Метчиком нарезать резьбу: технология нарезки резьбы, таблица размеров
alexxlab | 10.05.2023 | 0 | Разное
Как нарезать резьбу метчиком || Крепеж24
Иногда, складываются такие ситуации, что приходится отрезать часть какой-либо трубы, из-за того, что резьба на ней пришла в негодность.
В таком случае необходимо, либо покупать новую трубу, либо же пойти другим путём и нарезать резьбу на старой. Первый способ менее накладный, но более дорогостоящий, нежели второй, поэтому многие делают свой выбор именно в пользу метчика. В этой статье попытаемся разъяснить, как нарезать трубу метчиком.
Выделяют две разновидности резьбы: внутренняя и внешняя. Для изготовления внутренней резьбы используется метчик, нарезка внешней осуществляется при помощи двух специальных инструментов: клуппа или плашки.
Перед началом работы необходимо, чтобы у вас под рукой находился резьбонарезный набор, который можно купить в любом хозяйственном или строительном магазине. Обычно такие наборы включают в себя два метчика (не путать с плашками или клуппами). Каждый из них выполняет определённую функцию в процессе нарезки резьбы. Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Первый номер метчика используется для первоначальной обработки трубы, его рабочая часть представлена более тупыми режущими гранями, и острым заходом. После прохождения первым номером, используют второй метчик, который называется чистовым. Он оснащён рабочей частью с тупым заходом и достаточно острыми гранями.
Нарезка осуществляется путём очерёдного применения метчиков, сначала используют первый, а затем чистовой. Безусловно, нарезку можно производить сразу же чистовым метчиком, но это грозит поломкой инструмента.
Перед походом в строительный магазин за набором выясните диаметр отверстия, в котором необходимо сделать резьбу. Без этой информации вы можете ошибиться в выборе инструмента, что повлечёт за собой финансовые убытки. Определить диаметр отверстия можно либо, зная диаметр сверла, либо же используя штангенциркуль. При нарезании резьбы в глухом отверстии необходимо соблюдать правило, согласно которому длина метчика должна быть на пару миллиметров меньше, чем глубина отверстия.
Перед началом работы в обязательном порядке инструмент и рабочее поле обильно смазываются машинным маслом. После этого метчик необходимого размера закрепляют в удерживающем устройстве и аккуратно погружают в отверстие. Затем производят плавные движения по часовой стрелке. Необходимо применить некоторое усилие для того, чтобы резьба начала нарезаться. На этом этапе ни в коем случае нельзя допускать перекосов со стороны метчика, так как в этом случае нарушится структура резьбовой поверхности. Если вдруг вы почувствовали затруднение в прокручивании инструмента, то просто поверните его на четверть оборота против часовой стрелки, а потом продолжите процесс. Благодаря этому будет сбита стружка, что приведёт к уменьшению сопротивления движению инструмента.
В некоторых случаях при чрезмерном прикладывании силы при нарезке резьбы происходит облом инструмента в отверстии. В таком случае необходимо приложить определённые усилия для того, чтобы произвести удаление обломка из заготовки. Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Проще всего сломанный метчик вытащить тогда, когда он выступает за пределы отверстия, в таком случае его просто захватывают плоскогубцами и выворачивают. Если же он обломился в глубине отверстия, то его удаление производят, либо при помощи гвоздя, либо П-образной проволоки.
Бывает, что под рукой нет ничего кроме чернового метчика, а резьбовое соединение необходимо сделать в кратчайшие сроки. В такой ситуации не стоит судорожно искать чистовой метчик, можно всего лишь несколько раз прокрутить имеющийся в отверстии, а после этого при помощи обыкновенного болта соответствующего диаметра произвести окончательную обработку.
При отсутствии в наборе метчикодержателя, его можно заменить обычным накидным или рожковым ключом, либо же изготовить вороток самостоятельно, для этого в небольшой полоске, размером до 8 сантиметров делают отверстие диаметром на 2-3 миллиметра меньше, чем размер метчика. После этого при помощи надфиля из отверстия делают квадрат, который и будет удерживать резьбонарезное устройство.
