Метод гальванический: технологии гальваники, виды покрытий, этапы процесса
alexxlab | 19.04.2023 | 0 | Разное
Технология гальванического покрытия, процесс цинкования
Современная технология гальванического покрытия является одним из самых распространенных и эффективных способов антикоррозионной защиты металлических поверхностей. Данная методика предполагает нанесение на металл цинкового слоя, который обеспечивает долговечную защиту от атмосферной коррозии и продлевает срок эксплуатации металлоконструкций на десятилетия.
Технология гальванического цинкования и ее преимущества:
По сравнению с другими методами оцинкования технология гальваники имеет ряд достоинств, которые и обеспечили ей такую популярность:
- Высокий уровень производительности.
- Небольшая себестоимость готовых изделий.
- Повышенный уровень защиты металла от коррозии.
- Равномерный однородный слой покрытия без любого рода дефектов.
- Нанесение покрытия на детали и изделия любой формы и конфигурации.
- Отличные эстетические характеристики – блеск и гладкость покрытия.


Если говорить о минусах данной технологии, то можно отметить недостаточно высокую адгезию цинкового покрытия с металлом. Однако этого можно избежать, если более тщательно готовить поверхность к процедуре.
Процесс цинкования:
Технология нанесения гальванических покрытий подразумевает электролитический метод, при котором положительно заряженные частицы цинка осаждаются на поверхность металла. В результате получается покрытие толщиной от 5 до 4 мкм. Подробнее об этой услуги можно узнать здесь.
Метод состоит из нескольких этапов:
- Очищение металлической поверхности от первичных покрытий, коррозии, окалин.
- Обезжиривание и последующее промывание в проточной воде.
- Электролитическое обезжиривание.
- Процесс травления в емкости с соляной кислотой.
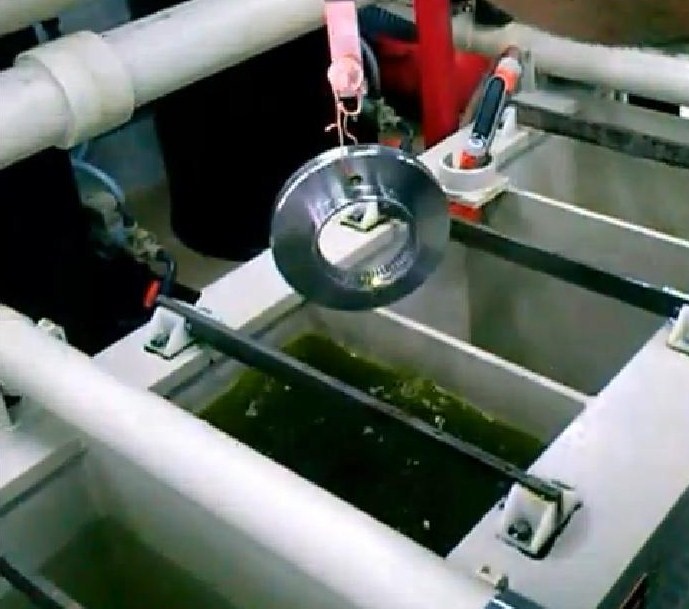
- Цинкование – на поверхность детали осаждаются ионы цинка при пропускании постоянного тока через раствор. Обрабатываемая деталь является катодом, а аноды выполнены из цинка.
- Окончательное промывание и высушивание. Возможны процессы фосфатирования и хромирования.
Технология цинкования металла: технические характеристики
Используются два типа электролитов:
– простые кислые, где цинк выступает в роли гидратированных ионов;
– сложные щелочные, в который цинк имеется в комплексе ионов, заряженных на «+» или «-».
От состава электролита зависит качество покрытия и скорость осаждения цинка. Самыми популярными являются простые слабокислые электролиты, которые обеспечивают высокую скорость нанесения цинка на поверхность изделия-катода.
Более подробно о горячем и холодном способах цинкования можно узнать из других наших статей.
На качество покрытия влияют такие факторы:
- Плотность тока – 0,5-10А на 1 м2 покрытия.
- Температура электролита – 20-25 градусов.
