Материал для формы для литья: Литейные формы: какими бывают формы для литья
alexxlab | 31.05.2023 | 0 | Разное
Литейные формы: какими бывают формы для литья
- льтье
- жидкая штамповка
- метод жижкой штамповки
- литье под давлением
При литье металлов расплав всегда заливают в форму. Формы для литья бывают разовыми и многоразовыми, которые, в свою очередь, также могут быть различных видов.
Одноразовые литейные формы имеют песчаную основу. Смешанный в специальной машине с водой и связующими веществами кремнистый песок идет на изготовление форм, в которых можно получить литье различной конфигурации, любых размеров.
В цветном литье в качестве разовых форм широко используют оболочковые формы. Гипсовые оболочковые формы (гипс с быстро затвердевающим полимером) применяют для облицовки модели отливки.
Для литья по расплавляемым (выплавляемым) моделям используют оболочковые формы на основе диоксида кремня, порошок которого скрепляют связующим веществом. Такие формы применяют для литья металлов, которым присуща высокая температура плавления. Пресс-форму из легкоплавкого металла наполняют или парафином, или замораживаемой впоследствии ртутью, или пластмассой. Полученную модель облицовывают огнеупорным материалом, который уплотняют вибрацией. После затвердения форму нагревают, из-за чего модель расплавляется и вытекает, а в полученную оболочковую форму заливают расплав для получения отливки.
Также при данном методе литья используют керамические литейные формы. Их изготавливают из каолина (фарфоровой глины) или алюминиевых силикатов. Керамические формы можно использовать для литья несколько раз.
Многоразовые формы изготавливают из огнеупорных металлов: чугуна, жаростойкой стали, меди или латуни. Их используют для цветного литья (например, цинковых, алюминиевых, латунных сплавов). Кроме того, многократно (до нескольких сотен раз) можно использовать формы из графита. Графитовые литейные формы изготавливают, подвергая графит механической обработке. Обычно они состоят из нескольких, скрепляемых между собой деталей, открытым остается лишь отверстие для заливки расплава.
Их используют для цветного литья (например, цинковых, алюминиевых, латунных сплавов). Кроме того, многократно (до нескольких сотен раз) можно использовать формы из графита. Графитовые литейные формы изготавливают, подвергая графит механической обработке. Обычно они состоят из нескольких, скрепляемых между собой деталей, открытым остается лишь отверстие для заливки расплава.
К многократным формам для литья относятся и изложницы – открытые формы, расплав в которые поступает самотеком. Чаще всего их изготавливают из чугуна. При использовании изложниц в литье строго соблюдают основные правила: следят за чистотой изложниц перед заливкой расплавленного металла и предотвращают разбрызгивание жидкого металла на стенки формы при его заливке. После каждой отливки изложницы чистят и на внутреннюю вычищенную поверхность наносят формовочные противопригарные краски. Использовать изложницу можно до 100 раз.
Многократными формами для литья являются также кокили – закрытые металлические формы, внутренняя поверхность которых является точной копией конфигурации будущей отливки. Их широко применяют при литье из меди, алюминия, свинца, магния, олова, цинка. Это самые долговечные литейные формы, их ресурс достигает нескольких сотен тысяч циклов. Об окончании срока эксплуатации кокиля можно судить по качеству поверхностей отливок.
Их широко применяют при литье из меди, алюминия, свинца, магния, олова, цинка. Это самые долговечные литейные формы, их ресурс достигает нескольких сотен тысяч циклов. Об окончании срока эксплуатации кокиля можно судить по качеству поверхностей отливок.
Все о литье пластмасс и пластиков в силиконовые формы, изготовление силиконовых форм
Одна из специфик производственной деятельности компании «3D Print spb» – это изготовление силиконовых форм для литья, которые являются одним из самых важных этапов в процессе прототипирования и тиражирования различных изделий.
Литье в силиконовые формы (литье в вакууме)
— получение изделий путем заливки двухкомпонентного материала через силиконовую форму. Технология литья быстрым и популярным способом создания изделий из полимерных материалов. В силикон льются пластики, резиноподобные материалы пены и воск.Технологию вакуумного литья в силиконовые формы используют при:
- Прототипировании изделий;
- Проверке работоспособности изделия и отработке дизайна;
- Тиражировании, мелкосерийном и штучном производстве;
- Получение точных копий и мастер-моделей;
- Воссоздание поврежденных деталей или корпусов.

Тип формы для литья выбирается в зависимости от технологии литья, от поставленной задачи, а так же от характеристик материала самой формы и отливаемого изделия.
Силиконовые формы бываю открытого и закрытого типа, разрезные и составные, блочные и т.д., самое важное в процессе изготовления форм для литья — это получение отливки необходимого качества в итоге.
Как мы создаем силиконовые формы
- В процессе литья сначала идет подготовка и доработка мастер модели (если она требуется) до необходимого размера и качества её поверхности, в соответствии с технологическими характеристиками используемого материала для формы и будущих отливок.