Купить метчик по досутпной цене можно в каталоге сайта здесь https://krepeg24.ru/catalog/bury-sverla-rashodka/metchiki-plashk – или в магазинах Крепеж24 в Красноярске, Иркутске, Лесосибирске и Абакане.
|
Нарезание резьбы метчиками Категория: Токарные автоматы и полуавтоматы Нарезание резьбы метчиками Машинные метчики. Для нарезания внутренней резьбы на токарных автоматах и полуавтоматах применяют машинные метчики, которыми можно нарезать резьбу за один или несколько рабочих ходов (за один рабочий ход нарезают резьбу с шагом до 3 мм; резьбы с шагом более 3 мм, а также длинные резьбы, т. е. нарезаемые на значительных участках, резьбы в глухих отверстиях и труднообрабатываемых материалах независимо от шага нарезают за 2—3 рабочих хода). Способы нарезания резьбы. Имеется два способа нарезания резьбы машинными метчиками — с принудительной подачей и самозатягиванием инструмента. Нарезание с принудительной подачей требует равенства шага нарезаемой резьбы и продольной подачи на один оборот относительно вращения инструмента и заготовки. Точное совпадение этих величин иногда может быть не достигнуто, что вызовет срезание ниток резьбы, «заедание» и поломки инструмента. В целях предотвращения этого применяют специальные средства закрепления инструмента (например, патрон-метчикодержатель), которые обеспечивают его свободное осевое смещение на некоторой длине. При нарезании с самозатягиванием инструмента коротких резьб инструмент закрепляют в метчикодержателях, обеспечивающих свободное осевое перемещение на длине, превосходящей длину нарезаемой резьбы. Нарезание резьб с крупным шагом требует самозатягивания метчика в начальный момент нарезания, на первых двух-трех нитках. С этой целью на заборном участке первого метчика . Заборную часть машинных метчиков для нарезания метрической резьбы в глухих отверстиях рекомендуется применять равной 2Р, т. е. удвоенному шагу резьбы. Затылкование профиля на длине заборной части выполняют под углом а, меняющимися в зависимости от твердости и вязкости обрабатываемого материала. Резьбу в вязких материалах следует нарезать метчиками с вырезанными в шахматном порядке нитками на калибрующей части или на всей длине, включая и заборную часть. Вырезание ниток может производиться в шахматном порядке от пера к перу или от витка к витку. Чередование полных и срёзанных ниток через каждый оборот возможно только на калибрующей части. На заборной части это недопустимо вследствие возникновения значительных нагрузок на остающейся нитке. Обычно при нарезании резьбы метчики разбивают резьбовые отверстия, т. е. делают их немного больше фактических размеров самих метчиков (величина разбивания среднего диаметра резьбы — 0,075—0,12 мм). При нарезании резьбы в некоторых вязких материалах, например в меди, возникает усадка нарезаемого отверстия. Отверстия под резьбу. Для пластичных материалов, таких, как сталь, латунь, которым свойственно пластическое деформирование под воздействием режущих инструментов, диаметры отверстий под резьбу должны быть больше внутреннего диаметра di гайки настолько, чтобы выдавленный внутрь металл не уменьшил его более, чем допустимо (практически это 6% величины шага метрической резьбы). Допустим, если надо нарезать в латуни резьбу Ml 8X2, то диаметр сверла составит 18—(2—0,12) = 16,12 мм. Для непластичных материалов, таких, как чугун, бронза, диаметры сверл для отверстий можно принимать равными d—Р, где d — номинальный диаметр резьбы. Р — шаг резьбы. Наличие фаски у отверстия — обязательное условие надежного и правильного врезания заборного конуса метчика. Фаски под углом 45° делают на ширине, равной половине шага резьбы, т. е. 0,5 Р. В патронах-метчикодержателях к токарному автомату наличие спиральных торцовых зубьев на зубчатой муфте и хвостовике позволяет держателю удерживать от проворачивания метчик, закрепленный в держателе тремя стопорными винтами. После прекращения подачи и незначительного самозатягивания зубья расцепляются, и патрон начинает вращаться вхолостую. Как только происходит реверсирование вращения, зубья под действием пружины вновь сцепляются, и сразу начинается вывинчивание метчика и обратный ход. Для нарезания резьбы преимущественно в глухих отверстиях на токарных многошпиндельных автоматах могут применяться патроны, показанные на рис. Рис. 