Цепи могут быть задействованы в четырех разных методах сварки: многоточечная прямая, двухтактная, серийная и непрямая сварка. Многоточечная прямая и двухтактная сварка требует наличия электродов по обе стороны заготовки; двухтактный режим использует ток более эффективно, чем прямой, располагая электроды рядом с трансформаторами. В машинах серийной и непрямой сварки электроды и контактные блоки соприкасаются с заготовкой только с одной стороны соединения.
Для серийной сварки, самой продуктивной из всех видов многоточечной контактной сварки, электроды выстраиваются рядом друг с другом. Ток течет от положительно заряженного электрода через соединение с заготовкой, саму заготовку, и через второе соединение попадает на отрицательно заряженный электрод. Сварочные пятна формируются на обеих контактных точках. При непрямой сварке контактный блок заменяет один из электродов, обе части заготовки контактируют с электрическими элементами: электродом и контактным блоком. Во время серийной сварки только одна сторона детали соприкасается с электродом.
Сварочные пятна формируются на обеих контактных точках. При непрямой сварке контактный блок заменяет один из электродов, обе части заготовки контактируют с электрическими элементами: электродом и контактным блоком. Во время серийной сварки только одна сторона детали соприкасается с электродом.
Серийная и непрямая сварка, работая с одной стороны заготовки, способствуют формированию хорошего внешнего вида сварного соединения. Оба метода используют поддерживающую балку под заготовкой. Балка отводит тепло от сварных соединений и служит в качестве жесткой поддержки, лишь небольшое количество тока протекает через неё. Сварные соединения получаются плоскими, без углублений или впадин с обратной стороны.
Практика
Применяя методы многоточечной сварки на практике, производители могут устанавливать два и более электрода на имеющиеся радиальные или вертикальные контактные машины или приобретать новые станки, изначально предназначенные для работы с несколькими сварочными электродами.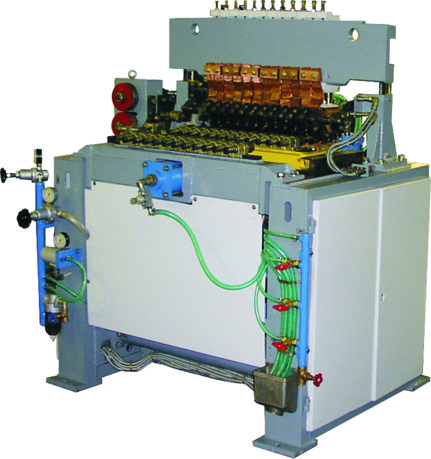 Модернизация обходится дорого: для того чтобы удержать небольшую дистанцию между трансформатором и электродами может потребоваться удаление всей передней части машины, при этом нетронутым остается только трансформатор. Затем производитель оборудования перепроектирует станок таким образом, чтобы расположить электроды рядом с трансформатором для серийной или непрямой сварки. В то же время покупка машины, изначально спроектированной для многоточечной сварки, позволит заказчику устанавливать дополнительные электроды просто и недорого.
Модернизация обходится дорого: для того чтобы удержать небольшую дистанцию между трансформатором и электродами может потребоваться удаление всей передней части машины, при этом нетронутым остается только трансформатор. Затем производитель оборудования перепроектирует станок таким образом, чтобы расположить электроды рядом с трансформатором для серийной или непрямой сварки. В то же время покупка машины, изначально спроектированной для многоточечной сварки, позволит заказчику устанавливать дополнительные электроды просто и недорого.
Многоточечные сварочные станки поставляются с одним или несколькими трансформаторами, некоторые с двумя вторичными выходами. Каждый трансформатор питает от двух до четырех сварочных электродов. Трансформаторы могут активировать все электроды одновременно, если в наличии имеется достаточно мощности, или запустить каскадную последовательность, снижая энергопотребление.
Каскадный режим также позволяет лучше контролировать качество сварки, так как операторы могут задавать время и ток индивидуально для каждой сварочной последовательности.
Некоторые рекомендации
Машины серийной сварки используются производителями металлических дверей, автомобилей и потребительских товаров, таких как: решётки-гриль и газонокосилки. Таким способом свариваются листы толщиной до 1.5мм. Машины для прямой многоточечной сварки работают с любой нужной толщиной при наличии трансформаторов соответствующей мощности.
Использование «серийных» многоточечных машин предполагает расположение сварочных точек на расстоянии не менее 5см друг от друга, чтобы минимизировать потери от блуждающих токов в месте сварки. Высокие токовые потери потребуют трансформаторов большей мощности с большим вторичным токовым выходом для обеспечения успешной сварки.
Для гарантии, что все «серийные»сварные соединения в цепи будут одинакового размера и прочности, путь тока во вторичной электрической цепи – от вторичной обмотки трансформатора через оба электрода и заготовку – должен быть сбалансированным. Производитель оборудования сбалансирует вторичные цепи, выбрав кабели определенной длины.
Содержите электроды в правильном и единообразном состоянии. Рассмотрим это правило на примере машины, сваривающей четыре точки одновременно, имеющей один трансформатор и электроды с диаметром острия наконечника 6.5мм. Если остриё сточится или сплющится до 8мм, сварное соединение потребует на 55 процентов больше тока; до 9.5мм – на 125 процентов больше.
Выбор правильной многоточки
Перед приобретением многоточечной контактной сварочной машины покупатели должны выяснить требуемую производительность, мощность и лимит своей подстанции, рабочую площадь и количество доступного персонала, а также требования по качеству и прочности сварных соединений. Недооценка требуемой производительности ведет к покупке машины, которая не даст надлежащих результатов, в тоже время переоценка производственных мощностей может привести к чрезмерно высоким инвестиционным затратам.
kit-complect.ru
Многоточечные машины и автоматизированные линии для сварки широких сеток
Категория:
Машины и оборудование для арматурных работ
Многоточечные машины и автоматизированные линии для сварки широких сеток
Находят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока: э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4: 1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
При необходимости приема более длинных сеток его можно удлинить.
Таблица 18.24
Технические характеристики многоточечных сварочных машин
Таблица 18.25
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Правильные устройства СМЖ-288-1Б и 2Б. Исполнение 2Б имеет раму, на которой установлен ряд правильных роликовых блоков. Они при наладке могут смещаться вдоль рамы по се направляющим, в зависимости от шага между продольными стержнями в сетке. Каждый блок состоит из корпуса с пятью правильными роликами. Три нижних ролика свободно вращаются на осях, а два верхних — на осях, соединенных с корпусом шарнирно. В верхней части блоков расположены нажимные винты для перемещения рычагов с поворотными роликами, посредством чего создается прогиб арматуры при ее правке. На входе в блок установлена фильера из твердого сплава. Правильное устройство СМЖ-288-1Б изготавливается по индивидуальному заказу. В остальном конструкции устройств идентичны.
В верхней части блоков расположены нажимные винты для перемещения рычагов с поворотными роликами, посредством чего создается прогиб арматуры при ее правке. На входе в блок установлена фильера из твердого сплава. Правильное устройство СМЖ-288-1Б изготавливается по индивидуальному заказу. В остальном конструкции устройств идентичны.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Читать далее: Машины для сварки плоских и объемных арматурных каркасов
Категория: – Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Сварочные машины контактной сварки многоточечная машина
На множестве крупных заводов и производств используется такое оборудование для неразъемного соединения металлов.
Наиболее используемые виды машин это:
- машина контактной точечной сварки;
- многоточечная машина контактной сварки;
Общий принцип работы у обоих видов оборудования одинаковый, детали разогреваются в местах соединения при помощи тока, а затем сжимаются давлением. Благодаря такой несложной технологии получаются очень аккуратные и прочные неразъемные соединения.
Большой выбор машин в нашем каталоге
Основной принцип соединения деталей таким способом, заключается в образовании моста между кристаллическими решетками, во время сжатия.
Для создания межкристаллических мостов можно использовать несколько разных подходов:
- – воздействие на металл ультразвуком, приводит к возникновению колебаний и разогреву, затем производится сжатие;
- – воздействие трением деталей между собой, приводит их разогреву, затем производится сжатие;
- – сильное сдавливание, приводит к деформированию деталей в месте соединения и возникновению межкристаллических мостов;
- – детали могут разогреваться с помощью горелки, а затем сжиматься;
- – детали в месте соединения прогреваются током, затем сдавливаются.

