Методы неразрушающего контроля металлов – Методы неразрушающего контроля
alexxlab | 12.10.2019 | 0 | Разное
Неразрушающий контроль. Виды и методы проведения
Неразрушающий контроль (НК) – это проверка надежности объекта, его отдельных элементов и конструкций щадящими методами, не требующими кардинальной разборки или временного выведения из строя. НК включает в себя исследование физических принципов, на которых базируются методы и средства контроля, не ухудшающие эксплуатационную пригодность и не нарушающие целостность объектов.
Виды и методы
Действующие стандарты лаконично определяют НК, как контроль, который не разрушает. В соответствии с ГОСТ 56542-2015 и в зависимости от лежащих в его основе физических процессов, он подразделяется на несколько видов:
- Магнитный, применяющийся в дефектоскопии ферромагнитных материалов для фиксации магнитных полей и свойств контролируемого объекта
- Визуально-измерительный (оптический) – наиболее востребован для контроля и обнаружения мельчайших повреждений в прозрачных изделиях и материалах
- Электрический – фиксирует электрополя и характеристики, образующиеся в контролируемом объекте под влиянием внешнего воздействия
- Вихретоковый (электромагнитный) – применяется в дефектоскопии электропроводящих материалов, посредством исследования неоднородностей поверхностного вихревого поля объекта
- Тепловой – подразумевает мониторинг тепловых полей, контрастов и потоков любых материалов для выявления неисправностей и дефектов
- Радиоволновой – применяется в контроле диэлектриков (керамика, стекловолокно), полупроводниковых и тонкостенных материалов
- Ультразвуковой (акустический) – применим ко всем материалам, беспрепятственно проводящим звуковые волны в целях решения проблем контроля и диагностики
- Радиационный (радиографический) – построен на взаимодействии ионизирующего излучения с контролируемым объектом из любых материалов и любых габаритов
- Капиллярный (проникающими веществами) – применяется для обнаружения течей и микроповреждений посредством наполнения индикаторным веществом внутренних полостей, контролируемого объекта
- Вибрационный – необходим для поиска дефектов в машинах и механизмах. Диагностирует неисправности путем оценки колебаний в основных узлах
Каждый вид НК реализуется с помощью методов неразрушающего контроля (МНК), которые классифицируются:
- По способу взаимодействия различных веществ и полей с объектом контроля (магнитный, капиллярный)
- По показателям первичной информации (намагниченность, газовый)
- По форме получения первичной информации (индукционный, люминесцентный)
Зачем проводят НК?
В ходе производственно-эксплуатационных процессов техническое состояние любого объекта (здания, оборудования, их отдельные конструкции и элементы) требует регулярной оценки. НК позволяет проводить оценочные мероприятия без приостановки, демонтажа и отбора образцов, которые стоят достаточно дорого.
Применение методов НК в обследовании объекта не требует вынужденных простоев и позволяет обнаружить и устранить его усталость и различные дефекты на ранней стадии. Поэтому главные цели проведения НК направлены:
- На минимизацию аварийных рисков и повышение уровня эксплуатационной безопасности оборудования на опасных производственных объектах (ОПО)
- На проверку соответствия контролируемого объекта требованиям действующих нормативов и технической документации
- На количественно-качественную оценку обнаруженных отклонений и установление уровня их опасности
- На своевременное выявление различных неисправностей на разных стадиях возведения объектов капстроительства
Проведение неразрушающего контроля при запуске объекта в эксплуатацию почти всегда гарантирует увеличение расходов, обусловленных устранением выявленных дефектов. Но отказ от процедур может обернуться аварией с гораздо большими финансовыми потерями, в разы превышающими затраты на проведение превентивных мероприятий
Проведение аттестации и обучение специалистов по неразрушающему контролю
Сферы применения
Методы неразрушающего контроля применяются сегодня практически в каждой сфере хозяйственной деятельности от автомастерской и судоверфи до атомных реакторов и предприятий, использующих ОПО:
- Емкости, функционирующие под избыточным давлением
- Трубопроводы систем газораспределения
- Оборудование с подъемными устройствами и механизмами
- Резервуары для хранения нефтепродуктов
- Буровое оборудование
- Химически и взрывопожароопасные производства
- Армокаменные, железобетонные и прочие разновидности строительных конструкций
Разнообразие средств и методов НК используется для:
- Контроля надежности сварочных швов и герметичности сосудов, функционирующих под высоким давлением
- Обнаружения деформаций и отклонений важных узлов и деталей
- Дефектоскопии оборудования с продолжительным эксплуатационным сроком
- Проведения исследований и выявления дефектов в различных структурах для дальнейшего совершенствования технологий
- Постоянный мониторинг и контроль возможного возникновения дефектов и неисправностей на ОПО в целях их своевременного устранения
Применение НК позволяет предприятиям сэкономить на проведении тестирований на разрушение, что благотворно отражается на потребительской цене и качестве готовой продукции
Для каких узлов и деталей чаще всего заказывают НК?
