Машина точечной сварки: Точечная контактная сварка ➤ Купить аппарат в Москве ✔ Интернет магазин «СВАРБИ»
alexxlab | 21.03.1986 | 0 | Разное
Машина точечной сварки типа МТ с прямым ходом электрода
В НАЛИЧИИ
Связаться с менеджером
- Особенности
- Преимущества
- Комплектация
- Опциональная комплектация
- Высокая производительность,
- Возможность приварки гаек к листу,
- Высокая повторяемость.
- Не требует расходных материалов,
- Не требует квалифицированных сварщиков,
- Сварка различных материалов без смены инструмента,
- 2 варианта хода электрода – прямолинейный и радиальный,
- Cистема стабилизации сварочного тока при колебаниях напряжения электросети,
- Эффективная система пневматического привода сжатия с системой регулировки и подготовки сжатого воздуха,
- Система водяного охлаждения трансформатора и электрододержателей,
- Низкие показатели шума на пневматических клапанах,
- Возможность запуска с педали или ручных кнопок.

- Машина контактной сварки, педаль,
- Блок управления
- Электроды для приварки гаек,
- Блок водоохлаждения с замкнутым циклом БВА-02,
- Электрододержатель увеличенной длины.
Технические характеристики
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Технические характеристики
- МТ-1504
- МТ-1928
- МТ-2103
- МТ-3001
- МТ-4022
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Заказать / Уточнить детали
Представьтесь, пожалуйста *Please fill the required field.
Ваша электронная почта для ответа (Email) *Please fill the required field.
Текст сообщения *Please fill the required field.
3 + 4 = ?
Арт: 000-1111-22222
Комплектация 1
Для ремонта подводного металлического оборудования и конструкций
Сварка под водой
Арт: 000-XXXX-YYYYY
Комплектация 2
Для ремонта подводного металлического оборудования и конструкций
Сварка под водой
Стационарная машина контактной точечной сварки Electrex SPOT THV 50
Стационарная машина контактной точечной сварки применяется для сварки деталей из листовой стали, а также из алюминиевых и титановых сплавов.
Стационарная машина контактной точечной сварки SPOT THV 50 производится на португальском предприятии ELECTREX, сертифицированном по стандарту ISO, в строгом соответствии с Европейскими стандартами. Соответствует требованиям CE (продукт соответствует всем соответствующим законодательствам Европейского Союза и имеет право размещения и продажи на рынке в ЕС), ROHS (отсутствие либо ограниченное содержание вредных веществ при производстве) и ГОСТ-Р (межгосударственный стандарт в СНГ). Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
Машины контактной сварки нашли широкое применение в различных отраслях промышленности для сварки деталей из листовой стали низкоуглеродистой и низколегированной и высоколегированной), а также из алюминиевых и титановых сплавов. Такая технология возможна, поскольку машина SPOT THV 50 в десятые доли секунды создает высококонцентрированный направленный поток тепловой энергии с минимальным расходом электроэнергии, воды и воздуха.
Машины контактной точечной сварки SPOT THV 50 могут широко использоваться в условиях массового производства деталей автомобилей, пассажирских вагонов, приборов электроники, при прокладке магистральных трубопроводов и рельсовых путей. В этих областях контактная сварка составляет 90% всего сварочного производства.
- Машина оснащена функцией регулировки вылета плеч и хода электродов.
 Положение электродов регулируется в соответствии с формой свариваемой детали. Машины контактной точечной сварки SPOT THV 50 обеспечивают стабильное качество, высокую эффективность, культуру производства и улучшают условия труда. Медно-хромовые электрододержатели длиной до 1000 мм рассчитаны на тяжелый и длительный режим работы. При этом можно использовать электроды различной формы.
Положение электродов регулируется в соответствии с формой свариваемой детали. Машины контактной точечной сварки SPOT THV 50 обеспечивают стабильное качество, высокую эффективность, культуру производства и улучшают условия труда. Медно-хромовые электрододержатели длиной до 1000 мм рассчитаны на тяжелый и длительный режим работы. При этом можно использовать электроды различной формы. - Автоматический аппарат для точечной сварки с пневматическим приводом сжатия работает в автоматическом или ручном цикле. Мощность 50 КВА.
- Точное позиционирование сварочной точки достигается благодаря перпендикулярному ходу электродов.
- Цилиндр с хромированным штоком. Высокая механическая стойкость.
- Питание 400В или 230В (на заказ) с автоматическим обнаружением частоты (50 / 60 Гц).
- Цифровая панель регулирования параметров THV 50 позволяет производить непрерывную сварку со скоростью 172 точки в мин., регулирование времени сжатия (squeeze), закалки (hold) и длительности паузы между циклами.