Именно прогрев током использует в своей технологии сварочная машина.
Сварочная машина контактной сварки осуществляет неразъемные соединения, путем пропускания мощного тока через соединяемые детали, с последующим сжатием. Когда ток сварочного аппарата проходит через свариваемые детали, то наибольшее количество теплоты выделяется в месте наибольшего сопротивления. А этим местом как раз является место соединения двух деталей. Ток сварочного аппарата прогревает место стыка до температуры плавления, а затем производится опрессовка.
В итоге получаются качественные соединения и швы. Определенная настройка машины контактной сварки позволяет получить соединения очень высокой прочности. Благодаря этому такое оборудование пользуется значительной популярностью у отечественных производственников, а спрос на машины контактной сварки растет из года в год.
С развитием автоматизации производства, растет и потребность в производительности работ. При поточном производстве особенно важно делать сварочные соединения максимально быстро. Так точечные машины контактной сварки при дополнительной автоматизации выходят на скорость сто двадцать – сто шестьдесят сварок в минуту. В самом лучшем случае из такого оборудования можно получить до двухсот сварок в минуту. Большее количество сделать не возможно по причине нехватки времени на прогрев металла. Но фактическая производительность на производстве получалась еще ниже, благодаря времени необходимому для перемещения электродов в другую точку. При использовании многоточечной машины контактной сварки производительность значительно увеличивается. Нет необходимости перемещать электроды. Есть возможность группировать электроды и производить сварку во многих точках за один цикл.
На одном оборудовании может устанавливаться от двух до двух сотен электродов. Соответственно за один цикл может выполняться от двух до двухсот соединений.
В основном такие станки используются на поточных серийных производствах, где важна большая производительность. Самое обширное применение многоэлектродные машины контактной сварки нашли в строительной отрасли. Они широко используются для изготовления арматурных каркасов для железобетонных изделий, а также различных сеток для кладки, ограждений и заборов.
Они широко используются для изготовления арматурных каркасов для железобетонных изделий, а также различных сеток для кладки, ограждений и заборов.
На видео работа машины по изготовлению сетки
Многоточечные машины контактной сварки, как правило, автоматизированы и управляются с помощью программных микропроцессорных систем.
На практике такие машины производятся для конкретных задач, и в зависимости от этого отличаются конструктивными особенностями. Но бывают и модели машин, которые могут использоваться для разных операций.
www.artweld.ru
стыковой, шовной, многоточечной, подвесные, цена
Автор admin На чтение 5 мин. Просмотров 857 Опубликовано
Просмотров 857 Опубликовано
Машина контактной сварки – это аппарат, использующий для соединения металлических деталей путем бездиффузионного объединения их кристаллических решеток. Проще говоря, «контактная» машина построена на принципах обычной сварки давлением.
И в данной статье мы предложим нашим читателем обзор таких механизмов, в котором принципы функционирования подобных аппаратов дополнены экскурсом в конструкцию агрегатов для контактной сварки. Но вначале мы дадим немного теории, объясняющей суть процесса контактной сварки.
Содержание
- Сварка давлением: способы реализации процесса
- Контактная сварка: разновидности технологических приемов
- Машина контактной точечной сварки
- Машина контактной стыковой сварки
- Машина шовной контактной сварки
Сварка давлением: способы реализации процесса

И процесс формирования таких «мостов» можно активировать с помощью следующих технологических приемов:
- Ультразвукового воздействия на детали, трансформируемого в механические колебания, завершающиеся сдавливающим усилием.
- Трения деталей друг о друга и сдавливания заготовок после разогрева зоны контакта заготовок.
- Сдавливания деталей, провоцирующего пластическую деформацию, перетекающую в объединение кристаллических решеток.
- Сдавливания деталей, разогретых газовой горелкой пластического состояния.
- Сплавление кромок путем введения в зону стыка особого порошка, в состав которого входит оксид железа, заполняющий (в восстановленном виде) промежуток между деталями.
- Разогрева электрическим током места контакта двух деталей, с последующим сдавливанием заготовок.
Причем рассчитанные на контактную технологию сварки машины работают именно по последнему принципу – разогреву деталей током и последующей опрессовке заготовок. И далее мы будем рассматривать только этот способ сварки давлением.
И далее мы будем рассматривать только этот способ сварки давлением.
Контактная сварка: разновидности технологических приемов
Суть процесса контактной сварки заключается в разогревании электрическим током места соприкосновения стыкуемых деталей. Из-за высокого сопротивления металл раскаляется до достаточной температуры, а после сдавливания между кристаллическими решетками заготовок возникает достаточное количество «мостиков», способных удержать стыкуемые изделия.
Разновидности технологических приемов, используемых в контактной сварке, зависят от площади и формы разогреваемого стыка.
И согласно этому критерию контактная сварка может быть:
- Точечного типа, когда изделия соединяются «в точке» — круглом, одинарном «пятне» небольших габаритов, формируемом на месте контакта электрода и детали. Иногда таких «точек» может быть несколько. И прочность стыковочного шва от этого только выигрывает. Однако, чем больше число точек, формируемых за один проход, тем выше цена машины контактной сварки.
 Поэтому большинство «многоточечных» швов формируют с помощью машины, проплавляющей одну «точку» за один раз.
Поэтому большинство «многоточечных» швов формируют с помощью машины, проплавляющей одну «точку» за один раз. - Рельефного типа, когда детали соединяются только в специальных точках-выступах, возвышающихся над поверхностью. Форма и габариты сварочного шва определяются аналогичными характеристиками рельефного выступа. Ну а сами выступы формируются на стадии производства заготовки, с помощью штамповки.
- Шовного типа, когда на месте стыковки формируется литой шов, состоящий из множества разъединенных или наплывающих друг на друга «точек». В принципе, такая технология практически не отличается от точечной сварки. Вот только электроды для машин контактной сварки шовного типа принимают форму доскообразных вальцов, между которыми прокатывают стыкуемые заготовки.
- Стыкового типа, когда все сопрягаемые плоскости деталей образуют одну большую «точку». То есть заготовки стыкуются по всей площади соприкосновения. Однако подобный процесс допустим только в том случае, если стыкуемые площади не будут больше 200 мм2.
 То есть, стыковочная сварка практикуется при соединении проволочных или трубных конструкций.
То есть, стыковочная сварка практикуется при соединении проволочных или трубных конструкций.
Машины для контактной сварки давлением строят на основе одной из вышеперечисленных технологий. И далее по тексту мы разберем типичные конструкции таких агрегатов, функционирующих по «точечному», «стыковому» или «шовному» принципу.
Машина контактной точечной сварки
Машина для точечной сварки может быть ручной или стационарной, подвесной или специализированной, рассчитанной на однократный контакт или «многоточие». Сам аппарат состоит из генератора тока (сварочного трансформатора), стержневых электродов и пневматического или гидравлического привода, генерирующего прижимное усилие.
Ключевая характеристика сварочного трансформатора в случае точечной сварки – это сила тока. От нее зависит главный рабочий параметр процесса плотность тока (соотношение силы с площадью стыкуемых поверхностей), которая может изменяться в пределах от 100 А/мм2 (мягкий режим) до 300 А/мм2 (жесткий режим).

Контактные машины формируют не только одну стыковочную точку. Однако многоточечная машина контактной сварки должна генерировать достаточно ощутимую плотность тока. Поэтому такое оборудование может быть только стационарным.
Продолжительность процесса стыковки колеблется в пределах от 0,5 до 3 секунд. Прижимное усилие, генерируемое машиной, не превышает 8-10 килограмм на квадратный миллиметр. Поэтому большинство «одноточечных» машин выполнено в формате ручных «клещей».
Машина контактной стыковой сварки
Стыковая сварка возможна только в случае стыковки деталей с общей площадью контактного шва не более 200 мм2. Такая машина всегда стационарна. И ее конструкция состоит из следующих узлов: фиксаторов стыкуемых поверхностей, снабженных блоком центрирования по осям деталей, генератора сварочного тока, винтового или гидравлического пресса, формирующего прижимное усилие.
Плотность тока, достаточного для стыковки изделий, в данном случае аналогична точечной сварки. Но поскольку площадь контакта изделий в случае стыковой сварки достаточно велика, то сварочный трансформатор должен выдавать просто гигантскую силу тока в тысячи Ампер.
