Метчик метрический – Метчик для нарезки резьбы: виды, конструктивные особенности
alexxlab | 19.03.2020 | 0 | Разное
Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.

- Разновидности метчиков

- Метчик для нарезки резьбы
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
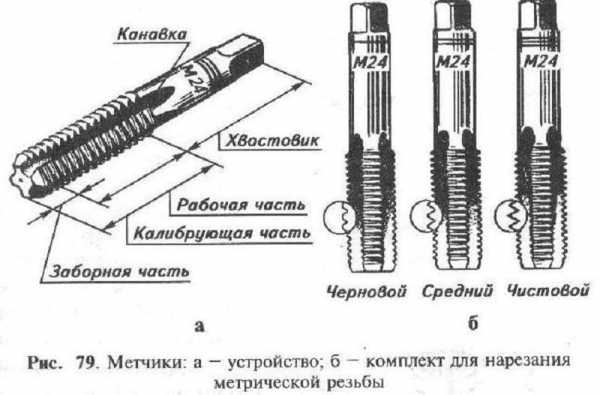 Устройство метчика
Устройство метчикаВ современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
- Конический метчик для нарезки резьбы

- Цилиндрический метчик для нарезки резьбы

Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
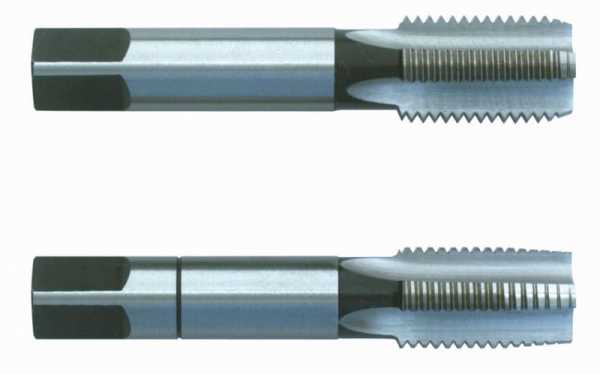
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
- Гаечный метчик
- Слесарные метчики

Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
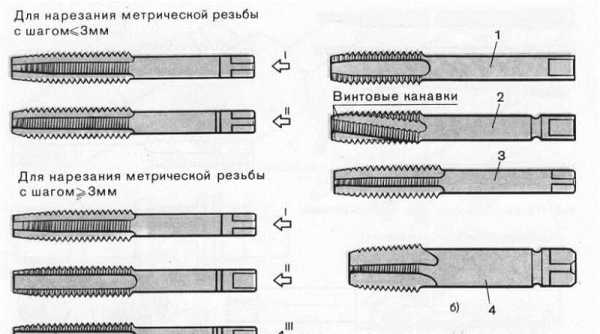
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
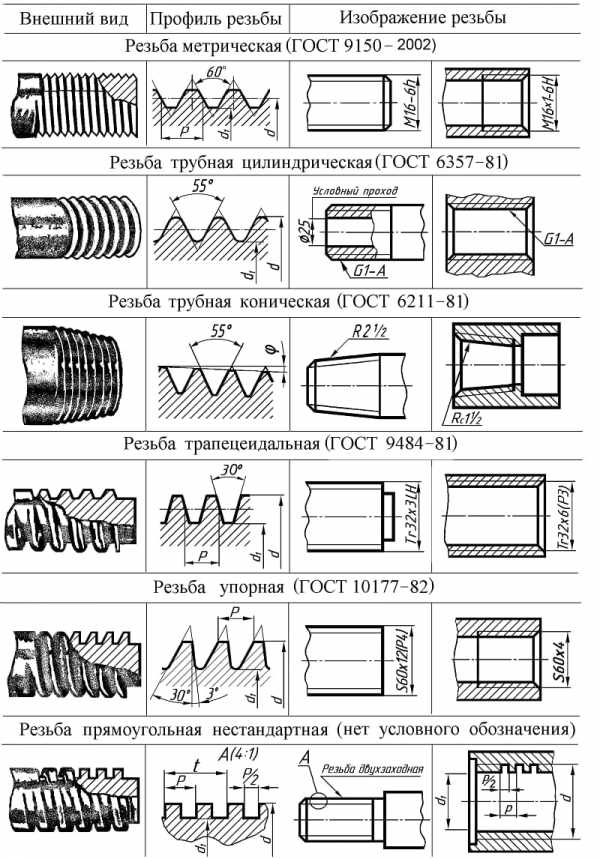
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
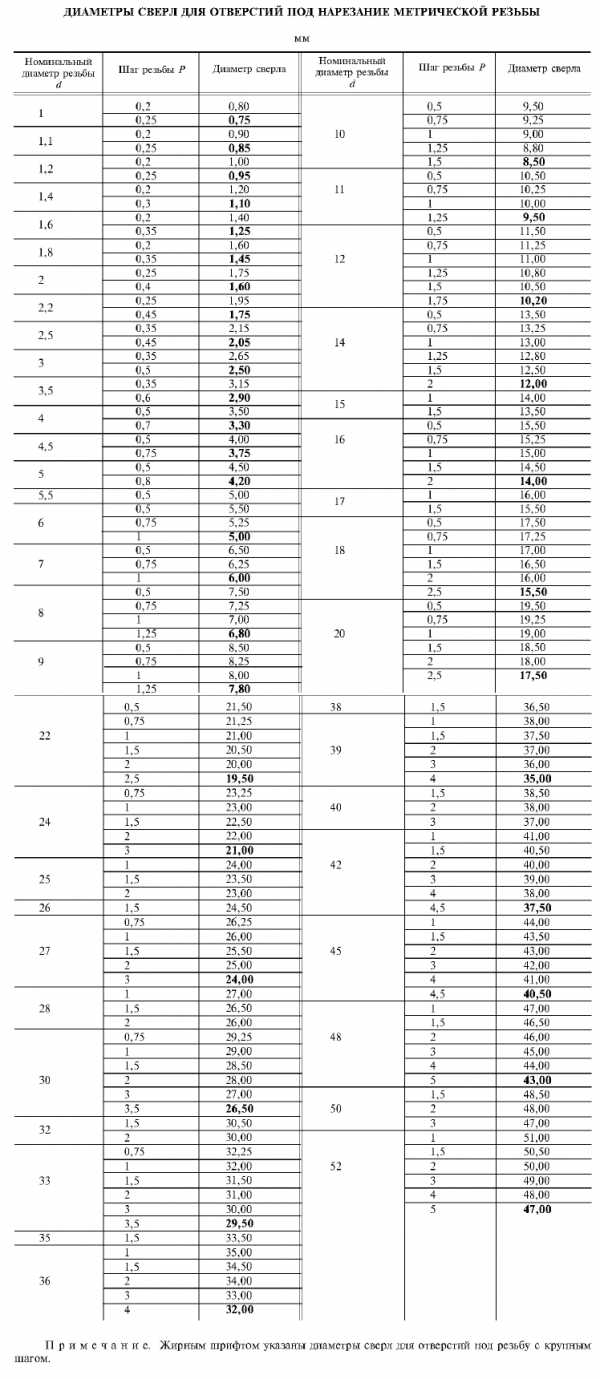
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
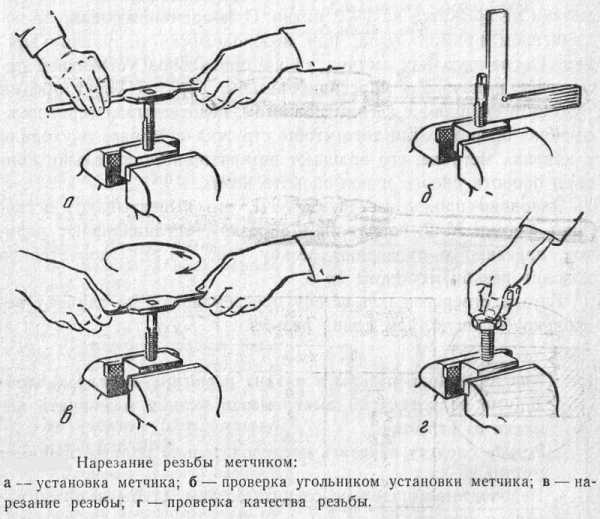
Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
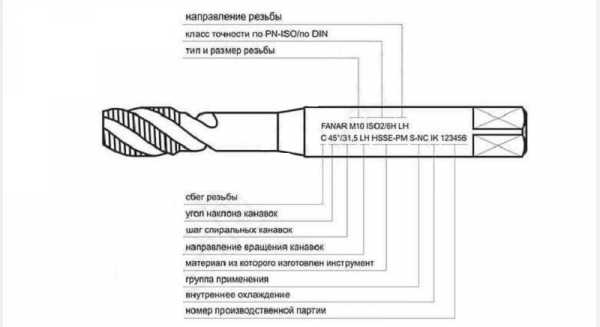
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы – цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
| Размер резьбы | Основной шаг, мм |
| 1 | 0.25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1.75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
|
Номинальный диаметр, дюйм |
BSW (W) | UNC | UNF | UNEF | BSF | Диаметр резьбы, мм |
| Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | ||
| Нр. 0 | — | — | 80 | — | — | 1,520 |
| Нр. 1 | — | 64 | 72 | — | — | 1,850 |
| Нр. 2 | — | 56 | 64 | — | — | 2,180 |
| Нр. 3 | — | 48 | 56 | — | — | 2,520 |
| Нр. 4 | — | 40 | 48 | — | — | 2,850 |
| Нр. 5 | — | 40 | 44 | — | — | 3,170 |
| Нр. 6 | — | 32 | 40 | — | — | 3,500 |
| Нр. 8 | — | 32 | 36 | — | — | 4,160 |
| Нр. 10 | — | 24 | 32 | — | — | 4,830 |
| Нр. 12 | — | 24 | 28 | 32 | — | 5,490 |
| 1/16″ | 60 | — | — | — | — | 1,587 |
| 3/32″ | 48 | — | — | — | — | 2,381 |
| 1/8″ | 40 | — | — | — | — | 3,175 |
| 5/32″ | 32 | — | — | — | — | 3,969 |
| 3/16″ | 24 | — | — | 32 | 4,762 | |
| 7/32″ | 24 | — | — | — | 28 | 5,556 |
| 1/4″ | 20 | 20 | 28 | 32 | 26 | 6,350 |
| 5/16″ | 18 | 18 | 24 | 32 | 22 | 7,938 |
| 3/8″ | 16 | 16 | 24 | 32 | 20 | 9,525 |
| 7/16″ | 14 | 14 | 20 | 28 | 18 | 11,113 |
| 1/2″ | 12 | 13 | 20 | 28 | 16 | 12,700 |
| 9/16″ | 12 | 12 | 18 | 24 | 16 | 14,288 |
| 5/8″ | 11 | 11 | 18 | 24 | 14 | 15,876 |
| 11/16″ | — | — | — | 24 | 14 | 17,463 |
| 3/4″ | 10 | 10 | 16 | 20 | 12 | 19,051 |
| 13/16″ | — | — | — | 20 | 12 | 20,638 |
| 7/8″ | 9 | 9 | 14 | 20 | 11 | 22,226 |
| 15/16″ | — | — | — | 20 | 11 | 23,813 |
| 1″ | 8 | 8 | 12 | 20 | 10 | 25,401 |
| 1 1/16″ | — | — | — | 18 | — | 26,988 |
| 1 1/8″ | 7 | 7 | 12 | 18 | 9 | 28,576 |
| 1 3/16″ | — | — | — | 18 | — | 30,163 |
| 1 1/4″ | 7 | 7 | 12 | 18 | 9 | 31,751 |
| 1 5/16″ | — | — | — | 18 | — | 33,338 |
| 1 3/8″ | 6 | 6 | 12 | 18 | 8 | 34,926 |
| 1 7/16″ | — | — | — | 18 | — | 36,512 |
| 1 1/2″ | 6 | 6 | 12 | 18 | 8 | 38,101 |
| 1 5/8″ | 5 | 5 | 18 | 8 | 41,277 | |
| 1 3/4″ | 5 | 5 | 18 | 7 | 44,452 | |
| 1 7/8″ | 4,5 | 4,5 | 18 | — | 47,627 | |
| 2” | 4,5 | 4,5 | 18 | 7 | 50,802 |
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые – ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
mekkain.ru
Метчик метрический: размеры и виды
Метрический метчик – это широко распространенная оснастка для дерево- и металлообрабатывающих станков. Данный инструмент предназначен для создания внутренней резьбы в сквозных и глухих отверстиях в деталях и заготовках. Метчик используется преимущественно в цехах, на производственных площадях, в ремонтных мастерских, иногда в домашних условиях.
Впервые резьбонарезной инструмент упоминается в истории Древнего Рима и Китая, а также в записях народов Майя. Однако такая оснастка, как ручной метрический метчик, появилась лишь в конце Средних веков (XV-XVI). До этого времени для формирования внутренней резьбы активно применялись примитивные токарные станки.

