Машины для точечной сварки – Машина контактной точечной сварки
alexxlab | 24.08.2020 | 0 | Разное
Машина контактной точечной сварки
Контактная сварка (электрическая) – это самый универсальный вариант соединения металлических заготовок, в результате которого получается достаточно надежное скрепление. Машины контактной сварки бывают разными в зависимости от условий их применения. Некоторые небольшие модели используются в цехах для малого бизнеса, большие установки входят в состав производственных линий. Но принцип работы у них одинаковый.

А суть принципа такова – электроэнергия, проходящая сквозь металлические заготовки, нагревает их до температуры плавления. При этом происходит прижим заготовок друг к другу с определенным давлением. В конечном итоге получается стык, который образуется на молекулярном уровне. Таким способом можно сваривать стальные заготовки, из цветного металла и различных сплавов.
Разновидности контактной сварки
Существует три вида контактной сварки:
- Точечная. Это когда заготовки соединяются на малой площади. И эта точка определяет прочность соединения. Конечно, один сварочный контакт не обеспечивает надежность стыка, поэтому сваривание производится в нескольких точках.
- Стыковая. Сварка производится по всей площади стыка соединяемых металлических заготовок.
- Шовная. По сути, это подвид точечной контактной сварки, потому что шов – это большое количество сварных точек, образующих сплошное соединение.
Чтобы обеспечить качество сварного соединения, машина контактной сварки должна выполнять определенные действия. В первую очередь это ток, которым и производится сварка. Он должен быть необходимой силы, чтобы провести сам сварочный процесс. Второе действие – это необходимое усилие прижима двух заготовок. И третье – это время, в течение которого должна производиться сварка. Уменьшение воздействия тока приводит к непроварам, большее время – это прожоги.
Все три фактора определяют конструктивные особенности машин контактной сварки. То есть, от них будет зависеть и качество проведенного действия, и производительность самой машины. К ее основным узлам относятся:
- Трансформатор или конденсаторная батарея – оба агрегата выполняют функции источника электроэнергии.
- Прерыватель подачи электрического тока.
- Механизм, который создает давление между электродами, а соответственно и между свариваемыми заготовками.
Именно трансформатор и батарея делят машины контактной сварки по конструктивным особенностям.
Трансформаторы
Любой металл – это хороший электропроводник. Но на стыке двух заготовок образуется определенное сопротивление, для преодоления которого нужен ток значительной силы. И именно в зоне сопротивления образуется нагрев под действием электроэнергии. Если для небольших машин, выполняющих работы с металлами незначительной толщины, требуется ток величиною 3-5 кА, то в промышленном сварочном оборудовании это значение намного выше – 300-500 кА.
Теперь, что касается конструкции трансформаторной машины контактной сварки. В основе трансформатора лежат несколько позиций, которые определяют сам принцип работы.
- Для вторичной обмотки не требуется высокого напряжения.
- Сама обмотка имеет дисковое устройство, что позволяет равномерно распределить действующие нагрузки по всем секциям. Плюс улучшается охлаждение обмоток.
- Машина контактной сварки работает в режиме высоких нагрузок (постоянных). Поэтому нужно обеспечить защиту обмоток трансформатора от перегрева, от негативного воздействия влаги. Поэтому снаружи обмотки покрывают специальной полимерной изоляцией, что обеспечивает герметичность всей конструкции.
- Нужно обязательно обеспечить охлаждение обмоток. В небольших машинах охлаждение производится воздухов, в промышленных установках водой.
- В режиме пуска машины контактной сварки работают постоянно, к примеру, промышленные модели включаются 400-500 раз в минуту. Поэтому сам трансформатор должен обладать повышенной прочностью. Поэтому сердечник прибора – это броневая конструкция. Редко его изготавливают из сборных пластин.
- Сила тока для сварки регулируется специальным устройством, которое включено в первичную сеть. При этом первичная обмотка представляет собой секционную конструкцию, части которой подключаются в разном порядке. Современные машины имеют электронное управление.
Необходимо отметить, что трансформаторная машина контактной точечной сварки имеет один существенный недостаток. Часто возникает перекос фаз, а причины – высокая частота пусковых моментов и неравномерная нагрузка.
Конденсаторная батарея
Отличие этих моделей лишь в том, что в конденсаторных батареях накапливается электроэнергия, и сама машина питается от нее, а не от питающей сети. При этом зарядка батареи происходит постоянно, а значит, нагрузка на сеть равномерная без скачков, как это происходит на трансформаторных машинах контактной сварки.
Стыковой вид сварки производится без трансформатора. Заряд, накопленный внутри конденсаторной батареи, проходит между заготовками сразу после их соприкосновения. В этом случае легко добиться необходимой мощности импульса тока и его продолжительности. Настройка производится при замене емкости каждого конденсатора.