- Толщина слоя зависит от геометрии изделия – на выпуклых местах может быть толще, чем в углублениях.

В зависимости от типа обрабатываемых изделий и размеров производства используют различные по масштабу гальванические линии и оборудование: автоматизированные, с частично или полностью ручным управлением, а также мини-линии.
Гальваническое покрытие: схема реализации, виды, аналоги
Процедура обработки металлических поверхностей веществами, изолирующими их от агрессивного воздействия рабочих сред, приобретает сегодня все большую популярность.
Один из самых распространенных электрохимических методов защиты деталей – нанесение на них гальванических покрытий.
Гальванизация препятствует окислению и коррозии металлов, способствует повышению их твердости и износостойкости, улучшает эстетичный внешний вид.
Гальваническое покрытие способствует лучшей термоустойчивости металлических элементов, поэтому этот метод обработки широко применяется для деталей, эксплуатирующихся при повышенных температурах.
Гальванизацию активно используют в строительстве, авиа- и машиностроении, радиотехнической и электронной промышленности.
Схема реализации гальванического покрытия
Процессы гальванизации впервые начал изучать русский физик Борис Якоби в 1836 году. Помещая различные металлы через электролитические солевые растворы, он наблюдал, как они распадались на ионы с отрицательными и положительными зарядами. Первые оседали на аноде, а вторые – на катоде (его роль в гальванике играют металлы, которые нуждаются в защите).
Перед нанесением гальванического покрытия поверхности должны быть правильно подготовлены.
Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому на ней не должно быть сколов, царапин, раковин. В связи с этим подготовка деталей к гальванизации в большинстве случаев не ограничивается их очисткой и обезжириванием, а включает также механические методы обработки (например, пескоструйный способ, шлифовку наждачной бумаги или с помощью специальных паст).
Схема реализации гальванического покрытия металла достаточно проста.
В емкость с раствором электролита помещается очищенная деталь, нуждающаяся в защите. На нее подается отрицательный заряд – таким образом деталь берет на себя роль катода. Металл, который в дальнейшем будет служить покрытием, заряжается положительно и принимает на себя функции анода. Электрическая сеть замыкается, металл анода переносится в среде электролита к отрицательно заряженному изделию (катоду) и создает на нем тонкую защитную пленку.
Это – анодный способ гальванизации. Гальваническая изоляция, полученная таким образом, первой воспринимает разрушительное воздействие коррозии, оставляя металл нетронутым.
Катодное напыление используется значительно реже, так как даже малейшее нарушение его целостности приводит к интенсивному разрушению металла (этому способствует сама технология покрытия).
В зависимости от вида покрываемых изделий (их размера, конструкции и пр.), а также производственных задач гальванизация проводится разными способами.
Детали больших размеров обрабатываются навесу в объемных ваннах. Более мелкие элементы получают гальваническое покрытие в емкостях барабанного типа – отрицательный заряд в них подается на барабан, вращающийся в электролите. Для обработки очень мелких деталей (например, крепежа) используются колокольные ванны: они медленно вращаются, способствуя равномерному покрытию изделий защитным металлом.
От плотности тока, проходящего через электролит, во многом зависит структура формируемого осадка. Эта величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Необходимо помнить, что при слишком высокой плотности тока образуется большое количество порошковых отложений, негативно влияющих на качество покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Слой готового гальванического покрытия может иметь толщину от 6 до 20 мкр – она определяется особенностями участвующих в гальванизации материалов. Уровень адгезии металлического сплава с поверхностями определяется с помощью специальных тестов.