Конструктивные особенности
Первые метрические метчики обладали примитивным строением и выглядели как стержень с четырьмя гранями, на которых были нанесены зазубрины. На рабочей части в виде пологого конуса были выпилены режущие зубья. Чтобы сформировать внутреннюю резьбу, специалист должен был в заранее подготовленное отверстие завинтить метчик. Конечно, такой способ обладал многими недостатками, например:
- отрицательный показатель переднего угла;
- на режущей части нет задней поверхности.
Со временем конструкция оснастки стала совершенной и продуманной. Современные метчики для метрической резьбы, вне зависимости от размеров и предназначения, имеют такие элементы в своем строении:
- боковые канавки, что расположены вдоль инструмента;
- заборный конус;
- калибрующая рабочая часть;
- хвостовик;
- зажимная квадратная часть (в некоторых моделях).
Все метрические метчики обладают формой в виде винта, но канавки могут быть прямыми и винтовыми в зависимости от назначения оснастки.

Виды инструмента
На современном рынке строительных инструментов можно найти множество метрических метчиков, которые разнятся в зависимости от области применения. Выделяют основные группы:
- Слесарная оснастка, что производится со специальным воротником, сообщающим инструменту вращение. В большинстве случаев выпускаются ручные слесарные метчики. Применяются с целью формирования внутренней резьбы в корпусах.
- Машинный и машинно-ручной инструмент может использоваться на станочном оборудовании разного типа, например, токарных, фрезерных и сверлильных станках. Метчики с короткой заборной частью способны выдерживать огромные механические нагрузки. Используются для нарезания внутренней резьбы в заготовках больших размеров. Оснастка преимущественно используется в цехах, на заводах, крупных ремонтных мастерских.
- Гаечная оснастка необходима для создания резьбы в гайках. После нарезания метрической резьбы метчиком, гайки автоматически не снимаются и не падают, а продвигаются по удлиненной части хвостовика, за счет чего обеспечивается бесперебойное производство (станки имеют удлиненную форму).