Исследования востребованы в самых разных отраслях промышленности, включая строительство, которым раньше всех были опробированы и взяты на вооружение щадящие методы контроля. Практика свидетельствует, что исследованиям в рамках НК чаще всего подвергаются:
- Любые разновидности сварочных швов и соединений
- Строительные конструкции
- Объекты капстроительства, их отдельные узлы и компоненты
- Черные и цветные металлы, а также их сплавы
- Ферромагнитные металлы и сплавы
- Трубопроводы
- Турбины и роторы
- Корпусное оборудование
- Листовой прокат
- Аппараты высокого давления
- Стенки котлов
- Днища многомерных судов
- Детали любых форм и размеров
- Подъемные механизмы
- Узлы и агрегаты любых видов транспорта
- Керамика, изделия из стекла и фарфора
- Многослойные конструкции, их отдельные элементы и соединения между ними
- Изделия из стекла, пластмассы и неферромагнитных материалов любых форм и габаритов
- Паяные, резьбовые и разъемные типы соединений
Применение методов неразрушающего контроля позволяет определить уровень качества, фактическую толщину, плотность и однородность массы, швов или покрытия вышеперечисленных конструкций и изделий в целях устранения выявленных отклонений
Приборы для проведения неразрушающего контроля
Выбор оборудования, применяемого в рамках проведения НК, зависит от поставленных задач, выбранного метода и параметров контролируемого объекта (наличия повреждений, толщины стен или покрытия).
- Визуально-измерительный контроль (ВИК) является не только базовым, но и одним из самых недорогих, скоростных и информативных методов НК. Его проведение регламентируется инструкцией РД 03-606-03, предполагающей применение несложных сертифицированных средств измерения:
- Лупы
- Эндоскопы
- Фонарики
- Щупы
- Линейки
- Рулетки
- Зеркала
- Термостойкий мел
- Сварочные шаблоны
- Фотоаппарат с возможностью микроскопической съемки
- Дефектоскопов общего или специального применения
- Ультразвуковых резонансных и эхо-импульсных измерителей толщины
- Ультразвуковых твердомеров
- Пьезоэлектрических преобразователей (ПЭП)
- Контактных жидкостей и гелей
- Рентгеновских аппаратов, выбор которых зависит от толщины контролируемого материала или изделия и чувствительности, указанной в ТУ используемого прибора
- Гамма-дефектоскопов (в труднодоступных местах)
- Усиливающих экранов
- Рентгеновской пленки
- Наборов капиллярной дефектоскопии, укомплектованных пенетрантами, проявителями, очистителями
- Пневмопистолетов для жидкостей
- Пульверизаторов
- Источники ультрафиолета
- Образцы для контроля
- Оптических устройств
- Ультрафиолетовых ламп
- Магнитного порошка или суспензии
- Магнитогуммированной пасты
- Газовые
- Жидкостные
- Тепловизора
- Пирометра
- Логгеров данных
- Измерителей плотности температур и тепловых потоков
- Механических средств (термокарандаши, теплоотводящая паста, высокотемпературная краска)
- Вихретоковые преобразователи и дефектоскопы
- Структуроскопы
- Измерители толщины
Каждый метод и прибор используются НК для выявления мельчайших деформаций и повреждений, а также изъянов различного происхождения, включая коррозию, грибок, растрескивание или расслоение. Чрезвычайная востребованность НМК объясняется достоинствами методов, а также их соответствием современным требованиям промышленной безопасности.