- Машины контактной сварки оснащены встроенным микропроцессорным блоком управления сварочными параметрами.
- Блок управления расположен спереди, что очень удобно для оператора – сварщика, наблюдающего за режимами и технологией сварки.
- Машина оборудована системой водяного охлаждения плеч, электродов и держателей электродов. Резервуар выполнен из нержавеющей стали. Исключён коррозионный износ.
- Режим одиночного или двойного импульса обеспечивает сварку листов с защитным покрытием или с содержанием окисей.
| Напряжение питания, В | 2 х 400 |
| Потребляемая мощность, кВт | 50 |
| Раскрытие электродов | 80 |
| Свариваемые толщины (сталь), мм | 4,0 + 4,0 |
Свариваемые толщины (нерж. сталь), мм сталь), мм
|
2,0 + 2,0 |
| Габаритные размеры, мм | 1000×400×1630 |
| Масса, кг | 237 |
Машина контактной точечной сварки – 1 шт
Электродержатели 450 мм – 2 шт
Электроды прямые – 2 шт
Инструкция – 1 шт
Дополнительно: Блок водяного охлаждения электродов для машин контактной сварки FRIGOMIX 5 THI – 957 евро
Дополнительно: Подставка для блока охлаждения FRIGOMIX 5 THI – 35 евро
Чтобы приобрести товар в нашем интернет-магазине выберите подходящий товар и добавьте его в корзину, нажав кнопку «Купить». Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
При оформлении быстрого заказа, укажите ФИО, телефон и e-mail. Вам перезвонит или напишет наш менеджер и уточнит условия заказа.
Как оформить свой заказ? Нужно добавить информацию в соответствующие поля: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Для того чтобы оплатить товар как Юридическое лицо, нужно прислать на почту [email protected] реквизиты Вашей организации и указать позиции, которые хотите приобрести.
Для физических лиц предусмотрены следующие способы оплаты:
- Наличными при самовывозе из офиса в г. Санкт-Петербург.
- Оплата по QR-коду, при выставлении счета.
- Банковским переводом по нашим реквизитам.
- Наложенным платежом.
Вы можете выбрать один из следующих вариантов доставки заказанного Вами товара:
- Самовывоз из офиса.
- Доставка курьерскими службами по РФ и СНГ (EMS Почта России).
- Доставка транспортными компаниями: ТК “Деловые линии”, ТК “СДЭК”, ТК “Байкал Сервис”.
Машины контактной точечной сварки
Главная\Каталог продукции\Сварочное оборудование\Машины контактной точечной сварки
- Машины для контактной точечной сварки
МТР-1601 МТР-1201 МТР-2401 МТР-1801 МТ-7 (УК-0501) МТ-501 МТ-1229 МТ-1503Л МТ-1928 МТ-2103-1 МТ-2103Л МТ-2202 МТ-3001-2 МТ-4021-1 МТ-4224-1 МТ-1602Л МТ-1601Л МТР-12073 МТР-15073 МТР-16073 - Импортные машины для контактной точечной сварки
PL-40 PL-63 PL-80 PL-100 PTE-18 PTE-28 PCP-18 PCP-28 SF-202 SF-204 SL-202 SL-204 - Машины для контактной точечной сварки конструкций ответственного назначения
МТН-7502 МТВ-4801 МТК-2002
Машины для контактной точечной сварки
| Тип | Толщина свар. материалов, мм материалов, мм | Вылет, мм | Габариты, мм | Масса, кг |
| МТР-1601 | от 0,5+0,5 до 3,5+3,5 арматура 4,0+4.0 до 12,0+12,0 | 200-500 | 1220х330х1350 | 230 |
| МТР-1201 | лист от 0,2+0,2 до 3,0+3,0 | 250 | 950х400х1200 | 160 |
| МТР-2401 | лист от 0,5+0,5 до 6,0+6,0 | 500 | 450х1210х1255 | 410 |
| МТР-1801 | от 0,5+0,5 до 5,0+5,0 арматура 2,0+2,0 до 16,0+16,0 | 500 | 1165х460х1483 | 340 |
| МТ-7 (УК-0501) | От 0,2+0,2 до 1,0+1,0 | 140 | 1050х700х1220 | |
| МТ-501 | от 0,5+0,5 до 2,0+2,0 | 250 | 500х250х1350 | 100 |
| МТ-1229 | от 0,5+0,5 до 4,0+4,0 арматура 3,0+3,0 до 8,0+8,0 | 500 | 1145х480х1615 | 280 |
| МТР-1210 | от 0,5+0,5 до 2,5+2,5 арматура 3,0+3,0 до 10,0+10,0 | 700-900 | 1565х460х1483 | 340 |
| МТ-1503Л | Лист от 0,3+0,3 до 3,0+3,0 | 750 | 520х1500х1700 | 320 |
| МТ-1928Л | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 380х1350х950 | 600 |
| МТ-1928-3 | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 460х1350х1950 | 600 |
| МТ-2103-1 | от 0,8+0,8 до 6,0+6,0 арматура 4,0+4,0 до 22,0+22,0 | 1200 | 2330х610х2380 | 1520 |
| МТ-2103Л | от 0,8+0,8 до 6,0+6,0 | 1200 | 2330х620х2380 | 1520 |
| МТ-2202 | от 0,5+0,5 до 5,0+5,0 арматура 4,0+4,0 до 16,0+16,0 | 500 | 1280х750х1850 | 430 |
| МТ-3001-1 | от 0,8+0,8 до 7,0+7,0 арматура 6,0+6,0 до 25,0+25,0 | 500 | 1390х530х2190 | 910 |
| МТ-4021-1 | от 0,5+0,5 до 8,0+8,0 | 500 | 1600х560х2380 | 1100 |
| МТ-4224-1 | от 1,0+1,0 до 10,0+10,0 арматура 8,0+8,0 до 40,0+40,0 | 500 | 1680х603х2490 | 1300 |
| МТ-1602Л | от 0,3+0,3 до 3,0+3,0 | 450 | 280х950х1500 | 165 |
| МТ-1601Л (настольная) | от 0,3+0,3 до 3,0+3,0 арматура 4,0+4,0 до 10,0+10,0 | 450 | 280х950х850 | 150 |
| МТР-1701 | от 0,5+0,5 до 5,0+5,0 арматура 3,0+3,0 до 12,0+12,0 | 400 | 450х1210х1255 | 325 |
| МТР-1701Л | от 0,5+0,5 до 5,0+5,0 арматура 2,0+2,0 до 8,0+8,0 | 350 | 370x830x1250 | 325 |
| МТР-1610 | от 0,5+0,5 до 3,5+3,5 арматура 4,0+4,0 до 12,0+12,0 | 200-500 | 1220x330x1350 | 230 |
| МТР-12073 МТР-15073 МТР-16073 | от 0,2+0,2 до 5+5 арматура 3+3 до 12+12 | 450-600 | 150-170 |
Машина контактной точечной сварки МТР-1601
МТР-1601
Машина МТР-1601 контактной точечной сварки предназначена для точечной сварки деталей из низкоуглеродистых и нержавеющих сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Широкие возможности по сварке изделий различной конфигурации.
Машина контактной точечной сварки МТР-1201
МТР-1201
Машина МТР-1201 контактной точечной сварки универсальная, компактна, проста в эксплуатации, быстродействующая, позволяет сваривать изделия из низкоуглеродистых и легированных сталей, алюминиевых и титановых сплавов.
Машина контактной точечной сварки МТР-1201 предназначена для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТР-2401
МТР-2401
Машина МТР-2401 контактной точечной сварки универсальная, компактна, проста в эксплуатации, быстродействующая, позволяет сваривать изделия из низкоуглеродистых и легированных сталей, алюминиевых и титановых сплавов.
Машина контактной точечной сварки МТР-2401 предназначена для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТР-1801
МТР-1801
Машина МТР-1801 контактной точечной сварки предназначена для точечной сварки деталей из низкоуглеродистых сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Широкие возможности по сварке изделий различной конфигурации
Машина контактной точечной сварки МТ-7 (УК-0501)
МТ-7 (УК-0501)
Машина МТ-7 (УК-0501) контактной точечной сварки переменного тока предназначена для сварки деталей малых толщин от 0,2 мм + 0,2 мм до 1,0 мм + 1,0 мм.
Например, обеспечивает сварку контактодержателей из сплава Бр Б2, ММ 19, МНЦ 15-20 с контактами реле из биметаллического материала СрН 0,15 + МН 10.
Машина контактной точечной сварки МТ-501
МТ-501
Машина МТ-501 контактной точечной сварки предназначена для контактной точечной сварки изделий из малоуглеродистой и низколегированной стали на переменном токе. Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.
Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.
Система привода оснащена регулятором усилия сжатия электродов, датчиком автоматической синхронизации момента оптимального сжатия и включения сварочного тока.
Сжатие деталей между электродами осуществляется с помощью педали с ножным приводом.
Машина контактной точечной сварки МТ-1229
МТ-1229
Машина МТ-1229 контактной точечной сварки предназначена для контактной точечной сварки низкоуглеродистой стали, нержавеющей стали, титановых сплавов, крестообразных соединений стержней арматуры класса А1, В1.
При общей компактности конструкции машина имеет широкие технические возможности, связанные с конструкцией верхнего и нижнего хоботов и большим раствором.
Машина контактной точечной сварки МТ-1503Л
МТ-1503Л
Машина МТ-1503Л контактной точечной сварки универсальна, проста в эксплуатации позволяет сваривать изделия из низкоуглеродистых и нержавеющих сталей, стальной арматуры различных классов. Машина предназначена для интенсивной работы в условиях разнообразного производства.
Машина предназначена для интенсивной работы в условиях разнообразного производства.
Машина имеет возможность наклонной установки верхнего и нижнего электрододержателей, установки нижней консоли уменьшенных габаритов
Машина контактной точечной сварки МТ-1928-3
МТ-1928-3
Машина МТ-1928-3 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Машина контактной точечной сварки МТ-2103-1
МТ-2103-1
Машина МТ-2103-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из легированных и нержавеющих сплавов, низкоуглеродистых сталей и крестообразных соединений стержней арматуры класса А1, В1, А2, А3.
Машина контактной точечной сварки МТ-2202
МТ-2202
Машина МТ-2202 контактной точечной сварки предназначена для контактной точечной сварки нахлесточных соединений листовой стали, а также крестообразных соединений стержней арматуры. Машина снабжена системой управления сварочным процессом от программируемого контроллера, обеспечивающего автоматическую стабилизацию заданных режимов сварки с индикацией действующего значения сварочного тока, оперативное переключение заранее заданных режимов сварки, тест-контроль наличия охлаждающей жидкости, воздуха и другие функции.
Машина контактной точечной сварки МТ-3001-2
МТ-3001-2
Машина МТ-3001-2 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, В3.
Машина контактной точечной сварки МТ-4021-1
МТ-4021-1
Машина МТ-4021-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из алюминиевых и титановых сплавов, низкоуглеродистых и легированных сталей
Машина контактной точечной сварки МТ-4224-1
МТ-4224-1
Машина МТ-4224-1 контактной точечной сварки предназначена для точечной сварки переменным током деталей из низкоуглеродистых, легированных и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, А3.
Машина контактной точечной сварки МТ-1602Л
МТ-1602Л
Машины МТ-1602Л контактной точечной сварки универсальные, компактны, небольших размеров, устанавливаются на полу, просты в эксплуатации, быстродействующие, позволяют сваривать изделия из малоуглеродистых и низколегированных сталей на жестких и мягких режимах.
Машины контактной точечной сварки МТ-1602Л предназначены для интенсивной работы в условиях разнообразного производства.
Машина контактной точечной сварки МТ-1601Л
МТ-1601Л
Машины МТ-1601Л контактной точечной сварки универсальные, компактные, небольших размеров, могут устанавливаться на верстаке, столе, просты в эксплуатации, быстродействующие, позволяют сваривать изделия из малоуглеродистых и низколегированных сталей на жестких и мягких режимах.
Машины контактной точечной сварки МТ-1601Л предназначены для интенсивной работы в условиях разнообразного производства.
Машина точечной сварки сопротивлением с автономным охлаждением и электромагнитным приводом МТР-12073 МТР-15073 МТР-16073
Машина МТР-12073 МТР-15073 МТР-16073 точечной сварки сопротивлением с радиальным ходом верхнего электрода предназначена для сварки изделий из листовой низкоуглеродистой и легированной стали контактным способом (точечная сварка).
Благодаря особой конструкции сварочных электродов и скрытой системе охлаждения с помощью этой машины точечной сварки можно сваривать не только листы стали, но и различные изделия из листовой стали, тонкостенных уголков , изготавливать короба, различные ящики, трубы, изделия из проволоки и арматуры.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 2
2
Машины для контактной точечной сварки конструкций ответственного назначения
Высококачественная сварка изделий ответственного назначения по нормам авиапрома:
– повышенная стабильность сварочных параметров;
– высокие динамические характеристики привода сварочного усилия;
– повышенная жесткость силового контура машины;
– автоматическая диагностика перегрева, понижения давления в пневмосети, намагничивания сварочных трансформаторов.
Дискретное регулирование сложных циклов сварки.
Работа в автоматическом и одиночном цикле. Режим наладки.
Ступенчато-плавная (фазовая) регулировка сварочного тока.
В МТК сварочный ток регулируется плавным регулированием напряжения и емкости батарей конденсаторов.
Пневматический привод давления с независимой регулировкой постоянного, повышенного и ковочного усилий.
– МТН-7501, МТВ-4801 и МТК-5502 – поршневой привод;
– МТВР-4801 и МТК-8501 – диафрагменный.
Плавное регулирование рабочего и дополнительного хода верхнего электрода.
Наличие термозащиты и глушителей шума на пневмоклапанах.
| Модель | Напр. пит.,В | Мощн.макс., КВА(ПВ 50%) | Наиб. вторич. ток, кА | Вылет, мм | Макс.усил. сжатия,даН | Свариваемые толщины, мм | ||
нерж. стали стали | алюм.сплавы | титан.сплавы | ||||||
| МТН-7502 | 3х380 | 315/81 | 75 | 800 | 2200 | 0,4+0,4 4,0+4,0 | 0,3+0,32,5+ 2,5 | 0,4+0,4 4,0+4,0 |
| МТВ-4801 | 3х380 | 350/120 | 48 | 500 | 1850 | 0,5+0,5 2,5+2,5 | 0,5+0,5 1,5+1,5 | 0,5+0,5 2,5+2,5 |
| МТК-2002 | ||||||||
Сварка постоянным током
– Сварка постоянным током ответственных соединений практически всех основных металлов и их сплавов.
– Экономичность потребления энергии по сравнению с машинами переменного тока.
– Возможность формирования импульсов сварочного тока любой формы.
– МТВ-4801: облегченная конструкция нижнего кронштейна, с регулируемым вылетом, для сварки изделий сложной конфигурации, в т. ч. круглых с малыми диаметрами. Шестифазная схема выпрямления сварочного тока.
ч. круглых с малыми диаметрами. Шестифазная схема выпрямления сварочного тока.
Сварка током низкой частоты (МТН-7502)
– Сварка током низкой частоты ответственных изделий из алюминиевых, жаропрочных и титановых сплавов, легированных и нержавеющих сталей.
– Крутопадающая внешняя характеристика способствует эффекту “саморегулирования” сварочного тока, исключающему прожоги, выплески и непровары при изменениях электросопротивления деталей из-за неравномерности их толщин, загрязнений и т.д.
– Экономичность потребления электроэнергии и охлаждающей воды по сравнению с машинами для сварки постоянным и переменным током.
– Сварка одним или двумя импульсами тока с раздельной регулировкой тока, с пульсациями импульсов или без них.
– Нижний хобот облегченный, с регулируемым вылетом, для сварки изделий сложной конфигурации, в т.ч. круглых с малым диаметром.
Сварка разрядом конденсаторных батарей
– Сварка разрядом батарей конденсаторов ответственных соединений из легких сплавов и легированных сталей.
– Особо низкий расход электроэнергии по сравнению со всеми другими классами машин контактной сварки (в 3-5 раз ниже!).
Машина контактной точечной сварки МТН-7502
МТН-7502
Машина МТН-7502 контактной точечной сварки предназначена для высококачественной сварки током низкой частоты ответственных изделий из алюминиевых, жаропрочных и титановых сплавов, нержавеющих и низкоуглеродистых сталей (по нормам авиапрома).
Более экономична с точки зрения потребления электроэнергии и охлаждающей воды по сравнению с машинами для сварки постоянным и переменным током.
Машина контактной точечной сварки МТВ-4801
МТВ-4801
Машина МТВ-4801 контактной точечной сварки предназначена для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома).
Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
Контактная сварка, машины для контактной точечной сварки
Стационарные машины | Настольные машины | Модульные машины | Для ремонта автомобильных кузовов |
Ручные клещи | Подвесные клещи | Односторонняя |
Конденсаторные установки | Тали-Балансиры | Измерительный инструмент |
Контактная сварка основывается на сильном нагреве участка сварки при помощи электрического тока, который должен пройти сквозь заготовки, а также на применении значительного давления. В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
Конечно, нередко в процессе используется машина точечной сварки. Интересно, что данное устройство вполне может быть изготовлено собственными руками. Конечно, эффективная работа при помощи такого агрегата может вестись исключительно с небольшими деталями; листами металла, толщина которых не превышает одного миллиметра; проволокой и прутками, диаметр которых не превышает 4 миллиметров. Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Как правило, контактная точечная сварка актуальна в том случае, если имеется необходимость в соединении листов металла, которые располагаются внахлест. Непосредственно места соединения отмечаются в тех точках, которые находятся на минимальном отдалении друг от друга. Заготовки, которые полностью готовы к процессу сварки, необходимо прижать электродами, чтобы через них начал проходить ток. Благодаря тому, что поверхность деталей отличается шероховатостью, площадь контакта оказывается ограниченной. Получается, что процесс основан на том, что по огромному числу каналов минимальной площади начинает активно двигаться ток. Разогрев данных каналов проходит с большей интенсивностью, нежели нагрев остальной площади, благодаря чему центральная точка контакта плавится. Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Интересно, что контактная сварка ведется как с расплавлением металлической поверхности, так и без него. Стыковой тип сварки, который предполагает плавление стыка, можно отнести к сварке сопротивления, а с оплавлением – сваркой при помощи оплавления. Для того чтобы добиться равномерного нагрева по всей площади сечения при сварке сопротивлением, необходимо идеально подготовить плоскости заготовок. Практика дает возможность убедиться в том, что сварка, основанная на оплавлении, значительно эффективнее, нежели вариант сварки, основанный на сопротивлении. Она дает возможность избежать процесса подготовки, помогает вести соединение разнородных металлических деталей со значительной площадью, а также заготовок сложной конфигурации.
Давление, без которого контактная точечная сварка неосуществима, дает возможность сделать плавящийся металл значительно плотнее, благодаря чему сварной шов оказывается в разы более прочным. Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Если принять во внимание то, какой уровень мощности имеет машина контактной сварки, каково давление, а также электропроводность свариваемых металлических поверхностей, можно четко определить необходимый рабочий режим. Время, в течение которого происходит нагрев, может варьироваться в значительном диапазоне показателей. Значительная продолжительность нагрева говорит о том, что время охлаждения также следует значительно увеличить, чтобы избежать появления на сварном шве трещин. Такой метод сварки принято называть мягким, актуальность его состоит в том, что он идеально подходит тем материалам, которые склонны к закалке, то есть для сталей с высоким процентом содержания углерода. Стали аустенитного типа предполагают использование исключительно жесткого режима сварки, при котором поверхности гарантированно не перегреются. Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
Машины контактной точечной сварки сопротивлением с автономным охлаждением и электромагнитным приводом МТР-12073 МТР-15073 МТР-16073
Купить Машину контактной сварки
1. Назначение.
Машина точечной сварки сопротивлением с радиальным ходом верхнего электрода МТР-1хх73 предназначена для сварки изделий из листовой низкоуглеродистой и легированной стали контактным способом (точечная сварка).
Благодаря особой конструкции сварочных электродов и скрытой системе охлаждения с помощью этой машины точечной сварки можно сваривать не только листы стали, но и различные изделия из листовой стали, тонкостенных уголков , изготавливать короба, различные ящики, трубы, изделия из проволоки и арматуры.
Регулятор точечной сварки РКС-Т23, в дальнейшем – РКС, позволяет легко настроить машину точечной сварки на работу с максимальной производительностью при высоком качестве сварки – в автоматическом режиме. Используя ручной режим, можно выполнять нетиповые операции, в том числе прожигать отверстия в стали, которую нельзя просверлить обычным способом. (Например, в ножовочном полотне из стали Р3М6, Р6, которое применяется в механических пилах).
Используя ручной режим, можно выполнять нетиповые операции, в том числе прожигать отверстия в стали, которую нельзя просверлить обычным способом. (Например, в ножовочном полотне из стали Р3М6, Р6, которое применяется в механических пилах).
Машину точечной сварки ( МТР-12073 МТР-15073 МТР-16073 ) можно использовать в помещениях, не имеющих подвода воды, канализации и пневмосети, т.к. замкнутая встроенная система жидкостного охлаждения и электромагнитный привод делают машину достаточно автономной: для ее работы нужна только сеть 380 В. Это позволяет свободно использовать точечную машину на арендных площадях.
2. Устройство и описание.
Внешний вид машины показан на рисунке 1. Машина состоит из корпуса 1, внутри которого находятся все системы, обеспечивающие работу машины: сварочный трансформатор, привод сжатия электродов, система охлаждения, регулятор контактной сварки, силовая электрика, автоматические выключатели, переключатель сварочного тока, регуляторы, клеммники. На корпусе находится откидывающийся кожух 2, который открывает доступ к регулировкам величин раствора электродов и усилия сжатия.
На корпусе находится откидывающийся кожух 2, который открывает доступ к регулировкам величин раствора электродов и усилия сжатия.
На корпусе закреплены: нижнее неподвижное плечо 3, с электродом 4, верхнее подвижное плечо 5, с электродом 6, панель управления 7, регулируемые ножки 10. Педали управления: левая – вспомогательная 8, правая – основная 9.
Рис. 1
Органы управления.
Панель управления показана на рисунке 2. Автоматический выключатель 1 «Питание» подает питание на все системы машины. При его включении должны загореться три зеленых светодиода «Питание вкл.». Они сигнализируют о готовности машины к работе.
Автоматический выключатель 2 «Привод» подает питание на электромагнитный привод, для работы он должен быть всегда включен.
Автоматический выключатель 3 «Охлаждение» включает насос и вентилятор системы охлаждения, при нормальной работе он также должен быть всегда включен. Охлаждение можно не включать, если выполняется не более 2 сварок в минуту металла толщиной до 1 мм.
Переключатель 4 «Ток, кА», позволяет устанавливать нужный для работы сварочный ток в килоамперах: 6, 7.5, 10, 15 кА.
Тумблер 5 позволяет выключить экономичный режим электромагнитного привода в случаевыхода из строя концевого выключателя. Но тогда при длительных выдержках в режиме «Прицеливание» возможен перегрев электромагнита – это аварийный режим работы. При нормальной работе тумблер 5 «Экономичный режим…» должен быть в положении «Вкл.».
Тумблер 6 режима сварки «Непрерывный – Одиночными импульсами». Режим «Непрерывный» – при нажатии на правую педаль и удержании её циклы сварки повторяются, до тех пор, пока педаль нажата. Режим «Одиночными импульсами» – при нажатии и удержании педали производится только один цикл сварки.
Тумблер 7 режима сварки «Авт.» – «Ручн.» переключает машину на автоматическое и ручное управление. Для сварки в автоматическом режим он должен быть в положении «Авт.». Режим «Ручн.» используется для нестандартных ситуаций, в том числе для рожига отверстий.
Тумблер 8 «Сварка» «Вкл.» – «Выкл.» позволяет отключать подачу сварочного тока для настройки электромагнитного привода и РКС. Рабочее положение – «Вкл.».
Регуляторы «Проковка» задают время выдержки деталей в сжатом положении после окончания действия сварочного тока, используются для ведения сварки в автоматическом режиме. Шкалы проградуированы в секундах. Установки регуляторов 9 «Точно» и 10 «Грубо» складываются.
Регулятор 11 «Пауза» задает временной промежуток между сварками при постоянно нажатой основной педали, для работы в непрерывном режиме.
Регуляторы «Сварка» задают длительность прохождения сварочного тока. Установки регуляторов 12 «Точно» и 13 «Грубо» складываются.
Светодиод 14 сигнализирует о подаче питания на автоматику РКС.
Светодиоды 15 и 16 сигнализируют о подаче питания на цепи управления тиристорами.
Светодиод 17 сигнализирует подаче команды на сжатие.
Светодиод 18 сигнализирует о подаче питания на катушки привода.
Светодиод 19 сигнализирует о полном втягивании нижней части сердечника и переводе электромагнита в режим удержания.
Светодиоды 20 и 21 сигнализируют о подаче сварочного тока.
Технические характеристики машин точечной контактной сварки МТР12073 МТР15073 МТР16073
| Наименование машин контактной сварки | МТР-12073 | МТР-12073 | МТР-12073 | МТР-12073 | МТР-16073 | МТР-16073 | МТР-15073 | МТР-15073 | |
| Напряжение питания | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | 3 х 380 | |
| Сварочный ток, кА | 5 – 12 | 5 – 12 | 5 – 12 | 5 – 12 | 6 – 16 | 6 – 16 | 5,5 – 15 | 5,5 – 15 | |
| Вылет электродов, мм | 450 | 500 | 550 | 600 | 450 | 500 | 550 | 600 | |
| Максимальное усилие сжатия, кг | 350 | 300 | 260 | 220 | 350 | 300 | 260 | 220 | |
| Тип привода | электромагнитный радиальный | ||||||||
| Максимальный темп сварки, точек/мин | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | |
| Число ступеней регулирования тока | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | |
| Выходное напряжение, В | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | 4 – 5,2 | |
| Максимальная мощность, кВА | 64 (ПВ 20%) | 64 (ПВ 20%) | 64 (ПВ 20%) | 64 (ПВ 20%) | 77 (ПВ 50%) | 77 (ПВ 50%) | 77 (ПВ 50%) | 77 (ПВ 50%) | |
Толщина свар. деталей, мм: деталей, мм: | н/у стали | 0,2+0,2 3+3 | 0,2+0,2 3+3 | 0,2+0,2 2,5+2,5 | 0,2+0,2 2,5+2,5 | 0,2+0,2 5+5 | 0,2+0,2 5+5 | 0,2+0,2 4+4 | 0,2+0,2 4+4 |
| арматура | 3+3 8+8 | 3+3 6+6 | 3+3 6+6 | 3+3 6+6 | 3+3 12+12 | 3+3 10+10 | 3+3 10+10 | 3+3 8+8 | |
| нерж. стали | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | 0,2+0,2 2+2 | 0,2+0,2 2+2 | 0,2+0,2 1,5+1,5 | 0,2+0,2 1,5+1,5 | |
| аллюминий | – | – | – | – | до 1,5 | до 1,00 | до 1,00 | до 1,00 | |
| Охлаждение электродов | Жидкостное, скрытое (без внешних шлангов), автономное (замкнутый цикл, радиатор), встроенное. | ||||||||
| Габариты,м: | длина | 0,92 | 0,92 | 0,92 | 0,92 | 1,07 | 1,07 | 1,07 | 1,22 |
| ширина | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | |
| высота | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | |
| Масса, кг | 150 | 155 | 155 | 155 | 155 | 160 | 165 | 170 | |
Купить Машину контактной сварки
Электросварочные аппараты с несколькими головками для проекционной точечной сварки – Electroweld Industries
Сортировать по ПопулярныеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к низкойДата, от старой к новойДата, от новой к старой
–Выберите электросварочный пресс с несколькими головками Модель проекционного аппарата для точечной сварки — SPM50-PR2 (2-головочный сварочный аппарат | Все 2-головочные активны): S. S./M.S. Стальные приварные гайки и приварные болты: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма) SPM75-PR2 (сварочный аппарат с 2 головками | все 2 головки активны): S.S./MS. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM50-PR3(3-головочный сварочный аппарат|1-головка из 3-головок активна): S.S./M.S. Стальные приварные гайки и приварные болты: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 х мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394–0,1772 дюйма (2 x дюйма) SPM40-PR3 (3-головочный сварочный аппарат | 1-головка из 3-головок активна): S.S./M.S. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM50-PR4(сварочный аппарат с 4 головками|2-головки из 4-головок активны): S.
