Медные электроды – Как выбрать и использовать электроды для сварки меди?
alexxlab | 18.06.2020 | 0 | Разное
Сварка чугуна медными электродами
Широкое применение при холодной сварке чугуна имеют медные электроды. Обычно такие электроды представляют медные стержни диаметром 3—6 мм, обернутые жестью толщиной 0,3 — 0,5 мм, с покрытием. В некоторых случаях применяют медные трубки с железным сердечником. Швы, наплавленные такими электродами (при правильном ведении сварки), легко обрабатываются. Участок отбеленной структуры имеет небольшие размеры и поэтому не затрудняет обработку. Прочность соединения несколько большая, чем при сварке стальными электродами. Однако швы могут получаться пористыми, особенно возле линии сплавления с чугуном.
Для уменьшения пористости рекомендуется применение флюсов или специальных покрытий. Простейшим флюсом может быть пережженная бура, а простейшим покрытием — меловое с добавкой буры.
Было предложено пользоваться медными электродами без обертки из жести, но с покрытием следующего состава:
Титановая руда | 5 вес. частей | Графит | 20 вес. частей |
Ферросилиций | 50 » | Мрамор | 15 » |
Алюминий в порошке | 15 » | Плавиковый шпат | 10 » |
Широко известны электроды Московского опытного сварочного завода типа ОЗЧ-1 с составом покрытия (в %):
Железный порошок | 50 | Ферромарганец малоуглеродистый | 2,5 |
Мрамор | 27 | ||
Плавиковый шпат | 7,5 | Ферросилиций | 2,5 |
Кварцевый песок | 4,5 | Ферротитан | 6 |
Жидкое стекло | 10—12/100 в. ч. |
Сварка такими электродами выполняется на постоянном токе обратной полярности.
На многих заводах применяются медные электроды с аналогичными покрытиями. Эти покрытия способствуют мелкокапельному переносу электродного металла и этим самым стабилизируют процесс сварки, защищают расплавленный металл от окисления, обеспечивают раскисление и легирование металла шва, способствуют улучшению устойчивости горения дуги.
В результате при удачном подборе покрытий и правильном выполнении процесса сварки сварные швы получаются совершенно плотные, достаточно прочные, легко обрабатываемые обычным режущим инструментом.
Сварку медными электродами следует вести при умеренной силе тока тонкими валиками. Медные электроды выбираются небольшого диаметра (3—4 мм). Выбор рода тока зависит от состава покрытия. Однако в большинстве случаев лучшие результаты получаются при применении постоянного тока обратной полярности.
Разработан способ холодной сварки чугуна комбинированным пучком электродов, состоящим из стальных толстопокрытых электродов и медных стержней, связанных вместе. Лучшие результаты получаются при применении стальных электродов с покрытиями УОНИ-13/45, УОНИ-13/55 или К-5. Рекомендуются пучки, состоящие из одного стального электрода диаметром 3—4 мм и двух медных стержней такого же диаметра. Весьма желательно в пучок добавлять латунный пруток диаметром 1,5—3 мм или полоску сечения от 4 до 9 мм
Рекомендуется при сварке вести пучок с наклоном к детали под углом 35—45° (в направлении сварки). Конец электрода должен совершать поперечные дугообразные колебания.
При холодной сварке чугуна любыми электродами важное значение имеет подготовка под сварку: правильная разделка кромок, зачистка кромок от различных загрязнений, от формовочного песка на поверхности и т. д.
www.prosvarky.ru
Медные электроды, применение – Справочник химика 21
Применение раствора соли меди и медного электрода вместо сплошного заполнения всего прибора раствором азотнокислого серебра с применением серебряного электрода в качестве ка-лода диктуется тем, что серебро, выделяясь на катоде, образует длинные серебряные нити, которые, прорастая через весь электролизер, соединяют электроды металлически и нарушают электролиз, в то время как медь выделяется на катоде в виде достаточно плотного слоя, [c.89]Чувствительность анализа удается в ряде случаев повысить, введя в разряд сухой остаток после выпаривания растворов на торце графитового или медного электрода. Применение графитового электрода лучше, так как позволяет работать с большим количеством сухого остатка. Чтобы предотвратить глубокое проникновение раствора в графитовый электрод, его предварительно обрабатывают раствором полистирола в толуоле, а затем образовавшийся защитный слой частично разрушают с торца каплей серной кислоты. Сухой остаток оказывается прочно закрепленным в поверхностном слое электрода. Этим методом удается получить высокую чувствительность анализа при возбуждении спектра в дуге переменного тока.