Но поскольку площадь контакта изделий в случае стыковой сварки достаточно велика, то сварочный трансформатор должен выдавать просто гигантскую силу тока в тысячи Ампер.
Собственно поэтому подвесные машины для контактной сварки попросту отсутствуют в природе. Не смотря на то, что прижимное усилие в этом случае аналогично точечной технологии и равно 5-10 кг/мм2. Ведь такой трансформатор имеет очень значительный вес.
Машина шовной контактной сварки
В случае контактной сварки шов это просто совокупность точек. Причем такую совокупность генерируют дисковыми электродами, соприкасающимися с заготовкой только в одной точке.
Стыкуемые детали просто протягивают сквозь такие «вальцы», получая непрерывную полосу стыковочного шва. Комплектация такой машины и ее рабочие параметры аналогичны точечному аппарату. Только вместо стержневых электродов в конструкции шовного устройства присутствуют охлаждаемые диски, прогревающие и сжимающие заготовку.
И, разумеется, шовные аппараты могут быть только стационарными. Поэтому непрерывный шов контактного типа генерируется только в крупносерийном производстве.
Поэтому непрерывный шов контактного типа генерируется только в крупносерийном производстве.
Машина контактной сварки МТМ-160 (базовая модель)
Машина контактной сварки МТМ-160 (базовая модель) предназначена для электрической контактной точечной сварки арматурных сеток шириной до 3800 мм для железобетонных конструкций из гладких стержней или прутков арматурной стали типа Al, All, AMI, Bpl диаметром от 3+3 до 10+12 мм.
Проволока и прутки, предназначенные для изготовления сеток (подлежащие сварке), не должны иметь ржавчины, окалины и загрязнений, кривизна не должна быть более 4 мм на погонный метр, торцы поперечных прутков не должны иметь заусенцев и отгибов концов, препятствующих подаче прутков под электроды.
Техника безопасности по ГОСТ 12.2.007.8—75. Машина соответствует ТУ 16-683.037—86. Уровень шума соответствует требованиям ГОСТ 12.1.035—81. Уровень вибрации соответствует требованиям ГОСТ 12. 1.012—78.
1.012—78.
- М — машина контактной сварки;
- Т — точечная;
- М — многоэлектродная;
- 160 — номер модификации машины;
- УХЛ, О — вид климатического исполнения по ГОСТ 15150—69 и ГОСТ 15543—70;
- 4 — категория размещения по ГОСТ 15150—69 и ГОСТ 15543—70.
Машина типа МТМ-160 рассчитана для эксплуатации в условиях УХЛ и категории размещения 4 по ГОСТ 15150—69 и ГОСТ 15543—70, при этом температура охлаждающей воды на входе должна быть от 5 до 25°С.
Окружающая среда невзрывоопасная, не содержащая значительного количества агрессивных газов и паров в концентрациях, разрушающих металл и изоляцию, не насыщенная токопроводящей пылью и водяными парами. Класс машины по способу защиты человека от поражения электрическим током 01 по ГОСТ 12.2.007.0—75.
Степень защиты машины IPOO, частей, находящихся под напряжением сети — IP20 по ГОСТ 14254—80.
Комплектность поставки.
В комплект поставки машины контактной сварки типа МТМ-160 входят следующие составные части: машина; шкаф управления; стойка; ЗИП (запасные части и принадлежности) — 1 компл.; эксплуатационная документация — 1 компл.
Гарантийный срок устанавливается 1 год и исчисляется со дня пуска машины в эксплуатацию, но не позднее 6 месяцев со дня поступления ее на действующие и 9 месяцев на строящиеся предприятия.
ТЕХНИЧЕСКИЕ ДАННЫЕ
|
№ |
Наименование параметра |
норма |
|
1. |
Напряжение трехфазной питающей сети частотой 50 Гц, В |
380 |
|
2. |
Номинальная потребляемая мощность при сварке прутков Æ10+12 мм (при включении сварочных трансформаторов в три очереди), кВ • А, не более |
325 |
|
3. |
Номинальный длительный вторичный ток, кА |
3,6 |
|
4. |
Наибольший вторичный ток, кА, не более |
30 |
|
5. |
Номинальный сварочный ток, кА |
12,5 |
|
6. |
Наибольшая длительная эксплуатационная производительность при сварке прутков Æ5+5 мм и при шаге каретки 300 мм, м/ч |
160 |
|
7. |
Диаметры свариваемых прутков, мм: – продольных – поперечных |
3—12 3—10 |
|
8. |
Количество переменных шагов между поперечными прутками |
2 |
|
|
Расстояние между продольными прутками, мм |
100 – 300 |
|
|
Расстояние между поперечными прутками, мм |
100 – 300 |
|
|
Расстояние между поперечными прутками при переменном шаге, мм – большой шаг – малый шаг |
140 – 300 50 – 220 |
|
|
Ширина свариваемой сетки, мм |
3800 |
|
9. |
Количество пар электродов |
36 |
|
|
Наибольшее усилие сжатия электродов, даН |
12 |
|
10. |
Усилие сжатия при давлении сжатого воздуха в сети 5 кгс/см2 (490х103 Па), даН, не менее |
500 |
|
11. |
Усилие перемещения свариваемой сетки, даН, не менее |
5000 |
|
12. |
Давление сжатого воздуха в сети, мПа (кгс/см2) |
0,63(6,3) |
|
13. |
Расчетный расход свободного воздуха при максимальном ходе каретки и номинальном усилии сжатия на электродах, м3/ч, не более |
300 |
|
14. |
Давление воды в системе охлаждения МПа, кгс/см2 |
1,5 – 3,0 |
|
|
Давление воды, л/ч, не более |
1300 |
|
15. |
Масса, кг, не более |
5800 |
|
16. |
Габаритные размеры, мм |
8 970х3 432 |
КОНСТРУКЦИЯ И ПРИНЦИП ДЕЙСТВИЯ
Машина типа МТМ-160 состоит из собственно машины, шкафа управления и стойки.
Собственно машина представляет собой металлоконструкцию, основной базовой частью которой является сварная станина.
Сварка прутков (одной, двумя или тремя очередями) производится в рабочем пространстве машины при опускании верхних электродов, работающих от приводов давления, на нижнюю контактную часть. Перемещение сетки на требуемый шаг осуществляется с помощью каретки.
При изготовлении сетки экономичного армирования для подачи поперечных прутков используется механизм досылки.
При необходимости машина производит счет свариваемых прутков и выдает команду на резку сетки (ножницы устанавливает заказчик).
Машина устанавливается на фундамент. Шкаф управления представляет собой сварную металлоконструкцию, внутри которой размещены – блок управления сваркой и пускорегулирующие элементы управления.
Двери имеют электрическую блокировку, исключающую возможность работы установки при их открывании.
Шкаф не требует фундамента и устанавливается в любом удобном для заказчика месте. Стойка представляет собой металлоконструкцию, собранную из сварных рамок и предназначенную для укладки мерных поперечных прутков. Стойка не требует фундамента. Продольные прутки подаются из бухт. Машина типа МТМ-160 работает в ручном и автоматическом режимах. Управление машиной осуществляется кнопками, расположенными на пульте управления.
Многоточечная сварка – Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
В зависимости от числа одновременно свариваемых точек различают одноточечную, двухточечную и многоточечную сварку. При подводе тока с двух сторон свариваемых детален ( фиг. При односторонней сварке ток, протекающий во вторичной цепи машины, распределяется между верхней и нижней деталями, как показано стрелками на фиг. Сварочный нагрев в основном осуществляется частью тока, протекающей через нижнюю деталь и контакт между деталями. [31]
Гидравлические нажимные устройства используются: а) почти во всех машинах для многоточечной сварки; б) в точечных машинах прессового типа большой мощности и в) в некоторых типах переносных точечных машин. [32]
Шовная сварка реализуется двумя основными путями: при наличии на рабочей части ролика отдельных выступов можно получить многоточечную сварку с последовательным выполнением точек или одновременным соединением деталей по всей длине шва. Пуансоны имеют рабочие выступы, как правило, кольцевой формы.