Разновидности гальванических покрытий
В зависимости от сфер применения готовых изделий на них наносят гальванические покрытия разных видов:
- Защитные: для изоляции металлических деталей от агрессивных сред и механических повреждений
- Защитно-декоративные: для защиты изделий от разрушения и повышения эстетичности их внешнего вида
- Специальные: для придания деталям улучшенных характеристик – повышенной износостойкости, твердости, магнитных или электроизоляционных свойств
В некоторых случаях гальванизированием восстанавливают первоначальный вида изделий после их длительной эксплуатации или хранения.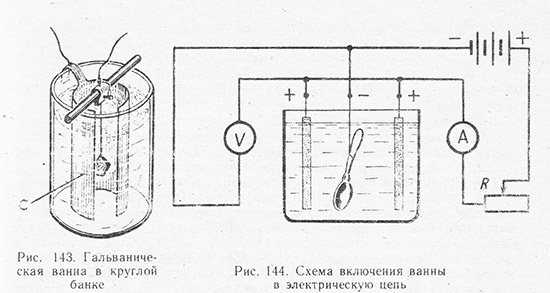
В зависимости от металлов, которые применяются в качестве покрытий, выделяют следующие типы гальванизации.
Омеднение
Покрытие металлов медным купоросом способствует повышению их прочности и улучшению токопроводящих качеств (омедненные металлы часто используются в производстве электропроводников).
Однако в связи с тем, что медное покрытие слабо противостоит коррозии и со временем окисляется, омеднение чаще всего является промежуточным процессом, предваряя другие наслоения.
Хромирование
Обработка металлов хромом повышает их прочность и устойчивость в условиях агрессивной внешней среды. Тонкая хромовая пленка обладает не только защитными, но и эстетическими качествами, что позволяет ей улучшать внешний вид поврежденных деталей и восстанавливать их первоначальные параметры.
Немного изменяя технологию хромирования, получают гальванические покрытия с различными параметрами и свойствами. Серое матовое покрытие увеличивает твердость металла, но не способствует его износоустойчивости. Блестящее обеспечивает и то, и другое. Пластичный слой молочного цвета придает поверхности эстетичный внешний вид, коррозионную устойчивость, но не упрочняет металл.
Блестящее обеспечивает и то, и другое. Пластичный слой молочного цвета придает поверхности эстетичный внешний вид, коррозионную устойчивость, но не упрочняет металл.
Цинкование
Тонкая пленка цинка придает металлам блеск, предотвращает образование окислов и коррозии.
По сравнению с горячим и холодным цинкованием, гальванический метод нанесения цинка позволяет добиться максимально точной толщины барьерного слоя, его отличного сцепления с металлом (на молекулярном уровне), идеально гладкой структуры и декоративности.
Покрытие цинкосодержащими составами особенно популярно в автомобильной и строительной индустрии. Цинком обрабатывают кузовы автомобилей, трубы, емкости, кровельные и опорные конструкции.
Никелирование
Слой никеля надежно защищает металлические детали от ржавчины, образующейся под воздействием внешней среды, а также от коррозии, вызванной химически агрессивными веществами – щелочами, кислотами, солями.
Никелированные изделия демонстрируют высокую устойчивость к истиранию и механическим повреждениям.
Латунирование
Гальваническое покрытие латунью применяют для защиты изделий от коррозии и их декоративной отделки.
Латунирование обеспечивает прочное сцепление деталей из стали и алюминия с резиной. Латунь повышает антифрикционные характеристики титана и некоторых сплавов.
Золочение и серебрение
Золото и серебро придают металлическим изделиям более привлекательный внешний вид, высокие отражающие свойства, защищают их от неблагоприятных внешних факторов, предотвращают коррозию, увеличивают твердость и улучшают токопроводящие качества.
Такое метод обработки нередко применяются в электротехнической, радиоэлектронной, а также ювелирной промышленности.
Родирование
Покрытие родием способствует высокой устойчивости деталей к химически агрессивным средам, а также их механической стойкости. Родирование придает изделиям декоративный вид, предотвращает окисление и тусклость серебряных предметов.
Гальваническое покрытие оловом
Гальванизация оловом применяется для алюминия, цинка, стали, меди. Этот материал придает металлическим деталям прочность и твердость.
Этот материал придает металлическим деталям прочность и твердость.
Другие способы защиты металлов
Наряду с гальванизацией используется множество других методов обработки металлов в целях увеличения их прочности и коррозионной стойкости: закалка, чеканка, рекристаллизация, обкатывание, газопламенное напыление и др.
Сравнительно новым, но не менее эффективным способом защиты металлических деталей от разрушения под действием агрессивных внешних факторов является применение специальных антифрикционных покрытий (АФП).