- На прототипе формируются технологические элементы: литники, крепежные узлы, выпоры. Определяются глубокие отверстия и пазы, которые в целях повышения точности конструкции требуется усилить.
- Далее готовим опалубку и закладные. Герметизируем опалубку и фиксируем в ней мастер модель , если требуется, то обрабатываем специальным разделительным составом.
 Важно, чтобы объем и размеры технологической емкости превышали размеры получаемой формы.
Важно, чтобы объем и размеры технологической емкости превышали размеры получаемой формы. - Подготавливаем материал для заливки – замешиваем силикон и производим вакуумирование (дегазацию) материала.
- Затем в подготовленную опалубку заливается приготовленная смесь силикона.
- Литье в силикон происходит в условиях технологического вакуума, благодаря чему из жидкой смеси удаляются пузырьки воздуха и газов.
- Процесс полимеризации (отверждения) силиконовой формы происходит при определенной температуре и длится, в зависимости от материала, от 1 суток до недели.
- Затвердевшая форма проходит очистку и просушку. И подготавливается к применению в качестве формы для литья
Два типа силиконовых форм
Формы из силикона на оловянной основе
При помощи форм из такого силикона можно лить пластиковые детали технического назначения, корпусов, сувениров и декоративных элементов. Так же, придерживаясь методов литья, мы используем пластики, предназначенные для промышленных изделий, обладающие специфическими свойствами под конкретные задачи.
Формы из силикона на платиновой основе
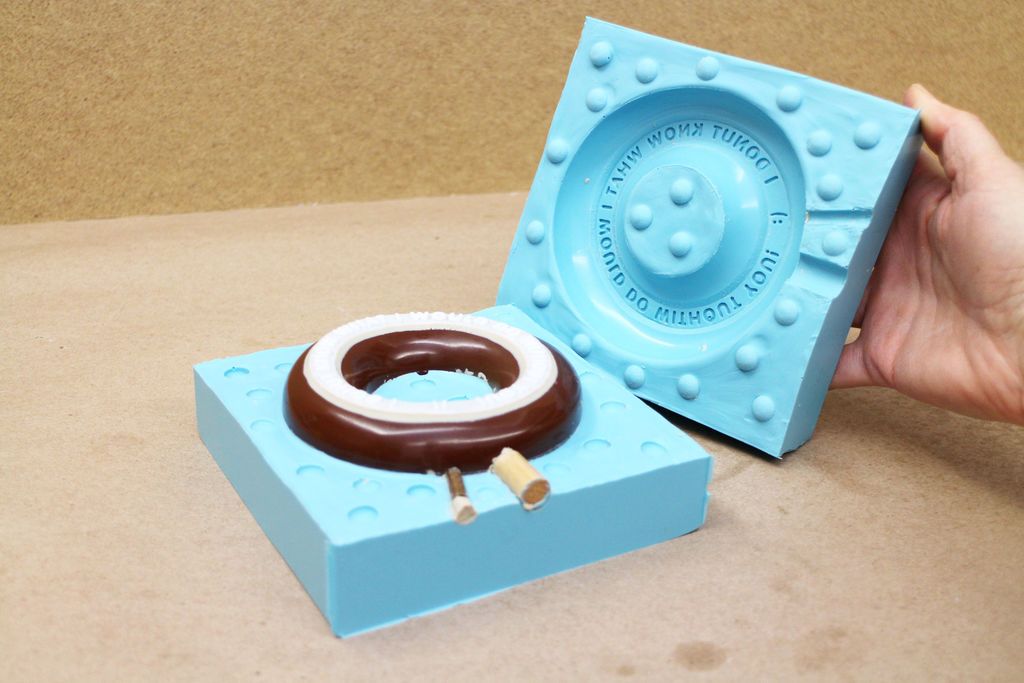
Силиконы для создания детализированных изделий, могут использоваться для литья воска, смол, полиуретанов, но не работают с латексом, серой и некоторыми другими соединениями. Эти формы так же возможно использоваться для литья пищевых продуктов, таких как шоколад, желе или муссы.
Особенности работы
Преимущество литья в том, что прочности силиконовой формы достаточно, чтоб выполнить литье в силикон ограниченной партии изделий. Максимальное количество циклов заливки зависит от типа силикона, формы и материалов, применяемых при тиражировании. Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
Изготавливаем на заказ силиконовые формы:
- Формы для отливки корпусов и деталей;
- Формы для литья сувенирной продукции;
- Формы для отливки технических изделий;
- Формы для литья декоративных изделий;
- Формы для литья под давлением;
- Формы для литья пластмасс\пластика\полиуретанов;
- Силиконовые формы для гипса и искусственного камня;
- Силиконовые формы для свечей и мыла и пр.

Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте [email protected]
Какие материалы мы льем в силикон
В прошлой статье мы описывали технологию изготовления деталей — литье в силикон — в общих чертах, рассказывали, как происходит процесс создания форм, заливка пластика или других материалов. Сегодня мы поговорим о том, что можно изготавливать этим способом и какие изделия вы в результате получите.