Вы можете оставить заявку на проведение неразрушающего контроля
Благодарственные письма наших клиентов
Среди наших клиентов
Неразрушающий контроль: методы, ГОСТ, приборы
В ходе эксплуатации или изготовления различного оборудования, его узлов и деталей, постоянно требуется оценить его состояние. Делать это необходимо без остановки, вывода из эксплуатации, разборки или взятия образцов материалов, поскольку такие действия обходятся очень дорого.
 Неразрушающий контроль
Неразрушающий контрольДля этого разработаны и широко применяются методы неразрушающего контроля, или non-destructive test. Обследование конструкции, механизма, детали проводят не прерывая его использования, не вызывая простоев. Периодическое обследование позволяет своевременно обнаружить предпосылки к возникновению неисправности механизма или усталости конструкции и предпринять действия по устранению причин возможных неисправностей или разрушений. Это существенно повышает безопасность эксплуатации и снижает стоимость и продолжительность внеплановых ремонтов.
С помощью неразрушающего контроля в конструкциях, узлах и деталях находят дефекты на ранней стадии их возникновения:
- пористость;
- растрескивание;
- механические или термические напряжения;
- сдвиговые деформации;
- посторонние включения;
- и многие другие.
Классификация методов неразрушающего контроля по ГОСТ 18353- 79
Основные методы неразрушающего контроля основаны на применении различных физических явлений и измерении характеризующих эти явления физических величин. Наиболее широко применяются следующие виды неразрушающего контроля:
- ультразвуковой;
- радиоволновый;
- электрический;
- акустический;
- вихревых токов;
- магнитный;
- тепловой;
- радиационный;
- проникающими веществами;
- оптический.
Общие виды неразрушающего контроля могут включать в себя несколько конкретных методов, различающихся по таким признакам, как:
- способ взаимодействия с контролируемым объектом;
- физические величины, измеряемые в ходе наблюдения;
- способ получения и интерпретации данных.
Правильный выбор способа позволяет предприятию сэкономить средства и обеспечить высокую надежность контролируемого оборудования и конструкций.
Радиоволновой метод неразрушающего контроля
Заключается в облучении исследуемого объекта радиочастотным излучением и измерении параметров прошедшей, отраженной или рассеянной электромагнитной волны.

Радиоволновой метод
Он применим к диэлектрическим, полупроводниковым материалам, а также к тонкостенным металлическим оболочкам и конструкциям, в которых хорошо распространяются радиоволны. Используется для проверки однородности, габаритов и формы изделий из пластика, резины, композитных материалов. Измеряют при этом амплитудные, фазовые или поляризационные характеристики волны. Неразрушающий контроль радиоволновым методом позволяет обнаружить в массе материала неоднородности, посторонние включения, некачественные клеевые и сварные соединения и другие дефекты.
Электрический метод неразрушающего контроля
Группа методов неразрушающего контроля металлов и диэлектриков основана на измерении и интерпретации характеристик электростатического поля, приложенного к контролируемому объекту. Чаще всего измеряют электрический потенциал и емкость.
Для работы с токопроводящими материалами применяют эквипотенциальный способ, к диэлектрическим материалам чаще применяют емкостной. Термоэлектрический способ применим для достаточно точного определения химического состава материала без взятия образцов и применения дорогих масс-спектрографических установок.

Неразрушающий контроль электрический
С использованием электрических методик находят различные скрытые дефекты:
- пустоты и пористость в отливках;
- микротрещины в металлопрокате;
- непровар и другие пороки сварки;
- некачественные лакокрасочные покрытия и клеевые швы.
Акустический, или ультразвуковой контроль
Способ основан на возбуждении в конструкции колебаний определенной частоты, амплитуды, скважности импульсов и анализе отклика конструкции на эти колебания. Интерпретация результатов с помощью специализированных компьютерных программ позволяет воссоздать двумерные сечения исследуемого объекта, не разрушая его. Различают две основных группы методик акустической дефектоскопии:
- Активные — установка осуществляет излучение колебаний и последующий прием отклика от конструкции.