Электрическая дуга постоянного тока — более высокотемпературный источник, чем пламя. Анализируемый образец в измельченном виде помещают в углубление в нижнем электроде, который, как правило, включают анодом в цепь дуги. Температура плазмы дуги зависит от материала электродов и ионизационного потенциала газа в межэлектродном промежутке. Наиболее высокая температура плазмы ( 7000 К) достигается в случае применения угольных электродов, для дуги с медными электродами она составляет примерно 5000 К-Введение в плазму солей щелочных элементов (например, калия) снижает температуру плазмы до 4000 К. [c.59]
При применении такой системы знаков стандартный электродный потенциал цинкового электрода Е°2п=—0,763 В, а стандартный электродный потенциал медного электрода °си= = + 0,337 В. [c.225]
При использовании жидких проб, так же как и в случае дуговых разрядов, снижение пределов обнаружения достигается путем подбора метода введения пробы для каждого конкретного случая анализа. Так, метод нанесения капель раствора на поверхность плоского медного электрода (метод медной искры ) нашел широкое применение для анализа материалов атомной промышленности. [c.52]
Методы анализа растворов разнообразны по методике введения растворов в источники света. При введении растворов в дуговой или искровой электрический разряд необходимо упомянуть следующие нанесение капли иа торец графитового, угольного ИЛИ медного электрода введение капли в лунку или кратер электрода использование пористого электрода применение дисковых электродов различные способы распыления аэрозоля. [c.119]
Наряду с электродами из золота и платины для детектирования органических веществ в щелочных средах используются металлоксидные электроды. В частности, на электроде, покрытом пленкой оксида никеля, окисление углеводов наблюдается при сравнительно невысоких потенциалах. Для этих же целей применяется медный электрод, на поверхности которого в щелочной среде образуется слой оксидов и гидроксидов u(II) и u(III). В табл. 18.1 приведены примеры применения металлоксидных электродов для детектирования некоторых органических соединений в потоке жидкости.
Определение натрия в оксиде кобальта 11) [268]. Метод применен для определения 5-10 —10 % натрия. Спектр возбуждают дугой переменного тока, сила тока 10 А. Спектр регистрируют на спектрографе КСА-1 со стеклянной оптикой, трехлинзовым конденсором и трехступенчатым ослабителем. Для снижения эффекта фракционирования тонкий слой анализируемого оксида кобальта наносят на медный электрод (марки М-0 или М-1). Спектр фотографируют на перемещающуюся пластинку. Верхний медный электрод диаметром 5 мм заточен на усеченный конус, нижний электрод диаметром [c.104]
Однако в ряде случаев чувствительность прямого эмиссионного спектрального анализа бывает недостаточной, в частности для контроля производства веществ высокой чистоты. В таких случаях проводят предварительное концентрирование Sb. Наиболее простыми, удобными и быстрыми методами концентрирования примесей Sb являются физические методы, в частности методы отгонки (дистилляции) Sb в вакууме, на воздухе и в токе газа-носителя. Однако такие методы применимы только к материалам, основу которых составляют элементы и их соединения, причем их летучесть значительно ниже летучести Sb. Применение концентрирования методами дистилляции примесей требует тонкого измельчения анализируемого материала, поскольку скорость диффузии отгоняемых примесей в твердой фазе мала. Тонкоизмельченную пробу нагревают током большой силы в графитовом стаканчике, зажатом между графитовыми щеками охлаждаемых водой медных электродов. Пары выделяющихся примесей конденсируются на охлаждаемой графитовой или металлической капсуле, которая затем используется в качестве электрода дуги или искры при последующем спектральном определении Sb и ряда других выделившихся вместе с ней примесей.
Каждому материалу подставного электрода соответствует своя таблица оценок интенсивностей. Таблицы пригодны только для анализа образцов, близких к эталонам по общему составу и физическим свойствам. Например, аналитические признаки для анализа сталей, установленные с применением железного электрода, не действительны, когда пользуются медным электродом признаки для определения легирующих элементов в стали не подходят для анализа цветных сплавов на те же элементы таблицей,. оставлеН ной по спектрам массивных эталонов, как правило, нельзя пользоваться для анализа тонкого листового материала мелких деталей. [c.230]
При искровом анализе растворов с применением фульгуратора и вращающихся графитовых и медных электродов влияния анионов на интенсивность линии кадмия не обнаружено. А при испарении сухого остатка с торца графитовых электродов анионы располагаются в порядке снижения интенсивности линий следующим образом хлорид, нитрат, ацетат, сульфат [138]. [c.80]
Анализ растворов с применением медных электродов (метод медной искры) [1090] достаточно подробно описан в монографии [244]. В ряде работ [332, 959, 1285] для определения следовых со держаний примесей использовали искру между графитовыми или угольными элек
www.chem21.info
Электроды для сварки меди и ее сплавов
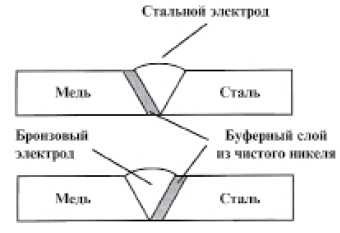
Когда сваривают медные сплавы со сталями (в том числе и с коррозионностойкими), следует применять буферную технологию. Жидкая медь и, в несколько меньшей степени бронза, перераспределяются в зоне термического влияния стали и располагаются по границам зерен.