1. Патрон-метчикодержатель к токарным автоматам: Рис. В многошпиндельных горизонтальных автоматах патрон с метчиком устанавливают в стойке с независимой подачей и шпинделем независимого вращения (работа с обгоном). Кулачок подачи суппорта на рабочем участке выполняют с подъемом, обеспечивающим скорость движения суппорта, на 5—10% меньшую скорости подачи метчика, вследствие чего нарезание резьбы происходит методом самозатягивания метчика. Надежность и стабильность процесса требуют такого регулирования пружин, чтобы их упругие усилия были равны необходимым для удерживания оправки в горизонтальном положении, а если применяют патрон с независимым вращением, то чтобы и инерционные силы не преодолевали усилия пружин, выводя оправку из горизонтального положения. При нарезании резьб метчиком диаметром более 12 мм применяют патрон, показанный на рис. 2, б. Оправки и стакан имеют сопрягаемые конические участки, хорошо направляющие метчик в процессе его врезания. Предварительное сжатие пружины обеспечивает прилегание конусов и необходимое осевое перемещение оправки. Патрон, показанный на рис. 2, в, предназначен для нарезания длинных резьб, в 2—3 раза превышающих диаметр. Затупление метчиков и дефекты, возникающие при нарезании резьбы. В процессе резьбонарезания происходит затупление метчиков, у которых постепенно истираются нитки заборной части. По мере увеличения этого истирания повышаются усилия резания, а поверхность нарезания становится шероховатой, с различными дефектами. Чрезмерное затупление приводит к поломке инструмента или вырыву заготовки из патрона. Предельно допустимая величина затупления р, мм, тем больше, чем больше шаг резьбы. Так, для метчиков с шагом резьбы 0,5—2,5 мм величина допустимого затупления р,= 0,04…0,7 мм. Разбивание резьбы возникает вследствие неточного центрирования метчика с нарезаемым отверстием, его радиального биения при нарезании резьбы в отверстии слишком большого диаметра, а также неправильной регулировки или некачественного состояния патрона. Рис. 3. Схема затупления заборной части метчика Конусность резьбы является следствием неправильного вращения метчика, разбивающего начало отверстия, и отсутствия у метчика обратного конуса, так как нитки калибрующей части производят небольшое дополнительное резание. Поломка метчика происходит по следующим причинам: метчик упирается в дно отверстия; стружечные канавки малы и не могут вместить всю срезаемую стружку; стружка защемляется при вывертывании метчика; условия отвода стружки не соответствуют необходимым; слишком мал диаметр отверстия под резьбу; работа ведется затупленным метчиком. Реклама:Читать далее:Нарезание резьбы плашками на токарных автоматах
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 специальной подточкой уменьшают притупление резьбы, которое неизбежно при шлифовании заборного конуса. У последующих метчиков передние направляющие заборного участка должны представлять собой короткие (две-три нитки) нарезки с диаметрами, обеспечивающими легкое свинчивание с резьбой, образованной первым метчиком.
специальной подточкой уменьшают притупление резьбы, которое неизбежно при шлифовании заборного конуса. У последующих метчиков передние направляющие заборного участка должны представлять собой короткие (две-три нитки) нарезки с диаметрами, обеспечивающими легкое свинчивание с резьбой, образованной первым метчиком.

 2. Крепление метчиков диаметром до 10—12 мм осуществляется в патроне, изображенном на рис. 2, а. Оправку с закрепленным в ней метчиком устанавливают в стакан. Зазор между оправкой и стаканом, образуемый с помощью концентричных подпружиненных шариков, компенсирует возможное отклонение от соосности инструмента и отверстия в заготовке. На сферическом конце оправки запрессована ось с насаженными на нее шарикоподшипниками, наружные кольца которых находятся в пазах стакана. Они воспринимают крутящий момент и позволяют оправке перемещаться в осевом направлении под действием незначительного усилия. Если в начале цикла нарезания оправка занимает среднее или крайнее левое положение, то при встрече метчика с заготовкой она останавливается. Процесс нарезания начинается, как только упор 7 прекратит относительное осевое смещение оправки, вследствие чего заборный конус метчика начнет врезаться в заготовку.