Шовная и точечная сварка производятся с применением трансформатора. То есть, после конденсаторного блока устанавливается трансформатор, который питается от аккумулированной энергии. Поэтому его работа становится равномерной, без больших нагрузок.
Механизм прижима
Электрическая сварочная часть машин контактной сварки практически одинаковая у всех моделей с небольшими несущественными отличиями. А вот механизмы прижима отличаются друг от друга значительно. Здесь две модельные позиции.
- Стационарные машины для контактной сварки с механизмом прижима в одном корпусе со всеми остальными элементами и узлами. Давление на электроды может передаваться как механическим путем, так и пневматическим. Важно, что оба способа могут обеспечивать прижим в достаточно широких пределах. Второй вариант машин стоит дороже.
- Разделение самой машины и механизма прижима. В качестве второго выступают специальные клещи подвесного типа. Они перемещаются, что позволяет сварщику проводить сварку в любом месте цеха. Такие агрегаты используются во всех машиностроительных заводах. Удобство их использования состоит в том, что можно контролировать и настраивать давление прижима и силу тока одновременно. Механизм прижима – пневматический.
Системы управления
Качество сварочного процесса зависит от правильно выбранных параметров режима сваривания. К тому же необходимо отметить, что любой тип контактной сварки требует больших величин силы электрического тока, поэтому управление и коммутация самим процессом возможно только в первичной обмотке.
В машинах, устаревшего типа, для этого используется переключатели, которые соединяют разные секции первичной обмотки трансформатора. Разные комбинации соединяемых секций дают возможность регулировать силу тока на электродах. По сути, это были механические средства, которые обладали не очень высокой надежностью, периодически выходили из строя, конструкция их была неудобной и очень громоздкой.
Современные технологии настройки режимов сваривания – это тиристорные контакторы, с помощью которых производилась коммутация электрических цепей внутри машины контактной сварки. Аппараты для точечной и стыковой сварки дополнительно снабжаются микропроцессорами, с помощью которых облегчается процесс управления режимами, плюс производится контроль над сваркой.
Машины для контактной сварки – это в первую очередь быстрота и удобство соединения двух металлических заготовок. Здесь нет сложных операций, требующих специальных навыков. Поэтому научиться на них работать несложно.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Машины для точечной контактной сварки
Машины для точечной контактной сварки
Категория:
Сварка металлов
Машины для точечной контактной сварки
Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых.
Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ.
Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды.

Рис. 1. Контактная точечная машина
Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором.
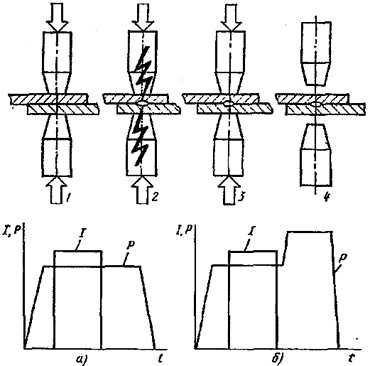
Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при нормальном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении
Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов.
Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом.
Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается
вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку.
В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
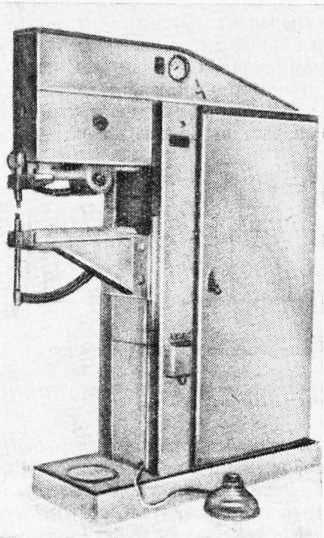
Рис. 3. Контактная точечная машина
Рис. 4. Держатель электродов и электрод точечной машины
Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока.
Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186).
Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени.
В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода.
Реклама:
Читать далее:
Процесс точечной сварки
Статьи по теме:
pereosnastka.ru
Использование точечной сварки при ремонте автомобилей
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
Сжатие деталей
Подача тока
Проковка (в некоторых случаях)
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
Расплавленное ядро
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.

Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь

Процесс рихтовки со споттером
blog.svarcom.net
Сварочная машина точечная
Машины контактной сварки — задачи и разновидности
Очень часто на крупных производствах установлены специальные машины контактной сварки, работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.

Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать дв
samsvar.ru
МАШИНЫ ДЛЯ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ
Машины для точечной контактной сварки достаточно разнообразны и применяются мощностью от 0,5 до 300 и более ква. По конструкции привода различают машины педальные, приводимые в действие мускульной силой рабочего, до сих пор ещё довольно широко распространённые ввиду простоты устройства, и машины механизированные с электромоторным, пневматическим или гидравлическим приводом. Машины бывают и многоточечные, универсальные и специализированные для определённого вида работ.
Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква (фиг. 162) с педальным приводом. Внутри корпуса машины помещается сварочный трансформатор 1 со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка 2, концы которого присоединены к верхнему и нижнему плечам, несущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира, при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса, что применяется у простейших типов точечных машин. Лучшим является прямолинейное вертикальное
движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает ногой с усилием 10—20 кг. При нажатии педали поворачивается педальный рычаг 3 до упора; дальнейшее увеличение нажатия на педаль не увеличивает давления электродов. Через соединительную штангу 4, коленчатый рычаг 5, штангу б и регулировочную пружину 7 давление передаётся на рычаг верхнего плеча машины. Коленчатый рычаг 5 встроен для повышения давления электродов. По мере перемещения штанги 4 вверх уменьшается угол между осями коленчатого рычага 5 и штанги 6 и быстро возрастает давление на электроды.
Нормальные педальные машины дают давление электрода 100— 150 кг, коленчатый рычаг повышает давление до 200—400 кг при том же усилии, прилагаемом к педали. Затяжка регулировочной пружины может плавно меняться, благодаря чему достаточно точно устанавливается определённая сила давления электродов при дожатии ногой педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл, благодаря наличию регулировочной пружины 7 в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга 4, которая сначала создаёт небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель 8. Благодаря сжатию пружины 7 давление электродов постепенно ‘возрастает івплоть до остановки перемещения штанги 4, вследствие остановки дальнейшего перемещения педали упором. При освобождении педали процесс идёт в обратном порядке: снижается давление на электроды, выключается ток прерывателем 8 и электроды расходятся, освобождая изделие.
Регулирование сварочного тока производится переключателем ступеней или регулятором 9. Для машины описанной конструкции диаграмма «давление — ток», показывающая изменение давления электродов и сварочного тока во времени и являющаяся важной характеристикой точечных машин, имеет вид, показанный на фиг. 163,6. В этом случае выключение тока производится при уменьшенном давлении, что может перегревать точку в последней стадии сварки, ухудшает формирование точки и уменьшает её прочность, вследствие воздействия на горячую, ещё неокрепшую точку усилий, стремящихся разъединить сваренные детали по снятии давления электродов.
Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом. Различные циклы точечной сварки показаны на фиг. 163. Наиболее распространённый несколько улучшенный цикл точечной сварки показан на фиг. 163, а. Давление и ток остаются приблизительно постоянными за весь цикл сварки. Ток включается вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии
давления возможно ослабление горячей, ещё не окрепшей точки действием внутренних усилий, образующихся в процессе сварки и стремящихся разъединить листы и разорвать сваренную точку. В этом отношении заслуживает предпочтения цикл сварки (фиг. 163, в), в котором, как видно из диаграммы, по выключении тока давление не снимается, а, наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Это даёт возможность точке охладиться и затвердеть под увеличенным давлением, и после снятия давления точка успевает настолько окрепнуть, что для неё уже не опасны напряжения, возникшие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, даёт заметное повышение прочности точки и улучшение структуры литого ядра.
а 5 8 і Фиг. 163, Диаграммы «Давление — ток» в зависимости от времени: а — выключение тока при нормальном давлении; б — выключение тока при уменьшенном давлении; в — выключение тока при увеличенном давлении; г — включение и выключение тока при увеличенном давлении. |
Ещё более сложный цикл, применяющийся иногда для сварки материала значительной толщины, показан на фиг. 163, г. Кривая давления имеет седлообразную — форму с двумя максимумами и уменьшенным значением в средней части. Сначала даётся повышенное давление без тока, имеющее целью несколько обмять листы и обеспечить их плотное прилегание в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. По выключении тока давление снова повышается, и точка выдерживается под увеличенным давлением без тока, производя «проковку», как в предыдущем случае.
Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно в массовом производстве. Поэтому в настоящее время рекомендуются автоматизированные точечные машины, чаще всего с электромоторным приводом, в которых осадка осуществляется кулачком давления. Второй кулачок, сидящий на одном валу с кулачком давления, управляет прерывателем тока и обеспечивает надлежащий цикл сварки ток — давление, обычно по циклу, представленному на фиг. 163, а. Кулачок давления имеет профиль, обеспечивающий приложение давления на протяжении около половины его полного оборота.