S./M.S. Стальные приварные гайки и приварные болты: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма) SPM75-PR2 (сварочный аппарат с 2 головками | все 2 головки активны): S.S./MS. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM50-PR3(3-головочный сварочный аппарат|1-головка из 3-головок активна): S.S./M.S. Стальные приварные гайки и приварные болты: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 х мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394–0,1772 дюйма (2 x дюйма) SPM40-PR3 (3-головочный сварочный аппарат | 1-головка из 3-головок активна): S.S./M.S. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM50-PR4(сварочный аппарат с 4 головками|2-головки из 4-головок активны): S. S./M.S. Стальные приварные гайки и приварные болты: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP-80PR-M4H:(4-головочный сварочный аппарат|Все 4-головочные активны)| С.С./М.С. Стальные приварные гайки и приварные болты: M4-M8, лист из мягкой стали (MS) | 0,32–3,25 (2 x мм)| 0,0126″- 0,1279″” (2 x дюйма), лист из нержавеющей стали (SS)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP75-PR4R(сварочный аппарат с 4 головками|Все 4 головки активны): S.S. /M.S. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S) | 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM30-PR6(сварочный аппарат с 6 головками|2-головки из 6 активных головок): стальные приварные гайки и болты из нержавеющей стали: M4-M6, мягкие Стальной лист (MS) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма), Лист из нержавеющей стали (S.
S./M.S. Стальные приварные гайки и приварные болты: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP-80PR-M4H:(4-головочный сварочный аппарат|Все 4-головочные активны)| С.С./М.С. Стальные приварные гайки и приварные болты: M4-M8, лист из мягкой стали (MS) | 0,32–3,25 (2 x мм)| 0,0126″- 0,1279″” (2 x дюйма), лист из нержавеющей стали (SS)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP75-PR4R(сварочный аппарат с 4 головками|Все 4 головки активны): S.S. /M.S. Стальные приварные гайки и приварные болты: M6-M14, лист из мягкой стали (MS) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S) | 0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SPM30-PR6(сварочный аппарат с 6 головками|2-головки из 6 активных головок): стальные приварные гайки и болты из нержавеющей стали: M4-M6, мягкие Стальной лист (MS) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма), Лист из нержавеющей стали (S. S) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюймы) SPM50-PR8 (сварочный аппарат с 8 головками | 2 головки из 8 активных головок): стальные приварные гайки и болты из нержавеющей стали: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм) | 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SPM200-PR10(10-головочный сварочный аппарат|Все 10- Активные головки): стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали: M3–M4, лист из мягкой стали (MS) | 0,2–2,0 (2 x мм) | 0 0,0078″ – 0,0787″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма)SP-40PR8F(8-точечный сварочный аппарат/головка|4-головки из 8-головок активны): S.S./M.S. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787–0,2756 дюйма (2 x дюйма) SPM35-EPR (сварочный аппарат для ушных проушин — все 2 головки активны): S.
S) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюймы) SPM50-PR8 (сварочный аппарат с 8 головками | 2 головки из 8 активных головок): стальные приварные гайки и болты из нержавеющей стали: M5-M10, лист из мягкой стали (MS) | 0,6–3,50 (2 x мм) | 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SPM200-PR10(10-головочный сварочный аппарат|Все 10- Активные головки): стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали: M3–M4, лист из мягкой стали (MS) | 0,2–2,0 (2 x мм) | 0 0,0078″ – 0,0787″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма)SP-40PR8F(8-точечный сварочный аппарат/головка|4-головки из 8-головок активны): S.S./M.S. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787–0,2756 дюйма (2 x дюйма) SPM35-EPR (сварочный аппарат для ушных проушин — все 2 головки активны): S. S./MS. Стальные приварные гайки и приварные болты: M4-M6, лист из мягкой стали (MS) | 0,3–3,0 (2 х мм)| 0,0118–0,1181 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,3–3,0 (2 х мм)| 0,0118″– 0,1181″ (2 x дюйма) SPM50-PR2 (сварочный аппарат с 2 головками | все 2 головки активны): поперечная проволока из мягкой стали (диаметр) | 1,20–7,0 (2 x мм) Ø| 0,0472″ – 0,2756″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,20–7,0 (2 x мм) Ø| 0,0472″ – 0,2756″ (2 x дюйма) ØSPM75-PR2(сварочный аппарат с 2 головками|все 2 головки активны): поперечная проволока из мягкой стали (диаметр)| 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSPM50-PR3(3-головочный сварочный аппарат|1-головка 3 головки Active): поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP40-PR3(сварочный аппарат с 3 головками|1-головка из 3-х активных головок): поперечная проволока из мягкой стали (диаметр)| 1,60 – 8,00 (2 x мм) Ø| 0,0629 – 0,3149″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø | 0,0629- 0,3149″ (2 x дюйма) ØSPM50-PR4(сварочный аппарат с 4 головками|2-головки из 4 активных головок): поперечная проволока из мягкой стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP-80PR-M4H(4-головочный сварочный аппарат|Все 4-головки Активный): TMT/ RCC стержень (сварка поперечных стержней с 4-мя выступами)| 4,00–6,00 мм (2 x мм) Ø | 0,1575–0,2362 дюйма (2 x дюйма) ØSP75-PR4R(4-головочный сварочный аппарат|Все 4 -Головки активны): поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма” (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSPM30-PR6(сварочный аппарат с 6 головками|2-головки из 6 – Активные головки): поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) ) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSPM50-PR8(8-головочный сварочный аппарат|2-головки из 8 активных головок): поперечная проволока из мягкой стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSPM200-PR10(10-головочный сварочный аппарат|Все 10 активных головок): поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSP-40PR8F(8-точечный/головочный сварочный аппарат|4-головки 8 активных головок): Стальная поперечная проволока (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, нержавеющая стальная поперечная проволока (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSPM35-EPR (аппарат для сварки ушных проушин – все 2 головки активны): поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) ØSP10-PRS: лист из мягкой стали (MS)| 0,2 – 2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2 – 2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма) SP15-PRS: низкоуглеродистая сталь Лист (MS) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма), Лист из нержавеющей стали (S.
S./MS. Стальные приварные гайки и приварные болты: M4-M6, лист из мягкой стали (MS) | 0,3–3,0 (2 х мм)| 0,0118–0,1181 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,3–3,0 (2 х мм)| 0,0118″– 0,1181″ (2 x дюйма) SPM50-PR2 (сварочный аппарат с 2 головками | все 2 головки активны): поперечная проволока из мягкой стали (диаметр) | 1,20–7,0 (2 x мм) Ø| 0,0472″ – 0,2756″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,20–7,0 (2 x мм) Ø| 0,0472″ – 0,2756″ (2 x дюйма) ØSPM75-PR2(сварочный аппарат с 2 головками|все 2 головки активны): поперечная проволока из мягкой стали (диаметр)| 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSPM50-PR3(3-головочный сварочный аппарат|1-головка 3 головки Active): поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP40-PR3(сварочный аппарат с 3 головками|1-головка из 3-х активных головок): поперечная проволока из мягкой стали (диаметр)| 1,60 – 8,00 (2 x мм) Ø| 0,0629 – 0,3149″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø | 0,0629- 0,3149″ (2 x дюйма) ØSPM50-PR4(сварочный аппарат с 4 головками|2-головки из 4 активных головок): поперечная проволока из мягкой стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP-80PR-M4H(4-головочный сварочный аппарат|Все 4-головки Активный): TMT/ RCC стержень (сварка поперечных стержней с 4-мя выступами)| 4,00–6,00 мм (2 x мм) Ø | 0,1575–0,2362 дюйма (2 x дюйма) ØSP75-PR4R(4-головочный сварочный аппарат|Все 4 -Головки активны): поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма” (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSPM30-PR6(сварочный аппарат с 6 головками|2-головки из 6 – Активные головки): поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) ) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSPM50-PR8(8-головочный сварочный аппарат|2-головки из 8 активных головок): поперечная проволока из мягкой стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSPM200-PR10(10-головочный сварочный аппарат|Все 10 активных головок): поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSP-40PR8F(8-точечный/головочный сварочный аппарат|4-головки 8 активных головок): Стальная поперечная проволока (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, нержавеющая стальная поперечная проволока (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSPM35-EPR (аппарат для сварки ушных проушин – все 2 головки активны): поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) ØSP10-PRS: лист из мягкой стали (MS)| 0,2 – 2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2 – 2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма) SP15-PRS: низкоуглеродистая сталь Лист (MS) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма), Лист из нержавеющей стали (S. S) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма) )SP20-PRS: Лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126–0,1279 дюйма (2 x дюйма)SP25-PRS: лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP30-PRS: лист из мягкой стали (MS) | 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма)SP40-PRS : Лист из мягкой стали (MS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)| 0,8–4,00 (2 x мм)| 0,0314–0,1575″ ( 2 x дюйма)SP50-PRS: лист из мягкой стали (MS)| 1,00–4,50 (2 x мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PRS: лист из мягкой стали (MS)| 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PRS: лист из мягкой стали (MS)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.
S) | 0,3 – 3,0 (2 x мм) | 0,0118″ – 0,1181″ (2 x дюйма) )SP20-PRS: Лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126–0,1279 дюйма (2 x дюйма)SP25-PRS: лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP30-PRS: лист из мягкой стали (MS) | 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма)SP40-PRS : Лист из мягкой стали (MS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)| 0,8–4,00 (2 x мм)| 0,0314–0,1575″ ( 2 x дюйма)SP50-PRS: лист из мягкой стали (MS)| 1,00–4,50 (2 x мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PRS: лист из мягкой стали (MS)| 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PRS: лист из мягкой стали (MS)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S. S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PRS: лист из мягкой стали (MS)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PRS: лист из мягкой стали (MS)| 2,00–7,50 (2 х мм)| 0,0787″- 0,2953 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 2,00–7,50 (2 x мм)| 0,0787–0,2953 дюйма (2 x дюйма)SP10-PRS: поперечная проволока из мягкой стали (диаметр)| 0,4–4,0 ( 2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) ØSP15-PRS: Поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236″ – 0,2362 дюйма (2 x дюйма) ØSP20-PRS: поперечная проволока из мягкой стали (диаметр) | 0,64–6,50 (2 x мм) Ø| 0,0252 дюйма – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PRS: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30- PRS: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PRS: поперечная проволока из мягкой стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PRS: поперечная проволока из мягкой стали (диаметр)| 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PRS: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) ØSP100-PRS: поперечная проволока из мягкой стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) ØSP150-PRS: поперечная проволока из мягкой стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) ØSP200-PRS: поперечная проволока из мягкой стали (диаметр) | 4,00 – 15,00 (2 x мм) Ø| 0,1575″ – 0,5905 дюймов (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PRS-C: лист из мягкой стали (MS)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (нерж.
S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PRS: лист из мягкой стали (MS)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PRS: лист из мягкой стали (MS)| 2,00–7,50 (2 х мм)| 0,0787″- 0,2953 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 2,00–7,50 (2 x мм)| 0,0787–0,2953 дюйма (2 x дюйма)SP10-PRS: поперечная проволока из мягкой стали (диаметр)| 0,4–4,0 ( 2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) ØSP15-PRS: Поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236″ – 0,2362 дюйма (2 x дюйма) ØSP20-PRS: поперечная проволока из мягкой стали (диаметр) | 0,64–6,50 (2 x мм) Ø| 0,0252 дюйма – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PRS: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30- PRS: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PRS: поперечная проволока из мягкой стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PRS: поперечная проволока из мягкой стали (диаметр)| 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PRS: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) ØSP100-PRS: поперечная проволока из мягкой стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) ØSP150-PRS: поперечная проволока из мягкой стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) ØSP200-PRS: поперечная проволока из мягкой стали (диаметр) | 4,00 – 15,00 (2 x мм) Ø| 0,1575″ – 0,5905 дюймов (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PRS-C: лист из мягкой стали (MS)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (нерж. сталь)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма)SP15-PRS- C: Лист из мягкой стали (MS) | 0,3–3,0 (2 x мм) | 0,0118–0,1181 дюйма (2 x дюйма), Лист из нержавеющей стали (S.S) | 0,3–3,0 (2 x мм) | 0,0118–0,1181 дюйма (2 x дюйма)SP20-PRS-C: лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PRS-C: лист из мягкой стали (MS)| 0,6–3,50 ( 2 x мм)| 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP30-PRS-C: низкоуглеродистая сталь Лист (MS) | 0,6 – 3,75 (2 x мм) | 0,0236″ – 0,1476″ (2 x дюйма), Лист из нержавеющей стали (S.S) | 0,6 – 3,75 (2 x мм) | 0,0236″ – 0,1476″ (2 x дюйма) )SP40-PRS-C: Лист из мягкой стали (MS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)|0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SP50-PRS-C: лист из мягкой стали (MS)| 1,00–4,50 (2 x мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PRS-C: Лист из мягкой стали (MS)| 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PRS-C: Лист из мягкой стали (M.
сталь)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма)SP15-PRS- C: Лист из мягкой стали (MS) | 0,3–3,0 (2 x мм) | 0,0118–0,1181 дюйма (2 x дюйма), Лист из нержавеющей стали (S.S) | 0,3–3,0 (2 x мм) | 0,0118–0,1181 дюйма (2 x дюйма)SP20-PRS-C: лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PRS-C: лист из мягкой стали (MS)| 0,6–3,50 ( 2 x мм)| 0,0236″– 0,1378″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,6–3,50 (2 x мм)| 0,0236″– 0,1378″ (2 x дюйма)SP30-PRS-C: низкоуглеродистая сталь Лист (MS) | 0,6 – 3,75 (2 x мм) | 0,0236″ – 0,1476″ (2 x дюйма), Лист из нержавеющей стали (S.S) | 0,6 – 3,75 (2 x мм) | 0,0236″ – 0,1476″ (2 x дюйма) )SP40-PRS-C: Лист из мягкой стали (MS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)|0,8–4,00 (2 x мм)| 0,0314″– 0,1575″ (2 x дюйма)SP50-PRS-C: лист из мягкой стали (MS)| 1,00–4,50 (2 x мм)| 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PRS-C: Лист из мягкой стали (MS)| 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PRS-C: Лист из мягкой стали (M. S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PRS-C: лист из мягкой стали (M.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PRS-C: лист из мягкой стали (MS)| 2,00–7,50 (2 х мм)| 0,0787″- 0,2953 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 2,00–7,50 (2 x мм)| 0,0787–0,2953 дюйма (2 x дюйма)SP10-PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,4– 4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) ØSP15- PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) ØSP20-PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSP25-PRS-C: поперечная проволока из мягкой стали (диаметр)| 1,20–7,00 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,00 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30-PRS-C: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PRS-C: поперечная проволока из мягкой стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937 дюймов (2 x дюйма) ØSP100-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) ØSP150-PRS-C: поперечная проволока из мягкой стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) ØSP200-PRS-C: поперечная проволока из мягкой стали (диаметр)| 4,00 – 15,00 (2 x мм) Ø | 0,1575″ – 0,5905 дюймов (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PR: стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали : M3-M4, лист из мягкой стали (MS)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (S.
S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PRS-C: лист из мягкой стали (M.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PRS-C: лист из мягкой стали (MS)| 2,00–7,50 (2 х мм)| 0,0787″- 0,2953 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 2,00–7,50 (2 x мм)| 0,0787–0,2953 дюйма (2 x дюйма)SP10-PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,4– 4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,4–4,0 (2 x мм) Ø| 0,0157–0,1574 дюйма (2 x дюйма) ØSP15- PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,6–6,0 (2 x мм) Ø| 0,0236–0,2362 дюйма (2 x дюйма) ØSP20-PRS-C: поперечная проволока из мягкой стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64–6,50 (2 x мм) Ø| 0,0252–0,2559 дюйма (2 x дюйма) ØSP25-PRS-C: поперечная проволока из мягкой стали (диаметр)| 1,20–7,00 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,00 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30-PRS-C: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PRS-C: поперечная проволока из мягкой стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937 дюймов (2 x дюйма) ØSP100-PRS-C: поперечная проволока из мягкой стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) ØSP150-PRS-C: поперечная проволока из мягкой стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) ØSP200-PRS-C: поперечная проволока из мягкой стали (диаметр)| 4,00 – 15,00 (2 x мм) Ø | 0,1575″ – 0,5905 дюймов (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PR: стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали : M3-M4, лист из мягкой стали (MS)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (S. S)| 0,2–2,0 (2 x мм)| 0,0078″ – 0,0787″ (2 x дюйма)SP15-PR: Стальные приварные гайки и болты из нержавеющей стали/MS: M4-M6, лист из мягкой стали (MS)| 0,3–3,0 (2 x мм)| дюймов), лист из нержавеющей стали (SS)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 дюйма (2 x дюйм) SP20-PR: стальные приварные гайки и болты из нержавеющей стали: M4–M8, лист из мягкой стали (МС)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PR: стальные приварные гайки и болты из нержавеющей стали: M5-M10 , Лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), Лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма ( 2 x дюйма)SP30-PR: стальные приварные гайки и болты из нержавеющей стали/нерж. Стальной лист (S.S)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма) SP40-PR: Стальные приварные гайки и болты из нержавеющей стали: M6–M14, лист из мягкой стали (M.S)| 0,8–4,00 (2 x мм)| 0,0314 – 0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма) SP50-PR: Приварные гайки и приварные болты из нержавеющей стали и нержавеющей стали: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 x мм) | 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PR: нержавеющая сталь/масс.
S)| 0,2–2,0 (2 x мм)| 0,0078″ – 0,0787″ (2 x дюйма)SP15-PR: Стальные приварные гайки и болты из нержавеющей стали/MS: M4-M6, лист из мягкой стали (MS)| 0,3–3,0 (2 x мм)| дюймов), лист из нержавеющей стали (SS)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 дюйма (2 x дюйм) SP20-PR: стальные приварные гайки и болты из нержавеющей стали: M4–M8, лист из мягкой стали (МС)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (S.S)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PR: стальные приварные гайки и болты из нержавеющей стали: M5-M10 , Лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), Лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма ( 2 x дюйма)SP30-PR: стальные приварные гайки и болты из нержавеющей стали/нерж. Стальной лист (S.S)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюйма) SP40-PR: Стальные приварные гайки и болты из нержавеющей стали: M6–M14, лист из мягкой стали (M.S)| 0,8–4,00 (2 x мм)| 0,0314 – 0,1575 дюйма (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,00 (2 x мм)| 0,0314–0,1575 дюйма (2 x дюйма) SP50-PR: Приварные гайки и приварные болты из нержавеющей стали и нержавеющей стали: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 x мм) | 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PR: нержавеющая сталь/масс. Стальные приварные гайки и приварные болты: M8-M18, лист из мягкой стали (MS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PR: нержавеющая сталь/масс. Стальные приварные гайки и приварные болты: M10-M20, лист из мягкой стали (MS) | 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PR: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PR: нержавеющая сталь/массажер. Стальные приварные гайки и приварные болты: M12-M25, лист из мягкой стали (MS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма), лист из нержавеющей стали (SS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма) SP10-PR: поперечная проволока из мягкой стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSP15-PR: поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSP20-PR: поперечная проволока из мягкой стали (диаметр) | 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PR: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30- PR: Поперечная проволока из мягкой стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PR: поперечная проволока из мягкой стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PR: поперечная проволока из мягкой стали (диаметр)| 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PR: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) ØSP100-PR: поперечная проволока из мягкой стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) ØSP150-PR: поперечная проволока из мягкой стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) ØSP200-PR: поперечная проволока из мягкой стали (диаметр) | 4,00 – 15,00 (2 x мм) Ø| 0,1575″ – 0,59Ø 05 дюймов (2 x дюйма), поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PR-C: стальные сварные гайки и Приварные болты: M3-M4, лист из мягкой стали (MS) | 0,2–2,0 (2 x мм) | 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (S.
Стальные приварные гайки и приварные болты: M8-M18, лист из мягкой стали (MS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PR: нержавеющая сталь/масс. Стальные приварные гайки и приварные болты: M10-M20, лист из мягкой стали (MS) | 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PR: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PR: нержавеющая сталь/массажер. Стальные приварные гайки и приварные болты: M12-M25, лист из мягкой стали (MS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма), лист из нержавеющей стали (SS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма) SP10-PR: поперечная проволока из мягкой стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSP15-PR: поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSP20-PR: поперечная проволока из мягкой стали (диаметр) | 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PR: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,0 (2 x мм) Ø| 0,0472–0,2756 дюйма (2 x дюйма) ØSP30- PR: Поперечная проволока из мягкой стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PR: поперечная проволока из мягкой стали (диаметр) | 1,60 – 8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PR: поперечная проволока из мягкой стали (диаметр)| 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PR: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) ØSP100-PR: поперечная проволока из мягкой стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 12,00 (2 x мм) Ø| 0,0787″ – 0,4724″ (2 x дюйма) ØSP150-PR: поперечная проволока из мягкой стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 4,00 – 14,00 (2 x мм) Ø| 0,1575″ – 0,5512″ (2 x дюйма) ØSP200-PR: поперечная проволока из мягкой стали (диаметр) | 4,00 – 15,00 (2 x мм) Ø| 0,1575″ – 0,59Ø 05 дюймов (2 x дюйма), поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØSP10-PR-C: стальные сварные гайки и Приварные болты: M3-M4, лист из мягкой стали (MS) | 0,2–2,0 (2 x мм) | 0,0078–0,0787 дюйма (2 x дюйма), лист из нержавеющей стали (S. S) | 0,2–2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма)SP15-PR-C: Приварные гайки и болты из нержавеющей стали и нержавеющей стали: M4-M6, лист из мягкой стали (MS)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 ” (2 x дюйма), лист из нержавеющей стали (SS)| 0,3–3,0 (2 x мм)| 0,0118″– 0,1181″ (2 x дюйма)SP20-PR-C: стальные приварные гайки и болты из нержавеющей стали: M4 -M8, лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PR-C: стальные приварные гайки и болты из нержавеющей стали: M5 -M10, лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 ” (2 x дюйма)SP30-PR-C: Стальные приварные гайки и болты из нержавеющей стали/MS: M6-M12, лист из мягкой стали (MS)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюймов), Лист из нержавеющей стали (SS) | 0,6–3,75 (2 x мм) | 0,0236–0,1476 дюйма (2 x дюйма) Стальной лист (MS) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюйма), Лист из нержавеющей стали (S.