Эти фазы имеют температуру плавления на несколько сотен градусов ниже, чем сталь. Проникновение происходит быстро и может достигать глубины более 1 мм, вызывая в этой зоне образование горячих трещин. Этот феномен усугубляется наличием растягивающих напряжений, которые всегда присутствуют при сварке. Это может также наблюдаться при сварке сплавов на никелевой основе, за исключением чистого никеля и медноникелевых сплавов. По этой причине чистый никель и медноникелевые сплавы могут использоваться как буферные слои, позволяющие избежать растворения меди.
Растворение меди может и не оказывать влияния на свариваемость, однако, если сварка проводится при высоких температурах, то растворения меди следует избегать, т.к. охрупчивание будет происходить по границам зерен. В этих случаях должен использоваться никелевый или медноникелевый буферный слой.
Буферный слой может накладываться либо со стороны меди, либо со стороны стали. После наплавки буферного слоя отсутствует контакт между наплавленным металлом и металлом, находящимся под буферным слоем.
В обоих случаях для наплавки буферных слоев следует использовать электроды из чистого никеля ОК 92.05. Для окончательного заполнения разделки используют электроды из коррозионностойкой стали или из бронзы (в зависимости от того, на какой стороне находится буферный слой). Рисунки на странице показывают, как накладываются буферные слои и заполняется разделка.
Когда буферные слои наносят со стороны меди или бронзы, следует применять предварительный подогрев до 300-500°С. При сварке тонколистового металла может быть подогрет только металл, находящийся в зоне разделки.
При наложении буферного слоя со стороны стали, температура предварительного подогрева определяется температурой подогрева этой стали.
При наложении буферного слоя со стороны стали и при использовании электродов на медной основе, медная деталь должна быть подогрета до 150-200°С (если это алюминиевая или оловянистая бронза) и др 100°С (если это кремниевая бронза).
При наложении буферного слоя со стороны медного сплава и при использовании электродов на никелевой основе, нет необходимости в предварительном подогреве, т.к. изолирующий никелевый слой эффективно снижает высокую теплопроводность меди.
Условное обозначение положения сварки
| Марка, тип покрытия, описание | классификация | Тип. хим.состав наплавленного металла | Типичные механические свойства металла шва |
| ОК 94.25 Тип покрытия — основной. Электрод оловянисто-бронзового типа для сварки оловяннистых бронз, красной латуни. Используется также для сварки меди или бронзы со сталью, чугуном. Применяется также для наплавки на сталь для защиты от коррозии. Рекомендации по сварке: При сварке меди и бронз предварительный подогрев до 300°С позволяет получить лучшее сплавление. При сварке крупногабаритных объектов предварительный подогрев обязателен. Рекомендуются кромки с широкой разделкой. Угол между электродом и направлением сварки должен быть 90°, дуга — короткой. Ток = + . Положение 1, 2, 3, 4. Выпускается в упаковке VacPac. |
ЕL-Cu Sn 7 / DIN 1733 Российский аналог: АНЦ/ОЗМ3; Комсомолец 100; ОЗБ-2М |
Mn Sn 7,0 Р 0,10 Fe Сu основа |
Предел текучести 235 МПА Предел прочности 330-390 МПа Удлинение 25% KV +20°C 25 Дж 0°С 20 Дж Твердость 95 НВ |
| ОК 94.35 Тип покрытия — основной. Медно-никелевый электрод для сварки меди со сталями и никелевыми сплавами, а также для наплавки буферных слоев. Применяется в химическом машиностроении, а также при изготовлении установок опреснения морской воды. Ток = +. Положение 1, 2, 3, 4, 6 Выпускается в упаковке VacPac |
EL-CuNi30Mn / DIN 1733 E Cu Ni/ AWS A5 6 |
C max 0,05 Si max 0,05 Мп 1,5 Ni 30 Сu основа Fe 0,6 |
Предел прочности 400 МПа Удлинение 35% Твердость 120 НВ |
www.deltasvar.ru
Сварка чугуна электродом с медной проволокой
Данный железоуглеродистый сплав является практически основным материалом (уступая первенство лишь стали) для изготовления нагруженных металлических конструкций. В чем сложность его сварки чугуна? Основной недостаток полученного шва – пониженная прочность (из-за образования множественных пор в результате выгорания углерода) и появление сетки трещин в месте соединения. О том, как правильно выполнить сварку чугунных изделий электродом с медной проволокой, и пойдет речь в данной статье.
Существуют два основных вида сварки чугуна. В быту, при недостатке соответствующего оборудования, применяется «холодная» технология. Ее специфика – в использовании специальных электродов, сердечник которых выполнен из никеля или меди. По отношению к углероду эти металлы нейтральны, поэтому выгорание данного элемента периодической таблицы и образование новых хим/соединений не происходит. Следовательно, и сварной шов получается более плотным (без микропустот) и надежным.
На заметку!
При использовании электродов с медным сердечником соединение получается более твердое и не такое однородное, как после работы с аналогом из никеля. Причина – медь не «растворяется» в железе.

Марки электродов для сварки чугуна
- ОЗЧ- (2 или 6). «Сердцевина» – медная проволока, поверхностный слой – железный порошок.