[33]
Последние годы в автомобильной промышленности, сельскохозяйственном машиностроении и в других отраслях крупносерийного производства находит все большее распространение многоточечная сварка. Машины, которыми осуществляется этот вид сварки, являются узко специализированными применительно к конфигурации и габаритам определенных изделий. В них число электродов может достигать нескольких сотен, а производительность – десятков тысяч точек в час. [34]
Многоточечная сварка последовательного действия основана на принципе односторонней двухточечной сварки. [35]
| Схемы односторонней многоточечной сварки. [36] |
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно можно сваривать 2 – 200 точек одновременно. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Многоточечную сварку применяют в основном в массовом производстве, где требуется большое число сварных точек на заготовке.
[37]
| Типы сварных соединений точечной сваркп.| Схемы мшл овторопнел точечной сварки. [38] |
Многоточечная контактная сварка – вид контактной сварки, когда за один цикл сваривается несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. [39]
| Типы сварных соединений, выполняемых точечной сваркой.| Схема шовной сварки. [40] |
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл сваривается несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токорас-пределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. В массовом производстве, например в автомобильной промышленности, применяют, как правило, машины, работающие по заданной программе. Производительность их очень высока – до 1000 и более точек в минуту.
[41]
Наибольшая производительность процесса осуществляется при переходе к многоточечным машинам. Принципиальные схемы многоточечной сварки были рассмотрены в гл. Фотография современной многоточечной машины приведена на фиг. Конструктивная схема однотрансформаторной многоточечной машины с поочередным зажатием электродов дана на фиг.
[42]
Пневмо-гидравлические нажимные устройства не требуют специального насосного агрегата и позволяют расположить пневмо-гидра-влический цилиндр вдали от машины, обеспечивая малые габариты электродной головки с гидравлическим цилиндром. Пневмо-гидравлические устройства применяются преимущественно в точечных машинах переносного типа, реже в машинах для многоточечной сварки. [43]
Эти машины существуют во многих видах в соответствии с типом свариваемого изделия. Сюда включаются, например, стыковые сварочные машины или машины для стыковой сварки оплавлением, машины для точечной сварки, включающие в себя пистолеты со встроенными источниками питания или без них; машины для многоточечной сварки и комплектующее оборудование; машины для рельефной сварки; высокочастотные аппараты для сварки сопротивлением. [44]
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл сваривается несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токорас-пределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. В массовом производстве, например в автомобильной промышленности, применяют, как правило, машины, работающие по заданной программе. Производительность их очень высока – до 1000 и более точек в минуту.
[45]
Страницы: 1 2 3 4
Многоточечные машины для сварки в Украине. Цены на Многоточечные машины для сварки на Prom.ua
Работает
Машина для вакуумной запайки Eono \Автоматический вакуумный запайщик\ вакууматор
Заканчивается
Доставка по Украине
3 368 грн
Купить
МегаБайт
Работает
Б/У Аппарат для электромуфтовой сварки труб Caldertech Calderbar 3. Электросварочные машины Durapipe
На складе в г. Киев
Доставка по Украине
13 999 — 16 098.85 грн
от 2 продавцов
13 999 грн
Купить
Retail Store Equipment
Работает
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ МТ-603XLP (пневмопривод радиал)
Доставка по Украине
55 000 грн
Купить
СВАРМАСТЕР
Работает
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ МТ-603XLN (механический привод радиального типа))
Доставка по Украине
50 000 грн
Купить
СВАРМАСТЕР
Работает
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ АТОС – 2500
Доставка по Украине
15 540 грн
Купить
СВАРМАСТЕР
Работает
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ АТОС – 1300
Доставка по Украине
9 600 грн
Купить
СВАРМАСТЕР
Работает
Машина для сварки продольных швов
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Трубосварочная машина для сварки полимерных труб 650 Вт 4 сварочные втулки NEO TOOLS 21-001
Доставка по Украине
7 200 грн
Купить
“ИНСТРУМЕНТ МАСТЕР” – СКЛАД-МАГАЗИН
Работает
Машина стыковой сварки для труб Ritmo Delta 500
Доставка по Украине
Цену уточняйте
HYDROMARKET – Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Работает
Машина стыковой сварки для труб Ritmo Delta 1600 Eco
Доставка по Украине
Цену уточняйте
HYDROMARKET – Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Работает
Машина стыковой сварки для труб Ritmo Delta 1600
Доставка по Украине
Цену уточняйте
HYDROMARKET – Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Работает
Стыковая сварочная машина BASIC 200 для сварки труб 63 – 200 мм
Доставка по Украине
210 096 грн
Купить
Сварочные технологии
Работает
Машина для сварки враструб с механическим приводом RITMO PRISMA 125 LIGHT
Доставка по Украине
131 133 грн
Купить
Сварочные технологии
Работает
Машины для сварки продольных швов ELENA II D-Serie
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки продольных швовELENA II S-Serie
Доставка по Украине
Цену уточняйте
Сварочные технологии
Смотрите также
Работает
TopexТрубозварювальна машина для зварювання полiмернiх труб 800 Вт
Доставка по Украине
по 2 549 грн
от 3 продавцов
2 549 грн
Купить
МАСТАК
Работает
Машина для стыковой сварки Rems “ССМ”- 160К-EE-Сет 40-50-56-63-75-90-110-125-140-160мм
Доставка по Украине
243 432 грн
Купить
ООО ПАЙП ТУЛС
Работает
Машина для стыковая сварка REMS “ССМ”- 250К-EE-Сет 75-90-110-125-160-200-250 мм
Доставка по Украине
443 720 грн
Купить
ООО ПАЙП ТУЛС
Работает
Машина для стыковая сварка REMS “ССМ”- 250КС-EE-Сет 75-90-110-125-160-200-250 мм
Доставка по Украине
527 436 грн
Купить
ООО ПАЙП ТУЛС
Работает
Трубозварювальна машина Topex для зварювання полімерніх труб 800 Вт
Доставка по Украине
2 587. 50 грн
Купить
TradeTop
Работает
Бердичевский А.Е., Редькин Е.Н., Эллик К.А. Многоэлектродные машины для контактной сварки.
Доставка по Украине
308 грн
Купить
MaxBook
Работает
Кабанов Н.С. Сварка на контактных машинах. Учебник для средних профессионально-технических училищ.
Доставка по Украине
178 грн
Купить
MaxBook
Работает
Кабанов Н.С. Сварка на контактных машинах. Учебник для средних профессионально-технических училищ. 4-е изд.,
Доставка по Украине
209 грн
Купить
MaxBook
Работает
Машины для сварки продольных швов ELENA II D-Serie
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки продольных швов ELENA VIII
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки продольных швов LINEARWELD EXTL
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки продольных швов LINEARWELD EXTL
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки угловых швов CORNERWELD 300/500
Доставка по Украине
Цену уточняйте
Сварочные технологии
Работает
Машины для сварки угловых швов CORNERWELD NimbleSafe
Доставка по Украине
Цену уточняйте
Сварочные технологии
Многоточечные машины и автоматизированные линии для сварки широких сеток
Многоточечные машины и автоматизированные линии для сварки широких сеток
Находят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока:
э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4:
1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
Таблица 18.24
Технические характеристики многоточечных сварочных машин
Таблица 18.25
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Правильные устройства СМЖ-288-1Б и 2Б. Исполнение 2Б имеет раму, на которой установлен ряд правильных роликовых блоков. Они при наладке могут смещаться вдоль рамы по се направляющим, в зависимости от шага между продольными стержнями в сетке. Каждый блок состоит из корпуса с пятью правильными роликами. Три нижних ролика свободно вращаются на осях, а два верхних — на осях, соединенных с корпусом шарнирно. В верхней части блоков расположены нажимные винты для перемещения рычагов с поворотными роликами, посредством чего создается прогиб арматуры при ее правке. На входе в блок установлена фильера из твердого сплава. Правильное устройство СМЖ-288-1Б изготавливается по индивидуальному заказу. В остальном конструкции устройств идентичны.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Китайский производитель оборудования, сварочный аппарат сопротивления, поставщик машин контактной сварки
Дом Производители/Поставщики
Подробнее
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Гибкий сварочный аппарат инвертора Mfdc головы электрода 220KVA Mfdc
Рекомендуемый продукт
Свяжитесь сейчас
Сварщик сопротивления 440KVA MFDC для статического контакта
Свяжитесь сейчас
Оборудование для точечной проекции Mfdc мощностью 220 кВА
Рекомендуемый продукт
Свяжитесь сейчас
Сварочный диод для сварки сопротивлением (ZP 12000A/600V)
Свяжитесь сейчас
Замена 5sdd0120c0400 сварщик сопротивления сварочный диод
Свяжитесь сейчас
Тип капсулы сварочного оборудования средней частоты сварочный диод Зп13500А 200В
Свяжитесь сейчас
Заводская торговая точка Машина для точечной сварки проволоки и листового железа в Китае Инверторная сварочная машина
Рекомендуемый продукт
Свяжитесь сейчас
Dtn2-75kw Dingju Dtn Аппарат для точечной сварки Пневматическое оборудование для сварки сопротивлением
Свяжитесь сейчас
Сварочное оборудование DN с педалью для сварки переменным током проволоки толщиной 2 мм
Рекомендуемый продукт
Свяжитесь сейчас
Машина точечной сварки сопротивлением инвертора постоянного тока средней частоты
Рекомендуемый продукт
Свяжитесь сейчас
Машина для стыковой сварки сопротивлением переменного тока Цена Машина для стыковой сварки Эффективность
Рекомендуемый продукт
Свяжитесь сейчас
Сварочный аппарат для листовых гаек Сварочный аппарат для точечной сварки Завод по производству сварочного оборудования для металла
Рекомендуемый продукт
Свяжитесь сейчас
Индукционная нагревательная машина для отжига паяльного стержня с металлическим лезвием
Рекомендуемый продукт
Свяжитесь сейчас
Пневматическая точечная сварка сопротивлением, одобренная ISO и CCC
Свяжитесь сейчас
Оборудование для настольной точечной сварки с гибким рычагом
Свяжитесь сейчас
Основа и точка контактной сварки (1)
1.История и предмет развития контактной сварки Примерно через 10 лет после стыковой сварки, изобретенной в 1885 году, метод точечной сварки, который представляет собой метод сварки внахлестку, при котором мягкие стали соединяются внахлест непосредственно между электродом из медного сплава и создается точечная сварная часть (самородок), образованная была изобретена концентрация в одну маленькую точку с большими амперами электричества. Точечная сварка имеет очень высокую скорость сварки и простое действие. Поскольку автоматическая операция очень проста и кратка, основной метод сварки тонколистового металла широко разработан.