- Пассивные — осуществляется только измерение колебаний и импульсов.

Ультразвуковой неразрушающий контроль
Звуковые колебания с частотой выше 20 килогерц называют ультразвуком. Ультразвук является одним из самых популярных способов акустической дефектоскопии в промышленности и позволяет проверять качество и пространственную конфигурацию практически любых материалов. Популярность ультразвука определяется его преимуществами перед другими методами:
- низкая цена оборудования;
- компактность установок;
- безопасность для персонала;
- высокая чувствительность и пространственное разрешение.
Ультразвуковой способ мало применим к конструкциям, имеющим крупнозернистую структуру или сильно шероховатую поверхность.
Безопасность ультразвука для человека позволяет широко использовать его в медицинской диагностике, включая обследование ребенка в утробе матери и раннее определение его пола.
Вихретоковый метод неразрушающего контроля
Способ основан на наведении в исследуемом объекте вихревых (приповерхностных) токов малой интенсивности и частотой до нескольких мегагерц помещения его в электромагнитное поле, создаваемое вихретоковым преобразователями измерения. Применяется для металлов и других электропроводящих материалов. На основании неоднородностей приповерхностного вихревого поля можно судить о наличии неоднородностей и других дефектов в наружном слое металла (до глубины в несколько миллиметров). Измерения с высокой точностью определяют также дефекты лакокрасочных и защитных покрытий, нанесенных на металлическую деталь. В роли вихретокового преобразователя служить мощная катушка индуктивности, генерирующая высокочастотное электромагнитное поле. Вихревые токи, наводимые этим полем в приповерхностном слое металла, измеряют этой же катушкой (совмещенная схема) или отдельной (разнесенная схема). По пространственной картине распределения интенсивности измеренных токов определяют места неоднородностей, вносящих искажение в поле.

Вихретоковый метод неразрушающего контроля
На применении вихревых токов основано большое количество различных конструкций дефектоскопов, специализирующихся на определении толщины и однородности листов металлопроката и покрытий на конструкциях, непрерывного измерения диаметра проволоки и пруткового проката во время их производства. Применяются вихретоковые устройства, наряду с ультразвуковыми, и для определения состояния лопаток турбин и других ответственных высоконагруженных узлов.
Магнитный метод неразрушающего контроля
Эта группа методик имеет в своей физической основе измерение взаимодействия исследуемого объекта с магнитным полем. Применяются для дефектоскопии ферромагнитных материалов и сплавов. Три основных вида магнитных исследований – это:
- магнитопорошковый;
- феррозондовый;
- магнитографический.

Магнитный метод
Чтобы обнаружить неоднородность в структуре магнитного материала, его намагничивают, а поверхность смазывают специальной суспензией или гелем, содержащим калиброванные металлические частицы. Эти частицы концентрируются вдоль силовых линий магнитного поля, простым и наглядным способом визуализируя его. В местах неоднородностей и дефектов магнитное поле искажено, и линии его будут искривлены. Магнитографические опыты проводились учеными еще в XVIII веке, но для целей дефектоскопии были приспособлены только в XX.
Тепловой метод
Тепловые методики основаны на измерении интенсивности тепловых полей, излучаемых контролируемым устройством или конструкцией. Распределение температур на поверхности и градиент их изменения отражает распределение тепла внутри объекта. В местах дефектов и неоднородностей равномерная тепловая картина будет искажена.

Использование тепловизора для неразрушающего контроля
Исследователи путем расчетов и экспериментов определили типовые изменения в тепловом портрете изделия, характерные для тех или иных дефектов, и в настоящее время распознавание таких особенностей доверяют компьютерам и нейронным сетям. Измерения тепловой картины на поверхности производят как с помощью контактных термометров, так и путем дистанционной пирометрии. С помощью теплового портрета обнаруживают дефекты сварки и пайки, нарушения герметичности сосудов, места концентрации внутренних напряжений и неисправные электронные компоненты. Самое широкое применение тепловой способ находит в электронике и приборостроении.