Длительность прохождения тока регулируется перестановкой раздвижных шайб кулачка прерывателя. При второй половине оборота кулачкового вала выключается ток и снимается давление
с электродов. Сварщик управляет машиной нажатием педали. Если педаль всё время нажата, машира производит последовательные сварочные операции с ритмом, отвечающим числу оборотов кулачкового вала. Обычно сваривается 20—100 точек за одну минуту. Если же к концу оборота кулач — і
TOC o “1-5” h z нового вала педаль отпущена, а f-Ц^і &
то кулачковый вал перестаёт, ‘ .-Iі
Фиг. 165. Держатель электродов и электрод точечной машины: а — крепление электрода на конусе; б — крепление электрода на резьбе. |
вращаться. В этом случае каж — ‘ і
дое кратковременное нажатие педали производит сварку одной точки. Машины с кулачковым механизмом могут обеспечить давление на электроды до 3000 кг.
На фиг. 164 дан общий вид советской точечной машины с электромоторным кулачковым приводом типа АТА-100. При более мощных машинах идляра — жк ж&сжжк ‘ржжнжъж кратковременным прохождением тока кулачок механического прерывателя не обеспечивает необходимой точности времени сварки и моментов включения и выключения тока. В этом случае обычно переходят на специальные ионные прерыватели тока, а привод машины делается пневматическим или гидравлическим. Пневматический привод применяется чаще.
В то время как машины с педальным приводом имеют обычно радиальное перемещение электрода, автоматические машины с механизированным приводом обычно имеют прямолинейное вертикальное движение — электрода. Прямолинейное движение является более совершенным, обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
В табл. 20 приведены основные технические данные точечных машин, наиболее распространённый в нашей промышленности.
На фиг. 165 показано устройство держателя электрода или свечи с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищаются и обрабатываются специальной оправкой, обеспечивающей сохранность нормальной формы конца электрода.
Технические данные точечных контактных машин
Тип машины
МТП-150 МТП-200 МТП-400 |
Номинальная мощность в ква. . Максимальная свариваемая толщина малоуглеродистой стали при автоматической работе/ при иеавтом. работе в мм Число сварок в час при автоматической работе/ при неав — том. работе………………….. Число ступеней регулирования. Привод ………………………………………………………………. Максимальное усилие на электродах в кг……. Способ включения тока. . . . Тип прерывателя………………………………………………. Вторичное напряжение в в. . . Вес машины в кг………………………………………………… Полезный вылет электродов в мм………………… |
•3 + 3 3000/450 6 моторный 250 кулачком |
педальный 100 125 педальный |
пневматический |
электронный регулятор времени игнайтронный 4,6—9,3 J 5,1-10,3 1500 |
2,0—3,5 | 2,5-5,0 | 3,4 6,0 | 4,6-8,1 |
350 | 400 | 930 | 1100 |
250 | 300 | 500 | 550 |
По включении ток проходит от одного электрода к другому через металл деталей и разогревает металл больше всего у места соприкосновения деталей. Разогрев поверхности металла под электродами при правильно проводимом процессе незначителен, вследствие того, что контакт электрод — изделие имеет сравнительно небольшое сопротивление и вследствие мягкости и высокой электропроводности электродного металла, а сам электрод интенсивно охлаждается проточной водой. Прохождение тока вызывает разогрев и расплавление металла в зоне сварки, создающее ядро сварной точки, имеющее чечевицеобразную форму (фиг. 166).
Диаметр ядра сварной точки в обычных случаях имеет величину от 4 до 12 мм.
1 2 Фиг. 166. Структура сварной точки: |
Точечная сварка без расплавления металла ядра точки хотя и возможна на малоуглеродистой стали, но недостаточно надёжна и потому на практике почти не применяется. Сварка металлов с плохой свариваемостью в пластическом состоянии возможна только при достаточном расплавлении металла в ядре точки.
1 — литое ядро точки; 2 — зона влияния. |
Точечная сварка представляет собой своеобразный процесс, в котором сочетается расплавление металла и получение литой структуры сварного соединения с использованием значительного осадочного давления. Давление должно быть достаточным для преодоления жёсткости изделия I! осуществления необходимой пластической деформации, обеспечивающей соответствующую прочность сварной точки. Необходимое давление быстро возрастает с толщиной свариваемого металла. Давление осадки полностью передаётся электродами, имеющими небольшую рабочую поверхность, несущую значительную тепловую и электрическую нагрузку. При значительных толщинах основного металла нагрузка электродов становится настолько тяжёлой, что срок их службы быстро сокращается. Поэтому точечная сварка до настоящего времени применяется главным образом для материала небольшой толщины, не свыше 5—6 мм. Точечная сварка материала больших толщин хотя и возможна, однако до сих пор не вполне освоена промышленностью, в значительной степени из-за невозможности выполнить технические требования, предъявляемые в этом случае к электродам. При малом давлении диаметр сварочного контакта меньше, а при большом — больше диаметра рабочей поверхности электрода.