Специально для производства автомобильных кузовов требуется абсолютная необходимость низкой стоимости и массового производства. Хотя точность пресса не такая серьезная и места на пластине немного. Пресс обеспечивает зажим двух или более перекрывающихся листов между двумя электродами, широко признанный и применяемый как наиболее подходящий метод сварки для высокой производительности и основы массового производства. Вслед за точечной сваркой была изобретена рельефная или шовная сварка, которая победила контактную сварку внахлестку в области сварки тонких листов. Выступающая сварка представляет собой метод одновременной сварки в нескольких точках встык со стороны стального листа, из-за узких частей несколько положений пистолета затруднены. Шовная сварка представляет собой непрерывную герметичную формовочную сварку вращающимися электродами дискового типа.
В мире точечной сварки эра в качестве предмета для голой мягкой стали продолжалась в течение долгого времени, до сих пор не было фатальной проблемы. Теория точечной сварки, созданная в эпоху голых пластин из мягкой стали, должна сказать, что после этого задержка технологии точечной сварки из-за потенциальных скрытых проблем со сталью особого качества, наиболее подходящей для точечной сварки.
Для защиты от ржавчины, оцинкованная сталь, которая в настоящее время широко используется, имеет низкую способность к формованию самородков, или из-за легкого веса, или для обеспечения высокой безопасности от столкновения, на рынке была представлена высокопрочная стальная плита ( HITEN ). Трудно сказать, что проблема с существующей технологией точечной сварки высокопрочного стального листа (HITEN) в условиях нереального высокого давления и т. д. решена. Может потребоваться фундаментальный пересмотр явления сварки без временных мер.
Shinkokiki Co., Ltd., всегда стремится помочь различным клиентам, во всяком случае, путем разъяснения основных технологий или консультации по проблеме.
(1-1) Позиция классификации контактной сварки и видов
(1-2) Виды пакетной контактной сварки и компонентов, принцип сварки, особенности
(1-3) Достоинства и недостатки основного метода точечной сварки
2. Переход и ход точечной сварки
Первые машины для точечной сварки были почти из всех стационарных машин для точечной сварки, а переносные машины для точечной сварки были переданы рабочей силой. С начального периода машина для точечной сварки была автоматизирована с помощью контрольного оборудования, называемого ТАЙМЕРОМ, которое представляло собой движение давления-электрического тока-открытие и широко использовалось, так как навыки рабочего не требовались.
Когда наступила эра массового производства автомобилей, были разработаны крупногабаритные машины для многоточечной сварки. Эта машина имела функцию, при которой многие точки сварки могли одновременно обрабатываться многими пушками. Плата за обновление оборудования была огромной, и при каждой новой смене модели требовался длительный период строительства. И постепенно тенденция должна была сместиться на роботизированную систему универсальной машины точечной сварки. Начальная стадия робота для точечной сварки была такой же, как и у портативного аппарата для точечной сварки, выполняемого вручную, только сварочный пистолет переносился роботом, а подача электроэнергии осуществлялась с помощью сварочного трансформатора, подвешенного к потолку с подключением тяжелых жестких кабелей.
Полное изменение формы и производительности сварочного робота заключалось в том, что сварочный робот был загружен пистолетом и встроенным сварочным аппаратом трансформаторного типа. Легкий сварочный трансформатор долгого ожидания был получен с помощью инверторного сварочного аппарата постоянного тока. Используя замену промышленной частоты 50 Гц или 60 Гц на высокую частоту около 1000 Гц с помощью инверторного управления, площадь поперечного сечения магнитного пути сварочного трансформатора была уменьшена примерно до одной двадцатой (1/20). Теперь, несмотря на то, что простой сварочный аппарат переменного тока с постоянным током постоянного контроля сварочного тока является обычным явлением.
И теперь наступила эра 3-х временной электрификации контроля предварительного нагрева-постоянного тока-после нагрева и мой компьютерный таймер также дополнительно установлен.Стандартная производительность. Максимальное усовершенствование основной технологии точечной сварки заключается в том, чтобы иметь возможность использовать более высокий уровень производительности сварочного аппарата.
(2-1) Принципиальная электрическая схема и последовательность работы на машине точечной сварки
| ■ Управление сварочным электрическим током и временем, давлением После определения условий сварки подача сварочного электрического тока и время сварки и т. д. будут зафиксированы контроллером, так называемым таймером сварки. Управление по току популярно фазовым управлением на тиристоре. Контроль давления осуществляется регулятором воздуха в случае системы давления воздуха. Но в последнее время все большее распространение получает сварочный пистолет с электрической системой с серводвигателем. |
| ■ Определение слова «контроль времени» |
(2-2) Интегрированный сварочный аппарат Gun & Transformer для загрузки сварочного робота
(Рис. 3) Интегрированный сварочный аппарат Gun-Transformer | Система интегрированного сварочного аппарата Gun & Transformer, нагруженного на сварочного робота, быстро растет, в основном, в автомобильной промышленности. Инверторный сварочный аппарат постоянного тока с облегченным трансформатором за счет применения высокой частоты позволяет принимать меньший вес/мощность нагрузки робота, чем раньше. (Рис. 4) Машина для однофазной точечной сварки |
3. Принцип точечной сварки и требуемые тепловые характеристики
Принцип точечной сварки очень прост. Однако наблюдать непосредственно невооруженным глазом зону плавления невозможно, так как одновременно происходит изменение повышения температуры и расширение пути тока за очень короткое время. Оно ускользает от обычного чувства человека и иногда вызывает иллюзию.
Тепловые характеристики, необходимые для высокоуровневой точечной сварки, включают выбранный нагрев и реализацию крутого наклона температуры по отношению к стороне электрода. Другого сравнительного метода сварки не существует. Повышение температуры зоны плавления определяется экзотермической теплотой на единицу q=0.24ρδ 2 t(cal/cm 3 ). Экзотермика в единицу времени есть произведение ρδ 2 на удельное сопротивление ρ и вторую степень плотности тока δ,ρδ 2 (W) называется экзотермической плотностью тепла, а центр зоны плавления и часть электрода, разделенные расстоянием в несколько 10 мм, действительно составляют его объем в несколько сотен раз. Эта разница не случайна и создается намеренно искусственно. Используется разностный расширительный элемент. То есть ① Как электродный материал. Выбор медного сплава с более высокими теплопроводностью и теплопроводностью. ② Более высокая плотность тока в зоне сплавления достигается за счет тонкой части наконечника. ③ Из-за кратковременной электрификации охлаждающий эффект не достигается в зоне плавления, рост удельного сопротивления ρ вдоль кривой температуры сопротивления.