По внешнему виду АФП напоминают краски, однако вместо пигментов содержат твердые смазочные вещества. На поверхностях они образуют тонкую сухую пленку с очень низким коэффициентом трения и высокой несущей способностью – особенно это важно для металлических деталей, подверженных воздействию экстремальных нагрузок, давлений и температур.
Антифрикционные твердосмазочные покрытия (АТСП) выпускает российская компания Моденжи.
 Более 20 видов АТСП с добавлением дисульфида молибдена, поляризованного графита, политетрафторэтилена (ПТФЭ) и других твердых смазочных веществ, а также органических и неорганических связующих компонентов используются в самых различных промышленных отраслях, включая нефтедобычу, авиатехническую сферу, автомобилестроение и др.
Более 20 видов АТСП с добавлением дисульфида молибдена, поляризованного графита, политетрафторэтилена (ПТФЭ) и других твердых смазочных веществ, а также органических и неорганических связующих компонентов используются в самых различных промышленных отраслях, включая нефтедобычу, авиатехническую сферу, автомобилестроение и др.Композиционный слой, который покрытия формируют на металлических деталях, представляет собой полимерную матрицу, в ячейках которой расположены высокодисперсные частицы твердых смазок. Они заполняют микронеровности поверхности, увеличивая ее опорную площадь и несущую способность.
АТСП характеризуются высоким сопротивление сжатию и малым сопротивлением сдвигу, поэтому коэффициент их сухого трения при контактных давлениях, соизмеримых с пределом текучести материала основы, насчитывает всего несколько сотых.
Твердосмазочные покрытия обладают высокими противозадирными свойствами и несущей способностью до 2500 МПа, работают при температурах от -200 °C до +560 °C. Благодаря технологии сухой нелипкой смазки АТСП эффективны в запыленных условиях. Они устойчивы к любым химически агрессивным средам, работоспособны даже в условиях вакуума и радиации.
Благодаря технологии сухой нелипкой смазки АТСП эффективны в запыленных условиях. Они устойчивы к любым химически агрессивным средам, работоспособны даже в условиях вакуума и радиации.
Техника гальванического электролиза
Гальванический метод или метод постоянного тока – в этой технике к корням волос прикладывается постоянный ток. Пациент держит отрицательный электрод, пока положительный электрод вводится в волосяной фолликул. Ток, проходящий через воду и соль (NaCl) в корне волоса, диссоциирует на натрий, ионы гидроксида, хлор и водород.
Электролиз водных растворов NaCl дает смесь водорода и газообразного хлора и водный раствор гидроксида натрия (щелок). Вода при реакции с электрическим током образует ионы ОН. 2ч 2 O (l) + 2e – ==> H 2(g) + 2OH – (водн.) , которые реагируют с ионами Na+ (Lye). Высокощелочная природа щелочи разрушает зародышевые слои волос, присутствующие в корне волос, и предотвращает повторный рост волос.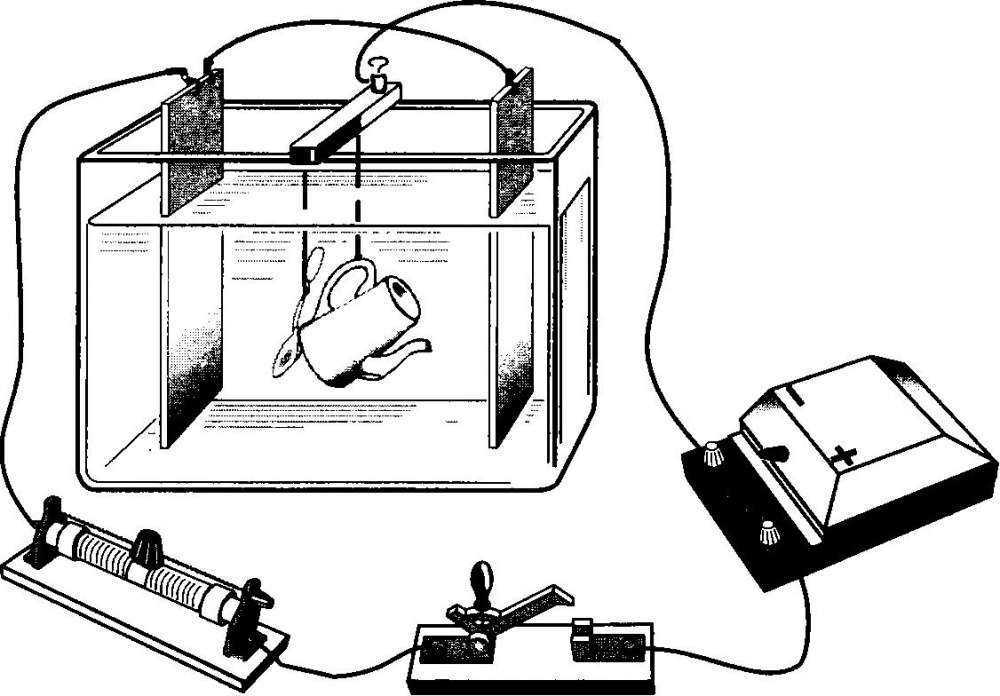
Происходит химическая реакция
| электролиз | ||
| 2 NaCl( водный раствор ) + 2 H 2 O( л ) | 2 Na + ( водный раствор ) + 2 OH – ( водный раствор ) + H 2 ( г ) + Cl 2 г 60044 ( ) |
Волосы удалены навсегда. Недостатком является то, что это требует много времени, так как для завершения полного цикла электролиза может потребоваться от 2 до 5 минут.