Диаметр ядра определяет в основном прочность точки и зависит от диаметра рабочей поверхности электрода, толщины листов, давления, силы тока и времени его прохождения. При неправильно
подобранном режиме сварки может не произойти достаточного плавления металла и получается непроваренная точка. Когда ядро расплавляется, прилегающая к нему по окружности зона металла находится в ‘пластическом состоянии и плотно сжимается давлением электродов. Давление создаёт уплотняющее кольцо пластичного металла, удерживающее жидкий металл ядра. При недостаточном давлении уплотняющее кольцо не может удержать жидкий металл ядра и происходит внутренний выплеск металла в зазор между листами.
С увеличением времени прохождения тока диаметр и высота ядра растут. Чрезмерное увеличение размеров ядра ослабляет его оболочку из нагретого твёрдого металла и происходит сильное вмятие металла под электродами, ведущее к наружному выплеску жидкого металла и снижению прочности точки. По выключении тока начинается охлаждение и затвердевание расплавленного ядра точки.
Кристаллизация жидкого металла идёт от поверхности ядра к его середине. В результате ядро имеет столбчатую дендритную структуру, характерную для сварной точки на любом металле. При охлаждении и затвердевании происходит уменьшение объёма расплавленного металла ядра. В результате, в центральной части ядра могут образовываться усадочная раковина, пористость и рыхлость металла. Чем толще металл, тем сильнее неблагоприятное влияние усадки и тем больше вероятность образования пористости или усадочной раковины. Наиболее надёжным способом борьбы в этом случае является повышение рабочего давления, а также переход на циклы сварки с проковкой.
Обычно в сварном соединении располагается несколько точек, поэтому при сварке приходится считаться с утечкой тока через ранее сваренные точки, шунтирующие точку, подлежащую сварке. Наличие ранее сваренных точек вызывает также уменьшение полезного давления электродов на свариваемую точку, так как часть этого давления воспринимается ранее сваренными точками. Поэтому при сварке нескольких близко расположенных точек средняя прочность точки получается ниже, чем при сварке отдельной точки. Самой прочной точкой в узле обычно является первая по времени сварки.
При точечной сварке нет возможности удаления загрязнений поверхности металла в зоне сварки, поэтому детали под точечную сварку должны проходить предварительную тщательную очистку щётками, травлением в кислотах, опескоструиванием и т. д.
Сборка под точечную сварку должна производиться как можно точнее, обеспечивая плотное прилегание деталей до сварки. Наличие зазора между деталями поглощает значительную часть давления электродов на деформацию деталей до плотного соприкосновения, действительное осадочное давление на точку становится недостаточным и сильно колеблется по величине, почему .получается значительный разброс прочности точек. Требования к точности сборки повышаются с увеличением толщины листов.
Различают так называемые мягкие и жёсткие режимы точечной сварки. При мягких режимах пользуются умеренными силами тока; плотность тока на рабочей поверхности электрода обычно не превышает 100 а! мм1. Для жёстких режимов плотности тока доходят при сварке стали до 120—300 а/мм2.
Мягкие режимы характеризуются большей продолжительностью времени сварки, более плавным нагревом, уменьшенной мощностью сварки. К преимуществам мягких режимов относятся уменьшение мощности, потребляемой из сети, уменьшение нагрузки сети, понижение мощности и стоимости необходимых контактных машин, уменьшение закалки зоны сварки.
Жёсткие режимы требуют машин повышенной мощности, увеличивают максимальную загрузку сети. К преимуществам жёстких режимов сварки относятся: уменьшение времени сварки, повышение производительности. Давление электродов обычно берётся в пределах от 3 до 8 кг/мм2.
Неправильно установленный режим сварки или нарушение технологических требований может вести к разнообразным дефектам точечной сварки. Наиболее опасным дефектом является непровар, характеризующийся отсутствием литого ядра точки’или малыми его размерами. Опасность непровара увеличивается тем, что он не всегда надёжно обнаруживается внешним осмотром изделий при приёмке. Могут встречаться также подплавление поверхности и прожог металла, глубокие вмятины на поверхности металла, раковины и пористость литого ядра.
Точечной сваркой соединяются главным образом детали из малоуглеродистой стали, обладающей отличной свариваемостью.
Сварка легированных сталей, склонных к закалке, а также сталей с повышенным содержанием углерода должна проводиться на мягких режимах. При сварке на жёстких режимах ядро точки и окружающая зона влияния сильно закаливаются и обнаруживают повышенную склонность к образованию трещин. Стали повышенной прочности требуют увеличения рабочего давления при сварке.