Размеры
В производственных документах метрические метчики обозначаются буквой “М” и измеряются в миллиметрах в отличии от дюймовых, измерение которых выполняется в дюймах. Размер угла резьбы в профиль составляет 60°. Выполнены метрические метчики по ГОСТу 8724–2002.
| Обозначение размера, мм | Основной шаг | Сверление под резьбу |
| М 3 | 0,5 | 2,5 |
| М 4 | 0,7 | 3,3 |
| М 5 | 0,8 | 4,2 |
| М 6 | 1,0 | 5,0 |
| М 8 | 1,25 | 6,7 |
| М 10 | 1,5 | 8,5 |
| М 12 | 1,75 | 10,2 |
| М 14 | 2,0 | 12,0 |
| М 16 | 2,0 | 14,0 |
| М 18 | 2,5 | 15,4 |
| М 20 | 2,5 | 17,4 |
| М 22 | 2,5 | 19,4 |
| М 24 | 3,0 | 20,9 |
| М 27 | 3,0 | 23,9 |
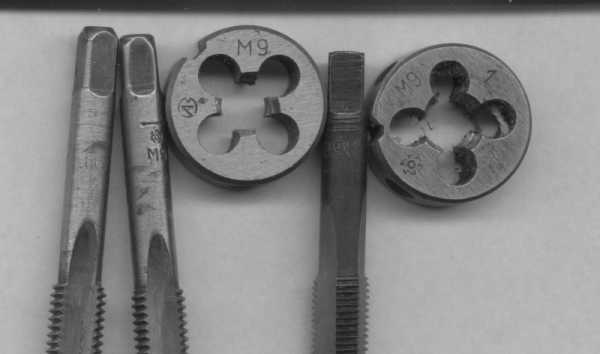
Плашки
Помимо машинных и ручных метчиков для метрической резьбы, на производственных и ремонтных участках активно используются плашки. Наибольшую популярность в современном производстве и ремонтных работах приобрели плашки, которые способны нарезать резьбу диаметром 52 мм.
Оснастка представляет собой закаленную металлическую гайку с осевыми отверстиями и канавками. Инструмент может иметь 3, 4 или 6 отверстий, которые служат отводом для стружки. Режущая часть сделана в виде внутреннего конуса. Толщина плашки может варьироваться от 8 до 10 витков, а длина 2-3 витка.
Метрическая плашка выполнена согласно ГОСТу 24705-2004 и активно применяется для нарезания наружной резьбы в заготовках. Чтобы приобрести большие по размеру плашки, их необходимо специально заказывать на металлообрабатывающих предприятиях.

Сфера применения
В зависимости от области использования, наборы метрических метчиков и плашек делятся на такие виды:
- бытовые инструменты, которые станут пригодными в гаражах, на садовых участках, на дачах для восстановления сорванной резьбы на болтах и гайках;
- ручная оснастка, что используется в мастерских по ремонту техники, автомобилей, инвентаря;
- профессиональные метчики и плашки, которые применяются в непрерывных линиях выпуска продукции на предприятиях с массовым и мелкосерийным производством.
Рекомендации к работе с метчиками
С целью совершенствования рабочего процесса, а именно нарезания резьбы, стоит воспользоваться следующими рекомендациями:
- Для минимизации риска заклинивания и снижения сопротивления в процессе работы, длина части для калибровки и зачистки должна быть от 6 до 12 шагов.
- Чтобы исключить биение при станочной нарезке резьбы, стоит равномерно по окружности распределить кромки режущей части.
- При ручном варианте нанесения резьбы, рекомендуется использовать 2 или 3 метчика (черновые и чистовые метчики, оснастку для зачистки).
- Нужно помнить, что захват под вороток применяется только при нанесении резьбы на детали на станочном оборудовании.
- Специалисту следует заранее подготовить отверстие перед формированием резьбы.
- Есть возможность измерить шаг резьбы с помощью резьбомера, а точные габариты деталей могут определяться штангенциркулем.
- Если необходимо лишь поправлять резьбу, а не создавать новую, то можно приобрести не комплектный, а одиночный инструмент.

Выбор набора
Перед тем, как приобретать наборы метчиков и плашек для метрической резьбы, рекомендуется заранее определить масштабы работ, для чего необходимы инструменты. Если нужна оснастка для домашнего использования, то профессиональные наборы метчиков и плашек не подойдут.
Перед покупкой важно внимательно осмотреть инструмент, ведь на сегодня в магазинах предлагаются как метрические, так и дюймовые варианты, которые визуально практически ничем не разнятся.

При выборе плашки нужно обратить внимание на форму профиля на последних витках, так как она должна быть треугольный. Также стоит оценить материал, из которого изготовлен инструмент. Отличным вариантом для метчиков и плашек станет высокопрочная углеродистая сталь. Металл обладает высокой прочностью и позволяет быстро и без ущерба для заготовки выполнить нарезку.
Перед приобретением спецоснастки рекомендуется заранее ознакомиться с общими принципами ее работы. Набор метчиков и плашек станет неотъемлемой частью в бытовых условиях, при ремонтах и на производстве, так как детали, что имеют резьбу, обладают посредственным качеством.
fb.ru
Метчик метрический: размеры и виды
Метрический метчик – это широко распространенная оснастка для дерево- и металлообрабатывающих станков. Данный инструмент предназначен для создания внутренней резьбы в сквозных и глухих отверстиях в деталях и заготовках. Метчик используется преимущественно в цехах, на производственных площадях, в ремонтных мастерских, иногда в домашних условиях.
Впервые резьбонарезной инструмент упоминается в истории Древнего Рима и Китая, а также в записях народов Майя. Однако такая оснастка, как ручной метрический метчик, появилась лишь в конце Средних веков (XV-XVI). До этого времени для формирования внутренней резьбы активно применялись примитивные токарные станки.