S) | 0,2–2,0 (2 x мм) | 0,0078″ – 0,0787″ (2 x дюйма)SP15-PR-C: Приварные гайки и болты из нержавеющей стали и нержавеющей стали: M4-M6, лист из мягкой стали (MS)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 ” (2 x дюйма), лист из нержавеющей стали (SS)| 0,3–3,0 (2 x мм)| 0,0118″– 0,1181″ (2 x дюйма)SP20-PR-C: стальные приварные гайки и болты из нержавеющей стали: M4 -M8, лист из мягкой стали (MS)| 0,32–3,25 (2 x мм)| 0,0126–0,1279″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,32–3,25 (2 x мм)| 0,0126″– 0,1279″ (2 x дюйма)SP25-PR-C: стальные приварные гайки и болты из нержавеющей стали: M5 -M10, лист из мягкой стали (MS)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 дюйма (2 x дюйма), лист из нержавеющей стали (S.S)| 0,6–3,50 (2 x мм)| 0,0236–0,1378 ” (2 x дюйма)SP30-PR-C: Стальные приварные гайки и болты из нержавеющей стали/MS: M6-M12, лист из мягкой стали (MS)| 0,6–3,75 (2 x мм)| 0,0236–0,1476 дюйма (2 x дюймов), Лист из нержавеющей стали (SS) | 0,6–3,75 (2 x мм) | 0,0236–0,1476 дюйма (2 x дюйма) Стальной лист (MS) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюйма), Лист из нержавеющей стали (S. S) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюймов)SP50-PR-C: Стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 x мм) | 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M8-M18, лист из мягкой стали (MS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PR-C: нержавеющая сталь/мас. Стальные приварные гайки и приварные болты: M10-M20, лист из мягкой стали (MS) | 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S.
S) | 0,8–4,00 (2 x мм) | 0,0314–0,1575 дюйма (2 x дюймов)SP50-PR-C: Стальные приварные гайки и болты из нержавеющей стали и нержавеющей стали: M8-M16, лист из мягкой стали (MS) | 1,00–4,50 (2 x мм) | 0,0394″- 0,1772″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–4,50 (2 х мм)| 0,0394″– 0,1772″ (2 x дюйма)SP75-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M8-M18, лист из мягкой стали (MS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма), лист из нержавеющей стали (SS) | 1,00–5,00 (2 x мм)| 0,0394″– 0,1968″ (2 x дюйма)SP100-PR-C: нержавеющая сталь/мас. Стальные приварные гайки и приварные болты: M10-M20, лист из мягкой стали (MS) | 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма), лист из нержавеющей стали (S.S)| 1,00–6,00 (2 x мм)| 0,0394″– 0,2362″ (2 x дюйма)SP150-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M10-M22, лист из мягкой стали (MS) | 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма), лист из нержавеющей стали (S. S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M12-M25, лист из мягкой стали (MS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма), лист из нержавеющей стали (SS) | 2,00–7,50 (2 х мм)| 0,0787–0,2953 дюйма (2 x дюйма) SP10-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSP15-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSP20-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PR-C: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø | 0,0472″ – 0,2756″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,20 – 7,0 (2 x мм) Ø | 0,0472″ – 0,2756″ (2 x дюйма) ØSP30-PR-C: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PR-C: поперечная проволока из мягкой стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937 дюймов (2 x дюйма) ØSP100-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) ØSP150-PR-C: поперечная проволока из мягкой стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) ØSP200-PR-C: поперечная проволока из мягкой стали (диаметр)| 4,00 – 15,00 (2 x мм) Ø | 0,1575″ – 0,59Ø 05 дюймов (2 x дюйма), поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØTSP-3P: Лист из мягкой стали (MS/CRS)| 0,012 – 1,29 (2 x мм) | 0,00047″ – 0,05079″ (2 x дюйма), лист латуни | 0,0099 – 0,32 (2 x мм) | 0,0039 – 0,01259″ (2 x дюйма), лист из нержавеющей стали (нерж.
S)| 2,00–7,00 (2 х мм)| 0,0787″– 0,2756″ (2 x дюйма)SP200-PR-C: нержавеющая сталь/масса. Стальные приварные гайки и приварные болты: M12-M25, лист из мягкой стали (MS) | 2,00–7,50 (2 х мм)| 0,0787″– 0,2953″ (2 x дюйма), лист из нержавеющей стали (SS) | 2,00–7,50 (2 х мм)| 0,0787–0,2953 дюйма (2 x дюйма) SP10-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,4 – 4,0 (2 x мм) Ø| 0,0157″ – 0,1574″ (2 x дюйма) ØSP15-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 0,6 – 6,0 (2 x мм) Ø| 0,0236″ – 0,2362″ (2 x дюйма) ØSP20-PR-C: поперечная проволока из мягкой стали (диаметр) | 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 0,64 – 6,50 (2 x мм) Ø| 0,0252″ – 0,2559″ (2 x дюйма) ØSP25-PR-C: поперечная проволока из мягкой стали (диаметр)| 1,20 – 7,0 (2 x мм) Ø | 0,0472″ – 0,2756″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 1,20 – 7,0 (2 x мм) Ø | 0,0472″ – 0,2756″ (2 x дюйма) ØSP30-PR-C: поперечная проволока из мягкой стали (диаметр) | 1,20–7,50 (2 x мм) Ø| 0,0472–0,2952 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,20–7,50 (2 x мм) Ø| 0,0472″ – 0,2952″ (2 x дюйма) ØSP40-PR-C: поперечная проволока из мягкой стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629- 0,3149 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 1,60–8,00 (2 x мм) Ø| 0,0629–0,3149 дюйма (2 x дюйма) ØSP50-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 9,00 (2 x мм) Ø| 0,0787″ – 0,3543″ (2 x дюйма) ØSP75-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937″ (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00 – 10,00 (2 x мм) Ø| 0,0787″ – 0,3937 дюймов (2 x дюйма) ØSP100-PR-C: поперечная проволока из мягкой стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр) | 2,00–12,00 (2 x мм) Ø| 0,0787–0,4724 дюйма (2 x дюйма) ØSP150-PR-C: поперечная проволока из мягкой стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) Ø, поперечная проволока из нержавеющей стали (диаметр)| 4,00–14,00 (2 x мм) Ø| 0,1575–0,5512 дюйма (2 x дюйма) ØSP200-PR-C: поперечная проволока из мягкой стали (диаметр)| 4,00 – 15,00 (2 x мм) Ø | 0,1575″ – 0,59Ø 05 дюймов (2 x дюйма), поперечная проволока из нержавеющей стали (диаметр)| 4,00–15,00 (2 x мм) Ø| 0,1575–0,5905 дюйма (2 x дюйма) ØTSP-3P: Лист из мягкой стали (MS/CRS)| 0,012 – 1,29 (2 x мм) | 0,00047″ – 0,05079″ (2 x дюйма), лист латуни | 0,0099 – 0,32 (2 x мм) | 0,0039 – 0,01259″ (2 x дюйма), лист из нержавеющей стали (нерж. сталь) | 0,0099 – 1,29 (2 x мм) | 0,00039″ – 0,05079″ (2 x дюйма) ), Латунный лист| 0,1–1,0 (2 x мм)| 0,0039–0,039 дюйма3 дюйма (2 x дюйма), лист из нержавеющей стали (S.S.)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма)TSP-15P: лист из мягкой стали (MS/CRS)| 0,3–3,0 (2 x мм)| 0,0118″– 0,1181″ (2 x дюйма), лист латуни| 0,2–1,5 (2 x мм)| 0,0078–0,0590” (2 x дюйма), лист нержавеющей стали (нерж. сталь)| 0,3–2,8 (2 x мм) | 0,0118–0,1102 дюйма (2 x дюйма)TSP-20P: лист из мягкой стали (MS/CRS)| 0,5–3,25 (2 x мм)| 0,0196–0,1279 дюйма (2 x дюйма), латунь Лист| 0,2–1,6 (2 x мм)| 0,0078–0,0629 дюйма (2 x дюйма), лист из нержавеющей стали (нерж. сталь)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 дюйма (2 x дюйма)TSP- 30P: Лист из мягкой стали (M.S./CRS) | 0,8–4,0 (2 x мм) | 0,0314–0,1574 дюйма (2 x дюйма), Лист латуни | 0,4–1,8 (2 x мм) | 0,0157–0,0709″ (2 x дюйма), лист из нержавеющей стали (S.S.)| 0,8–4,0 (2 x мм)| 0,0314″– 0,1574″ (2 x дюйма)TSP-3P: поперечная проволока или сетка из мягкой стали| 0,02–2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали | 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-10P: Крестовина из мягкой стали Проволока или сетка | 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюймы) ØTSP-15P: поперечная проволока или сетка из мягкой стали| 0,54–5,4 (2 x мм) Ø| 0,0212–0,2126 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54–5,04 мм (2 x мм) Ø| 0,0212″ – 0,1984 дюйма (2 x дюйма) ØTSP-20P: поперечная проволока или сетка из мягкой стали| 0,90–5,85 (2 x мм) Ø| 0,0354–0,2303 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54–5,4 мм (2 x мм) Ø | 0,0212″ – 0,2125″ (2 x дюйма) ØTSP-30P: поперечная проволока или сетка из мягкой стали | 1,44 – 7,20 (2 x мм) Ø | 0,0567″ – 0,2834″ (2 x дюйма) Ø , поперечная проволока или сетка из нержавеющей стали | 1,44–7,20 (2 x мм) Ø| 0,0567–0,2834 дюйма (2 x дюйма) ØTSP-3: Лист из мягкой стали (M.
сталь) | 0,0099 – 1,29 (2 x мм) | 0,00039″ – 0,05079″ (2 x дюйма) ), Латунный лист| 0,1–1,0 (2 x мм)| 0,0039–0,039 дюйма3 дюйма (2 x дюйма), лист из нержавеющей стали (S.S.)| 0,2–2,0 (2 x мм)| 0,0078–0,0787 дюйма (2 x дюйма)TSP-15P: лист из мягкой стали (MS/CRS)| 0,3–3,0 (2 x мм)| 0,0118″– 0,1181″ (2 x дюйма), лист латуни| 0,2–1,5 (2 x мм)| 0,0078–0,0590” (2 x дюйма), лист нержавеющей стали (нерж. сталь)| 0,3–2,8 (2 x мм) | 0,0118–0,1102 дюйма (2 x дюйма)TSP-20P: лист из мягкой стали (MS/CRS)| 0,5–3,25 (2 x мм)| 0,0196–0,1279 дюйма (2 x дюйма), латунь Лист| 0,2–1,6 (2 x мм)| 0,0078–0,0629 дюйма (2 x дюйма), лист из нержавеющей стали (нерж. сталь)| 0,3–3,0 (2 x мм)| 0,0118–0,1181 дюйма (2 x дюйма)TSP- 30P: Лист из мягкой стали (M.S./CRS) | 0,8–4,0 (2 x мм) | 0,0314–0,1574 дюйма (2 x дюйма), Лист латуни | 0,4–1,8 (2 x мм) | 0,0157–0,0709″ (2 x дюйма), лист из нержавеющей стали (S.S.)| 0,8–4,0 (2 x мм)| 0,0314″– 0,1574″ (2 x дюйма)TSP-3P: поперечная проволока или сетка из мягкой стали| 0,02–2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали | 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-10P: Крестовина из мягкой стали Проволока или сетка | 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюймы) ØTSP-15P: поперечная проволока или сетка из мягкой стали| 0,54–5,4 (2 x мм) Ø| 0,0212–0,2126 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54–5,04 мм (2 x мм) Ø| 0,0212″ – 0,1984 дюйма (2 x дюйма) ØTSP-20P: поперечная проволока или сетка из мягкой стали| 0,90–5,85 (2 x мм) Ø| 0,0354–0,2303 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54–5,4 мм (2 x мм) Ø | 0,0212″ – 0,2125″ (2 x дюйма) ØTSP-30P: поперечная проволока или сетка из мягкой стали | 1,44 – 7,20 (2 x мм) Ø | 0,0567″ – 0,2834″ (2 x дюйма) Ø , поперечная проволока или сетка из нержавеющей стали | 1,44–7,20 (2 x мм) Ø| 0,0567–0,2834 дюйма (2 x дюйма) ØTSP-3: Лист из мягкой стали (M.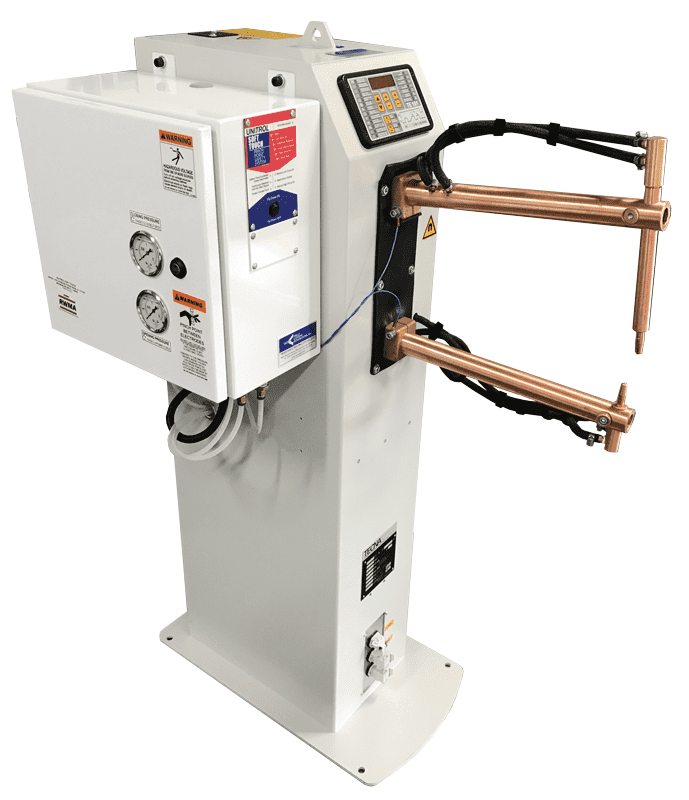 S./CRS)| 0,012–1,29 (2 x мм)| 0,00047″ – 0,05079″ (2 x дюйма), лист латуни | 0,0099 – 0,32 (2 х мм)| 0,0039″ – 0,01259″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,0099–1,29 (2 х мм)| 0,00039″ – 0,05079″ (2 x дюйма)TSP-5: Лист из мягкой стали (MS/CRS)| 0,16–1,6 (2 х мм)| 0,0062″- 0,0629″ (2 x дюйма), латунный лист | 0,1–0,6 (2 х мм)| 0,0039″ – 0,0236″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2–1,6 (2 х мм)| 0,0079″ – 0,0629″ (2 x дюйма)TSP-3: поперечная проволока или сетка из мягкой стали| 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-5: поперечная проволока или сетка из мягкой стали | 0,3–2,8 (2 x мм) Ø| 0,0118″ – 0,1102″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–2,8 (2 x мм) Ø| 0,0141″ – 0,1102″ (2 x дюйма) ØTSP-3P-D: Лист из мягкой стали (M.S./CRS)| 0,012–1,29 (2 х мм)| 0,00047″ – 0,05079″ (2 x дюйма), латунный лист | 0,0099 – 0,32 (2 х мм)| 0,0039″ – 0,01259″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,0099–1,29 (2 х мм)| 0,00039″ – 0,05079″ (2 x дюйма)TSP-10P-D: лист из мягкой стали (MS/CRS)| 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма), латунный лист | 0,1–1,0 (2 х мм)| 0,0039″-0,0393″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма)TSP-15P-D: Лист из мягкой стали (MS/CRS)| 0,3–3,0 (2 х мм)| 0,0118″- 0,1181″ (2 x дюйма), латунный лист | 0,2–1,5 (2 х мм)| 0,0078–0,0590 дюйма (2 дюйма), лист из нержавеющей стали (нерж.
S./CRS)| 0,012–1,29 (2 x мм)| 0,00047″ – 0,05079″ (2 x дюйма), лист латуни | 0,0099 – 0,32 (2 х мм)| 0,0039″ – 0,01259″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,0099–1,29 (2 х мм)| 0,00039″ – 0,05079″ (2 x дюйма)TSP-5: Лист из мягкой стали (MS/CRS)| 0,16–1,6 (2 х мм)| 0,0062″- 0,0629″ (2 x дюйма), латунный лист | 0,1–0,6 (2 х мм)| 0,0039″ – 0,0236″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2–1,6 (2 х мм)| 0,0079″ – 0,0629″ (2 x дюйма)TSP-3: поперечная проволока или сетка из мягкой стали| 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-5: поперечная проволока или сетка из мягкой стали | 0,3–2,8 (2 x мм) Ø| 0,0118″ – 0,1102″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–2,8 (2 x мм) Ø| 0,0141″ – 0,1102″ (2 x дюйма) ØTSP-3P-D: Лист из мягкой стали (M.S./CRS)| 0,012–1,29 (2 х мм)| 0,00047″ – 0,05079″ (2 x дюйма), латунный лист | 0,0099 – 0,32 (2 х мм)| 0,0039″ – 0,01259″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,0099–1,29 (2 х мм)| 0,00039″ – 0,05079″ (2 x дюйма)TSP-10P-D: лист из мягкой стали (MS/CRS)| 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма), латунный лист | 0,1–1,0 (2 х мм)| 0,0039″-0,0393″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,2–2,0 (2 х мм)| 0,0078″ – 0,0787″ (2 x дюйма)TSP-15P-D: Лист из мягкой стали (MS/CRS)| 0,3–3,0 (2 х мм)| 0,0118″- 0,1181″ (2 x дюйма), латунный лист | 0,2–1,5 (2 х мм)| 0,0078–0,0590 дюйма (2 дюйма), лист из нержавеющей стали (нерж. сталь) | 0,3–2,8 (2 х мм)| 0,0118″ – 0,1102″ (2 x дюйма)TSP-20P-D: лист из мягкой стали (MS/CRS)| 0,5–3,25 (2 x мм)| 0,0196″- 0,1279″ (2 x дюйма), латунный лист | 0,2–1,6 (2 х мм)| 0,0078″ – 0,0629″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,3–3,0 (2 х мм)| 0,0118″ – 0,1181″ (2 x дюйма)TSP-30P-D: лист из мягкой стали (MS/CRS)| 0,8–4,0 (2 х мм)| 0,0314″- 0,1574″ (2 x дюйма), латунный лист | 0,4–1,8 (2 х мм)| 0,0157 – 0,0709″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,0 (2 x мм)| 0,0314″– 0,1574″ (2 x дюйма)TSP-3P-D: поперечная проволока или сетка из мягкой стали| 0,02–2,32 ( 2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали | 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-10P-D : Поперечная проволока или сетка из мягкой стали | 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–3,6 (2 x мм) Ø| 0,0141″ – 0,1417 дюйма (2 x дюйма) ØTSP-15P-D: поперечная проволока или сетка из мягкой стали| 0,54–5,4 (2 x мм) Ø| 0,0212–0,2126 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54 – 5,04 мм (2 x мм) Ø | 0,0212 дюйма – 0,1984 дюйма (2 x дюйма) ØTSP-20P-D: поперечная проволока из мягкой стали или сетка | 0,90–5,85 (2 x мм) Ø| 0,0354–0,2303 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54 – 5,4 мм (2 x мм) Ø | 0,0212″ – 0,2125″ (2 x дюйма) ØTSP-30P-D: поперечная проволока или сетка из мягкой стали | 1,44 – 7,20 (2 x мм) Ø | 0,0567″ – 0,2834″ (2 x дюймы) Ø, поперечная проволока или сетка из нержавеющей стали | 1,44–7,20 (2 x мм) Ø| 0,0567–0,2834 дюйма (2 x дюйма) ØBSP-5P: Лист из мягкой стали (MS)| 0,03–0,45 (2 x мм) )| 0,00118″ – 0,01771″ (2 x дюйма), лист из нержавеющей стали (S.
сталь) | 0,3–2,8 (2 х мм)| 0,0118″ – 0,1102″ (2 x дюйма)TSP-20P-D: лист из мягкой стали (MS/CRS)| 0,5–3,25 (2 x мм)| 0,0196″- 0,1279″ (2 x дюйма), латунный лист | 0,2–1,6 (2 х мм)| 0,0078″ – 0,0629″ (2 x дюйма), лист из нержавеющей стали (SS) | 0,3–3,0 (2 х мм)| 0,0118″ – 0,1181″ (2 x дюйма)TSP-30P-D: лист из мягкой стали (MS/CRS)| 0,8–4,0 (2 х мм)| 0,0314″- 0,1574″ (2 x дюйма), латунный лист | 0,4–1,8 (2 х мм)| 0,0157 – 0,0709″ (2 x дюйма), лист из нержавеющей стали (SS)| 0,8–4,0 (2 x мм)| 0,0314″– 0,1574″ (2 x дюйма)TSP-3P-D: поперечная проволока или сетка из мягкой стали| 0,02–2,32 ( 2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали | 0,02 – 2,32 (2 x мм) Ø| 0,00079″ – 0,09134″ (2 x дюйма) ØTSP-10P-D : Поперечная проволока или сетка из мягкой стали | 0,36–3,6 (2 x мм) Ø| 0,0141–0,1417 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,36–3,6 (2 x мм) Ø| 0,0141″ – 0,1417 дюйма (2 x дюйма) ØTSP-15P-D: поперечная проволока или сетка из мягкой стали| 0,54–5,4 (2 x мм) Ø| 0,0212–0,2126 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54 – 5,04 мм (2 x мм) Ø | 0,0212 дюйма – 0,1984 дюйма (2 x дюйма) ØTSP-20P-D: поперечная проволока из мягкой стали или сетка | 0,90–5,85 (2 x мм) Ø| 0,0354–0,2303 дюйма (2 x дюйма) Ø, поперечная проволока или сетка из нержавеющей стали| 0,54 – 5,4 мм (2 x мм) Ø | 0,0212″ – 0,2125″ (2 x дюйма) ØTSP-30P-D: поперечная проволока или сетка из мягкой стали | 1,44 – 7,20 (2 x мм) Ø | 0,0567″ – 0,2834″ (2 x дюймы) Ø, поперечная проволока или сетка из нержавеющей стали | 1,44–7,20 (2 x мм) Ø| 0,0567–0,2834 дюйма (2 x дюйма) ØBSP-5P: Лист из мягкой стали (MS)| 0,03–0,45 (2 x мм) )| 0,00118″ – 0,01771″ (2 x дюйма), лист из нержавеющей стали (S. S.)| 0,03 – 0,45 (2 x мм)| 0,00118″ – 0,01771″ (2 x дюйма)BSP-15P-DC: лист из мягкой стали (MS )| 0,3–3,0 (2 x мм)| 0,0118 – 0,1181 дюйма (2 x дюйма), лист из нержавеющей стали (нерж. сталь)| 0,3–2,8 (2 x мм)| 0,0118 – 0,1102″ (2 x дюйма) BSP- 5: Лист из мягкой стали (MS) | 0,03–0,45 (2 x мм) | 0,00118–0,01771 дюйма (2 x дюйма), Лист из нержавеющей стали (SS) | 0,03–0,45 (2 x мм) | 0,00118–0,01771″ (2 x дюйма) BSP-5H: Лист из мягкой стали (MS)| 0,03–0,45 (2 x мм)| 0,00118 – 0,01771 дюйма (2 x дюйма) s), лист из нержавеющей стали (S.S.)| 0,03–0,45 (2 х мм)| 0,00118″ – 0,01771″ (2 x дюйма)
S.)| 0,03 – 0,45 (2 x мм)| 0,00118″ – 0,01771″ (2 x дюйма)BSP-15P-DC: лист из мягкой стали (MS )| 0,3–3,0 (2 x мм)| 0,0118 – 0,1181 дюйма (2 x дюйма), лист из нержавеющей стали (нерж. сталь)| 0,3–2,8 (2 x мм)| 0,0118 – 0,1102″ (2 x дюйма) BSP- 5: Лист из мягкой стали (MS) | 0,03–0,45 (2 x мм) | 0,00118–0,01771 дюйма (2 x дюйма), Лист из нержавеющей стали (SS) | 0,03–0,45 (2 x мм) | 0,00118–0,01771″ (2 x дюйма) BSP-5H: Лист из мягкой стали (MS)| 0,03–0,45 (2 x мм)| 0,00118 – 0,01771 дюйма (2 x дюйма) s), лист из нержавеющей стали (S.S.)| 0,03–0,45 (2 х мм)| 0,00118″ – 0,01771″ (2 x дюйма)
Глоссарий по точечной сварке — Электроды RW
Делиться:#
А
Аккумулятор
Резервуар для хранения воздуха, установленный на машине контактной сварки, который обеспечивает постоянное давление воздуха независимо от колебаний в системе подачи воздуха.
Аппарат точечной сварки ACME
Известное имя в области машин для точечной сварки.
 Самые известные и популярные аппараты контактной сварки производства США.
Самые известные и популярные аппараты контактной сварки производства США.Воздух над маслом
Система, которая преобразует стандартное рабочее давление в высокое сварочное усилие в компактном сварочном пистолете.
Ампер
В сварке сопротивлением электрическая единица измерения, отображающая требуемую интенсивность сварки.
Отжиг
При сварке сопротивлением для медленного охлаждения основных металлов на границе сварки с использованием более низкого вторичного нагрева, чтобы устранить растрескивание и хрупкость в сварном соединении или вблизи него.
Б
Резервный электрод
Обычно используется для «косметических» или «безмаркевых» сварных швов. Большой плоский электрод, который вступает в контакт с внешним основным металлом во время процесса сварки, чтобы обеспечить обратный путь для сварочного тока. Конечным результатом является почти невидимая точечная сварка
Сварка встык
Соединение двух проводов, конец в конец, для создания непрерывного гидравлического соединения
С
Пистолет C
Сварочный пистолет с фиксированным вспомогательным устройством в форме буквы «С».
 Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду
Сила сварки передается непосредственно от подвижного электрода к неподвижному электродуКолпачковый электрод
Электрод, используемый в производственной среде сварки. Требуется хвостовик
Каскад
При сварке сопротивлением для запуска более одного сварочного трансформатора в одной последовательности сварки с использованием нескольких SCR
Сварной шов по окружности
Сварное соединение по окружности двух или более перекрывающихся основных металлов
Медь класса I
Медь-Цирконий
Медь класса II
Медь-хром, наиболее часто используемый в качестве основного материала электрода для сварки низкоуглеродистой или высокоуглеродистой стали
Медь класса III
Медь-хром-бирилий, используемый в качестве основного материала электрода, где присутствуют высокие усилия сварки
Замкнутый контур обратной связи
Обычно используется при контактной сварке постоянным током на средних частотах.
 Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения
Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияУгол проводимости
Функция управления контактной сваркой переменным током. Точный момент времени при определенной амплитуде входящего синусоидального сигнала частотой 50 или 60 Гц, при котором тиристор начинает проводить ток для создания требуемой силы сварочного тока
Постоянный ток
Тип обратной связи с замкнутым контуром, при котором вторичный сварочный ток остается постоянным независимо от изменений сопротивления материала, индуктивных потерь (деталь входит в глубину горловины) или колебаний сетевого напряжения
Расходные материалы
Обычно электрод. Компонент «одноразового использования» аппарата для контактной сварки
Косметическая сварка
Точечная сварка, при которой в процессе соединения возникает очень небольшая маркировка или деформация
Токосъемная головка
Сварочная головка сопротивления высочайшего качества, обеспечивающая наиболее постоянный метод передачи сварочного тока от неподвижного элемента к вращающемуся
Д
Мембранный сварочный цилиндр
Воздушный цилиндр, используемый в критической точечной сварке сопротивлением и сварке с выступом.
 По сравнению со стандартными поршневыми пневмоцилиндрами, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением поршня на отверстии цилиндра
По сравнению со стандартными поршневыми пневмоцилиндрами, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением поршня на отверстии цилиндраДифференциальное давление
Давление в верхней части цилиндра (если имеется) минус давление в нижней части цилиндра. В сварке сопротивлением это также будет известно как Net Force или Welding Force
.Прямой привод
В сварке сопротивлением – способ привода головки для шовной сварки, при котором двигатель, соединенный с редуктором, механически соединен непосредственно с головкой для шовной сварки. Без какой-либо формы устройства обратной связи, поскольку диаметр колеса изменяется из-за износа, скорость сварки изменяется
Прямая сварка
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору
Рабочий объем
При контактной сварке измерение роста (расширения) сварного шва в точечном сварном шве или смятия выступа(ов) в выступающем сварном шве
Вниз по склону
В управлении контактной сваркой постепенное «снижение» сварочного тока сразу после времени сварки или времени нагрева
Рабочий цикл
При контактной сварке зависимость времени включения сварочного трансформатора или IGBT от времени отключения относительно производственной среды
Е
Электрод
При контактной сварке «выбрасываемый» компонент, обычно изготовленный из медного сплава RWMA, который контактирует с изделием под действием сварочного усилия 9.
 0003
0003Изгнание
Также известен как «Прошивка». Во время последовательности сварки расплавленный металл выбрасывается из-за отсутствия сварочного давления, чрезмерного сварочного тока или загрязнения на поверхности сварки электрода(ов)
Ф
Быстрое продолжение
В контактной сварке термин, описывающий способность подвижного электрода реагировать на расширение сварного шва или смятие выступа(ов) во время последовательности сварки
Управление потоком
Устройство, встроенное в пневматическую систему аппарата контактной сварки, используемое для управления скоростью хода воздушного цилиндра для уменьшения удара
Датчик силы
Прибор, используемый для измерения фактического усилия сварки на электродах
Сила кузницы
В системе с перепадом давления валовая сила или сила ковки, действующие на электроды, когда давление в нижней части цилиндра «сбрасывается» в определенный момент во время последовательности сварки.
 Это более высокое усилие обеспечивает целостность сварного соединения
Это более высокое усилие обеспечивает целостность сварного соединения
З
Н
Полуцикл
При сварке сопротивлением — неисправность электронной схемы управления сваркой (обычно тиристора), приводящая к насыщению сердечника сварочного трансформатора переменного тока, что наиболее заметно по отчетливому хрюканью и отсутствию сварочного тока во время последовательности сварки
Тепловой распад
В сварочном аппарате с низкочастотным преобразователем, таком как SCIAKY, тепловое затухание представляет собой временную функцию управления сваркой, позволяющую рассеивать накопленную в сварочном трансформаторе энергию между импульсами. Отсутствие теплового распада может привести к пропуску зажигания в одном из тиристоров, что приведет к “глухому удару” сварочного трансформатора или, в крайнем случае, к выходу из строя прерывателя 9.0003
Время нагрева
При сварке сопротивлением время нагрева обозначает количество времени, в течение которого сварочный трансформатор находится в состоянии короткого замыкания или проводит ток через основные материалы.
 База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 ГцВремя удержания
Управляется системой управления сваркой, продолжительность времени после времени нагрева, в течение которого сварочные электроды удерживаются при приложенном сварочном усилии до отпускания. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
я
БТИЗ
Сокращение для биполярного транзистора с изолированным затвором. В среднечастотном инверторном управлении сваркой – устройство, используемое для преобразования выпрямленного первичного напряжения постоянного тока в первичное напряжение переменного тока средней частоты (1 кГц), которое приводит в действие сварочный трансформатор во время последовательности сварки.
Непрямая сварка
Аналогичен прямой сварке, за исключением того, что электрод 1 соприкасается с деталью в месте, отличном от фактического интерфейса сварки.
 Этот метод обычно используется как следствие геометрии детали.
Этот метод обычно используется как следствие геометрии детали.Инвертор
Также известен как M.F.D.C. (Постоянный ток средней частоты), новейшая технология сварки сопротивлением, где вторичный сварочный ток представляет собой высококонцентрированный чистый постоянный ток, который точно контролируется в режиме реального времени в течение всей последовательности сварки. Инверторная технология более эффективна, чем стандартные системы переменного тока, благодаря высокому коэффициенту мощности, который может значительно снизить эксплуатационные расходы в результате снижения первичного потребления. Сегодня Inverter Technology лидирует в продвижении полного контроля процесса в индустрии контактной сварки.
Дж
К
Кабель без ключа
Также известен как двухжильный сварочный кабель. Медные токопроводящие тросы, изолированные друг от друга, расположены с чередованием полярности для достижения превосходного баланса электрических сил, который фактически снижает пульсирующую вибрацию или «УДАР».