В оцинкованном стальном листе экстремально выбранное экзотермическое тепло на границе раздела сварных швов и коллапс тепловых характеристик, необходимых при точечной сварке с крутым наклоном температуры в сторону электрода, легко возникают различные проблемы задержки роста самородка, увеличение сварочного выброса и возникновение прилипания (слипания электрода и листа). Для решения этих задач нет другого пути реализации «раньше сделать пусковую скорость», максимально сделать цепь эффективного сопротивления экзотермической теплотой, чтобы использовать увеличение удельного сопротивления ρ наряду с повышение температуры зоны сплавления». Необходимо изобрести состояние сварки и форму электрода.
Когда предметом точечной сварки является только голый лист из мягкой стали, выбранная экзотермическая температура поверхности сварки и крутой наклон температуры к электроду достигаются естественным образом, без какого-либо понимания того, какие тепловые характеристики требуются для точечной сварки. Поскольку выпуклость, называемая пупком, была сформирована в центральной части наконечника электрода, более высокая плотность тока была обеспечена на границе раздела сварного шва, даже если было сделано увеличение видимого диаметра наконечника. Хотя виды стального листа были изменены, термические свойства, необходимые для точечной сварки, не изменились. В повседневной работе желательно добиться дальнейшего повышения качества точечной сварки, включая пересмотр существующей точечной сварки.
(3-1) Плотность экзотермического тепла вокруг места точечной сварки на основе формулы сопротивления экзотермическому теплу
(Рис. | (Рис. 6) Плотность экзотермического тепла вокруг места точечной сварки ρδ2 ■ Плотность экзотермического тепла периодически высока в зазоре работы и достигает точки плавления. |
(3-2) Распределение температуры в месте точечной сварки, вызванное термическим обжигом
(Рис. 7) Плотность тепла в месте точечной сварки Электрод с большой теплоемкостью и высокой теплопроводностью будет работать как мощное охлаждающее устройство, а распределение температуры показано на левом рисунке. В случае оцинкованного листа склонность к нагреву низкая. Температура между заготовкой и электродом также становится высокой, и они осаждаются. | (рис. 8) GO Каменный самородок |
(Рис. 9) Пояснения к теплопроводности |
Основание и точка контактной сварки (2)
Китай Машина для многоточечной точечной сварки Производители, Поставщики, Фабрика – Хорошая цена
Описание
Машина для сварки проволочной сетки, используемая для сварки различных сеток, сварки полок, сварки тележек для супермаркетов, сварки торговых стеллажей, сварки клеток для домашних животных, различных сварка листового металла и др. ;
Основные характеристики
1. Автоматический многоточечный сварочный аппарат с осью X состоит из двух частей: сварочного аппарата и рабочего стола. Сварочный аппарат может быть оснащен импульсным источником питания переменного тока или энергосберегающим и экологически безопасным инверторным источником питания постоянного тока средней частоты. Одноголовочная и многоголовочная точечная сварка с длинным плечом или конструкция для необработанной сварки, оснащенная сварочной формой, которая автоматически перемещается по оси XY, необходимо только ввести данные координат положения сварочного продукта, источник питания для сварки и другие данные, после оборудование запущено, сварка изделия может быть завершена, требуется только ручное размещение и снятие заготовки;
2. Структура оборудования является гибкой, а комбинация удобна. Его можно сочетать с различным сварочным оборудованием;
3. Принята программируемая система управления манипулятором, высококачественная атмосфера, автоматическая сварка и ручная сварка могут свободно переключаться, можно обучаться, находить точки в соответствии с фактическими продуктами, высокая точность и аккуратность;
4. Настройте блок управления для переключения различных режимов сварки. Для различных сварочных заготовок могут быть установлены различные параметры, такие как выходной ток и время сварки, а во время сварки может выполняться переключение одной кнопкой;
5. Изготовлено в соответствии с международным стандартом ISO и европейским сертификатом CE.
Применение
Широко используется для сварки различных сеток, сварки полок, сварки тележек для супермаркетов, сварки торговых стеллажей, сварки клеток для домашних животных, сварки различных листовых металлов и т. Д .;
Сертификация
Машина для многоточечной точечной сварки получила сертификат CE на соответствие европейскому стандарту EN1004, сертификат CCC для китайского стандарта высокого качества. наша фабрика также прошла сертификацию ISO 9001 Международный стандарт управления качеством, подтверждающий и гарантирующий, что этот аппарат для рельефной сварки предлагает отличное безопасное качество и стабильную работу.
Наша компания
GUANGZHOU DRAGON WELDING CO., LIMITED является профессиональным производителем сварочного оборудования, специализирующимся на совместном проектировании, производстве, продаже и обслуживании.
Наша продукция включает в себя машины для точечной сварки, машины для стыковой сварки, машины для стыковой сварки оплавлением, машины для шовной сварки, машины для сварки постоянным током с инвертором средней частоты, машины для точечной сварки с однофазным/трехфазным вторичным выпрямителем, машины для многоточечной точечной сварки, линии для производства раковин, автоматические аргоновые дуги Машины для шовной сварки, многоосевой автоматический сварочный аппарат с ЧПУ, сварочный аппарат для угловых швов, 2D-гибочный станок для проволоки, станок для правки и резки проволоки, машины для индукционного нагрева высокой/ультразвуковой/средней частоты и другое автоматическое оборудование.
Упаковка и доставка
Машина для сварки проволочной сетки будет строго проверена перед упаковкой и отправкой, чтобы убедиться, что они могут быть удовлетворены вами, и наша упаковочная коробка очень прочная.
Успешный случай
1. Компания Guangzhou Dragon Welding Co. Ltd является одним из производителей сварочного оборудования в Китае.
2. Сильная профессиональная техническая команда и команда дизайнеров обеспечивают производство сварочных аппаратов высочайшего качества.
3. Богатый опыт в области производства с более чем 20-летним опытом экспорта.
4. Мы предоставляем услуги OEM, ODM, вы можете сообщить нам все требования, наша команда дизайнеров и техническая команда произведут их в соответствии с вашими требованиями.
5. Мы предоставляем услуги по сварке образцов и хорошее послепродажное обслуживание.
Лицензии и квалификация
Часто задаваемые вопросы
Q1: Что производит ваша фабрика?
A: Мы производим и экспортируем все виды автоматических сварочных аппаратов и многоточечных точечных сварочных аппаратов. Мы также можем проектировать и разрабатывать сварочные аппараты в соответствии с вашими требованиями.
Q2: Как насчет стандартной даты доставки?
О: Обычно 40-50 дней. Наша компания обеспечивает своевременную доставку
Q3: Вы продаете сварочные электроды?
О: ДА, вы можете купить сварочные электроды на нашем заводе или на местном рынке.
Q4: Есть ли у вас сертификат CE?
О: ДА, есть.
Q5: Можете ли вы экспортировать машины на вашем заводе?
О: ДА, мы можем.
Q6: Где находится ваша фабрика?
A: Наша фабрика расположена в городе Гуанчжоу, провинция Гуандун, Китай.
Q7: Вы пришлете инженера для помощи в установке сварочного аппарата?
A: Да, если нужно, мы можем отправить нашего инженера на ваш завод, чтобы помочь установить наш сварочный аппарат, обучить рабочих и убедиться, что сварочный аппарат работает хорошо, прежде чем он уйдет.
Мы обеспечим такое же хорошее послепродажное обслуживание, как и предпродажное обслуживание. На любые ваши вопросы мы ответим в течение 12 часов.
Hot Tags: машина для многоточечной точечной сварки, Китай, производители, поставщики, завод, цена, Автоматическая аргонная машина для продольной сварки швов, Машина для сварки прокатным швом, Машина для сварки проволоки, Машина для полировки колесных дисков, Нагревательное оборудование для сушки олова, Машина для формовки дисков
Как улучшить качество точечной сварки
Как улучшить качество точечной сварки
1) Пройдите обучение процессу RSW.