Конструктивные особенности
Первые метрические метчики обладали примитивным строением и выглядели как стержень с четырьмя гранями, на которых были нанесены зазубрины. На рабочей части в виде пологого конуса были выпилены режущие зубья. Чтобы сформировать внутреннюю резьбу, специалист должен был в заранее подготовленное отверстие завинтить метчик. Конечно, такой способ обладал многими недостатками, например:
- отрицательный показатель переднего угла;
- на режущей части нет задней поверхности.
Со временем конструкция оснастки стала совершенной и продуманной. Современные метчики для метрической резьбы, вне зависимости от размеров и предназначения, имеют такие элементы в своем строении:
- боковые канавки, что расположены вдоль инструмента;
- заборный конус;
- калибрующая рабочая часть;
- хвостовик;
- зажимная квадратная часть (в некоторых моделях).
Все метрические метчики обладают формой в виде винта, но канавки могут быть прямыми и винтовыми в зависимости от назначения оснастки.
Виды инструмента
На современном рынке строительных инструментов можно найти множество метрических метчиков, которые разнятся в зависимости от области применения. Выделяют основные группы:
- Слесарная оснастка, что производится со специальным воротником, сообщающим инструменту вращение. В большинстве случаев выпускаются ручные слесарные метчики. Применяются с целью формирования внутренней резьбы в корпусах.
- Машинный и машинно-ручной инструмент может использоваться на станочном оборудовании разного типа, например, токарных, фрезерных и сверлильных станках. Метчики с короткой заборной частью способны выдерживать огромные механические нагрузки. Используются для нарезания внутренней резьбы в заготовках больших размеров. Оснастка преимущественно используется в цехах, на заводах, крупных ремонтных мастерских.
- Гаечная оснастка необходима для создания резьбы в гайках. После нарезания метрической резьбы метчиком, гайки автоматически не снимаются и не падают, а продвигаются по удлиненной части хвостовика, за счет чего обеспечивается бесперебойное производство (станки имеют удлиненную форму).
Размеры
В производственных документах метрические метчики обозначаются буквой “М” и измеряются в миллиметрах в отличии от дюймовых, измерение которых выполняется в дюймах. Размер угла резьбы в профиль составляет 60°. Выполнены метрические метчики по ГОСТу 8724–2002.
| Обозначение размера, мм | Основной шаг | Сверление под резьбу |
| М 3 | 0,5 | 2,5 |
| М 4 | 0,7 | 3,3 |
| М 5 | 0,8 | 4,2 |
| М 6 | 1,0 | 5,0 |
| М 8 | 1,25 | 6,7 |
| М 10 | 1,5 | 8,5 |
| М 12 | 1,75 | 10,2 |
| М 14 | 2,0 | 12,0 |
| М 16 | 2,0 | 14,0 |
| М 18 | 2,5 | 15,4 |
| М 20 | 2,5 | 17,4 |
| М 22 | 2,5 | 19,4 |
| М 24 | 3,0 | 20,9 |
| М 27 | 3,0 | 23,9 |
Плашки
Помимо машинных и ручных метчиков для метрической резьбы, на производственных и ремонтных участках активно используются плашки. Наибольшую популярность в современном производстве и ремонтных работах приобрели плашки, которые способны нарезать резьбу диаметром 52 мм.
Оснастка представляет собой закаленную металлическую гайку с осевыми отверстиями и канавками. Инструмент может иметь 3, 4 или 6 отверстий, которые служат отводом для стружки. Режущая часть сделана в виде внутреннего конуса. Толщина плашки может варьироваться от 8 до 10 витков, а длина 2-3 витка.
Метрическая плашка выполнена согласно ГОСТу 24705-2004 и активно применяется для нарезания наружной резьбы в заготовках. Чтобы приобрести большие по размеру плашки, их необходимо специально заказывать на металлообрабатывающих предприятиях.
Сфера применения
В зависимости от области использования, наборы метрических метчиков и плашек делятся на такие виды:
- бытовые инструменты, которые станут пригодными в гаражах, на садовых участках, на дачах для восстановления сорванной резьбы на болтах и гайках;
- ручная оснастка, что используется в мастерских по ремонту техники, автомобилей, инвентаря;
- профессиональные метчики и плашки, которые применяются в непрерывных линиях выпуска продукции на предприятиях с массовым и мелкосерийным производством.
Рекомендации к работе с метчиками
С целью совершенствования рабочего процесса, а именно нарезания резьбы, стоит воспользоваться следующими рекомендациями:
- Для минимизации риска заклинивания и снижения сопротивления в процессе работы, длина части для калибровки и зачистки должна быть от 6 до 12 шагов.
- Чтобы исключить биение при станочной нарезке резьбы, стоит равномерно по окружности распределить кромки режущей части.
- При ручном варианте нанесения резьбы, рекомендуется использовать 2 или 3 метчика (черновые и чистовые метчики, оснастку для зачистки).
- Нужно помнить, что захват под вороток применяется только при нанесении резьбы на детали на станочном оборудовании.
- Специалисту следует заранее подготовить отверстие перед формированием резьбы.
- Есть возможность измерить шаг резьбы с помощью резьбомера, а точные габариты деталей могут определяться штангенциркулем.
- Если необходимо лишь поправлять резьбу, а не создавать новую, то можно приобрести не комплектный, а одиночный инструмент.
Выбор набора
Перед тем, как приобретать наборы метчиков и плашек для метрической резьбы, рекомендуется заранее определить масштабы работ, для чего необходимы инструменты. Если нужна оснастка для домашнего использования, то профессиональные наборы метчиков и плашек не подойдут.
Перед покупкой важно внимательно осмотреть инструмент, ведь на сегодня в магазинах предлагаются как метрические, так и дюймовые варианты, которые визуально практически ничем не разнятся.
При выборе плашки нужно обратить внимание на форму профиля на последних витках, так как она должна быть треугольный. Также стоит оценить материал, из которого изготовлен инструмент. Отличным вариантом для метчиков и плашек станет высокопрочная углеродистая сталь. Металл обладает высокой прочностью и позволяет быстро и без ущерба для заготовки выполнить нарезку.
Перед приобретением спецоснастки рекомендуется заранее ознакомиться с общими принципами ее работы. Набор метчиков и плашек станет неотъемлемой частью в бытовых условиях, при ремонтах и на производстве, так как детали, что имеют резьбу, обладают посредственным качеством.
autogear.ru
Метчик метрический: размеры и виды
Бизнес 12 января 2018Метрический метчик – это широко распространенная оснастка для дерево- и металлообрабатывающих станков. Данный инструмент предназначен для создания внутренней резьбы в сквозных и глухих отверстиях в деталях и заготовках. Метчик используется преимущественно в цехах, на производственных площадях, в ремонтных мастерских, иногда в домашних условиях.
Впервые резьбонарезной инструмент упоминается в истории Древнего Рима и Китая, а также в записях народов Майя. Однако такая оснастка, как ручной метрический метчик, появилась лишь в конце Средних веков (XV-XVI). До этого времени для формирования внутренней резьбы активно применялись примитивные токарные станки.