Процесс электроэпиляции был впервые использован для удаления волос навсегда в 1875 году Чарльзом Э. Мишелем, доктором медицинских наук, который использовал его для удаления вросших ресниц у пациентов с трихиазом.
Так как именно гидроксид натрия, или щелочь, является источником разрушения фолликулов при гальваническом методе. Гальванический метод в основном представляет собой химический процесс.
Гальванический метод в основном представляет собой химический процесс.
При гальваническом методе соли тела в сочетании с влагой, содержащейся в тканях тела, образуют раствор соленой воды. Содержание влаги в этом солевом водном растворе достигает наибольшей концентрации глубоко внутри фолликула. Когда для вставленной иглы применяется ток электролиза, вновь изготовленный щелок вызывает химическое разложение клеток роста волос. Для этого процесса необходимы два электрода. Один электрод представляет собой электрологическую иглу, другой электрод касается тела пациента в каком-либо месте. Этот «электрод пациента» обычно представляет собой металлическую палочку, которую пациент держит в руке. Гальванический метод убивает около 80 процентов обработанных волос.
Эффективный метод уничтожения волос
Гальванический электролиз на самом деле является химическим процессом. Гальванический щелок представляет собой химически нестабильное соединение, которое обеспечивает свободные радикалы для разрушения тканей и позволяет отделить стенку фолликула, окружающую волос. Фолликул, содержащий волосы, состоит примерно из 6 известных слоев. Гальванический щелок (гидроксид натрия) вызывает разрушение более слабых слоев и позволяет удалить самую внутреннюю часть фолликула. Однако щелочь продолжает действовать еще некоторое время после удаления волос, способствуя отмиранию наружных слоев и возобновлению роста клеток.
Фолликул, содержащий волосы, состоит примерно из 6 известных слоев. Гальванический щелок (гидроксид натрия) вызывает разрушение более слабых слоев и позволяет удалить самую внутреннюю часть фолликула. Однако щелочь продолжает действовать еще некоторое время после удаления волос, способствуя отмиранию наружных слоев и возобновлению роста клеток.
При правильном применении гальванический электролиз не повреждает ни окружающие ткани, ни сальные железы, поскольку гальванический щелок с трудом расщепляет кожное сало, содержащееся в сальных железах.
Механизм действия гальванической техники электролиза на волосяной фолликул
Требуется несколько проходов
Из-за эффективности и постоянства гальваники требуется гораздо меньше проходов. Приблизительно от 1/5 до 1/10 количества проходов требуется, чтобы получить тот же эффект, что и при термолизе (радиочастота или диатермия). При гальваническом электролизе можно добиться значительного уменьшения за 3-5 проходов по площади. Кожа выигрывает от уменьшения побочного повреждения, вызванного обработкой одной и той же области 10 раз другими методами. Также следует отметить, что точность процесса гальванического электролиза намного превосходит точность любого другого метода. Используя продолжительность цикла обработки и настройки интенсивности, каждый волос может быть индивидуально обработан в зависимости от его размера и относительного расположения по отношению к другим обработанным волосам.