Радиационный метод неразрушающего контроля
Этот способ чрезвычайно эффективный, он позволяет получать информацию о самых крупных установках и конструкциях (практически без ограничения размера) путем просвечивания их проникающим ионизирующим излучением.

Радиационный метод неразрушающего контроля
Применяется в следующих диапазонах:
- гамма-лучи;
- рентгеновское излучение;
- нейтронное излучение.
Физической основой способа является возрастание плотности потока заряженных частиц в местах скрытых дефектов. На основании сравнения интенсивности прошедшего и отраженного потока делают вывод о глубине расположения неоднородности. Применяется при определении качества сварных швов на крупных изделиях, таких, как корпуса атомных или химических реакторов, турбин, магистральных трубопроводов и их запорной арматуры.
Метод неразрушающего контроля проникающими веществами
Суть способа заключается в том, что во внутренние полости контролируемого устройства или конструкции запускают специально подготовленную жидкость, реже — химически активное или радиоактивное вещество. По его скоплению или следам и определяют место дефекта.
Различают две разновидности:
- капиллярный, для нахождения поверхностных капиллярных трещин, по которым и просачивается вещество – индикатор;
- течеискание — для обнаружения утечек в трубопроводах и емкостях.

Метод неразрушающего контроля проникающими веществами
Поверхность тщательно очищают, далее наносят на нее вещество-индикатор, или пенетрант. После определенной выдержки наносят вещество — проявитель и наблюдают картину дефектов визуально. В случае применения радиоактивных маркеров обнаружение дефектов производят соответствующей рентгенографической аппаратурой. Методика обладает следующими достоинствами:
- высокая чувствительность;
- простота применения;
- наглядность представления.
Он хорошо сочетается с другими методиками и служит им для взаимной проверки.
Оптический метод неразрушающего контроля
Оптический способ дефектоскопии основан на анализе оптических эффектов, связанных с отражением, преломлением и рассеянием световых лучей поверхностью или объемом объекта.

Оптический метод
Внешние оптические методики позволяют определять чистоту и шероховатость поверхностей, особо важную в точном машиностроении. При измерении размеров мелких деталей применяется физическое явление дифракции, шероховатость поверхностей определяется на основе интерференционных измерений.
Внутренние дефекты возможно выявить лишь для прозрачных материалов, и здесь оптическим методикам нет равных по дешевизне и эффективности.
Выгодно отличаются они своей простотой и малой трудоемкостью и при нахождении пороков поверхностей, таких, как трещины, заусенцы и забоины.
Особенности выбора метода неразрушающего контроля
В ряде отраслей промышленности, таких, как :
- атомная;
- химическая;
- аэрокосмическая;
- оборонная;
выбор способов дефектоскопии строго регламентирован государственными стандартами и нормами сертифицирующих организаций, таких, ка МАГАТЭ или Госатомнадзора.
Вне этих отраслей руководитель подразделения качества предприятия выбирает методики дефектоскопии, руководствуясь следующими параметрами:
- физико-химические свойства применяемого материала;
- размеры и прежде всего — толщина конструкции;
- тип контролируемого объекта, соединения или конструкции;
- требования технологического процесса;
- стоимостные параметры того или иного способа дефектоскопии.
Универсального способа определить все дефекты и сразу не существует. При планировании стратегии качества изделия необходимо определить дефекты, наиболее значимые по степени привносимого ими риска неисправности. Далее находится та комбинация средств измерения и методик неразрушающего контроля, которая:
- позволит выявить все критически значимые дефекты с заданной вероятностью;
- минимизирует финансовые издержки трудозатраты;
- окажет минимальное влияние на основной производственный процесс.
Средства неразрушающего контроля применяются сегодня практически на всех производствах — от авиазавода и судоверфи до авторемонтной мастерской и кондитерской фабрики. Контролируют прочность сварных швов и герметичность сосудов высокого давления, качество лакокрасочного покрытия и однородность массы для приготовления зефира в шоколаде. Экономя предприятиям средства на проведение выборочных испытаний на разрушение, применение неразрушающей дефектоскопии сказывается и на цене выпускаемых на рынок продуктов при одновременной гарантии их высокого качества.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
2.2. Неразрушающие методы контроля
Контроль качества заготовок и готовых изделий является неотъемлемой частью металлургического и машиностро-ительного производства.