- МНЧ –2. Состав проволоки более сложный, так как она композитная. Кроме элемента Cu, еще есть Fe и Ni. Но, по отзывам профессионалов, именно такие электроды позволяют получить действительно высококачественный шов. Единственный недостаток этой разновидности продукции – высокая стоимость.
- Марка ОЗЖН (любой модификации), которая также используется при «холодной» сварке – на основе никелевой проволоки.
Специфика «холодной» сварки чугуна
Примечание. На упаковке указаны все рекомендации производителя по режимам работы с конкретной модификацией электродов. Ими и следует руководствоваться.
Что учесть
Все перечисленные ниже правила являются общими, независимо от марки изделий. Задача – обеспечить минимальную глубину проплавления. Именно это гарантирует качественный шов.
- Сечение электродов – как можно меньше.
- Небольшой ток.
- Швы – короткие. После каждой «проходки» необходимо делать перерыв, чтобы обрабатываемый участок охладился (хотя бы до +55 ºС). Излишняя закалка сплава провоцирует хрупкость соединения.
Порядок работы по сварке чугунных изделий
Подготовка участка
 Если свариваются 2 детали, то обрабатываются их кромки. При необходимости заделки трещины в чугуне поврежденный участок разделывается. Для выравнивания краев наиболее подходящий инструмент – напильник. В некоторых случаях мастеру приходится работать и зубилом. Нужно учитывать хрупкость сплава, поэтому материал «снимается» аккуратно, постепенно, тонким слоем порядка 1 мм, не более.
Если свариваются 2 детали, то обрабатываются их кромки. При необходимости заделки трещины в чугуне поврежденный участок разделывается. Для выравнивания краев наиболее подходящий инструмент – напильник. В некоторых случаях мастеру приходится работать и зубилом. Нужно учитывать хрупкость сплава, поэтому материал «снимается» аккуратно, постепенно, тонким слоем порядка 1 мм, не более.
Особенности:
- Чтобы исключить увеличение трещины по длине, на ее концах, с отступами порядка в 1 см от краев, высверливаются отверстия.
- Если трещина сквозная, то обработка кромок производится с обеих сторон.
- На близкорасположенные дефектные участки накладывается общая «латка».
На последнем этапе все срезы выравниваются, а поверхность детали вдоль краев трещины зачищается (примерно на 2,5 см с каждой стороны).
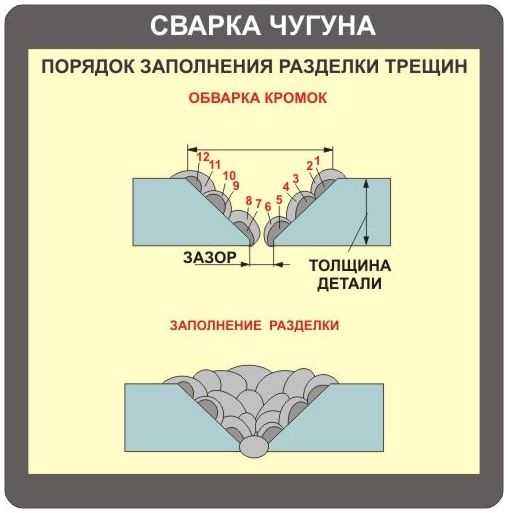
Непосредственно сварка
Сначала обвариваются кромки, после чего производится заполнение полости. Рисунок все наглядно поясняет:
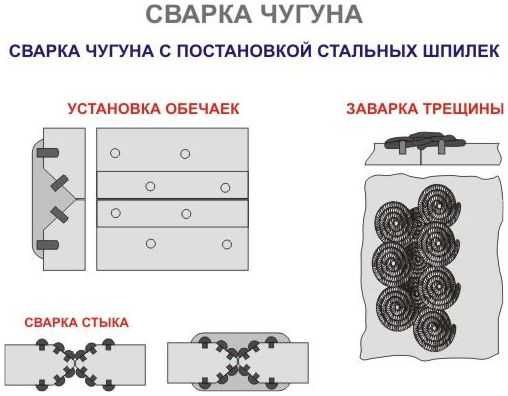
В зависимости от специфики дефекта используются разные схемы и способы скрепления деталей.
Полезный совет
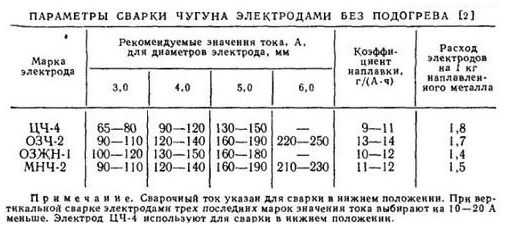
В таблице приведены ориентировочные данные, которыми можно руководствоваться:
Нередко бывает так, что подходящих для сварки чугуна электродов под рукой нет. Их можно изготовить самостоятельно, если найти медную проволоку сечением от 3 до 5 мм. Как?
- Чтобы получить вещество для обмазки сердечника, необходимо снять защитное покрытие с обычного (стального) электрода. Он не является дефицитом.
- Вся масса тщательно измельчается. При этом в нее вводится порошкообразное железо. Его несложно получить, поработав напильником. В качестве сырья подойдет любая металлическая болванка или проволока.