Иногда требуется термообработка изделия по окончании сварки как для снятия внутренних напряжений, созданных процессом сварки, так и для улучшения структуры металла, главным образом для уничтожения особо опасной структуры мартенсита. Обычно термообработка сводится к высокому отпуску. Часто последующая термообработка повторным пропусканием тока возможна непосредственно в точечной машине тотчас по окончании сварки точки.
Хорошо сваривается точками аустенитная нержавеющая хромоникелевая сталь типа 18/8. Для уменьшения распада аустенита и выпадения карбидов сварка ведётся на жёстких режимах с минимальным возможным временем сварки. Применяются высокие давления, требующие электродов из особо прочных сплавов. Время сварки сокращается до 0,01 сек. на одну точку и ниже для тонкого материала. Возможна точечная сварка алюминия, алюминиевых и магниевых сплавов. Вследствие высокой тепло — и электропроводности алюминия для его точечной сварки необходима большая
плотность тока на электродах, достигающая в некоторых случаях 1000—-1500 а/мм2. При этом частицы алюминия легко прилипают к электродам, а частицы меди электродов прилипают к алюминиевым листам. Для уменьшения прилипания необходима тщательная зачистка как поверхности листов, так и рабочей поверхности электродов. Сплавы алюминия обычно свариваются несколько лучше технически чистого алюминия, вследствие повышенного электрического сопротивления.
hssco.ru
Машины для точечной контактной сварки
Машины для точечной сварки различаются по назначению — универсальные и специализированные; по конструктивным особенностям — двух — и многоэлектродные; по характеру установки — стационарные, передвижные и подвесные; по виду привода сжатия — педальные, с электроприводом, пневматическим, гидравлическим и комбинированным механизмами; по характеру действия ■— автоматические и неавтоматические.
Универсальная точечная машина АТП-60 (рис. 107) имеет педальный механизм сжатия, состоящий из пру-
|
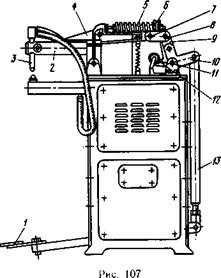
жины и системы коленчатых рычагов. При нажатии на педаль 1 тяга 13, перемещаясь вверх, поворачивает коленчатый рычаг 10 на оси
11. При этом рычаги 10 и 9, шарнирно соединенные с рычагом 4, выпрямляются и сближают электроды. Когда электроды приходят в соприкосновение со свариваемыми листами, дальнейшее движение педали приводит к повороту рычага 8 на оси 7. Это вызывает сжатие пружины 5, производящей давление на свариваемые листы через электроды. Регулировка механизма сжатия производится гайками 6 и перемещением верхнего электрододержателя 3 в консоли 2. Для включения тока служит механический контактор, укрепленный на верхней плите. Включение производится собачкой 12, находящейся на оси 11. При повороте рычага 10 собачка находит на ролик и через него включает контактор. При дальнейшем движении педали собачка проскакивает и контактор размыкает сварочный ток. Машина имеет переключатель с восемью ступенями регулирования вторичного напряжения. Большим недостатком машины с педальным механизмом сжатия является ее низкая производительность. Кроме того, работа на таких машинах очень утомительна.
При изготовлении строительных конструкций и арматуры железобетонных изделий в условиях массового производства применяются более совершенные машины типа МТМ с электрическим и типа МТП с пневматическим механизмами сжатия. Они характеризуются широким диапазоном продолжительности цикла (0,05… 6,75 с), силой сжатия, достигающей 58,8 кН, высокой производительностью, стабильностью режима.
Для сварки арматурных сеток железобетонных конструкций применяют многоточечные машины полуавтоматического действия МТМС-7Х Х35 мощностью 35 кВ-А и МТМС — 15X450-3 мощностью 450 кВ-А, а также автоматы АТМС-14Х75-4 мощностью 75 кВ-А. Завод «Электрик» выпускает полуавтоматы МТМС — 9X35 для сварки сеток шириной до 1800 мм, составленных из продольных стержней диаметром до 10 мм и поперечных стержней диаметром до 6 мм. Для сварки сеток шириной до 2700 мм при диаметре стержней до 20 мм выпускаются автоматы АТМС-14Х75-5. Для сварки арматурных каркасов шириной до 575 мм применяют многоточечные машины — полуавтоматы типа МТМК-2Х150 и автоматы типа АТМК. Сварку арматурных ферм производят полуавтоматами МТМФ-2Х150.