В настоящее время в производстве широко применяются неразрушающие методы контроля, позволяющие проверить качество машиностроительной продукции без нарушения ее основных потребительских свойств и при сохранении ее пригодности к использованию по назначению.
Существующие средства неразрушающего контроля подразделяются по назначению на следующие группы:
выявляющие дефекты в виде нарушения сплошности материала изделия;
оценивающие структуру материала изделий;
контролирующие геометрические параметры изделий;
оценивающие физико-механические свойства материала изделий.
По принципу работы контрольных средств все методы неразрушающего контроля делятся на следующие разновидности: оптические, магнитные, акустические, радиационные, радиоволновые, а также капиллярная дефекто-скопия, метод вихревых токов, контроль течеисканием.
В дефектоскопии для контроля металлов и изделий наиболее широко применяются: визуально-оптические, капил-лярные, магнитные, токовихревые, ультразвуковые и радиа-ционные методы, позволяющие осуществлять сплошной контроль.
В машиностроительном производстве применяются следующие виды контроля: операционный, сплошной, выборочный, входной и приемочный.
Операционный контроль – контроль полуфабрикатов и изделий в процессе выполнения или после завершения определенной технологической операции, например термообработки, сварки, механообработки и т. п.
Сплошной контроль – контроль каждой единицы про-дукции, осуществляемый в одинаковом объеме и с использованием единых методов.
Выборочный контроль – контроль выборок или отдель-ных проб из партии или потока изделий.
Входным контролем называется контроль материалов, комплектующих изделий и готовой продукции, поступающих на предприятие-потребитель от изготовителей (других пред-приятий, собственных цехов и участков).
Приемочный контроль – контроль готовой продукции, на основе которого принимается заключение о ее пригодности к использованию или поставке.
Капиллярная дефектоскопия включает методы неразрушающего контроля, основанные на использовании капиллярных свойств жидкости и предназначенные для обнаружения поверхностных дефектов в виде несплошности материала, не видимых невооруженным глазом.
Поверхностные дефекты выявляются путем образования индикаторных рисунков с высоким оптическим (цветовым и яркостным) контрастом.
В процессе контроля на изделие наносится проникающая жидкость, которая под действием капиллярных сил проникает в полости поверхностных дефектов. Излишняя жидкость удаляется с поверхности изделия. Сами дефекты обнаруживаются либо путем выявления жидкости, проникшей в полости дефектов, либо с помощью скоплений частиц порошка, взвешенного в жидкости и отфильтровавшегося на поверхности изделия в местах залегания дефектов. В первом случае проникшую в полости дефектов жидкость обнаруживают после нанесения на поверхность изделия проявителя. Во втором случае скопления порошка обнаруживается без применения проявляющего порошка.
Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, и на определении магнитных свойств контролируемых изделий.
Магнитопорошковый метод является одним из самых распространенных методов выявления дефектов в виде нарушения сплошности металла. Он основан на выявлении магнитных полей рассеяния над дефектами с помощью ферромагнитных частиц. Магнитный поток в бездефектной части изделия имеет определенное направление. Если же на пути этого потока встречаются дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т. д.), то в этих местах из-за пониженной магнитной проницаемости магнитный поток изменяет свое направление так, что над дефектом возникает местное магнитное поле.
После снятия намагничивающего поля магнитное поле над дефектом остается из-за наличия остаточной индукции. Для выявления магнитных полей над дефектами на контролируемые участки изделия наносятся ферромагнитный порошок либо его взвесь в воде, керосине или масле.
Так как магнитное поле над дефектом неоднородное, то магнитные частицы, попавшие в это поле, будут перемещаться к месту расположения дефекта и накапливаться над дефектом. В результате над дефектом происходит накопление части порошка в виде полосок (валиков, жилок, шнуров). Так как ширина полоски из осевшего порошка значительно больше ширины тре-щины, волосовины и других дефектов, то магнитопорошковым методом могут быть выявлены мельчайшие трещины и прочие дефекты.