Конструктивные особенности
Первые метрические метчики обладали примитивным строением и выглядели как стержень с четырьмя гранями, на которых были нанесены зазубрины. На рабочей части в виде пологого конуса были выпилены режущие зубья. Чтобы сформировать внутреннюю резьбу, специалист должен был в заранее подготовленное отверстие завинтить метчик. Конечно, такой способ обладал многими недостатками, например:
- отрицательный показатель переднего угла;
- на режущей части нет задней поверхности.
Со временем конструкция оснастки стала совершенной и продуманной. Современные метчики для метрической резьбы, вне зависимости от размеров и предназначения, имеют такие элементы в своем строении:
- боковые канавки, что расположены вдоль инструмента;
- заборный конус;
- калибрующая рабочая часть;
- хвостовик;
- зажимная квадратная часть (в некоторых моделях).
Все метрические метчики обладают формой в виде винта, но канавки могут быть прямыми и винтовыми в зависимости от назначения оснастки.

Виды инструмента
На современном рынке строительных инструментов можно найти множество метрических метчиков, которые разнятся в зависимости от области применения. Выделяют основные группы:
- Слесарная оснастка, что производится со специальным воротником, сообщающим инструменту вращение. В большинстве случаев выпускаются ручные слесарные метчики. Применяются с целью формирования внутренней резьбы в корпусах.
- Машинный и машинно-ручной инструмент может использоваться на станочном оборудовании разного типа, например, токарных, фрезерных и сверлильных станках. Метчики с короткой заборной частью способны выдерживать огромные механические нагрузки. Используются для нарезания внутренней резьбы в заготовках больших размеров. Оснастка преимущественно используется в цехах, на заводах, крупных ремонтных мастерских.
- Гаечная оснастка необходима для создания резьбы в гайках. После нарезания метрической резьбы метчиком, гайки автоматически не снимаются и не падают, а продвигаются по удлиненной части хвостовика, за счет чего обеспечивается бесперебойное производство (станки имеют удлиненную форму).