Привод с накаткой
В сварочном аппарате – способ управления одним или обоими сварочными колесами. Двумя преимуществами накатного привода являются: постоянная скорость колеса независимо от изменения диаметра колеса и непрерывная правка сварного круга с помощью накатного привода.
кВА
Сокращение от киловольт-ампер. В сварке сопротивлением KVA обозначает номинал или размер машины для сварки сопротивлением. На самом деле, KVA – это киловольт-амперная мощность сварочного трансформатора.
л
Ламинированный шунт
Изготовлен из медных пластин, гибкое соединение вторичной обмотки аппарата контактной сварки для размещения подвижного электрода.
Распределение нагрузки
В сварке сопротивлением – способность однофазного управления сваркой управлять более чем одним сварочным трансформатором через более чем одну фазу в одной последовательности сварки.

Продольный сварной шов
Сварное соединение по длине перекрывающихся основных металлов.
ЛВК
Короткое замыкание на компенсацию сетевого напряжения. Способность управления сваркой компенсировать аномальные колебания мощности питания, которые могут возникнуть во время последовательности сварки.
М
Сварка по военным стандартам
Стандарт сварки сопротивлением, разработанный и опубликованный Вооруженными силами США в качестве основы для обеспечения качества сварных соединений с критическим сопротивлением. Большинство производителей аэрокосмической отрасли придерживаются стандартов и рекомендаций Mil-Spec по контактной сварке
.Мониторинг
При сварке сопротивлением для наблюдения за фактическими результатами конкретных данных, таких как: вторичный сварочный ток, вторичное сварочное напряжение на электродах, вторичное сопротивление, сила сварки и смещение во время всей последовательности сварки.