Подвесные машины применяются при сварке крупногабаритных изделий, пространственных кдркасов и арматуры железобетонных изделий. Наиболее распространены машины МТПГ-75-6, позволяющие сваривать внахлестку листы толщиной до 3 мм и пересечения арматурных стержней диаметром до 16 мм, а также машины МТПГ-150 для сварки листов толщиной до 5 мм и пересечений арматурных стержней диаметром до 30 мм. Машины МТГА-500 сваривают арматурные стержни диаметром до 100 мм. Для комплектования подвесных машин применяют клещи КТГ-75-1, КТГ-75-2 и КТГ-75-3, оборудованные электронным регулятором, позволяющим устанавливать продолжительность цикла сварки 0,04…1,5 с.
Сварочные клещи связаны с машиной гибкими токоподводящими кабелями и шлангами для подвода к электродам воздуха или воды (для охлаждения электродов и создания необходимой силы сжатия). Давление сжатия, создаваемое гидроприводом, достигает 10 МПа.
Подвесная машина МТПП-75 (рис. 108) состоит из поворотной турели 6, траверсы, на которой закреплена турель, и горизонтальной штанги 7 с роликами 8 и тросом 9. На одном конце троса закреплены клещи, а на другом — противовес 5. На вертикальной штанге 11 подвешен сварочный трансформатор. Такая схема подвески позволяет вращать машину вокруг вертикальной оси. Подвесной сварочный трансформатор 10 состоит из сердечника, первичной и вторичной обмоток. От первичной обмотки сделаны отводы к переключателю для ступенчатого регулирования вторичного напряжения. Вторичная обмотка имеет два витка, которые с помощью двух медных планок могут быть соединены параллельно или последовательно, что позволяет изменять вторичное напряжение в пределах 5…19 В. Рабочим инструментом машины являются сварочные клещи 1, которые соединены со вторичной обмоткой двумя кабелями 2, состоящими из гибких медных проводов, заключенных в резино-тканевый шланг. Кабели имеют внутреннее водяное охлаждение, позволяющее работать при высоких плотностях тока. Для создания силы сжатия & клещах применяют пневмоцилиндры. Машина укомплектована клещами КТП-1 с прямолинейным и КТП-2 — радиальным ходом электродов. Для управления работой машины используют игнитронный прерыватель 3 и регулятор времени РВЭ-7-4, которые крепятся к стене или колонне в непосредственной близости от машины.
Машины МТПГ-75 отличаются некоторой сложностью конструкции клещей КТГ-75-2, КТГ-75-5 в связи с
|

тем, что сжатие электродов осуществляется не пневмо-, а гидроприводом. Выпускаются подвесные машины МТП-806 и МТП-807 с технической характеристикой, близкой к технической характеристике машин МТПП-75 и МТПГ-75. Управление этими машинами осуществляется аппаратурой на полупроводниках и тиристорах. Кроме этих машин в последние годы поступили в эксплуатацию более мощные (170 кВ-А) и быстродействующие подвесные машины МТП-1203 с клещами КТГ-12-3-1 и КТГ-12-3-2.
hssco.ru
4.3.2. Машины для контактной сварки
Машины для точечной и шовной сваркидолжны обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока. Поэтому в них есть привод сжатия и источник тока. В машинах для шовной сварки имеется еще электропривод вращения роликов.
В
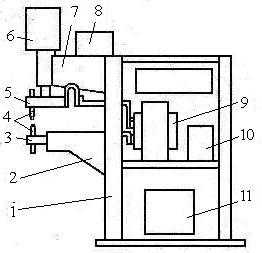
Рис. 4.28. Машина для точечной сварки:
1- станина, 2- нижний кронштейн, 3- консоль, 4- электроды, 5- консоль, 6- пневмопривод для сжатия электродов, 7- верхний кронштейн, 8- пневмоаппаратура, 9- сварочный трансформатор, 10- с переключатель ступеней, 11- контактор.
нешний вид машины для точечной сварки показан на рис. 4.28. Она состоит из станины 1 с двумя кронштейнами – нижним 2 и верхним 7, на которых закреплены электроды 4. Нижний кронштейн во время работы неподвижен, но его можно переставлять по высоте сообразно размерам свариваемых деталей. На верхнем кронштейне закреплены пневмопривод 6 сжатия электродов и пневмоаппаратура 8. Внутри станины расположены сварочный трансформатор 10 с переключателем ступеней 11, контактор 12 для подключения трансформатора к сети и блок управления режимом сварки. Сварочный ток от трансформатора подводится к консолям 3, 5, в которых закреплены электроды. В станине машины для шовной сварки кроме перечисленных узлов имеется электропривод вращения роликов.Наряду со стационарными точечными машинами изготавливают подвесные – так называемые сварочные клещи. Их используют для сварки крупногабаритных тонкостенных деталей, когда целесообразнее перемещать не деталь, а машину (сварочные клещи) относительно детали. Клещи представляют собой устройство для сжатия электродами места сварки. Они имеют пневматический или электромагнитный привод и соединены кабелем с трансформатором или имеют встроенный малогабаритный трансформатор. Для облегчения работы тяжелыми клещами их подвешивают на тросе.