Кожа выигрывает от уменьшения побочного повреждения, вызванного обработкой одной и той же области 10 раз другими методами. Также следует отметить, что точность процесса гальванического электролиза намного превосходит точность любого другого метода. Используя продолжительность цикла обработки и настройки интенсивности, каждый волос может быть индивидуально обработан в зависимости от его размера и относительного расположения по отношению к другим обработанным волосам.
На повторный рост влияют два фактора, что делает гальванический электролиз идеальным методом.
Продолжающееся действие гальванического щелока на ткань фолликула после удаления иглы. Это продолжающееся разрушение повреждает внешнюю стенку фолликула, а также любой материал, оставшийся в фолликуле после удаления самого волоса.
Продолжающееся разложение гидроксида натрия (гальванического щелока), который является химически нестабильным, приводит к образованию перекиси водорода, которая стерилизует место прежнего фолликула и подавляет процесс прорастания новых волос.

O 2 + 2 H 2 O + 2E – = H 2 O 2 + 2 OH –
O 2 + 2 H + + 2E – 0 + 2 H + + 2E – H 2 O 2 (перекись водорода)
Настоящий секрет силы гальванического электролиза заключается в продолжающемся опустошении волосяного фолликула и зародышевых клеток после извлечения иглы.
При правильном проведении гальванический электролиз очень бережно воздействует на кожу и меньше повреждает окружающие ткани.
Гальванический щелок можно производить ТОЛЬКО на поверхности самой иглы. Процесс очень контролируемый, а его точность ограничивает присутствие щелочи очень маленькой областью, которая легко заживает. Покраснение и отек ограничиваются несколькими часами. Повторная обработка может потребовать всего 1/2 секунды гальванической обработки на волос, чтобы эффективно убить молодые появляющиеся волосы. В этом случае покраснение и отек проходят всего за пару часов.
В этом случае покраснение и отек проходят всего за пару часов.
Благодаря недавним изменениям в том, как я работаю, я смог не только произвести лечение, которое в 5-10 раз более эффективно, чем ЛЮБОЕ лечение термолизом, с примерно половиной дискомфорта, испытываемого большинством современных аппаратов. Я могу обработать каждый отдельный волос за 3 секунды, а в некоторых случаях и меньше. Недавно это показало, что гальванический метод никуда не денется и, как часть моей новой операционной системы, в конечном итоге окажется самым быстрым и наименее опасным процессом, который вы можете выбрать для своей работы.
Меньшая вероятность побочных эффектов
Из-за ограниченного действия на наружную стенку фолликула и окружающие ткани гальванический электролиз имеет подавляющее преимущество, заключающееся в стойкости, при этом кожа остается неповрежденной.
Величайшая сила кожи — способность исцелять. Это также происходит, когда другие процессы удаления волос, такие как термолиз и лазер, наносят значительный ущерб, отключая способность кожи выбрасывать остатки, образуя рубцовую ткань вокруг уже мертвого фолликула. Инкапсулированный мусор может оставаться на всю жизнь.
Инкапсулированный мусор может оставаться на всю жизнь.
Есть несколько очень незначительных побочных эффектов использования гальванического электролиза, о которых вы должны знать:
Через вас проходит гальванический ток. Не рекомендуется использовать метод гальванического электролиза лицам с кардиостимулятором.
Берясь за металлическую ручную часть гальванической установки, имейте в виду, что ваша рука выделяет соляную кислоту (хотя и в небольших количествах) над поверхностью кожи. Если у вас чувствительная кожа, это может ощущаться как очень легкое жжение. Жжение можно устранить, добавив в воду пищевую соду.