- После качественного перемешивания добавляется клей (силикатный; его еще называют «жидким стеклом»). В результате должна получиться масса в виде жирной сметаны.
- С меди снимается лаковое покрытие (например, «наждачкой»), после чего металл обезжиривается.
- Остается залить «сметану» в емкость вертикальной конфигурации (отрезок трубы с заглушенным концом, бутылка и тому подобное) и поочередно окунать в нее проволочки. Чтобы характеристики электродов были идентичны, следует строго контролировать время выдержки сердечника в растворе.
Такие самодельные электроды для сварки подвешиваются и высушиваются. Дополнительно производится их прокалка (достаточно при +260 ºС). Например, в духовом шкафу, эл/печи для сушки и прокалки электродов. После этого они готовы к применению.
Если немного потренироваться, то вполне можно наладить изготовление электродов, ничуть не уступающих по своим свойствам изделиям марки ОЗЧ.
ismith.ru
Электроды для сварки и меди, цены на неплавящиеся электроды
 Электроды для сварки меди — востребованный продукт для сварочных работ. Физические и химические свойства меди обуславливают способы ее обработки. При сварке медных деталей главной трудностью для сварщика становится то обстоятельство, что плавится медь при температуре 1080 °С, а при температуре в 500 °С становится ломкой. Кроме того, в процессе плавления раскаленная медь растворяет водород и кислород, а во взаимодействии с последним образует закись меди. Все это приводит к тому, что при сварке меди обычными методами шов получается неровным и непрочным. На нем часто появляются трещины.
Электроды для сварки меди — востребованный продукт для сварочных работ. Физические и химические свойства меди обуславливают способы ее обработки. При сварке медных деталей главной трудностью для сварщика становится то обстоятельство, что плавится медь при температуре 1080 °С, а при температуре в 500 °С становится ломкой. Кроме того, в процессе плавления раскаленная медь растворяет водород и кислород, а во взаимодействии с последним образует закись меди. Все это приводит к тому, что при сварке меди обычными методами шов получается неровным и непрочным. На нем часто появляются трещины.
Чтобы обойти описанные выше явления, а также, чтобы справиться с иными особенностями меди, затрудняющими сварочные работы с ней (текучесть материала в расплавленном виде, его высокая теплопроводность), применяют особые методы сварки и наплавки меди и специальные электроды.
Для сварки и наплавки медных изделий прибегают к методу сварки угольными или металлическими электродами. Еще один из способов обработки меди — аргонно-дуговая сварка. Самые известные электроды, предназначенные для подобного рода работ, называются «Комсомолец-100». Они содержат много ферромарганца (половина состава), большое количество жидкого стекла, плавкого и полевого шпата и восемь процентов ферросилиция. Однако, электроды «Комсомолец-100» хороши при сварке меди с содержанием 0,01% кислорода. Медь с большим содержанием кислорода рекомендуется обрабатывать при помощи специальных электродов других марок.
Электроды «Комсомолец-100» для обработки меди от компании «Мир Сплава» отвечают самым высоким стандартам качества и проходят обязательную проверку. Узнать о наличии их на наших складах Вы сможете по телефонам на сайте. Наши менеджеры примут Вашу заявку на любой объем товара.
Цены на электроды марки “Комсомолец”
| Наименование | Диаметр, мм | Цена, руб/кг |
|---|---|---|
| Комсомолец-100 | 3 | 466,69 |
| Комсомолец-100 | 4 | 464,92 |
| Комсомолец-100 | 4 | 464,92 |
Остались еще вопросы?
Оставьте заявку и мы Вам перезвоним.
mirsplava.ru
Угольные электроды омедненные,графитовые:размеры,как варить
Угольные электроды используются для прошивки отверстий в легированных и низколегированных стальных заготовках, для строжки и резки металла, а также для сваривания проводов из меди. Они активно используются в отраслях сталелитейной промышленности, при изготовлении металлических конструкций, а также в судостроении, машиностроении и прочих сферах. Эта разновидность относится к неметаллическим и неплавким электродам. Во время работы он практически не расходует свои ресурсы, так что не требует частой замены, поэтому, работать им весьма удобно. Это далеко не самый распространенный тип и используется он в большинстве случаев промышленности, а не в частной сфере.
Если сравнивать со стандартными способами резки, такими как пильное полотно, кислородная резка и прочее, такие электроды оказываются выгоднее. Ведь здесь:
- Получается простой способ использования, для чего требуется только сам электрод, электрический ток и сжатый воздух;
- Резка происходит сразу с удалением лишнего металла;
- Материал раскрывает широкий диапазон материалов, с которыми он может вести работу, куда входит чугун, нержавеющая сталь, легкие сплавы, медь и прочее.
Основной принцип работы основан на том, что от неплавкого электрода зажигается дуга, которая расплавляет окружающий металл. При резке воздушная струя сразу сдувает оставшиеся части, что позволяет сделать ровные края.
Сварка угольным электродом медных проводов осуществляется в том случае, если они омедненные. Их еще называют «карандаш». В некоторых случаях допускается, что вместо омедненных может использоваться простой угольный стержень.