Размеры
В производственных документах метрические метчики обозначаются буквой “М” и измеряются в миллиметрах в отличии от дюймовых, измерение которых выполняется в дюймах. Размер угла резьбы в профиль составляет 60°. Выполнены метрические метчики по ГОСТу 8724–2002.
| Обозначение размера, мм | Основной шаг | Сверление под резьбу |
| М 3 | 0,5 | 2,5 |
| М 4 | 0,7 | 3,3 |
| М 5 | 0,8 | 4,2 |
| М 6 | 1,0 | 5,0 |
| М 8 | 1,25 | 6,7 |
| М 10 | 1,5 | 8,5 |
| М 12 | 1,75 | 10,2 |
| М 14 | 2,0 | 12,0 |
| М 16 | 2,0 | 14,0 |
| М 18 | 2,5 | 15,4 |
| М 20 | 2,5 | 17,4 |
| М 22 | 2,5 | 19,4 |
| М 24 | 3,0 | 20,9 |
| М 27 | 3,0 | 23,9 |
Плашки
Помимо машинных и ручных метчиков для метрической резьбы, на производственных и ремонтных участках активно используются плашки. Наибольшую популярность в современном производстве и ремонтных работах приобрели плашки, которые способны нарезать резьбу диаметром 52 мм.
Оснастка представляет собой закаленную металлическую гайку с осевыми отверстиями и канавками. Инструмент может иметь 3, 4 или 6 отверстий, которые служат отводом для стружки. Режущая часть сделана в виде внутреннего конуса. Толщина плашки может варьироваться от 8 до 10 витков, а длина 2-3 витка.
Метрическая плашка выполнена согласно ГОСТу 24705-2004 и активно применяется для нарезания наружной резьбы в заготовках. Чтобы приобрести большие по размеру плашки, их необходимо специально заказывать на металлообрабатывающих предприятиях.

Сфера применения
В зависимости от области использования, наборы метрических метчиков и плашек делятся на такие виды:
- бытовые инструменты, которые станут пригодными в гаражах, на садовых участках, на дачах для восстановления сорванной резьбы на болтах и гайках;
- ручная оснастка, что используется в мастерских по ремонту техники, автомобилей, инвентаря;
- профессиональные метчики и плашки, которые применяются в непрерывных линиях выпуска продукции на предприятиях с массовым и мелкосерийным производством.
Рекомендации к работе с метчиками
С целью совершенствования рабочего процесса, а именно нарезания резьбы, стоит воспользоваться следующими рекомендациями:
- Для минимизации риска заклинивания и снижения сопротивления в процессе работы, длина части для калибровки и зачистки должна быть от 6 до 12 шагов.
- Чтобы исключить биение при станочной нарезке резьбы, стоит равномерно по окружности распределить кромки режущей части.
- При ручном варианте нанесения резьбы, рекомендуется использовать 2 или 3 метчика (черновые и чистовые метчики, оснастку для зачистки).
- Нужно помнить, что захват под вороток применяется только при нанесении резьбы на детали на станочном оборудовании.
- Специалисту следует заранее подготовить отверстие перед формированием резьбы.
- Есть возможность измерить шаг резьбы с помощью резьбомера, а точные габариты деталей могут определяться штангенциркулем.
- Если необходимо лишь поправлять резьбу, а не создавать новую, то можно приобрести не комплектный, а одиночный инструмент.

Выбор набора
Перед тем, как приобретать наборы метчиков и плашек для метрической резьбы, рекомендуется заранее определить масштабы работ, для чего необходимы инструменты. Если нужна оснастка для домашнего использования, то профессиональные наборы метчиков и плашек не подойдут.
Перед покупкой важно внимательно осмотреть инструмент, ведь на сегодня в магазинах предлагаются как метрические, так и дюймовые варианты, которые визуально практически ничем не разнятся.

При выборе плашки нужно обратить внимание на форму профиля на последних витках, так как она должна быть треугольный. Также стоит оценить материал, из которого изготовлен инструмент. Отличным вариантом для метчиков и плашек станет высокопрочная углеродистая сталь. Металл обладает высокой прочностью и позволяет быстро и без ущерба для заготовки выполнить нарезку.
Перед приобретением спецоснастки рекомендуется заранее ознакомиться с общими принципами ее работы. Набор метчиков и плашек станет неотъемлемой частью в бытовых условиях, при ремонтах и на производстве, так как детали, что имеют резьбу, обладают посредственным качеством.
Источник: fb.ru
monateka.com
Метчик – что это такое, устройство, применение, таблица для нарезания резьбы
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.
- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия – ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
mekkain.ru
110 фото правильного подбора и использования инструмента
В некоторых случаях при проведении монтажных работ требуется восстановление гаек, ремонт сорванных болтов, устранение замятой резьбы внутреннего размещения. Купить новые крепежные элементы может быть затруднительно. Решить проблему поможет метчик.

Краткое содержимое статьи:
Конструктивные особенности приспособления
Метчик для нарезки резьбы представляет собой прочный стержень из стали или твердосплавных металлов. На стержень нанесены режущие элементы. Благодаря термической обработке конструкции, этот инструмент может быстро нарезать канавки для вкручивания на основании.
Резьбу можно создать как на съемных деталях, так и на конструктивных элементах, которые прочно крепятся на более крупные по размерам блоки.