Точечная сварка кажется обманчиво простой, но необходимо понимать и контролировать многочисленные переменные процесса. Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как отрегулировать каждую настройку для получения оптимальных результатов. И, как и при выпечке торта, очень важно использовать правильный рецепт точечной сварки
. Металлоформовщики должны обращаться к легко доступным таблицам рецептов, в которых указаны рекомендуемые настройки вторичного тока (тепло сварки), продолжительности сварки (время протекания тока) и давления ковки (усилие) для точечной сварки листового металла различных типов и толщины. Примечание. Используйте эти настройки только в качестве отправной точки. Эмпирическое правило: если используется надлежащее усилие сварки, самые прочные и наиболее привлекательные соединения обычно получаются в результате высокой температуры усадки и короткого времени сварки, что называется режимом сварки класса А.
часто находят применение, когда формовщик металла использует сварочный аппарат, слишком маленький для толщины свариваемого материала. Эти режимы включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большей маркировке поверхности из-за большей зоны термического влияния.
Выход на пенсию квалифицированных рабочих и увольнения в течение последних нескольких лет уменьшили племенные знания многих мастерских, выполняющих точечную сварку, но несколько источников предлагают книги и учебные курсы по этому процессу. Например, компания T. J. Snow Company предлагает несколько вариантов обучения, включая семинар на предприятии, проводимый на вашем предприятии. Компания T. J. Snow также представила совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Дополнительную информацию о семинарах T. J. Snow по контактной сварке можно найти на сайте www.tjsnow.com/seminars
2) Выберите правильный сварочный аппарат.
Самая важная вещь, которую следует помнить: выберите машину, которая может выполнять сварные швы класса А с оптимальной прочностью, оставив в резерве около 25 процентов доступной силы тока и силы.
Большинство компаний не имеют возможности самостоятельно подобрать нужный размер станка, поэтому прислушайтесь к совету опытного машиностроителя. Хороший инженер по продажам оценит машину только после того, как задаст вопросы о свариваемых материалах и скорости, с которой будет работать машина.
Поскольку мощность машины RSW может быть завышена при использовании рабочего цикла менее 50 процентов по стандарту RWMA, обязательно спросите, соответствует ли указанная машина этим стандартам.
Хотя машины RSW с коромыслами являются наиболее распространенными из-за их относительно низкой покупной цены, они применяют силу сварки с помощью рычага — наконечники часто скользят, если рычаги не идеально выровнены. Таким образом, более дорогая машина прессового типа с вертикальным действием часто используется, когда приложение требует привлекательной, малозаметной выставочной поверхности.
Слишком большой сварочный аппарат может вызвать столько же проблем, сколько и слишком маленький, особенно когда диаметр воздушного цилиндра настолько велик, что для достижения желаемого давления в воздушной линии необходимо использовать давление ниже 40 фунтов. усилие сварки.
Неприемлемая прочность сварного шва может быть результатом неадекватного последующего действия воздушного цилиндра в тот момент, когда листовой металл достигает расплавленного состояния, когда его необходимо правильно проковать.
Чтобы приспособить новые высокопрочные стали, находящие применение в автомобильной промышленности, производители машин и средств управления RSW добились значительных успехов. Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Итак, обеспечьте хорошее качество, заменив или перестроив ваши старые машины RSW или, по крайней мере, модернизировав их новыми программируемыми элементами управления.
3) Используйте правильные инструменты настройки.
Чтобы таблицы рецептов точечной сварки были понятны, в каждой мастерской, использующей этот процесс, должен быть специальный амперметр для контактной сварки, чтобы измерять вторичный среднеквадратичный сварочный ток, подаваемый на наконечники. Кроме того, поскольку переменные действия рычага (на станке RSW с коромыслом) и трение плунжера (на станке прессового типа с вертикальным действием) могут влиять на прилагаемое усилие сварки, мастерские также должны иметь датчик прямого считывания для измерения усилия сварки. фактическое усилие сварки между наконечниками.
Использование вторичного амперметра и манометра позволяет оператору машины RSW настраивать машину с научной точки зрения, а не методом проб и ошибок. И, когда требуется документация, некоторые из доступных счетчиков также могут служить мониторами для записи и сохранения переменных параметров сварки для справки.
4) Используйте прибор для испытаний на растяжение.
Проверка точечных сварных швов должна быть более научной, чем сбрасывание сваренных деталей на пол. Хотя механическое испытание на отрыв или долото может быть полезным способом визуальной проверки прочности сварного шва и диаметра наггетсов, лучшим инструментом для обеспечения качества является тестер на растяжение, предназначенный для вытягивания небольших сварных образцов образцов до разрушения. Прочность на сдвиг хорошего точечного сварного шва должна быть выше, чем у основного материала.
5) Определите выступ сварного шва.
Благодаря широкому диапазону пластичности низкоуглеродистая сталь может быть успешно сварена точечной сваркой с различными настройками машины. Однако, чтобы определить идеальную настройку, формовщик должен поэкспериментировать со сварочным аппаратом и использовать тестер на растяжение для проверки результатов.
В нижней части окна лепестка сварного шва прочность сварного шва недопустима; на верхнем конце происходит изгнание. Чтобы определить оптимальные настройки для свариваемого материала, оператор должен подтвердить оптимальный рецепт сварки и использовать эти параметры в качестве отправной точки для производственного цикла.
Прочность сварного шва будет снижаться по мере износа электродов, но начиная с середины допустимого диапазона, а не с «рваного края», процесс будет наиболее стабильным и надежным.
6) Используйте правильные наконечники и держатели электродов.
Выбор наконечника играет важную роль в успешной точечной сварке, и существует множество форм электродов и медных сплавов, из которых можно выбирать. Опять же, полагайтесь на совет знающего продавца.
Например, вместо использования дорогих смещенных наконечников электродов поставщик может порекомендовать использовать смещенный держатель и менее дорогой прямой наконечник. Кроме того, использование небольших сменных электродных колпачков вместо традиционных цельных электродов может обеспечить значительную экономию.
И, чтобы увеличить срок службы электрода, используйте трубки с концами, срезанными под углом 45 градусов. угол, чтобы направить воду на дно внутренней охлаждающей камеры наконечника.
7) Одевайте чаевые рано и часто.
Поскольку большинство проблем с качеством RSW можно отнести непосредственно к износу электродов, металлоформовщики не могут позволить себе пренебрегать кончиками электродов. Регулярное одевание или обмен чаевыми — задолго до того, как это потребуется — принесет большие дивиденды. Вот пример важности заправки наконечников:
В таблицах RSW часто рекомендуются наконечники диаметром ¼ дюйма. контактная поверхность сварки. Предположим, вы определили, что материал, который вы свариваете, требует 9800 А для оптимальной прочности сварного шва. Вот в чем загвоздка: если больше ничего не изменится, а наконечники вырастут из ¼ дюйма. диам. всего до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для получения такой же прочности потребуется 22 100 А. Именно такие ситуации приводят к появлению слабых мест сварки и отбраковке деталей.
Несмотря на то, что металлоформовщики могут выбирать из нескольких типов приспособлений для зачистки наконечников, лучший способ поддержания надлежащего диаметра поверхности сварного шва — это удаление электродов из машины после заданного количества сварных швов, задолго до того, как они выйдут из-под контроля. Зачистите кончики электродов на токарном станке или сверлильном станке, оснащенном соответствующими режущими лезвиями.
8) Конструкция для контактной сварки.
Металлоформовщики могут ссылаться на диаграммы, в которых указано минимальное контактное перекрытие, а проектировщики деталей из листового металла, сваренных точечной сваркой, должны учитывать соответствующую ширину полки, чтобы избежать выталкивания, что снижает прочность сварного шва. Кроме того, тщательно продумайте расстояние между сварными швами. Размещение точечных сварных швов слишком близко друг к другу может привести к шунтированию. Здесь часть сварочной энергии теряется через соседние сварные швы, что может привести к снижению прочности сварного шва.
Пружинивание свариваемых деталей также может мешать процессу RSW. Использование части доступного сварочного давления сварочного аппарата для соединения деталей может нарушить правильную проковку сварного шва.
9) Закупить сталь известного качества.