2. Крепление метчиков диаметром до 10—12 мм осуществляется в патроне, изображенном на рис. 2, а. Оправку с закрепленным в ней метчиком устанавливают в стакан. Зазор между оправкой и стаканом, образуемый с помощью концентричных подпружиненных шариков, компенсирует возможное отклонение от соосности инструмента и отверстия в заготовке. На сферическом конце оправки запрессована ось с насаженными на нее шарикоподшипниками, наружные кольца которых находятся в пазах стакана. Они воспринимают крутящий момент и позволяют оправке перемещаться в осевом направлении под действием незначительного усилия. Если в начале цикла нарезания оправка занимает среднее или крайнее левое положение, то при встрече метчика с заготовкой она останавливается. Процесс нарезания начинается, как только упор 7 прекратит относительное осевое смещение оправки, вследствие чего заборный конус метчика начнет врезаться в заготовку. 2. Патроны-метчикодержатели к многошпиндельным токарным автоматам для крепления метчиков диаметрами до 10—12 мм (а), более 12 мм (б) и предназначенных для нарезания длинных резьб, в 2—3 раза превышающих диаметр (в):
2. Патроны-метчикодержатели к многошпиндельным токарным автоматам для крепления метчиков диаметрами до 10—12 мм (а), более 12 мм (б) и предназначенных для нарезания длинных резьб, в 2—3 раза превышающих диаметр (в): 
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ ВРУЧНУЮ
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ ВРУЧНУЮ – С ИСПОЛЬЗОВАНИЕМ МЕТЧИКОВ И ДЕРЖАТЕЛЯ МЕТЧИКА / КЛЮЧА| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | ||
| НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ ВРУЧНУЮ – С ИСПОЛЬЗОВАНИЕМ МЕТЧИКОВ И ДЕРЖАТЕЛЬ КРАНА / КЛЮЧ | ||
В. Райан © 2019 Райан © 2019 | ||
| PDF-ФАЙЛ – НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ТАБЛИЦ | ДЛЯ ПЕЧАТИ||
Внутреннюю резьбу малого диаметра можно нарезать вручную с помощью держателя метчика / ключа. Метчик изготовлен из быстрорежущей стали. Более дешевые версии производятся из углеродистой стали. В обоих случаях они закалены, чтобы выдерживать нарезание резьбы в течение всего срока службы. Целью «метчика» является нарезание резьбы в «отверстие», которое было точно просверлено до определенного размера. Например, отверстие диаметром 5 мм можно «нарезать» для резьбы М6 (метрическая). В отверстие диаметром 6,8 мм можно нарезать резьбу M8. Это зависит от того, требуется ли грубая или тонкая нить. Метчики обычно покупаются в комплекте из трех штук (см. ниже). Конический метчик используется чаще всего, так как он нарезает резьбу через отверстие. | ||
| ||
| Для нарезания резьбы во внутреннем отверстии требуется вороток/держатель. Ниже показаны два типичных типа. Метчик закреплен в центре ключа, губки которого затягиваются на хвостовике квадратного сечения. Это означает, что вороток не должен скользить при вращении во время использования. | ||
Этот вороток с патроном затягивается на хвостовике метчика так же, как патрон сверлильного станка. В этом случае он затягивается только усилием руки. В этом случае он затягивается только усилием руки. | ||
| НАРЕЗАНИЕ РЕЗЬБЫ С НАБОРОМ МЕТЧИКОВ | ||
| При нарезании резьбы конусный метчик помещается в ключ. Конический конец метчика помещается в отверстие. Ключ поворачивают по часовой стрелке на полный оборот, а затем на пол-оборота против часовой стрелки. Это удалит мусор из резьбового отверстия. ПРИМЕЧАНИЕ. Рекомендуется наносить на конус метчика «режущий состав», такой как Trefolex. Это смазывает метчик, делая резку более легкой и гладкой. | ||
«Глухое отверстие» необходимо вырезать сначала с помощью конического метчика, затем промежуточного метчика и, наконец, метчика-пробки. Во время этой процедуры важно использовать режущий состав. Во время этой процедуры важно использовать режущий состав. | ||
| НАИБОЛЕЕ РАСПРОСТРАНЕННЫЕ МЕТРИЧЕСКИЕ РАЗМЕРЫ СВЕРЛА | ||
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ | ||
| ||
 Если требуется нарезать резьбу в «глухом» отверстии (отверстии, просверленном НЕ насквозь), сначала используется конический метчик, затем «промежуточный» метчик и, наконец, метчик-пробка. Использование всех трех метчиков на глухом отверстии гарантирует, что резьба будет нарезана почти до дна отверстия.