Сбор грибов
Происходит, когда сварочные электроды теряют форму в результате воздействия сварочного усилия и сварочного тока. Это неизбежно, и его можно поддерживать, правильно одевая электроды.
Н
НЭК
Сокращение от Национального электротехнического кодекса. Стандарт безопасной установки электропроводки и оборудования.
Носовой тип
В сварке сопротивлением, описание RWMA геометрии сварочного электрода.
Расширение самородка
Рост сварного соединения, который можно измерить во время последовательности сварки.
О
Время выключения
При контактной сварке время выключения обозначает время, в течение которого электроды открываются после последовательности сварки и остаются открытыми до автоматического повторения последовательности сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).

OSHA
Сокращение от Управления по безопасности и гигиене труда. OSHA, финансируемая из федерального бюджета правительством США, устанавливает и регулирует стандарты для рабочей среды, чтобы защитить всех рабочих от производственных травм или смерти, вызванных неисправным оборудованием или халатностью работников.
П
Пройти через
В контактной сварке тип машины для многоточечной сварки, которая позволяет детали во время сварки «проходить» или «индексировать» через машину для производственных целей.
Пед Сварщик
См. Пресс-сварщик.
Процент тепла
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для увеличения или уменьшения вторичного сварочного тока.
Чередование фаз
Синхронизация трехфазного источника питания с аппаратом контактной сварки. Правильное чередование фаз очень важно для аппаратов контактной сварки с преобразователем частоты.

Обычная медь
Также известен как сплав 110. При сварке сопротивлением медный сплав 110 является основным материалом, используемым для создания вторичного сварочного контура.
Платформа
На пресс-сварочном аппарате основание с Т-образными пазами на верхней и нижней вторичной обмотке, используемое для крепления инструментов для конкретных применений деталей.
ПЛК
Сокращение от Программируемый логический контроллер. Полностью программируемый ЦП, который используется для управления функциями машины в промышленной и автоматизированной среде.
Коэффициент мощности
Коэффициент мощности системы электроснабжения переменного тока определяется как отношение активной мощности к полной мощности и представляет собой число от 0 до 1 включительно. Значение коэффициента мощности заключается в том, что коммунальные предприятия поставляют потребителям вольт-ампер, но выставляют счета за ватты.
 Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.Пресс-сварщик
Тип аппарата для контактной сварки, в котором сварочный цилиндр напрямую соединен с подвижным электродом, что обеспечивает плавный и управляемый метод создания силы сварки.
Управление технологическим процессом
В контактной сварке для уточнения графика сварки и постоянной проверки результатов с помощью подходящего прибора для мониторинга сварки.
Выступ
Штампованный выступ в металле.
Выступающий сварной шов
При сварке сопротивлением для закрепления или прижигания выступа с использованием подходящего сварочного тока и силы.
. Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сваркуИспытание на растяжение
Испытание на разрушение, используемое для проверки прочности сварного соединения. Тест обычно выполняется с помощью Pull Tester, который измеряет и отображает результаты.
Двухтактный
Обычно используется на машине для многоточечной контактной сварки. Конфигурация сварочного трансформатора, которая позволяет детали во время сварки беспрепятственно проходить через машину плавным и продуктивным образом.
Q
Время закалки
При контактной сварке время закалки — это промежуток времени между временем нагрева и временем отпуска, также известный как последующий нагрев. База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц.