ПроблемыRSW иногда можно проследить до рулона стали, купленного с привлекательной скидкой, но сомнительного качества. Высокое содержание углерода может вызвать серьезные проблемы со сваркой, равно как и непостоянная толщина покрытия. Если сварочный аппарат не отрегулирован должным образом, чтобы приспособиться к этим изменениям, сварные швы, которые выглядят хорошо, могут развалиться.
10) Запланируйте регулярное профилактическое обслуживание.
МашиныRSW обычно не проходят регулярное профилактическое обслуживание (PM), которого они заслуживают. Производительность машины со временем ухудшается из-за коррозии и/или искрения многочисленных медных вторичных соединений, по которым ток проходит от трансформатора к наконечникам. Поэтому металлоформовщики должны разбирать, чистить и подтягивать весь вторичный контур не реже одного раза в год. Они также должны регулярно проверять систему подачи воздуха и устранять любые утечки воздуха и механический износ.
Если вам нужна контактная сварка, включая оборудование и расходные материалы, посетите сайт www.tjsnow.com или позвоните по телефону 1-800-NOW-SNOW.
Первоначально эта статья была написана Томом Сноу и опубликована в журнале MetalForming Magazine, июль 2014 г.
Дуговая/точечная сварка сопротивлением – инженерные системы Midwest
ИННОВАЦИИ С ПОМОЩЬЮ АВТОМАТИЗАЦИИ
- Домашний
- Возможности
- Сварка
- Дуговая/точечная сварка сопротивлением
О сварке сопротивлением
Сварка сопротивлением — это процесс, который быстро и эффективно соединяет два или более тонких металлических листа. Этот процесс сварки также позволяет сваривать похожие и разнородные материалы без использования защитных газов или флюсов. Midwest Engineered Systems может автоматизировать процессы контактной и точечной сварки практически в любой системе автоматизации. От небольших автономных систем до полностью автоматизированных роботов, MWES разрабатывает каждую сварочную систему в соответствии с конкретными потребностями заказчика.
Как работает контактная сварка
Контактная сварка широко применяется в производстве металлов и обрабатывающей промышленности. Во всех процессах контактной сварки сильный ток пропускается через металлы, нагревая их и сплавляя вместе в заранее определенных точках. Эти точки сварки будут зависеть от конструкции сварочного изделия и положения электродов, используемых в процессе сварки. Некоторые более распространенные типы контактной сварки включают точечную сварку, шовную сварку, стыковую сварку и сварку с выступом.
Преимущества контактной сварки
Использование контактной сварки имеет целый ряд преимуществ. Среди них:
- Более чистая и менее загрязненная рабочая среда
- Это простой процесс, легко интегрируемый с автоматизацией и робототехникой и не требующий предварительного обучения сварщиков
- Недорогой и способный крупносерийное производство
- Возможность адаптации к сварным швам из сходных и разнородных металлов
- Тепло сконцентрировано, а интервалы подачи тепла короткие
- Обычно не требует растворителей или других материалов; также не требует защитных газов
Точечная сварка
Точечная сварка является наиболее часто используемым типом контактной сварки. Сварное соединение формируется путем прижатия электродов с заостренными концами в местах сварки, чтобы сосредоточить правильный ток и тепло на определенных местах свариваемых металлов. Точечная сварка может быть легко автоматизирована и широко используется в автомобильной промышленности для производства деталей автомобильных шасси и других крупных компонентов. Точечная сварка применяется также при изготовлении мебели и других предметов домашнего обихода.
Преимущества точечной сварки
Точечная сварка сопротивлением (RSW) имеет несколько преимуществ, которые следует отметить. К числу наиболее важных из них относятся следующие:
- Точечная сварка выполняется быстро, просто и широко применяется
- Отсутствие опасностей от открытого огня
- Нет необходимости в присадочных металлах или флюсах для создания соединения
- Автоматизированные роботы могут легко изменять скорость повысить производительность за счет выполнения от десятков до сотен точечных сварных швов в течение нескольких секунд в зависимости от компонентов сварного шва
- Металлические листы можно сваривать одновременно
Дуговая сварка
Дуговая сварка — наиболее распространенный сегодня вид сварки плавлением. Дуговая сварка использует электрическую дугу для создания интенсивного нагрева до 6500°F. При таких температурах такие металлы, как сталь, нержавеющая сталь и алюминий, могут достаточно размягчиться, чтобы их можно было соединить вместе. Электрическая дуга, создающая такой сильный нагрев, может быть вызвана источником питания переменного или постоянного тока. При нагревании при высоких температурах металл вступает в химическую реакцию с кислородом и азотом, которые сжижаются в месте контакта. Как только металл остынет и затвердеет, он образует прочную металлургическую связь между двумя точками контакта.
Двумя наиболее распространенными типами дуговой сварки в среде защитного газа являются сварка вольфрамовым электродом в среде инертного газа (TIG) и дуговая сварка металлическим газом (MIG). В сварке TIG используется неплавящийся вольфрамовый электрод для создания дуги с инертным защитным газом, таким как аргон или гелий, для защиты сварочной ванны от любых переносимых по воздуху загрязнений. Сварка TIG идеально подходит для высокоточной сварки и сварки листового металла. В сварке MIG используется процесс, при котором непрерывный расходуемый проволочный электрод нагревается и подается в сварочную ванну. Как и при сварке TIG, инертный газ, такой как аргон, также используется в качестве защитного газа для защиты сварочной ванны от любых переносимых по воздуху загрязнений. Сварка MIG широко используется в большинстве отраслей промышленности.
Построение будущего производства,
вместеУчить больше
Где мы помогли
Наши
Недавние проектыСварочные детали для подъемников
Роботизированные сварочные модули были предоставлены нашему клиенту для обработки различных сварных деталей…
Сварочный робот с бортовым поворотом
26 Автоматизация сварочная ячейка, предоставленная MWES нашему заказчику, способна обрабатывать как Wacker…
Ячейка для сварки днища сосуда под давлением
Эта система предназначена для установки, прихватки и сварки кольцевых секций в секцию корпуса. ..
Линия для сварки барабана бетоносмесителя
Компания MWES предоставила этому производителю грузовиков оборудование для автоматизации сварки с помощью роботов. усилитель…
3-осевой сварочный позиционер Skylift
Этот проект состоит из стандартного роботизированного сварочного позиционера MWES и концевого эффектора для нашего…
Крышка 3-фазного трансформатора, сварочная ячейка
Компания MWES спроектировала и построила полностью автоматизированный роботизированный сварочный модуль, целью которого является завершение…
Сварочное судно
Фирма обратилась в компанию MWES с просьбой автоматизировать точный и сложный процесс сварки в больших масштабах…
Автоматизированный 3- шт. Ячейка для сварки труб
Роботизированная автоматизация процесса сварки обеспечивает высокую рентабельность инвестиций, устраняя необходимость в квалифицированном персонале…
Роботизированная ячейка для сварки ферм
Компания MWES разработала роботизированную ячейку для сварки ферм, которая может выполнять сварку ферм быстро и легко. . ..
Посмотреть больше проектов
пользовательских машин | Banner Welder
Banner Welder является лидером в разработке сварочного оборудования и уже более 60 лет предоставляет производителям решения по автоматизации. В современной глобальной экономике производители постоянно должны наращивать усилия по бережливому производству, чтобы оставаться конкурентоспособными. Автоматизация не только снижает трудозатраты, но и повышает производительность и качество деталей.
Обслуживаемые отрасли:
- Автомобильная
- Бытовая техника
- Электрическая
- Сельскохозяйственная и тяжелая техника
- Общественный транспорт/Железнодорожный транспорт
- Металлическая мебель и хранилище инструментов
Примеры применения автоматизированной сварки Banner:
- Разработка и интеграция роботизированной системы – процессы контактной и дуговой сварки
- Линии передачи
- Интеграция нескольких систем
- Жесткая автоматизация нескольких станций
- Фасонные и сварочные линии «под ключ» для производителей металлической мебели и электроприборов
- Подача гаек и шпилек и сварка выступающих частей
- Контактная шовная сварка
- Многофазные сварочные аппараты для контактной сварки — компания Banner является лидером в области применения среднечастотной технологии постоянного тока
- Малое сопротивление автоматизация сварки
- Бессварочные процессы соединения, такие как заклепка
Сварочные системы могут быть полностью автоматизированы и включать роботизированную загрузку и разгрузку деталей или иметь полуавтоматические возможности с участием оператора.