Механизм электролиза волос, если он показан в этом видео
Теория электролиза (гальванический метод)
− ) с катода отдается катионам водорода с образованием газообразного водорода. Полуреакция, уравновешенная кислотой:
Полуреакция, уравновешенная кислотой:
- Восстановление на катоде (отрицательный электрод): 2 H + ( водный раствор ) + 2e − → H 2 ( г )
На положительно заряженном аноде происходит реакция окисления с образованием газообразного кислорода и передачей электронов аноду для замыкания цепи:
- Окисление на аноде (положительный электрод) : 2 H 2 O( l ) → O 2 ( г ) + 4 H + ( водный ) + 4e −
Те же полуреакции можно уравновесить основанием, как указано ниже. Не все полуреакции должны быть уравновешены кислотой или основанием. Многие из них, такие как окисление или восстановление воды, перечисленные здесь. Чтобы добавить полуреакции, они должны быть уравновешены либо кислотой, либо основанием. Кислотно-сбалансированные реакции преобладают в кислых (низкий рН) растворах, тогда как щелочно-сбалансированные реакции преобладают в щелочных (высокий рН) растворах.
| Катод (восстановление): | 2 H 2 O( l ) + 2e − | → | H 2 ( г ) + 2 OH − ( водный раствор ) |
| Анод (оксидирование): | 4 OH − ( водный ) | → | O 2 ( г ) + 2 H 2 O( л ) + 4 e − |
Объединение любой из двух пар реакций приводит к одинаковому общему разложению воды на кислород и водород:
- Общая реакция: 2 H 2 O( л ) → 2 H 2 ( г ) + O 2 ( г )
Таким образом, количество произведенных молекул водорода в два раза превышает количество молекул кислорода. Предполагая равные температуру и давление для обоих газов, произведенный газообразный водород имеет, следовательно, вдвое больший объем произведенного газообразного кислорода.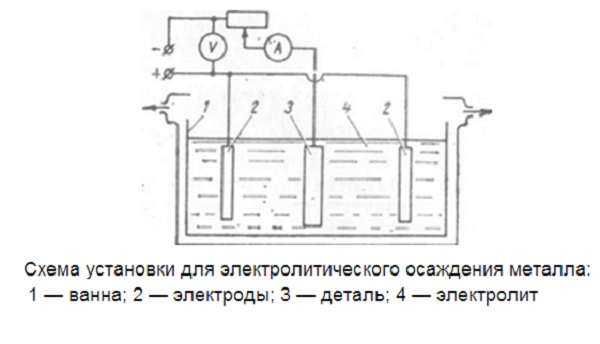 Количество электронов, проталкиваемых через воду, в два раза превышает количество генерируемых молекул водорода и в четыре раза превышает количество генерируемых молекул кислорода.
Количество электронов, проталкиваемых через воду, в два раза превышает количество генерируемых молекул водорода и в четыре раза превышает количество генерируемых молекул кислорода.
Электролиз рассола, смеси воды и хлорида натрия, составляет лишь половину электролиза воды, поскольку ионы хлорида окисляются до хлора, а не вода окисляется до кислорода. С термодинамической точки зрения этого нельзя было ожидать, поскольку окислительный потенциал иона хлорида меньше, чем у воды, но скорость реакции хлорида намного выше, чем у воды, что приводит к ее преобладанию.
2NaCl + 2H 2 O → Cl 2 + H 2 + 2NaOH
Три типа электроэпиляции для удаления волос
☰
Главная » Ресурсы » Три способа электролиза
Существует три метода электролиза: гальванический, коротковолновая диатермия и смешанный.
Все они имеют сравнительные преимущества и недостатки и должны использоваться в соответствии с потребностями и ситуациями отдельных клиентов. Все три способа требуют влаги для эффективного лечения.
Все три способа требуют влаги для эффективного лечения.
Гальванический
В гальваническом методе используется постоянный ток, который движется от одного полюса к другому в одном направлении.
ПРЕИМУЩЕСТВА
- Отлично подходит для сильных и жестких волос
- Отлично подходит для деформированных фолликулов – щелочь жидкая и течет в основание фолликула
- Ток притягивается к области наибольшей влажности, т.е. где расположен кожный сосочек
- Меньше повторного роста
НЕДОСТАТКИ
- Медленное лечение, так как требуется больше времени для того, чтобы деструктивное химическое вещество растекалось и действовало
- уровень изолирующего кожного сала в верхней фолликулярной области.