Угольный электрод для сварки медных проводов
Виды угольных электродов
Электроды угольные сварочные представлены на рынке в нескольких различных вариантах:
- Омедненный круглый – используется в различных сферах и может иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные – являются весьма экономными и значительно сокращают свой расход. Их работа практически безотходна. Чтобы ими было удобнее пользоваться, используется специальная машинка. Сечение у данных изделий является круглым, а диаметр начинается от 8 до 25 мм.
- Плоские омедненные – имеют квадратное или прямоугольное сечение. Имеют сечение от 8 до 25 мм, хотя под заказ можно сделать электроды и больших размеров.
- Омедненные полукруглые – из всех разновидностей являются наиболее широко употребляемыми. С одной стороны у них плоское сечение, а с другой – круглое. Таким образом, он может решать любые проблемы с резкой металла. С его помощью можно сформировать канавку требуемой формы. Размеры сечения колеблются от 10 до 19 мм.
- Полые омедненные – используются для строжки и могут формировать канавки U-образной формы. На рынке встречаются достаточно редко и диапазон диаметров здесь составляет от 5 до 13 мм.
Размеры угольных электродов
Для каждой из разновидностей, будь то угольные электроды омедненные или другие, имеются свои номинальные размеры.
| Разновидность | Размеры, мм |
| Омедненный круглый | 3,2; 4; 5, 6,5; 8; 9; 9,5; 10; 13; 16; 19. |
| Бесконечные омедненный | 8; 10; 13; 16; 19; 25. |
| Плоские омедненные | 8-8-305, 10-5-305, 15-5-305, 20-5-355, 25-5-355, 20-6-355. |
| Омедненные полукруглые | 3-6.5-355, 10-5-355, 16-8-355, 19-9.5-355 |
| Полые омедненные | 5; 6,5; 8; 9; 13. |
Характеристики
Помимо размеров угольный электрод для сварки медных проводов имеет еще ряд важных характеристик, которые влияют на его выбор:
- Диапазон тока, с которым он может работать. Ведь от этого зависит, может ли он подойти под то или иное оборудование, или нет. Также здесь имеет значение, с чем придется сталкиваться изделию, так как для крупных операций может потребоваться большая сила тока, которую сам электрод может не выдержать.
- Размер и форма формируемой канавки. Данный параметр зависит от профиля конца, а также физических размеров самого изделия. Здесь все подбирается под определенный ряд операций, но круглые разновидности являются самыми популярными и востребованными.
- Удаление металла – что очень удобно, когда идет продолжительная работа и по краям остаются нежелательные куски. При сварке этот параметр не так важен.
- Толщина среза зависит от мощности тока, которую способно выдержать изделие и от его физических параметров.
Выбор угольного электрода
Угольные электроды ВДК подбираются согласно тому, для каких функций они предназначаются. Несмотря на то, что такая разновидность, как омедненные полукруглые, является востребованной и во многом универсальной, имеется ряд узкопрофильных направлений, к которым нужен особый подход. Для сварки меди желательно использовать электроды с острым концом небольшого диаметра. Провода редко когда бывают толстыми, а слишком широкий стержень приведет к тому, что на нем будет оставаться слишком большое количество расплавленного металла.
Воздушно дуговая строжка угольным электродом требует наличие возможности удаления лишнего металла с разу во время рабочего процесса, так что тут также требуется своя разновидность. Крупные изделия применяются очень редко и преимущественно при крупном производстве.

Выбор диаметра угольного электрода
Рекомендации по сварке медных проводов
Если с резкой все достаточно понятно, то как варить угольным электродом может оказаться неясным.
- В первую очередь следует подготовить провода, предварительно сняв с них изоляцию и оболочку.
- После этого их требуется скрутить в месте сваривания.
- Затем скрутка срезается так, чтобы все провода в ней были на одном уровне, при этом длина скрутки должна быть не меньше, чем 5 см.
- На скрутку нужно отвести медный теплоотводящий зажим, после чего подключается «масса» сварочного аппарата.
- Угольный электрод заряжается в специальный держак.
- Его конец следует поднести к скрутке.
- При непосредственном контакте подключенного электрода с местом соединения меди, через некоторое время образуется шарик расплавленного металла.
- Когда это случится, то процесс сварки стоит прекратить.
Есть вероятность, что при длительном нагреве начнет плавиться изоляция проводов. Чтобы этого избежать, не стоит продолжать сваривание более 2 секунд после образования шарика. Когда провода остынут, их нужно заизолировать любым удобным способом.
Техника безопасности
Электроды угольно медные имеют достаточно специфическую сферу применения, поэтому, с ними нужно тщательно соблюдать технику безопасности.
- В первую очередь, нужно четко соблюдать параметры, которые требуются для работы. Превышение режимов может привести не только к порче заготовок, но и к травмам, не говоря уже о поломке оборудования.
- Требуется всегда дать время, чтобы электроды ВДК остыли после работы, так как при большой температуре они могут прожечь что-либо на рабочем месте, а при контакте с телом или одеждой человека нанесут им непоправимый вред.