Магнитопорошковый метод позволяет выявлять трещины с шириной раскрытия 0,001 мм, глубиной 0,01 мм и более. Основные области применения магнитопорошкового метода контроля приведены в табл. 2.2.
Безобразцовый метод основан на инденторных испы-таниях материалов, в результате которых определяют специ-альные характеристики твердости и пересчитывают их на пока-затели других механических свойств. Главное его достоинство заключается в возможности ускоренной оценки механических характеристик металла готовых изделий, не выводя их из строя и не вырезая из них образцов. Поэтому этот метод получил название безобразцового метода определения механических свойств.
Безобразцовый метод, как более экономичный и простой, представляет большой научный и практический интерес в области исследования, контроля и диагностики качества металла.
Этот метод особенно эффективен при оценке остаточного ресурса оборудования, пробывшего длительное время в эксплу-атации и выработавшего свой расчетный срок службы. Области эффективного применения безобразцового метода (рис. 2.10) могут быть самыми различными, но особенно он необходим в том случае, когда определение механических свойств металла традиционными методами, предусматривающими вырезку образцов, или слишком сложно, или невозможно.
Таблица 2.2.
Основные области применения магнитопорошковой
дефектоскопии
Объект контроля | Выявляемые дефекты |
Полуфабрикаты-отливки, поковки, прокат | Флокены, волосовины, неме-талллические и шлаковые включения, пустоты, расслое-ния, закаты, надрывы, порис-тость и др. |
Детали на промежуточных стадиях изготовления. Готовые детали | Трещины шлифовочные, ко-вочные, штамповочные, над-рывы, флокены, расслоения. Дефекты сварки: трещины, непровары, пористость, плены и др. |
Детали и узлы, бывшие в эксплуатации, контроли-руемые при техническом обслуживании и ремонте | Трещины от однократного приложения нагрузок, превы-шающие расчетные. Уста-лостные, термические трещи-ны и др. |
Детали в работающих изделиях – контроль в условиях эксплуатации без демонтажа | Трещины: усталости, от од-нократного приложения нагру-зок превышающих расчетные. Дефекты технологического и металлургического происхож-дения, перечисленные ранее и не обнаруженные в произ-водстве (два верхних абзаца) |

Рис. 2.10. Области эффективного применения безобразцового экспресс – контроля и диагностики механических свойств конструкционных материалов.
studfiles.net
Методы контроля качества металлопродукции статья www.Equipnet.ru
Автор: Юлия Рощина, специально для www.EquipNet.ru
Фотографии с сайтов nw-technology.ru, avek.ru, syntezndt.ru, mirndt.ru
Основная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее. В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые компанией ООО «Северо-Западные Технологии», служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.
Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.
Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
www.equipnet.ru
Неразрушающий контроль. Методы.
Неразрушающий контроль (в переводе с английского – NDT, nondestructive testing) – это проверка, контроль, оценка надежности параметров и свойств конструкций, оборудования либо отдельных узлов, без вывода из строя (эксплуатации) всего объекта. Основным отличием, и безусловным преимуществом, неразрушающего контроля (НК) от других видов диагностики является возможность оценить параметры и рабочие свойства объекта, используя способы контроля, которые не предусматривают остановку работы всей системы, демонтажа, вырезки образцов. Исследование проводится непосредственно в условиях эксплуатации. Это позволяет частично исключить материальные и временные затраты, повысить надежность контролируемого объекта.
Благодаря неразрушающему контролю выявляются опасные и мелкие дефекты: заводские браки, внутренние напряжения, трещины, микропоры, пустоты, расслоения, включения и многие другие, вызванные, в том числе, процессами коррозии.
Классификация методов неразрушающего контроля (по ГОСТ 18353-79)
Зависимо от физических явлений, положенных в основу неразрушающего контроля, различают девять основных его видов:
– радиоволновой метод;
– электрический;
– акустический метод;
– вихретоковый метод;
– магнитный;
– тепловой;
– радиационный метод неразрушающего контроля;
– проникающими веществами;
– оптический метод НК.
Каждый из видов неразрушающего контроля может включать в себя несколько методов.
Классификация методов НК по признакам:
– первичным информативным параметрам;
– характеру взаимодействия с контролируемым (исследуемым) объектом;
– методу получения первоначальной информации.