Технологические возможности машины определяются главным образом номинальным сварочным током и номинальным усилием сжатия электродов, а также расстоянием от электродов до станины и раствором консолей,
Вторичная обмотка трансформаторов контактных машин – одновитковая. Силу тока в ней (сварочного тока) изменяют включением в питающую цепь различного числа витков первичной обмотки. Для этого первичная обмотка сделана секционированной. Управление режимом сварки путем включения и выключения сварочного трансформатора осуществляют с помощью контактора. Простейшими контакторами являются электромагнитные – по сути дела, это реле с мощными контактами, Но при больших токах контакты быстро срабатываются и, что еще более важно, из-за большого времени срабатывания они не позволяют точно регулировать режим. Поэтому электромагнитные контакторы используют только в простейших маломощных машинах низкой производительности. В большинстве машин применяют контакторы на тиристорах или игнитронах.
Игнитрон – это газоразрядная лампа с ртутным катодом, тиристор – полупроводниковое устройство. И игнитрон, и тиристор пропускают ток в одном направлении при подаче напряжения на управляющий электрод. Контактор состоит из двух параллельно соединенных и противоположно направленных игнитронов или тиристоров. Когда от специального блока управления на управляющие электроды поступает напряжение, то контактор подключает трансформатор к сети; если нет управляющего сигнала – отключает. Быстродействие тиристорных и игнитронных контакторов настолько велико, что позволяет пропускать переменный ток в течение части полупериода, включая его через заданное время после перехода напряжения через нуль. Комбинирование изменения числа витков первичной обмотки трансформатора с регулированием времени задержки включения тока в каждом полупериоде позволяет изменять режим сварки в очень широких пределах.
Большинство шовных, точечных и рельефных машин для контактной сварки – однофазные, переменного тока. Область их применения ограничивается возможностями включения мощного однофазного потребителя в заводскую трехфазную сеть. Поэтому потребляемая мощность однофазных машин не превышает 300 … 400 кВА. Это позволяет сваривать на точечных машинах низкоуглеродистую сталь толщиной от 0,2 до 8 мм, алюминиевые сплавы – от 6,3 до 1,5 мм. На однофазных шовных машинах переменного тока можно сваривать низкоуглеродистые стали толщиной 0,5 … 3 мм и алюминиевые сплавы толщиной до 1,5 мм. Для сварки больших толщин, и в тех случаях, когда необходим большой вылет электродов, целесообразнее использовать машины постоянного тока. Они трехфазные, с выпрямлением тока во вторичной цепи трансформатора кремниевыми вентилями. Такие машины равномерно загружают питающую трехфазную сеть, потребляют меньшую мощность (благодаря малому индуктивному сопротивлению контура) и позволяют в очень широких пределах регулировать режим нагрева деталей. Отечественная промышленность выпускает точечные машины для сварки выпрямленным током алюминиевых сплавов толщиной до 4,5 мм, коррозионностойких сталей до 6 мм, и шовные машины для сварки выпрямленным током алюминиевых сплавов и коррозионностойких сталей толщиной до 3 мм.
М
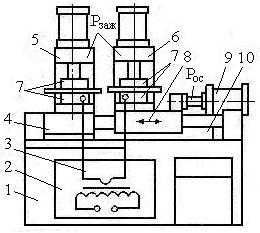
Рис. 4.29. Схема машины для стыковой сварки:
1- станина, 2- трансформатор, 3- гибкие шины, 4- неподвижная плита, 5, 6- устройства для зажатия свариваемых деталей, 7- губки, 8- подвижная плита, 9- привод, 10- направляющие
ашины для стыковой сварки (рис. 4.29) состоят из станины1, подвижной 8 и неподвижной 4 плит, к которым прикреплены устройства 5, 6 для зажатия свариваемых деталей губками 7. Подвижная плита приводом 9 перемещается по направляющим 10. Сварочный ток к губкам подается от трансформатора 2 по гибким шинам 3. Имеется блок управления режимом. Неподвижная плита изолирована от станины. Зажимные устройства и приводы подачи бывают электрические, гидравлические, пневматические, а на маленьких машинах – даже ручные (винтовые, пружинные и рычажные).Источником сварочного тока в подавляющем большинстве стыковых машин является однофазный трансформатор, рассчитанный на выходные напряжения 0,2 … 25 В и токи 1 … 300 кА. Стыковую сварку изделий большого сечения (тяжелых рельсов, толстостенных труб) иногда выполняют током пониженной частоты (10 Гц), чтобы снизить индуктивное сопротивление сварочного контура.
studfiles.net