Конструктивно инструмент включает:
- Канавки в количестве 2-6 штук для удаления стружечной массы и поступления смазки. Такие впадины могут быть однорадиусной, двухповерхностной с прямолинейным или радиусным типом передней и задней поверхности. Канавки направляются линейно, по спирали влево или вправо.
- Коническая заборная часть конструкции, облегчающая врезание зубьев с углом наклона 3-20 градусов.
- Цилиндрический калибрующий компонент с занижением обратного типа в пределах 0,1 мм.
Разновидности инструмента
Крепежное соединение будет качественным и надежным, если вам удастся правильно подобрать ручные метчики. При выборе следует руководствоваться действующими типами классификации.

Назначение приспособления
Метчики слесарного назначения используют технологию воротка при обустройстве резьбы в деталях корпусного типа. Чаще всего в работе применяют наборы метчиков. Каждый инструмент обеспечивает снятие только части припуска – от черновой обработки до финишной набивки резьбы.

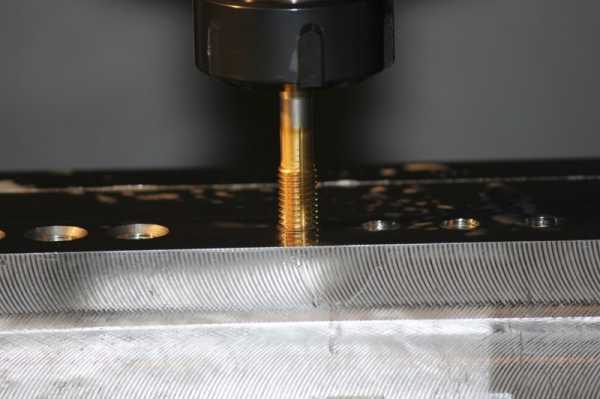
Механически нарезать резьбу можно при помощи машинной обработки. Для этого применяются сверлильные и токарные станки, агрегатные механизмы. Инструмент отличается большей прочностью. Также он наделяется заборным компонентом в более укороченной форме.

Гаечные приспособления требуются для качественного нарезания гаек. Конус для забора более длинный, а для обработки детали требуется надевать их на прямолинейный хвостовик при использовании сверлильного и товарного станка или изогнутый хвостовик в случае работы на резьбонарезном агрегате.

Виды по конструкции
По фото метчика можно определить возможность использования различных видов данного инструмента по конструктивным особенностям.

Различают:
- бесканавочные для нарезания в алюминиевых деталях или заготовках из легированной стали;
- с канавками винтового типа под глухую резьбу;
- с зубьями в шахматной последовательности для работы с вязкими материалами;
- ступенчатые для более четкого придания форм;
- комбинированные для совмещения функций сверла и метчика;
- протяжного типа с целью нарезания резьбы с отверстием насквозь;
- колокольные метчики под резьбу большого диаметра.
Особенности измерения резьбы
В инструментах может применяться метрическая и дюймовая система измерения размера. В приспособлениях первого типа шаг резьбы метчиков задается в миллиметрах. При этом для каждого типоразмера М3-М27 задается основной (более крупный) шаг и мелкие дополнительные шаги под резьбу.

При использовании второго варианта в обозначении диаметра используется дюйм, а вместо указания шага задается число витков, приходящихся на 1 дюйм размера. Шаг резьбы будет больше в том случае, если увеличено число витков.

Различия в форме профиля
Метчики могут быть коническими или трапециевидными. Первые необходимы для нарезки резьбы непосредственно там, где будет фиксироваться крепеж с соблюдением заданной герметичности.

Трапециевидная конструкция необходима при обустройстве резьбы ходового типа. Она требуется в деталях, которые переводят вращающиеся перемещения в поступательные.

Направленность резьбы
Если правосторонние метчики проделывают резьбу для большинства крепежей в соответствии с направлением часовой стрелки, то левосторонние задают левый тип резьбы, т.е. против стрелки часов.

Последний вариант необходим для крепления деталей, которые постоянно вращаются, а поэтому требуется минимизировать или исключить полностью ослабление в процессе такого движения.
Как правильно использовать
Размеры метчиков варьируются в зависимости от поставленной цели, однако для всех типов необходимо придерживаться общей технологии использования:

Определить требуемый диаметр отверстия. Подобрать метчик и сверло с нужными размерами.

Просверлить отверстие с размером меньше диаметра самого метчика. Например, для резьбы диаметром 5 мм потребуется отверстие 4,2 мм в мягких металлах – латуни или стали. В твердо металлических изделиях сверлится отверстие 4,1 мм.

В отверстие последовательно вставляется черновой метчик с крупными режущими элементами для удаления 3/4 материала, а затем чистовой для окончательной обработки.
 Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.
Хвостовик должен быть прочно закреплен в метчикодержателе ручного аппарата.

Рукоятка аппарата вращается плавно с предварительной обработкой отверстия и рабочей части смазкой. Регулярно следует удалять стружку.

Резьбонарезные инструменты помогают быстро решить проблемы с подгонкой крепежных элементов. Они могут быть ручными и механическими. При покупке этих приспособлений следует также уделять особое внимание качеству изготовления. Среди ручных моделей рекомендуют использовать продукцию Jonnesway, FIT, MATRIX или STAYER. В результате их использования созданное крепление будет прочным и надежным.
Фото метчика
























Также рекомендуем посетить:
zdesinstrument.ru