Р
Р.О.Т.Ф.
Короткая для черновой обработки Негабаритная для чистовой обработки. Термин, используемый при заказе кованых медных заготовок для сварных колес. Обработанный наружный диаметр а толщина колеса указана как R.O.T.F. размеры при заказе.
Баран
Механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
Повторить
В управлении сваркой сопротивлением, чтобы постоянно следовать графику сварки, когда переключатель запуска удерживается замкнутым, когда переключатель повторения находится в положении «включено». См. Время отключения.
Сварка сопротивлением
См. Точечная сварка.
Втягивание
Опция, доступная для большинства аппаратов контактной сварки. Втягивание представляет собой расширенное отверстие для электрода, предназначенное для размещения деталей, геометрия которых слишком велика, чтобы войти в стандартное отверстие для электрода, которое обычно составляет примерно 1/4–3/8 дюйма.

Время нарастания
В инверторном управлении сваркой время нарастания означает время в миллисекундах, необходимое для изменения вторичного сварочного тока от нуля до запрограммированного значения.
Аппарат для точечной сварки коромысла
Тип аппарата для контактной сварки, в котором сварочный цилиндр опосредованно соединен с подвижным электродом через точку опоры.
Роликовый ползун
Прецизионное механическое звено с низкой инерцией, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
РВМА
Сокращение от Альянс производителей контактной сварки. Разрабатывает стандарты оборудования для защиты и выгоды покупателей и пользователей оборудования и принадлежностей для контактной сварки. Производственный альянс по сварке сопротивлением поддерживает самые высокие стандарты этики в отрасли сварки сопротивлением.

С
Пистолет-ножницы
Портативная сварочная горелка для сварки сопротивлением, основанная на тех же механических принципах, что и аппарат для точечной сварки с коромыслом.
СКР
Сокращение для выпрямителя с кремниевым управлением. Четырехслойное твердотельное устройство, контролирующее ток. В аппарате для контактной сварки переменным током SCR используется для включения сварочного трансформатора во время нагрева.
Сварной шов
Единая непрерывная цепь сварки сопротивлением. Сварочные электроды обычно имеют форму медных колес, которые индексируют основные металлы с точной скоростью для выполнения очень стабильного сварного соединения.
Вторичный контур
При сварке сопротивлением – полное электрическое соединение и конструкция, прикрепленная к вторичной обмотке сварочного трансформатора.
Быстрая регулировка пистолета SEEDORFF
На машине для многоточечной контактной сварки, гениальная система крепления сварочной горелки, которая обеспечивает бесконечную, легкую и быструю регулировку сварочной горелки.

- Серия
Сварной шов
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через последовательную резервную шину, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору. Этот метод производит два одновременных точечных сварных шва.
Хвостовик
В сварке сопротивлением — компонент, используемый для удерживания колпачкового электрода.
Шунт
См. Ламинированный шунт.
Головка подшипника скольжения
В контактной сварке тип головки для шовной сварки, обычно состоящий из медного вала класса III, который вращается в медных подшипниках скольжения класса II. Проводящая смазка используется для минимизации трения и обеспечения плавного вращения вала.
СПК
Сокращение для статистического контроля процессов. метод достижения контроля качества в производственных процессах.
 Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.
Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.Точечная сварка
Точечная сварка или контактная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМА, где V (напряжение) = I (ток) x R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов.
 И это основа сварки сопротивлением, также известной как точечная сварка.
И это основа сварки сопротивлением, также известной как точечная сварка.Время сжатия
Время, отведенное подвижному электроду для контакта с изделием и развития требуемой силы сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
Шаговый двигатель
Программируемая функция управления сваркой, которая автоматически увеличивает или уменьшает сварочный ток в запрограммированном количестве шагов в зависимости от скорости износа электрода.
Поверхностное сопротивление
Электрическое сопротивление на поверхности основного металла перед контактной сваркой.
Поворотный электрод
Резервный электрод, используемый на аппарате точечной сварки с коромыслом для изготовления косметических сварных швов.
Т
Переключатель ответвлений
Грубая механическая регулировка температуры сварочного трансформатора.

Закалка
Также известен как Post Heat. При контактной сварке высокоуглеродистой стали или термически обработанных сплавов цветных металлов – функция управления сваркой, при которой для отжига сварного соединения применяется вторая меньшая плавка.
Время отпуска
Программируемое время, в течение которого применяется отпускной нагрев во время последовательности сварки.
Глубина горла
В машине для контактной сварки глубина шва соответствует физическим размерам работы на сварном соединении и определяется как: беспрепятственный доступ от электродов к машине
Наконечник
См. Электрод
Устройство для обработки наконечников
Инструмент, предназначенный для очистки и восстановления электрода контактной сварки.
Транс-пистолет
Сварочная горелка со встроенным сварочным трансформатором. Также известен как Robot Weld Gun или Roboterpunktschweißung Gewehr.

Коэффициент поворота
В трансформаторе для контактной сварки соотношение первичных и вторичных обмоток. Обычно Второстепенное значение равно 1 (т.е. 50:1, 50 ходов основного к 1 ходу вторичного).
У
Расстроен
Термин, используемый при стыковой сварке, когда квадратный конец одной проволоки вдавливается под давлением в квадратный конец другой проволоки во время последовательности сварки. Конечным результатом является сварное соединение с небольшой выпуклостью по окружности провода в месте соединения.
Вверх по склону
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для постепенного увеличения сварочного тока до «прожигания» покрытия из оцинкованного, гальванизированного или алюминированного листового металла.
Вт
Охладитель воды
В сварке сопротивлением, программируемая автономная система рециркуляции воды, которая обеспечивает точное водяное охлаждение с регулируемой температурой для аппарата для контактной сварки и электродов/сварочных колес.
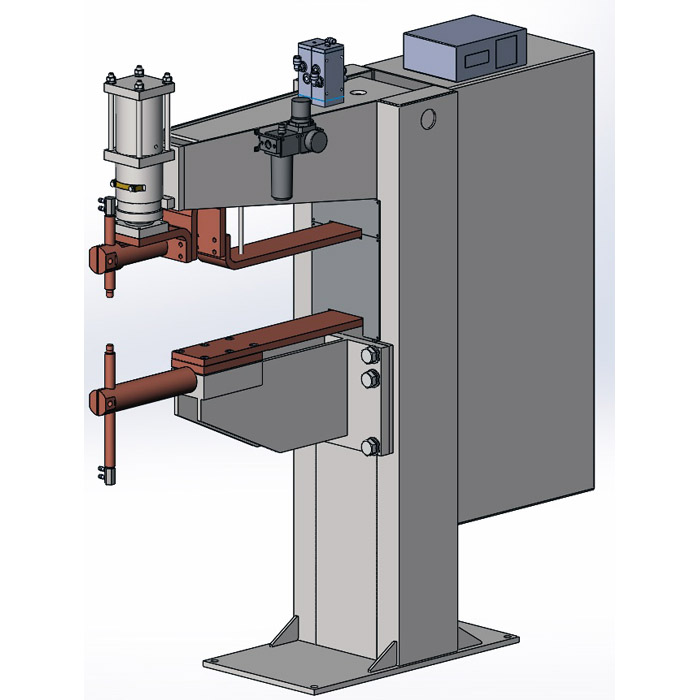
Поверхность сварного шва
Физическая область электрода или сварочного круга, соприкасающаяся с изделием. Поверхность сварного шва напрямую влияет на размер и характеристики наггета сварного шва.
Сила сварки
Требуемая физическая сила на электродах, инструментах или колесах для шовной сварки во время последовательности сварки для получения квалифицированного сварного соединения сопротивлением.
Датчик силы сварки
Прибор, используемый для измерения силы сварки на электродах или шовных сварочных кругах.
Сварной зазор
В машине контактной сварки сварочный зазор соответствует физическим размерам работы на сварном соединении и определяется как: свободная область между верхней и нижней вторичной обмоткой.
Сварной самородок
Созданное материальное соединение двух или более отдельных основных металлов, произведенное машиной для контактной сварки.

Время сварки
Запускается автоматически по истечении времени сжатия. Время, отведенное источнику электричества для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
Сварочное колесо
Круглый электрод, используемый в сварочном аппарате для сварки швов сопротивлением, для получения однородных линейных сварных швов.
Сварочный кабель
Гибкий проводник с высокой силой тока, используемый для передачи сварочного тока от сварочного трансформатора к сварочной горелке. Сварочные кабели изготовлены из медного каната Hi-Con и могут охлаждаться водой для уменьшения физического размера кабеля.
Контроль сварки
В контактной сварке электронное устройство на базе микропроцессора, отвечающее за управление точной временной последовательностью контактной сварки и величиной сварочного тока
Сварочный ток
В сварке сопротивлением, единица измерения (ампер) интенсивности тепла во время последовательности сварки, необходимой для успешного выполнения сварки.