- Когда идет работа с удалением лишнего металла, то следует подготовить все так, чтобы его сдувало в безопасное место, где нет людей и посторонних предметов.
- Необходимо использовать только исправное оборудование и целые электроды, так как любая поломка может стать причиной, которая создаст большие проблемы.
- Необходимо следить за состоянием рабочего места, как до начала процедур, так и после окончания работы.
svarkaipayka.ru
Медные электроды для сварки
Медные электроды для сварки меди и ее сплавов: марки, особенности, характеристики

Какие марки электродов применяются для сварки меди
Для сварки, наплавки меди и цветных металлов, сварки медных труб и проч. применяются специальные медные электроды для сварки. К данному типу относятся электроды
- Комсомолец-100,
- ОЗБ-2М,
- ОЗБ-3,
- АНЦ/ОЗМ-2,
- АНЦ/ОЗМ-3,
- ESAB ОК 94.25,
- ESAB OK 94.35,
- ESAB OK 94.55,
- ESAB OK NiCu-7 (OK 92.86),
- ESAB OK Ni-1 (OK 92.05),
- ZELLER 390.
Работать ими нужно начинать, зная некоторые их особенности и характеристики.
Комсомолец-100  предназначен для наплавки, сварки меди марки М1-М3. Работа должна производится на постоянном токе (о сварочных токах здесь), в нижнем или наклонном положениях. Выпускаются электроды Комсомолец-100 толщиной 3-5 миллиметров. Рекомендуемая сила тока для диаметра 3 мм 90-180 ампер, 4 мм 120-140, 5 мм 150-190. Эти показатели зависят от положения шва. Перед началом работы рекомендуется нагреть свариваемое изделие до 300-700 градусов, в зависимости от его толщины.
предназначен для наплавки, сварки меди марки М1-М3. Работа должна производится на постоянном токе (о сварочных токах здесь), в нижнем или наклонном положениях. Выпускаются электроды Комсомолец-100 толщиной 3-5 миллиметров. Рекомендуемая сила тока для диаметра 3 мм 90-180 ампер, 4 мм 120-140, 5 мм 150-190. Эти показатели зависят от положения шва. Перед началом работы рекомендуется нагреть свариваемое изделие до 300-700 градусов, в зависимости от его толщины.
ОЗБ-2М предназначен и для работы с бронзой, используемой в художественном литье. Ими можно наплавлять ее на сталь, исправлять дефекты чугуна. При этом необходимо включать ток обратной полярности, производить работу в вертикальном или горизонтальном положении. ОЗБ-2М состоят из меди, железа, фосфора, марганца, никеля и олова. Их длина 350 мм. Для успешной работы необходимо устанавливать сварочный ток следующих значений: для диаметра 3 мм/ 90 – 120 ампер, 4 мм/120 – 160.
ОЗБ-3 используются в работе с цветными металлами, медью и бронзой. Они делаются со специальным покрытием (узнайте тут больше о покрытиях электродов). Сварку нужно производить только в нижнем положении. Используется постоянный ток. Коэффициент и производительность наплавки ОЗБ-3 12,5 г/А.ч — 3,5 кг.ч при диаметре изделия 4 мм.
АНЦ/ОЗМ-2 применяется для работы с чистой медью, при этом ее нет необходимости нагревать, если она не очень толстая. Сварка должна производиться в наклонном или нижнем положениях. Используется постоянный ток обратной полярности. Расходуется АНЦ/ОЗМ-2 1,6 кг на то, чтобы наплавить килограмм металла.
АНЦ/ОЗМ-3 нужны для работы с изделиями из меди технических марок по ГОСТ 859-78. Они выпускаются толщиной 4-6 мм. Чтобы успешно выполнить сварку нужно настроить ток на 220-300 ампер для диаметра 4 мм, 350-400 для 5 мм, 420-600 для 6 мм. Положение шва должно быть нижнее. Работать нужно короткой дугой, с медью толщиной до 10 мм, без подогрева, без разделки кромок одно или двусторонним швом с небольшими поперечными колебаниями электрода.
ESAB ОК 94.25 хорошо подходит для работы с многими цветными металлами, сплавами. Особенно с медью, оловянной бронзой, пережженным чугуном, латунью. Они могут использоваться для наплавки на сталь, для ее защиты от коррозийного воздействия. Толстые медные изделия рекомендуется нагреть до 300 градусов. Лучше всего работать маркой ESAB ОК 94.25 в пространственных положениях 1-4.
ESAB OK 94.35 имеет толстое рутиловое покрытие. Используется при работе с изделиями из меди и никеля, при содержании последнего до 30%. Электродом ESAB OK 94.35 наплавляют кромки. Работать ими можно в 1-5 положениях. Наплавленный с их помощью металл наделен отличной коррозионной стойкостью, он не боится длительного воздействия морской соленой воды, наделен хорошими прочностными характеристиками.