Пластик общего назначения
Из двухкомпонентного пластика можно лить что угодно с наличием мастер-модели и силикона. Его изначальный цвет белый, поэтому с помощью пигментов ему можно придать любой однородный цвет. Самый популярный черный, но мы не ограничиваемся в подборе цвета.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.
Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.
Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
- Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.
- Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
- Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
- Детали из полиуретана можно изготовить с различной твердостью по Шору.
- В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.

Разместить заказ на литье полиуретанов вы можете по электронной почте: [email protected]Выбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.
Другие виды форм
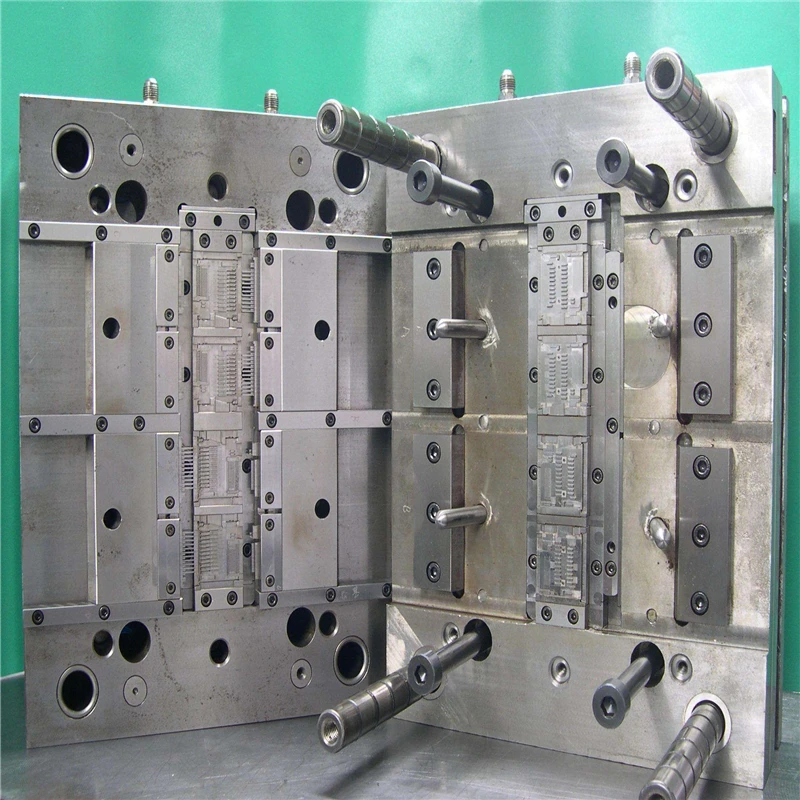
Так же мы изготавливаем металлические пресс-формы для литья под давлением, стальные и алюминиевые. Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей.
Пищевой силикон и формы из пищевого силикона
Пищевой силикон — это тип силикона, который можно использовать для литья, например, шоколада, мармелада или других кондитерских изделий. Он не токсичен и не содержит химических наполнителей или побочных продуктов, что делает его абсолютно безопасным. Молекула силикона состоит из кремния и кислорода. Из-за своей упругости, не пористой поверхности и инертности, силикон для пищевых продуктов иногда называют «мягким стеклом».
Как изготавливают формы из пищевого силикона?
Процесс изготовления формы из силикона достаточно прост: мы берем пластиковую мастер-модель готового изделия (или несколько, если необходимо, чтобы в форму можно было заливать сразу несколько изделий), заливаем смешанную двухкомпонентную субстанцию, ждем отверждения и сушим. Спустя сутки можно уже получить готовую силиконовую форму для литья ваших нужд!
Наш силикон подходит для литья не только продуктов питания, он так же используется для литья прототипов для ювелирных изделий или литья сувенирной продукции. Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.
Так же мы можем делать молды для мыла, бомбочек для ванн или любых пластиковых изделий.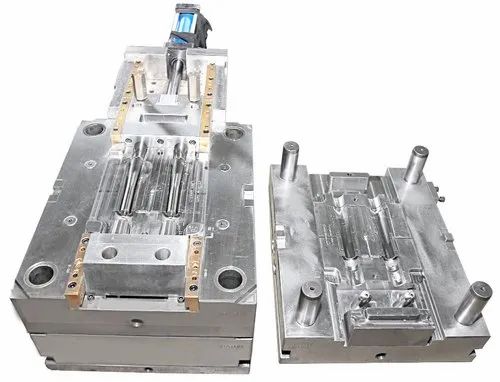 Литье пластмасс через силиконовую форму или пресс-форму значительно удешевляет готовый продукт и экономит ваше время, позволяет получать одинаковые, тиражные изделия. Для пластиков у нас так же есть красители, которые окрашивают сразу всю массу. Формам так же можно придать практически любой цвет.
Литье пластмасс через силиконовую форму или пресс-форму значительно удешевляет готовый продукт и экономит ваше время, позволяет получать одинаковые, тиражные изделия. Для пластиков у нас так же есть красители, которые окрашивают сразу всю массу. Формам так же можно придать практически любой цвет.