Если требуется нарезать резьбу в «глухом» отверстии (отверстии, просверленном НЕ насквозь), сначала используется конический метчик, затем «промежуточный» метчик и, наконец, метчик-пробка. Использование всех трех метчиков на глухом отверстии гарантирует, что резьба будет нарезана почти до дна отверстия.Объяснение различных способов нарезания резьбы
блог threadcutting
Нарезание резьбы: различные способы
Объяснение резьбы метчиком
Нарезание резьбы — это метод, который используется для создания резьбы на металлических изделиях и в них. Этот процесс режет металл, в результате чего образуется борозда в форме спирали. Это винтовая резьба. Нарезка резьбы часто используется в производственных центрах, при обслуживании и установке. Например, резьба применяется к болту и гайке, что делает их соединяемыми. С помощью инструментов для нарезания резьбы можно нарезать как внутреннюю, так и внешнюю резьбу. Для изготовления внутренней винтовой резьбы (в отверстии) наиболее распространенным методом является нарезание резьбы метчиком. Эти метчики могут быть как ручными, так и машинными.
Это винтовая резьба. Нарезка резьбы часто используется в производственных центрах, при обслуживании и установке. Например, резьба применяется к болту и гайке, что делает их соединяемыми. С помощью инструментов для нарезания резьбы можно нарезать как внутреннюю, так и внешнюю резьбу. Для изготовления внутренней винтовой резьбы (в отверстии) наиболее распространенным методом является нарезание резьбы метчиком. Эти метчики могут быть как ручными, так и машинными.
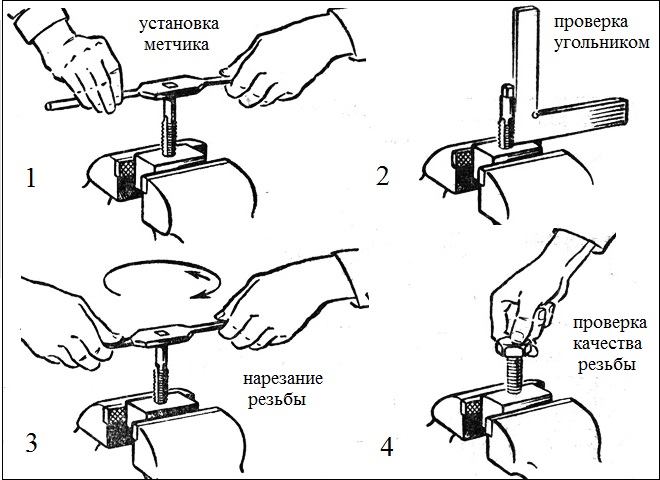
Ручные метчики всегда поставляются в наборе из трех штук, где первый метчик используется для постепенного нарезания резьбы (начальный метчик), второй метчик нарезает глубже (средний метчик), а третий метчик полностью нарезает резьбу (финишный метчик). ). Первый метчик самый конический, и с каждым метчиком он становится менее коническим. Тот факт, что вам нужно три метчика вместо одного, заключается в том, что в противном случае потребуется слишком много силы, чтобы нарезать резьбу за один раз, что может привести к поломке метчика, и это не улучшит качество резьбы. Ручные метчики в основном используются для ремонтных работ или в местах, где нельзя работать машинным метчиком. Обычно для поворота ручного метчика в материале используется разводной ключ. Он размещается вокруг квадратной части метчика, после чего, поворачивая вороток двумя руками, метчик врезается в материал. Помимо разводного воротка, для этой цели также можно использовать вороток с Т-образной рукояткой и трещоткой. Это решение обычно выбирают, когда не хватает места для работы с разводным воротком. Для управления воротком с Т-образной рукояткой требуется только одна рука.