Коротковолновая диатерия (SWD)
Этот метод также известен как «термолиз», «высокочастотный» (HF) и реже «радиочастотный» (RF). Он использует переменный ток, который колеблется, двигаясь вперед и назад между полюсами со скоростью от 3 до 30 миллионов циклов в секунду.
ПРЕИМУЩЕСТВА
- Самый быстрый способ удаления волос
- Поскольку требуется коагуляция, а не прижигание, требуется ток низкой силы, что снижает вероятность повреждения окружающих тканей
Постоянные НЕДОСТАТКИ
- 61 9 результатов
- Не подходит для удаления искривленных и искривленных фолликулов, так как эффект нагрева недостаточно широкий
Смесь
Смешанный метод использует комбинацию SWD и гальванических токов и выигрывает от большей эффективности гальванического метода и тепла, производимого SWD.
ПРЕИМУЩЕСТВА
- Занимает больше времени на месте, чем SWD, но быстрее, чем метод только гальванического
- В целом более удобен для клиента, чем SWD
- Более эффективен, чем любой из других методов сам по себе
- Очень эффективен на искривленных или искривленных фолликулах из-за текучести подогретой щелочи
- Более эффективен, поэтому меньше повторного роста
- Можно использовать три различных метода для всех типов кожи и болевого порога, поэтому клиент может выбрать наиболее комфортный для себя способ лечения – чем счастливее клиенты, тем больше будут загружены электрологи!
НЕДОСТАТКИ
- Более низкие токи обычно означают более длительное время (но для некоторых клиентов это их выбор, так как он более удобен)
МЕТОД СМЕШИВАНИЯ – ТРИ ТЕХНИКИ
Техника 1 – Чем выше, тем короче
Как правило, самая популярная, эта техника всегда должна выполняться в первую очередь, чтобы установить «рабочую точку», то есть точку, в которой волосы эпилируются без натяжения, что указывает на то, что вы достигли правильной и оптимальной эпиляции. уровни для лечения.
уровни для лечения.
ПРОЦЕСС:
- Установите таймер на 5,0
- Установите интенсивность термолиза (SWD) на 0,5
- Установите интенсивность гальванического воздействия на 15
- Вставьте иглу, нажмите педаль
- Дождитесь звукового сигнала, снимите ногу с педали и снимите иглу.
- Аккуратно освободите волосы; если он не удаляется, оставьте на месте на некоторое время и увеличьте интенсивность гальванического воздействия на 3 цифры и вставьте в другой фолликул
- Повторяйте шаги 4, 5 и 6 (на разных фолликулах), пока не будет найдена рабочая точка.
- После того, как рабочая точка установлена, можно попробовать другие методы.
Методика 2 – Уменьшение для увеличения продолжительности
Следуя методике 1, уменьшите интенсивность гальванического воздействия на 3 разряда и увеличьте таймер на 1 секунду до 6,0 секунд. Можно повторить, уменьшая гальванический ток и увеличивая время до получения желаемых результатов.
Техника 3 – Обработать и оставить
Наименьшее потребление тока и времени, но волосы временно оставляют в фолликуле, чтобы дать щелочи дополнительное время для выполнения своего едкого действия. Следуя второму методу, уменьшите время до 5,0 секунд, не изменяя гальваническую интенсивность.
- Обработайте группу из не менее 10 волос, но НЕ удаляйте
- Обработайте другую группу из не менее 10 волос – не удаляйте и эти волосы
- Аккуратно удалите волосы из первой группы, затем из второй группы
Можно использовать мини-технику «угости и отпусти». После того, как рабочая точка установлена, иногда упрямые волосы могут не высвобождаться, так как может потребоваться немного больше времени в фолликуле для реакции. Этот волос можно временно оставить в фолликуле, пока электролог переходит к следующему волосу. После мягкого высвобождения следующего волоса можно вернуться к первому упрямому волосу, и теперь он должен аккуратно подняться из фолликула.