Подробнее о технологии литья пластика
Большой выбор полиуретановых смол, позволяет литейщикам подобрать для заказчика максимально подходящий по физическим и механическим свойствам материал. Как правило, в процессе литья все полиуретановые смолы можно подкрасить пигментом, тем самым литейщик может получать на выходе качественное «цветное» изделие, ну а заказчик — качественный продукт.
Для создания качественной силиконовой литьевой формы необходимо:
- Качественный прототип
Качественный силикон с высокими показателями того что необходимо заказчику. (Это может быть и показатели на разрыв увеличение или уменьшение количества отливок, мягкость силикона влияет на то какая сложная деталь будет отливаться и т. д.)
д.) - Вакуумная камера для дегазации силикона
Зачем делать дегазацию? Если залить прототип не дегазированным силиконом то пузыри образованные при перемешивании могут прилипнуть к поверхности прототипа, образовав ненужную полость. При заливе полиуретановым пластиком этот пузырь появится в виде нароста на отливке. Или возможен другой вариант. Пузырь не прилипает, а находится очень близко от поверхности прототипа и образовывается тонкая стенка между прототипом и пузырем. После 10 – 15 отливки стенка начинает деформироваться в сторону, где находится отливка, тем самым образуя на поверхности отливки раковины.
Ну, а теперь расскажу о подводных камнях которые могут вас подстерегать при заказе литья в силиконовую форму.
Миф:
- Силиконовая форма какая бы она не была крутая, даже качественные материалы не держат более 35 съемов. Этот показатель можно увеличить за счет обработки специальными аэрозолями, т.
 е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами.
е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами. - В любой силикон можно заливать любой полиуретан. Это не так рекомендуется использовать полиуретаны и силиконы одного производителя. Об этом нужно уточнять при заказе. Почему? Химическая реакция она и есть химическая реакция, силикон не вечен, можно убить форму даже через 2 отливки.
- Силиконовые формы делают все кому не лень! Если так рассуждать то все делают но все тогда должны получать качественный продукт!
Доверяйтесь профессионалам, пусть ваша силиконовая форма будет дороже, но технологический процесс её изготовления не будет нарушен! Пусть ваша форма будет сделана из высококачественного силикона! Пусть прототип ваш будет высоко точным и качественным! Тогда Вы получите максимальные показатели по количеству отливок, вы получите максимально качественные отливки и все это в максимально короткие сроки.
Метод холодного отвержение — что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
- Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
- Изготовление силиконовой формы. Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.

- Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
- Готовое изделие. Мы можем делать различные работы — от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае — доступная стоимость и высокое качество. Обращайтесь!
Что получается
Литье пластмасс и резиноподобных материалов в силиконовые формы — все еще актуальная и интересная технология, с помощью которой можно делать большое множество изделий, как технических, так и декоративных. Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.
Мы льем в силикон как составляющие детали из пластика и резины, так и готовые изделия, цельные или составные корпуса. Мы справляемся с тонкостенными изделиями, деталями сложным форм, изготавливаем мастер-модели (методом 3D-печати или фрезеруем), подбираем необходимые материалы и конечный цвет.
Работа начинается с 3D-модели или чертежа, по которым мы подбираем оптимальный процесс изготовления. Изготовление деталей литьем — процесс быстрый, но важной составляющей является подготовительная работа. Если у вас уже есть мастер-модель, с которой мы можем снять силиконовую форму, то готовые детали можно получить в течении нескольких суток. Если нет, то на изготовление мастер-модели может уйти некоторое количество времени в зависимости от ее сложности и технологии изготовления.
Размеры для двухкомпонентного литья пластмасс особого значения не имеют, мы льем в силикон как маленькие детали, так и большие, габаритные изделия. Мелкосерийное литье пластмасс подходим тем, кому нужны небольшие партии как единоразово, так и раз в месяц, в квартал или год — мы упаковываем и храним мастер-модели и формы на складе, чтобы использовать их тогда, когда это нужно нашим заказчикам.
При мелкосерийном производстве, технология литья в силикон наиболее выгодна для производителя, за счет не дорогой стоимости силикона и скорости воспроизводства формы. Зачастую, при мелкосерийном производстве делать дорогую металлическую форму не рентабельно, ресурсоемко и времени на производство такой формы уходит в десятки, а то и в сотни раз больше.
Производство наградной продукции из пластикаПроизводство! Как это громко! Жалко что выкорчевали с корнем это, остались только перекупщики китайского барахла, европейских “качественных товаров”. А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу.
Здесь следует сказать, что на самом деле, мужик этот не бронзовый. Это имитация пластика под бронзу. У каждого клиента свои пожелания и свой бюджет. Каждое техническое задание имеет свой объем работ и свою цену.
- Первым делом скульптор лепит модель.
 Сперва это пластилиновая модель , после этого скульптор снимает силиконовую форму с пластилина и отливает будующую мастер модель в гипсе. Гипс полируется доводится до ума и становится полноценной мастер моделью. Изготовленная мастер модель готова для дальнейшего производства.