ESAB OK 94.55 имеют основной тип покрытия. Электрод хорош в работе с бронзой, красной латунью, медью. Сварка обычно выполняется короткой дугой. Расположение электрода должно быть перпендикулярно кромкам. Необходимо чтобы сварные валики находили один на другой.
Важно! Поверхность каждого прохода нужно не забывать зачищать от шлака.
Подходящие положения для работы 1-4 и 6. Предел прочности 400 МПа, твердость 120 НВ. Выпускается марка ESAB OK 94.55 диаметром 2-4 мм.

ESAB OK NiCu-7, или OK 92.86, используют для сварки меди и никеля. Наплавленный с их помощью металл характеризуется как устойчивый к образованию трещин, ковкий, стойкий к воздействию морской воды, кислоты и щелочи. Варят этим электродом в 1-4, 6 положениях. Выпускается данная марка толщиной 2-4 мм. В работе используется постоянный ток обратной полярности.
ESAB OK Ni-1, ранее назывался OK 92.05, имеет основной тип покрытия. Чтобы исключить образование трещин и пор рекомендуется работать только на допустимых для того или иного диаметра электрода токах. Подходит для 1-4, 6 положений. Прокаливают электрод два часа при температуре +250 градусов. Для работы нужен постоянный ток.
ZELLER 390 имеет основное покрытие. Предел прочности 200 МПа, текучести 185, твердость 40 НВ. ZELLER 390 выпускается разной длины, от 300 до 450 мм, диаметром 2,5-5 мм. Силу тока нужно установить для электрода толщиной 2,5 мм/80-110 ампер, 3 мм/100-130, 4 мм/130,170 мм, 5 мм/170-200. Используют его при работе с изделиями, которые должны отвечать высоким показателям стойкости к коррозийному влиянию, теплопроводности, электропроводности.
Популярные производители электродов для работы с медью и другими металлами
Хорошо зарекомендовали электроды компании Esab. Ее марки ESAB ОК 94.25, OK 94.35, OK 94.55, OK NiCu-7 (OK 92.86), OK Ni-1 (OK 92.05) используются во всем мире. Эта шведская компания была основана в 1904 году. Корпорация занимается производством сварочных аппаратов разного назначения, модификаций, флюсов. В ESAB разработали многие современные методы сварки, отвечающие требованиям прогресса.
ООО НПО Спецэлектрод занимается изготовлением марок электродов, используемых для всех целей. Для работы с цветными металлами хорошо себя зарекомендовали такие марки: АНЦ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, ОЗА 1 и 2 и многие другие. Это российское предприятие, его продукция недорогая и надежная.
Электроды Zeller производятся немецкой компанией начиная с 1963 года. В каталоге более 500 наименования продукции. Ее электроды отвечают самым высоким требованиям, наделены отличной коррозионной стойкостью, образуют прочный надежный шов.
Часто сварщики и поставщики материалов для них рекомендуют следующих производителей:
Материал стержней
Стержни электродов для сварки меди и ее сплавов производят из проволоки и прутков, состав которых соответствует требованиям, изложенным в ГОСТ 16130—90. В основном это медь или бронза. Часто используются в производстве сплавы металлов.
- Медные стержни делаются диаметром 2-6 мм, они могут быть обернуты жестью 0,3-,05 мм толщиной. На них наносится разного рода покрытие, например, основное или рутиловое. Для электрода Комсомолец-100 стержень делается из меди М1.
- Бронзовые стержни делаются в основном из металла марки БрКМц-3-1. Покрывают их смесью разных веществ. Они могут производиться и из оловянно-фосфористой бронзы Бр.ФО 4-03.
- Бронзовые стержни обеспечивают создание шва отличного качества. Они хуже раскисляют металл, чем сделанные из меди. Стержни из бронзы могут снизить механическую прочность соединения при определенных условиях.
Общие принципы сварки электродами меди и ее сплавов
Проводя работы по сварке меди и ее сплавов, сварщик сталкивается с некоторыми трудностями. На шве может образоваться трещина. При работе легкоплавкие эвтектики скапливаются на границах кристаллов. Часто образовываются поры. Все это важно учесть и предотвратить. Медь толщиной до 4 мм сваривают без разделки кромок, до 10 мм толщины с односторонней разделкой. При этом угол скоса кромок должен быть 70 градусов, притупление 1,5—3 мм.
Текучесть меди усложняет работу в вертикальном, горизонтальном и потолочном положениях. Дуговая сварка должна осуществляться при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки деталей соединяются с минимальным зазором из-за высокой текучести меди. Часто рекомендуется использовать стальную подкладку.
Изделие толщиной более 6 мм лучше предварительно нагреть до 250 градусов. При этом нужно учитывать характеристику плавления меди, сплавов из нее. Тонкий металл не нагревают. Сварку лучше всего производить дугой 10—15 мм. Таким образом будет намного удобнее манипулировать электродом. Медь сваривается при постоянном токе обратной полярности. Это важно учесть. Дуговую сварку латуни, бронзы, М1-М3 необходимо выполнять мощной дугой, увеличенной силой тока и при повышенном напряжении. Работа делается очень быстро, на большой скорости.
samsvar.ru