Сварочный трансформатор
Основной компонент аппарата контактной сварки, генерирующий требуемый сварочный ток за счет «короткого замыкания» через интерфейс деталей. Размер или мощность сварочного трансформатора зависит от физической мощности в киловольт-амперах (кВА) и эффективности устройства.
Х
З
Балансир в невесомости
В ручном сварочном пистолете сопротивления регулируемая система подвески, которая позволяет сварочному пистолету плавать на желаемом рабочем уровне для облегчения манипуляций.
Циркониевый электрод
Электрод, используемый для сварки оцинкованных, гальванизированных или покрытых алюминием листовых металлов. Циркониевый электрод обеспечивает антипригарную поверхность свариваемой поверхности, что снижает загрязнение наконечника, вызванное выгоранием покрытия во время последовательности сварки.
Объяснение точечной сварки | Fractory
Точечная сварка — это процесс контактной сварки, при котором металлы соединяются друг с другом путем приложения давления при подаче электрического тока в зону сварки. Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Точечная сварка стала основным процессом сварки в производстве и сборке, особенно в секторе производства листового металла и автомобильной промышленности. Пригодность для автоматизации играет большую роль в росте ее популярности, поскольку роботизированная точечная сварка отличается скоростью и эффективностью.
Давайте углубимся и поймем, что представляет собой контактная точечная сварка.
Что такое точечная сварка сопротивлением
Точечная сварка (RSW) — это процесс сварки электрическим сопротивлением, при котором два электрода соединяют металлы внахлест. Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Поскольку металлы сплавляются с использованием большого количества энергии за короткий промежуток времени (приблизительно 10-100 миллисекунд), область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния минимальна, а чистый сварной шов созданный.
Количество тепла, выделяемого при точечной сварке, выражается формулой тепловой энергии:
Q = I2Rt
Где Q — тепловая энергия, I — ток, R — электрическое сопротивление, t — время или продолжительность, в течение которой ток применяется.
Процесс точечной сварки
Процесс точечной сварки основан на подаче сильноточных электрических импульсов низкого напряжения на сварочные электроды для почти мгновенного расплавления металла при приложении достаточного давления для сплавления металлов. Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Первым этапом точечной сварки является укладка металлических листов или заготовок внахлест. После того, как металлы прочно сели на место, выполняется приложение давления через силу электрода. Это давление может создаваться вручную, пневматически, пружинами или гидравликой, в зависимости от типа машины.
Второй этап заключается в подаче сильного тока на целевую область между электродами. Расплавленный металл образуется, когда ток реагирует с внутренним сопротивлением металла. Металлы достигают около 2000 ° C, что выше их точки плавления. Электроды должны иметь более высокую температуру плавления, чем заготовки. Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Заключительный этап включает охлаждение и затвердевание самородка. На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
Процесс заканчивается, когда металлы остынут.
Производство сетки – Автоматическая машина для сварки сетки
Что касается проволочных сеток, точечные сварные швы создаются в месте контакта двух проволок, расположенных перпендикулярно. Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Параметры точечной сварки
Существует довольно много переменных, которые необходимо проверить и отрегулировать во время цикла сварки, чтобы получить сварной шов удовлетворительного качества:
Давление
Приложение правильного давления или силы электрода имеет первостепенное значение для получения качественных сварных швов. Соединение будет слишком маленьким и слабым, если прилагаемое давление будет недостаточным. С другой стороны, слишком большое давление может привести к растрескиванию точечного сварного шва, так как расплавленный металл может привести к утончению листов. Рекомендуется, чтобы глубина углубления электрода никогда не превышала 25% толщины листа.
Текущий
Количество выделяемого тепла зависит от электрического сопротивления и теплопроводности металла.
 Классификацию металла следует учитывать при определении величины тока для машины.
Классификацию металла следует учитывать при определении величины тока для машины.Диаметр наконечника
Диаметр сварочного наконечника определяет размер точечной сварки. Если наконечник слишком мал, сварной шов может быть слишком маленьким и слабым, тогда как слишком большой наконечник может вызвать перегрев металлов и образование пустот и газовых карманов.
Временной цикл сварки
Результаты точечной сварки могут быть улучшены, а дефекты устранены путем регулировки времени, в течение которого металл подвергается воздействию давления электрода и сварочного тока.
Время сжатия относится к периоду, когда сварочный наконечник электрода оказывает давление на перекрывающиеся металлы.
Нарастание — это время, за которое электрический ток достигает своего пикового значения.
Время сварки — это продолжительность, в течение которой электрический ток протекает между электродами.
 За это время выделяется тепло и происходит сплавление металлов.
За это время выделяется тепло и происходит сплавление металлов.Нисходящий уклон — это участок, на котором ток отключается от его пикового значения.
Время выдержки относится к периоду покоя, когда расплавленный металл затвердевает. Давление электрода в этот период сохраняется, и электроды отводят тепло от сварного шва.
Время отключения используется для обозначения задержки тока от конца последовательности до начала следующей.
Чтобы обеспечить высокое качество и безопасность точечной сварки, свариваемые металлы могут быть подвергнуты таким методам контроля, как ультразвуковой контроль и испытание на механическую прочность (испытания на сдвиг, отрыв и т. д.)
Точечный Сварка различных материалов
Точечная сварка лучше всего подходит для металлов с низкой теплопроводностью и высоким электрическим сопротивлением, таких как низкоуглеродистая сталь. Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Вот список материалов, которые обычно считаются подходящими для точечной сварки:
Не все металлы подходят для точечной сварки, эти исключения часто могут быть соединены альтернативными методами сварки, такими как пайка или пайка.
Электрод
Сварочные электроды подают электрический ток на металлы и оказывают механическое давление при контакте с заготовками с помощью рычагов и муфты. Механизм приложения давления может приводиться в действие электродвигателем или пневматикой.
Существует два типа неплавящихся электродов, которые используются для точечной сварки:
Токопроводящие электроды
Используется для сварки резистивных материалов, таких как нержавеющая сталь и никель.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Резистивные электроды
Эти электроды обычно используются для проводящих металлов, таких как медь и золото. Лучше всего работают молибденовые и вольфрамовые электроды, так как они имеют низкую проводимость и высокое электрическое сопротивление.
Неправильный выбор электродов может привести к их преждевременному износу, что может привести к изменению формы или замене электродов. Некоторые металлы также могут реагировать с электродами. Стали с цинковым покрытием, например, могут загрязнять сварочные наконечники, что приводит к проблемам при соединении с металлами.
В дополнение к выбору материала электрода также доступны электроды с различной геометрией. Наконечники могут быть заостренными, усеченными или куполообразными.
Блок питания
Аппараты для точечной сварки обычно работают от сети переменного тока. С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
Промышленные аппараты для точечной сварки обычно используют трехфазную электроэнергию для достижения высоких пиковых токов в производстве. В частности, он используется для точечной сварки алюминиевых листов для котлов, труб и т.п.
Аппарат для точечной сварки
Аппарат для точечной сварки включает в себя трансформатор для источника питания, сварочные электроды и другие компоненты, позволяющие контролировать параметры сварочных работ (сварочный ток, давление, напряжение и т.д.).
Машины для точечной сварки обычно имеют водяное охлаждение, поскольку за долю секунды выделяется очень большое количество тепла. Электроды имеют каналы для водяного охлаждения для снижения температуры и предотвращения чрезмерного износа.
Оборудование для точечной сварки может управляться вручную или автоматизировано с помощью роботов для точечной сварки. Портативные аппараты для точечной сварки также доступны в виде сварочных пистолетов.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является ключевым элементом в автомобильной промышленности, поскольку производство автомобильных деталей с использованием этого метода является экономичным, надежным и быстрым. Компании автоматизируют сборочные линии с помощью роботов для точечной сварки. Металлический лист из стали или алюминиевого сплава можно легко превратить в функциональную сборочную деталь за считанные секунды, и все это с исключительной точностью и повторяемостью.
Электроника
Тонкие электронные изделия хорошо подходят для точечной сварки. Качество сварки хорошее, а природа этого метода сварки предотвращает перегрев электронных компонентов. Некоторыми примерами являются переключатели, солнечные батареи, сложные печатные платы и батареи.
Производство гвоздей
Рулоны из углеродистой стали превращают в гвозди, подвергая их сварочному кругу с подачей электрического тока. Этот непрерывный процесс точечной сварки выполняется на высоких скоростях, что позволяет производить тысячи гвоздей в минуту.
Кухонная утварь
Ручки, лопаточки и жестяные чашки часто изготавливаются с помощью точечной сварки. То же самое касается формочек для печенья, которые образованы точечной сваркой металлических лент.
Медицинская промышленность
Медицинская промышленность также использует качество сварки и скорость, с которой этот процесс может выполняться. Ортодонтия, например, использует точечную сварку при креплении зубных имплантатов.
Преимущества точечной сварки
Точечная сварка — один из самых быстрых и чистых методов сварки.
Простой и понятный процесс, в отличие от некоторых других более сложных методов сварки.
В отличие от некоторых общеизвестных процессов (дуговая сварка металлическим электродом в среде защитного газа, сварка TIG и т.
д.) открытое пламя отсутствует.Процесс можно легко автоматизировать с помощью сварочных роботов.
Одновременно можно соединить несколько металлических листов.
- Присадочный материал не расходуется, в отличие от некоторых других методов (сварка МИГ).
Экономически эффективен и экономичен, так как не использует инертные газы или присадочные металлы.
Недостатки точечной сварки
Выравнивание заготовки имеет решающее значение.
Точечная сварка деформирует детали из основных металлов.
Сварка толстых листов металлов невозможна.
Создаваемые соединения могут быть не такими прочными, как при использовании некоторых других методов сварки, поскольку они создают только локальные соединения.
Недостаточное давление обжатия приведет к некачественному сварному шву.
Шунтирование может быть вызвано наличием нескольких стыков или других участков металлических листов.
(Шунтирование означает отведение тока от зоны сварки.)Наконечник электрода может треснуть из-за термоциклирования.
Брызги могут появиться в результате неправильного обращения с параметрами оборудования.
Важные моменты, которые следует помнить
Точечная сварка сопротивлением — это быстрый и экономичный процесс сварки, который широко используется в производстве листового металла. Это привлекательный метод сварки для автоматизации с помощью роботов для точечной сварки, который обеспечивает невероятную скорость и точность без слишком большого компромисса в прочности сварного шва.
Автомобильный сектор исторически извлекал максимальную пользу из этого метода сварки, поскольку применение этого процесса позволяло увеличить скорость производства и сборки. Он в основном используется для сварки стали в автомобильной промышленности, но с течением времени сталь все больше и больше заменяется алюминием из-за оптимизации массы. Автоматизация позволила быстро сваривать большие объемы без ущерба для качества.
Сварка сопротивлением будет по-прежнему доминировать на производственных и сборочных линиях в определенных отраслях промышленности и останется на долгие годы.
Сварочные услуги Fractory включают как ручную точечную сварку для небольших работ, так и роботизированную точечную сварку для удовлетворения современных потребностей серийного производства.
Машины для точечной сварки с вертикальным прессом
- Встроенное микропроцессорное управление с двойным током, двойным временем сварки, подъемом и пульсацией.
- Цифровая регулировка сварочного тока с фазовым сдвигом от 20% до 100% для точной сварки.
- Необслуживаемый полупроводниковый контактор SCR.
- Сварочный трансформатор двойного напряжения 220–440 В/однофазный/60 Гц.
- Мягкая панель управления со светодиодными индикаторами функций и значений.
- Регулируемая глубина горловины коромысла.
- Регулировка скорости.
- Двухступенчатый электрический педальный переключатель с возможностью добавления второго педального переключателя для двойного тока на воздушном коромысле.
| Тип | кВА 50% ПВ | Горло Глубина (дюймы) | Ход макс. (дюймы) | Электрод Сила @ 80 PSI Воздух* | Номинальная производительность Сварные швы класса ACRS SS | |
|---|---|---|---|---|---|---|
| Н10ВП | 10 | 12 18 24 | 3 | 392 | .042 2x .036 .030 | . 034 2x .029 .024 |
| Н20ВП | 20 | 12 18 24 | 3 | 568 | . 068 2x .060 .054 | .064 2x .048 .042 |
| Н30ВП | 30 | 12 18 24 | 3 | 760 | .089 2x .075 .068 | .068 2x .054 .048 |
| Н40ВП | 40 | 12 18 24 | 3 | 1000 | . 100 2x .093 .080 | .085 2x .080 .070 |
| Н50ВП | 50 | 18 24 30 | 3 | 1000 | .120 2x .100 .080 | .090 2x .075 .065 |
| Н75ВП | 75 | 18 24 30 | 3 | 1560 | .165 2x .135 .120 | .105 2x .095 .085 |
| Н100ВП-1 | 100 | 18 24 30 | 3 | 2256 2256 1560 | . 200 2x .180 .180 | .135 2x .120 .120 |
| Н100ВП | 100 | 18 24 30 36 | 4 | 4020* | .200 2x .180 .180 .180 | .135 2x .120 .120 .110 |
| Н150ВП-1 | 150 | 18 24 30 36 | 3 | 2256 2256 1560 | .300 2x .280 .275 .270 | .165 2x .155 .150 .145 |
| Н150ВП | 150 | 18 24 30 36 | 4 | 4020* | . 300 2x .280 .275 .270 | .165 2x .155 .150 .145 |
| N200AP | 200 | 18 24 30 36 | 4 | 4020* | .350 2x .320 .310 .320 | .190 2x .180 .170 .165 |
Что такое точечная сварка? (с картинками)
Сварка относится к процессу, который используется для соединения двух металлических предметов. Точечная сварка — это форма сварки, для которой требуется уникальный сварочный аппарат. Эта машина разработана с зажимами, которые соединяют два куска металла вместе с электродами. Электроды используются для приложения давления и электричества к металлическим предметам. Это приводит к образованию точечной сварки с металлическим самородком между объектами.
Элиу Томсон изобрел точечную сварку в 1877 году. Г-н Томсон определил, что два листа металла можно сплавить вместе путем приложения давления и электричества к отдельной точке. Когда напряжение подается на металлический материал, образуется самородок расплавленного металла, который используется в качестве эпоксидного элемента, надежно связывающего два объекта. Этот вид сварки чаще всего используется крупными роботизированными устройствами при создании деталей кузова автомобиля.
В настоящее время существует множество типов аппаратов для точечной сварки. К ним относятся как большие напольные сварочные аппараты, так и небольшие портативные сварочные аппараты. Каждый тип сварочного аппарата включает в себя источник электропитания и специальные электродные стержни. Размер сварного шва зависит от толщины электродных стержней, величины давления и времени их воздействия на объект.
Большинство сварочных работ сопровождается сильным нагревом и ярким светом. Этот свет может вызвать временную и долгосрочную слепоту. Рекомендуется надевать сварочную защитную каску, включающую линзы со значительным затемнением. Это похоже на очень темные солнцезащитные очки.
Сварка является опасным занятием, для которого также требуются другие специальные защитные средства. Сюда входят перчатки, огнеупорная одежда, а также вышеупомянутые очки. Когда объекты сплавляются друг с другом, горячий металл может попасть в лицо или одежду сварщика. Без защитного оборудования это может привести к серьезным травмам.
Сварка — это искусство, требующее базовых знаний физики и металлических композитов. Для каждого типа металла требуется определенный объем зоны сварки. Эта точечная сварка зависит как от размера, так и от типа свариваемого материала. Некоторые примеры материала включают сталь, алюминий и медь. Каждый из них требует определенного давления и времени для точечной сварки.
Точечная сварка MIG — это форма сварки, при которой требуется проплавление одного из металлических объектов до начала плавления. Этот тип сварки известен как сварка штепсельной вилкой, потому что область проплавления закупоривается расплавленным металлическим материалом. Сварка MIG стала доступна только в последние несколько десятилетий и предлагает сопоставимый вариант сварки.
Консультанты по точечной сварке | Сварщик арматуры петель, Сварщик торцевых каналов, Сварщик запорных коробок, Сварщик стальных дверей, Сварщик стальных дверей с несколькими пистолетами, Даллас, Техас, Юго-Запад
В 1960 году компания LORS Machinery продала свой первый сварочный аппарат промышленным предприятиям по производству полых металлических дверей. С тех пор компания LORS стала лидером в области сварки сопротивлением для производства полых металлических дверей, обслуживая магазины с количеством дверей от 25 до более чем 2000 дверей в день. Сегодня RWC — это ваша поддержка в области сварки сопротивлением, продолжающая с того места, на котором остановилась компания LORS. У нас есть более 1000 сварщиков по всему миру в США, Канаде, Мексике, Корее и на Ближнем Востоке, чтобы сократить расходы на сварку и повысить производительность. Мы также предлагаем множество дополнительных автоматизированных систем.
Сварочные аппараты для дверей
Сварочный аппарат для торцевых каналов ECPW1209x4 (аналог модели 858)
| Сварочный аппарат для торцевых каналов с тремя (3) трансформаторами и девятью (9) сварочными горелками поршневого типа, номинальной мощностью 120 кВА. Машина оснащена микропроцессорным управлением с каскадным обжигом и автоматическим выбором ширины. Также доступны другие конфигурации от центра 3-6 дюймов до ширины 48 дюймов. |
Аппарат для точечной сварки торцевого канала ECSW1206x4 (аналог модели 734)
Сварочный аппарат для торцевых каналов, оснащенный одним трансформатором мощностью 70 кВА и шестью (6) сварочными горелками возвратно-поступательного типа с межцентровым расстоянием 4 дюйма, проникающим внутрь торцевого канала. |
Аппарат для сварки арматуры шарнира DHRW1202A (аналог модели 145)
Горизонтальный сварочный аппарат с двумя горелками мощностью 120 кВА. Предназначен для рельефной приварки усилений петель к дверям. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, что устраняет необходимость ставить дверь на край и упрощает работу. |
Сварочные аппараты для ребер жесткости дверей
У нас есть версии, отвечающие вашим потребностям.
Многоголовочные точечные сварочные аппараты, от ручных сварочных аппаратов до наших полностью автоматизированных решений. В зависимости от ваших потребностей, мы можем перемещать дверь через сварочный аппарат вдоль, а для крупных цехов – по ширине с использованием до 32 сварочных головок. Все наши сварочные аппараты доступны с автоматическими задними упорами для легкого позиционирования или полными опциями ЧПУ для максимальной гибкости. Этот вариант позволит сваривать ребра жесткости, а также оконные рамы и другие усиливающие пластины. Сварите один, пока загружается второй стол. Наш сварочный аппарат с ЧПУ доступен в версиях AC или MFDC для уменьшения маркировки на нержавеющей стали.
Сварочный аппарат для дверных петель и замков DHPW1AO060A (Аналогичен модели 658 и по функциям аналогичен модели 856)
Горизонтальный аппарат для точечной или рельефной сварки с одной горелкой, номинальная мощность 60 кВА. Предназначен для выступающей или точечной сварки усиления петли и коробки замка к дверям. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, устраняя необходимость ставить дверь на край. В отличие от сварочного аппарата DHRW08502AX, этот сварочный аппарат открытого типа обеспечивает легкий доступ к двери, петле или ящику с замком. Также предусмотрена пневматическая прижимная планка. |
Аппарат для сварки дверных петель DHPW2AO110R (аналог модели 145/607)
Горизонтальный сварочный аппарат с двумя горелками мощностью 120 кВА. Предназначен для приваривания выступающих частей к дверям как для усиления петель, так и для запорных коробок. Горизонтальная конструкция позволяет производить сварку с дверью в горизонтальном положении, что устраняет необходимость ставить дверь на край и упрощает работу. Двойные сварочные пистолеты могут работать по отдельности в режиме последовательности пистолетов или вместе, чтобы обеспечить сварку обоих выступов в одном месте усиления шарнира. Предусмотрены пневматические прижимные пластины для сохранения плоскостности двери во время сварки. |
Машина для сварки швов GMAW DESW120M
Сварочный аппарат третьего поколения для сварки продольных швов на кромках дверей. Может быть настроен для замкового соединения или соединения внахлест. Сварочный аппарат настраивается пользователем для непрерывной сварки или шовной сварки. Датчики автоматически останавливают сварку в проемах с заданным пользователем запуском и остановкой. Роликовые столы обеспечивают легкое позиционирование двери, а пневматические прижимы с водяным охлаждением фиксируют дверь во время сварки и отводят тепло сварки от двери. Мы сварим двери из CRS, оцинкованной и нержавеющей стали. |
Аппарат для сварки рам
Аппарат для сварки арматуры шарнира FRW1x1202AH (аналог модели 771)
Сварочный аппарат с двумя пистолетами, номинальная мощность 120 кВА. Предназначены для приварки усиления петель к косякам, по одной петле за последовательность. Конструкция с двумя пистолетами обеспечивает правильное усилие сварки на обоих концах усиления шарнира и устраняет проблемы с распределением усилия сварки, характерные для аппаратов для рельефной сварки с одним пистолетом. Сварочный аппарат оснащен пневматическим зажимом косяка и фиксатором штифта с временной задержкой для опускания штифта для перемещения косяка в последующее положение для сварки. |
Аппарат для сварки арматуры шарнира FRW1A1202AH (аналог модели 771)
Одноголовочный пресс-сварочный аппарат, адаптированный к проверенному креплению, используемому в модели 771, но на более дешевой платформе с микропроцессорным управлением сваркой с 32 графиками. Верхние сварочные электроды установлены на держателе с балансировкой нагрузки, чтобы каждый раз обеспечивать качество сварки класса А. |
Сварочный аппарат прижимной пластины FAW0852PP (аналогично модели 790
Сварочный аппарат с двумя станциями, номинальная мощность 85 кВА. |
Аппарат для сварки шпилек и анкеров к полу FAW0852AFA (аналог модели 869)
Сварочный аппарат с двумя горелками, номинальная мощность 85 кВА. |
Устройство для сварки анкерных и отвесных кронштейнов (аналогично модели 871)
Сварочный аппарат с одной горелкой мощностью 85 кВА. |