Сперва это пластилиновая модель , после этого скульптор снимает силиконовую форму с пластилина и отливает будующую мастер модель в гипсе. Гипс полируется доводится до ума и становится полноценной мастер моделью. Изготовленная мастер модель готова для дальнейшего производства. - Теперь мы определяем линию разъема на нашей фигурке. Линия разъема это очень важная составляющая, потому как если не правильно её определить то деталь будет с трудом выходить из нашей формы а тем самым срок службы силиконовой формы может сократится. Ставим линию разъема)))
- Пластилин хорошо держит форму и хорошо держится на мастер модели. По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы.
- Теперь бензином с ватной палочкой удаляем остатки пластилина на мастер модели.

- Теперь пришло время для силикона. Используем 2х компонентный силикон холодного отверждения. Форму будем делать корковую, по этому наносить будем силикон кистью. Этот способ очень сильно экономит деньги, но не время))). Торопиться нам некуда поехали… Тщательно промазываем мелкую деталировку на мастер модели “Тычками”. Повторяем процедуру несколько раз до тех пор пока силикон не будет толщиной 5-10 мм.
- После этого оставляем силикон в покое до полной полимеризации, и делаем для поддержки формы корковую часть из гипса, ее можно проармировать добавив бинт или марлю.
- Тоже самое делаем и со второй половиной. после этого разбираем нашу силиконовую форму и наслаждаемся полученным результатом.
- Теперь тщательно просушив силиконовую форму можно приступать к лить пластмассы. (Двух компонентный полиуретан). Поехали….. Без остановок)))
- Бравые ребята выпрыгивают из силиконовой формы как горячие пирожки)))) Как говориться сперва долго запрягаешь потом быстро едешь))) .
 Осталась теперь самая малость. Убрать облой. Облой это остатки пластмассы на линии разъема силиконовой формы. Удаляем…
Осталась теперь самая малость. Убрать облой. Облой это остатки пластмассы на линии разъема силиконовой формы. Удаляем… - Теперь красим фигурки и ставим на подиум. Собственно Приз готов. В следующих статьях обязательно расскажу как обойтись без покраски а сразу при заливке пластмассы в силиконовую форму добиться эффекта металла (бронзы, серебра, золота).
- Собственно, на этой ноте мы и заканчиваем свой рассказ как происходит создание и подготовительные работы по литью в силиконовые формы. Теперь, можете ознакомиться с фотоотчетом процесса нашей работы!
Предлагаем вашему вниманию очередную работу литейной мастерской на тему кинематографа. Это все тот же проект «Сталинград».
Мало того что пистолеты полностью повторяют фактуру оригинала, так они еще и резиновые. Я лично держал эту бутафорию в руках, и с расстояния 30 см я не отличил что это не «железный» пистолет. Только когда берешь его в руки понимаешь — «игрушка».
Я лично держал эту бутафорию в руках, и с расстояния 30 см я не отличил что это не «железный» пистолет. Только когда берешь его в руки понимаешь — «игрушка».
Не думаю что каскадеры на съемочной площадке будут заниматься анти стрессом и думать о том каким образом изготовлено это резиновое оружие. Но одно могу сказать точно — безопасно при использовании. Жалко что в наше время не было такого. Пистолеты и автоматы мы строгали из деревянной доски. Литьё в силикон не заменимо при тираже меньше 1000 единиц продукции. Качество на высшем уровне.
Изготовление мастер модели для литья в силикон
Мастер-модель для литья — это изделие в натуральную величину, при помощи которого изготавливается силиконовая форма. Мастер можно сделать вручную, что подходит для художественного литья и тиражирования эксклюзивного продукта, может быть изготовлен с помощью фрезеровки или напечатан на 3D-принтере.
Выбор технологии зачастую зависит от геометрии конечного изделия и желаемого качества поверхности. Например, глянцевая поверхность требует дополнительных временных затрат.
Например, глянцевая поверхность требует дополнительных временных затрат.
В области 3D-печати есть много вариантов выбора материала в разной ценовой категории. Например, наиболее точный мастер с хорошей поверхностью получится из фотополимера. Так же максимальной детальности можно добиться печатью воском — ее часто используют в ювелирной промышленности.
При методе фрезерной обработки можно так же использовать воск, модельный пластик, капролон или МДФ — выбор зависит от ваших конечных целей. Но если у вашего изделия сложная конструкция, то его не всегда можно исполнить на фрезерном станке, поэтому в таких случаях мы предлагаем 3D-печать.
Мы так же делаем силиконовые формы на основе ваших мастер-моделей и образцов. Помимо изготовления форм мы занимаемся литьем пластмасс и резиноподобных материалов, поэтому сможем помочь вам сделать первый тираж вашего продукта.
Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте stas@3dprintspb. com
com
Продукция Smooth-On для изготовления форм и литья по категориям
Выберите из категории ниже или воспользуйтесь нашим средством поиска продукции› лошадь» отрасли из-за их производительности и экономичности. Силиконовые формы, отвержденные оловом, используются для литья воска, гипса, модифицированного полимером гипса и т. д., но наиболее известны тем, что выдерживают промышленное литье из уретановых, эпоксидных и полиэфирных смол. Они также хороши для литья низкотемпературных металлических сплавов.
Продолжить чтение > ▾ Читать описание ▾ Платины, также известные как силиконовые формовочные каучуки аддитивного отверждения, демонстрируют наименьшую долговременную усадку и самый продолжительный библиотечный срок службы из всех формовочных каучуков (с соответствующей ценой). Хотя платина хороша для изготовления форм для литья различных материалов, она также имеет применение и физические свойства, которых нет у других каучуков. В результате они используются для других приложений. Например, некоторые сертифицированы как «безопасные для кожи» и могут наноситься непосредственно на кожу человека. Они также используются для изготовления протезов и ортопедических устройств, приспособлений и эффектов, безопасных для кожи, и т. д. Некоторые из них сертифицированы как «безопасные для пищевых продуктов» для кулинарного применения.
Например, некоторые сертифицированы как «безопасные для кожи» и могут наноситься непосредственно на кожу человека. Они также используются для изготовления протезов и ортопедических устройств, приспособлений и эффектов, безопасных для кожи, и т. д. Некоторые из них сертифицированы как «безопасные для пищевых продуктов» для кулинарного применения.
Мягкая двухкомпонентная платиновая силиконовая литейная пена, универсальная и простая в использовании. Их можно использовать для различных промышленных применений и спецэффектов, в том числе для изготовления заполненных пеной приборов, обивки/амортизации сидений, ортопедии/ортопедии, герметизации и герметизации электрических цепей и гашения вибраций.
Продолжить чтение > ▾ Читать описание ▾ Простая в использовании и обладающая хорошей износостойкостью, полиуретановая формовочная резина может наливаться, наноситься кистью или распыляться на подготовленные поверхности и отверждаться с незначительной усадкой. Уретановые формовочные каучуки экономичны, воспроизводят исключительную детализацию и лучше всего подходят для промышленного литья бетона, гипса и воска.
Уретановые формовочные каучуки экономичны, воспроизводят исключительную детализацию и лучше всего подходят для промышленного литья бетона, гипса и воска.
Smooth-On производит полисульфидный каучук со времен Второй мировой войны. В отличие от других материалов для изготовления форм, полисульфиды не боятся серы или влаги, присутствующих во многих глинах для лепки, которые предпочитают скульпторы. Они по-прежнему используются в литейных цехах по художественной бронзе и являются важной частью процесса изготовления восковых моделей. Производителям пресс-форм для шин нравится тот факт, что полисульфид можно изменить с помощью горячего ножа, чтобы быстро изменить рисунок.
Продолжить чтение > ▾ Читать описание ▾ Большое разнообразие жидких пластиковых литейных смол, используемых для сотен различных применений. Хорошие для промышленных, художественных и любительских проектов, они доступны в виде жестких или полужестких смол. Эти полиуретановые литьевые пластмассы используются для изготовления подробных моделей и прототипов, реквизита и промышленных деталей. Цвета и / или наполнители могут быть добавлены для бесконечного разнообразия эффектов литья.
Цвета и / или наполнители могут быть добавлены для бесконечного разнообразия эффектов литья.
Смешивайте и заливайте высококачественные пенополиуретаны, которые быстро отверждаются и используются в промышленности, военной сфере и искусстве. Пены многократно увеличивают первоначальный объем. Доступные в различных плотностях, они универсальны и просты в использовании, их можно окрашивать красками и пигментами Smooth-On.
Жесткие пенопласты затвердевают, становятся твердыми и прочными с однородной структурой ячеек и могут быть отшлифованы, подвергнуты механической обработке и т. д. Используется для изготовления поддающихся механической обработке модельных досок, легких жестких моделей и опор, армирования полых пластиковых отливок и других конструкций, а также для различных дизайнерских приложений. .
Гибкие пены отверждаются, становятся гибкими и прочными и используются для набивки, амортизации и ремонта подушек, изготовления реалистичного театрального реквизита и костюмов для косплея, армирования полых гибких отливок, ремонта мишеней для стрельбы из лука, гибких прокладок и многого другого.
Эпоксидные смолы используются для различных промышленных применений. Они представляют собой другой класс химических смол и, как правило, прочнее других смол, предлагая превосходные физические и эксплуатационные свойства, включая более высокую термостойкость. Литейные смолы используются для изготовления ударных инструментов или приспособлений, а также для герметизации и заливки. Ламинирующие смолы используются со стекловолокном и другими армирующими элементами для создания неразрушаемых легких деталей для композитных приложений.