Ручные метчики в основном используются для ремонтных работ или в местах, где нельзя работать машинным метчиком. Обычно для поворота ручного метчика в материале используется разводной ключ. Он размещается вокруг квадратной части метчика, после чего, поворачивая вороток двумя руками, метчик врезается в материал. Помимо разводного воротка, для этой цели также можно использовать вороток с Т-образной рукояткой и трещоткой. Это решение обычно выбирают, когда не хватает места для работы с разводным воротком. Для управления воротком с Т-образной рукояткой требуется только одна рука.
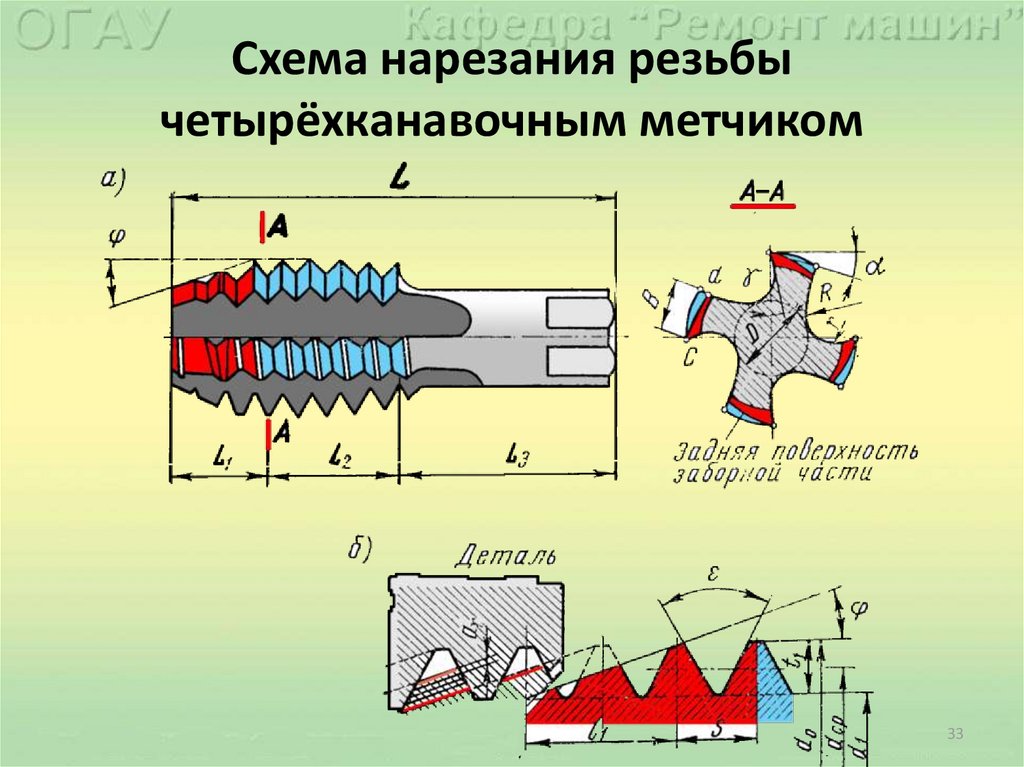
Машинные метчики комплектом не идут, так как в данном случае нужен только один метчик. Машинные метчики можно разделить на две категории, а именно метчики для сквозных отверстий и метчики для заглубления отверстий. Машинные метчики для забивки отверстий имеют спиралевидные канавки, благодаря чему стружка выносится из отверстия. Резьбонарезные фрезы этого типа доступны в малых размерах (с усиленным хвостовиком) и больших размерах (со сквозным хвостовиком), из быстрорежущей стали (HSS) с полной шлифовкой и из быстрорежущей стали M35 с 5% содержанием кобальта.