Продолжить чтение > ▾ Читать описание ▾ Эпоксидные замазки используются для различных производственных или скульптурных работ и бывают жесткими или полужесткими. Имея несколько на выбор, это простые в использовании системы «смешайте и нанесите вручную». Эпоксидные шпаклевки высокой плотности можно текстурировать и штамповать для изготовления искусственной коры деревьев, лиан, кусочков кораллов, безопасных для аквариума, или огнестойких тематических элементов.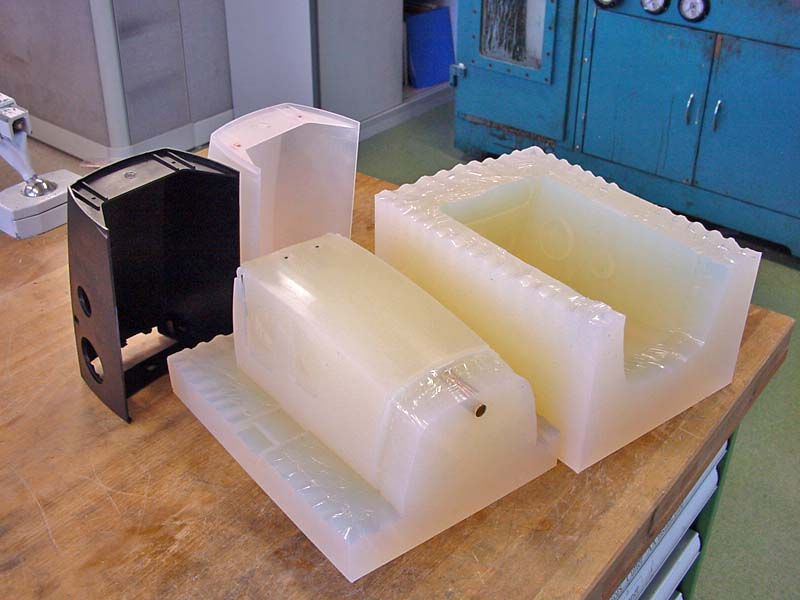 Шпаклевка низкой плотности используется для армирования, изготовления легких элементов и галтелей для композитных приложений. Эпоксидная шпатлевка для лепки позволяет пользователю точно лепить мелкие детали для создания долговечных произведений искусства.
Шпаклевка низкой плотности используется для армирования, изготовления легких элементов и галтелей для композитных приложений. Эпоксидная шпатлевка для лепки позволяет пользователю точно лепить мелкие детали для создания долговечных произведений искусства.
Жесткие эпоксидные покрытия наносятся кистью для защиты 3D-отпечатков, жестких пенопластов и других поверхностей. Гибкое уретановое покрытие UreCoat™ приклеивается ко многим поверхностям и может использоваться в качестве гибкого покрытия для пенополистирола (пенополистирола), ткани, некоторых металлов и пластиков, дерева, веревок (для изготовления лиан для экспонатов зоопарка) и многого другого. Можно добавлять цвета и/или наполнители для бесконечного разнообразия эффектов.
Продолжить чтение > ▾ Читать описание ▾ Защита общественных мест – Smooth-On производит широчайший ассортимент огнестойких производственных материалов, доступных в любой точке мира. Тематические парки, зоопарки, аквариумы, отели и другие общественные места по всему миру все чаще требуют огнестойких материалов; самозатухающий, с низким дымообразованием.
Smooth-On производит клеи с 1895 года и в настоящее время предлагает эпоксидные, уретановые и силиконовые клеи для сотен применений склеивания и ремонта.
Продолжить чтение > ▾ Читать описание ▾Простые в использовании альгинаты быстродействующие и экономичные; подходит для изготовления одноразовых форм для рук, лица и т. д. Силиконы, безопасные для кожи, используются для изготовления прочных форм, используемых снова и снова для отливки смол, воска и многого другого.
Продолжить чтение > ▾ Читать описание ▾ Силикон, безопасный для кожи, может быть модифицирован для создания силиконового геля для герметизированных приборов. Инкапсулированные приборы можно приклеить к коже, а края можно расплавить. Также доступны силиконы, которые можно наносить непосредственно на кожу для создания гиперреалистичных порезов ножом, ожогов, пулевых отверстий и других повреждений за считанные минуты. Используйте с универсальным набором крови, чтобы завершить эффект.
Forton® VF-774 — это всемирно известная добавка к бетону для изготовления легких панелей из стеклопластика. PCI признал его единственным полимером, подтвержденным 20-летним исследованием долговечности.
Альфа-гипсовые добавки делают гипс намного более прочным и устойчивым к атмосферным воздействиям. Продукты Forton® и Matrix являются более дешевой альтернативой смолам. Вы можете отливать твердые или легкие архитектурные элементы и скульптурные отливки, армируя их стекловолокном, которое подходит для демонстрации на открытом воздухе. Возможны различные эффекты литья, включая мрамор, металл, камень и многое другое.
Продолжить чтение > ▾ Читать описание ▾Полная линейка герметиков и разделительных составов, совместимых с каучуками, пластиками и пенами Smooth-On. Использование правильного герметика и антиадгезива может стать решающим фактором успеха или провала проекта.
Продолжить чтение > ▾ Читать описание ▾ Различные типы красителей, созданные специально для уретанов, эпоксидных смол и силиконов, позволяют пользователю раскрасить любое изделие. Краски промышленного класса для сценического дизайна. Наполнители, которые часто добавляют в литьевые смолы для изменения свойств пластика, снижения веса или получения различных отделок, включая металл, камень, фарфор, мрамор, дерево и т. д.
Краски промышленного класса для сценического дизайна. Наполнители, которые часто добавляют в литьевые смолы для изменения свойств пластика, снижения веса или получения различных отделок, включая металл, камень, фарфор, мрамор, дерево и т. д.
Существуют инструменты и оборудование, облегчающие обработку этих материалов и обеспечивающие успех.
Продолжить чтение > ▾ Читать описание ▾О нас
Компания Smooth-On, Inc., основанная в 1895 году, является ведущим производителем силиконовых каучуков, полиуретановых каучуков и пластмасс, жестких и гибких пенополиуретанов, эпоксидных смол, полисульфидных каучуков, клеев, покрытий, разделительных составов и других материалов. Наше производственное предприятие расположено в Макунги, штат Пенсильвания, что является третьим случаем, когда компания перемещает свою деятельность за свою 125-летнюю историю.
Новое здание Smooth-On, ранее занимавшее 80 000 квадратных футов на 8 акрах в Истоне, штат Пенсильвания, представляет собой более 370 000 квадратных футов (34 400 квадратных метров) в кампусе площадью 30 акров и включает в себя новое и полностью оборудованное производство, склад, лабораторию, обучение и офисные помещения.
Компания вложила значительные средства в объекты и оборудование для оптимизации производства. 45 изготовленных на заказ резервуаров из нержавеющей стали хранят более 2 миллионов фунтов наиболее распространенного жидкого сырья компании. «Резервуарная база» находится прямо над производственной зоной, и сырье доставляется по новым трубам из нержавеющей стали протяженностью более 5 миль (8 км) прямо в смесительные емкости внизу. Обработкой управляет специальное программное обеспечение, разработанное ИТ-отделом Smooth-On. Серийное производство теперь выполняется менее чем в ½ раза быстрее. В дополнение к производству сотен запатентованных продуктов Smooth-On Toll производит индивидуальные рецептуры для клиентов под частными торговыми марками по всему миру.
Недавно оборудованная научно-исследовательская лаборатория будет продолжать оставаться движущей силой в разработке новых продуктов в соответствии со спецификациями клиентов. Поскольку Smooth-On ежегодно выпускает десятки новых продуктов, новая лаборатория в сочетании с увеличенными производственными мощностями сократит время разработки и позволит компании быстрее и эффективнее выводить продукты на рынок.
Также имеется большая торговая площадь, где представлены материалы Smooth-On, используемые для различных целей. Предназначен для вдохновения посетителей новыми проектными идеями. Это тематическая зона, в которой представлены продукты компании, используемые для создания фигурок фильмов, реквизита и эффектов для «Звездных войн», «Трилогии о Хоббите», «Железного человека», «Гарри Поттера», «Джеймса Бонда», «Чужих», «Ходячих мертвецов» и других. фильмы/сериалы.
В магазине также представлены различные формы и отливки, изготовленные с использованием продуктов компании для промышленного применения, включая литье бетона, изготовление прототипов моделей, архитектурную реставрацию, литье скульптур и многое другое. Любители, изобретатели и т. д. также находят интересные материалы и экспонаты, чтобы разжечь свое воображение.
Кроме того, компания построила новые учебные классы, предназначенные для обучения людей тому, как использовать эти материалы для различных целей. «Комната для семинаров» площадью более 18 000 квадратных футов является самым большим пространством в мире, предназначенным для обучения материалам. Он полностью оборудован и оформлен с учетом сотен моделей и отливок, сделанных с использованием продукции компании. Каждый месяц люди со всего мира приезжают на семинары Smooth-On по материалам и изучают основы изготовления пресс-форм и литья, а также то, что эти материалы могут делать для различных применений.
«Комната для семинаров» площадью более 18 000 квадратных футов является самым большим пространством в мире, предназначенным для обучения материалам. Он полностью оборудован и оформлен с учетом сотен моделей и отливок, сделанных с использованием продукции компании. Каждый месяц люди со всего мира приезжают на семинары Smooth-On по материалам и изучают основы изготовления пресс-форм и литья, а также то, что эти материалы могут делать для различных применений.
Вице-президент Smooth-On, Клэй Вестерн, говорит, что «когда мы строили наш завод в Истоне в 1997 году, мы рассчитывали, что он прослужит не менее 20 лет, прежде чем нам потребуются дополнительные площади. Из-за двузначного роста из года в год нам потребовались дополнительные производственные площади 10 лет спустя. После двух дополнений мы физически не могли добавить больше места и решили переехать в пространство, которое могло бы удовлетворить наши ожидаемые долгосрочные потребности роста. Мы продолжим работать в 3 производственные смены на новом предприятии, которое работает 24 часа в сутки, шесть дней в неделю, чтобы удовлетворить спрос на нашу продукцию».