Возможно использование нескольких методов, которые классифицируются по нескольким признакам, нескольких либо одного видов неразрушающего контроля.
Радиоволновой метод неразрушающего контроля
Первичный информативный параметр: фазовый, временной, амплитудный, поляризационный, частотный, геометрический.
Взаимодействие с контролируемым объектом физических полей: резонансный, рассеянного, отраженного, прошедшего излучений.
Классификация радиоволнового неразрушающего контроля по способу получения первоначальной информации: термисторный, термолюминофоров, диодный (детекторный), калориметрический, жидких кристаллов, болометрический, полупроводниковых фотоуправляемых пластин, голографический, термобумаг и интерференционный.
Суть радиоволнового НК заключается в фиксировании изменений показателей радиомагнитных волн, которые взаимодействуют с исследуемой конструкцией (объектом).
Электрический метод неразрушающего контроля
Первичный информативный параметр: электроемкостный, электропотенциальный.
Взаимодействие с контролируемым объектом физических полей: термоэлектрический, электрический, трибоэлектрический.
Классификация электрического метода по способу получения первоначальной информации: контактной разности потенциалов, электропараметрический, экзоэлектронной эмиссии, порошковый электростатический, рекомбинационного излучения, шумовой, электроискровой.
В основу электрического метода неразрушающего контроля положена регистрация показателей электрического поля, которое в результате воздействия извне возникает в исследуемом (контролирующем) объекте, либо взаимодействует с ним.
Акустический метод
Первичный информативный параметр: временной, спектральный, амплитудный, частотный, фазовый.
Взаимодействие с контролируемым объектом физических полей: резонансный, свободных колебаний, прошедшего, отраженного (эхо-метод) излучения, импедансный, акустико-эмиссионный.
Классификация акустического неразрушающего контроля по способу получения первоначальной информации: порошковый, пьезоэлектрический, микрофонный, электромагнитно-акустический.
Такой вид мониторинга, как акустический, заключается в снятии параметров упругих волн, возникающих и (либо) возбуждаемых в предмете контроля. Использование ультразвуковых упругих волн (частота которых более 20 кГц) дает возможность называть данный вид НК уже не акустическим, а ультразвуковым.
Вихретоковый метод неразрушающего контроля
Первичный информативный параметр: частотный, амплитудный, многочастотный, фазовый, спектральный.
Взаимодействие с контролируемым объектом физических полей: отраженного и прошедшего излечения.
Классификация вихретокового неразрушающего контроля по способу получения первоначальной информации: параметрический, трансформаторный.
Суть вихретокового метода заключается в исследовании с последующим анализом взаимодействия электромагнитного поля вихревых токов (которые наводятся в исследуемом объекте) и поля вихретокового преобразователя.
Магнитный метод неразрушающего контроля
Первичный информативный параметр: магнитной проницаемости, коэрцитивной силы, напряженности Эффекта Баркгаузена, остаточной индукции, намагниченности.
Взаимодействие с контролируемым объектом физических полей: магнитный.
Классификация магнитного неразрушающего контроля по способу получения первоначальной информации: феррозондовый, магниторезисторный, магнитографический, индукционный, пондеромоторный.
Магнитный метод НК основан на анализировании взаимодействия исследуемой конструкции с магнитным полем.
Тепловой метод
Первичный информативный параметр: теплометрический, термометрический.
Взаимодействие с контролируемым объектом физических полей: конвективный, контактный тепловой, собственного излучения.
Классификация теплового НК по способу получения первоначальной информации: калориметрический, термозависимых параметров, термобумаг, пирометрический, термокрасок, оптический, жидких кристаллов, интерференционный, термолюминофоров.
Тепловой метод неразрушающего контроля состоит в обнаружении дефектов, опираясь на анализ температурных или тепловых полей конструкции. Метод используется при наличии тепловых потоков в контролируемой конструкции или объекте.
Радиационный метод неразрушающего контроля
Первичный информативный параметр: спектральный, плотности потока энергии.
Взаимодействие с контролируемым объектом физических полей: активационного анализа, автоэмиссионный, прошедшего излучения, характеристического излучения, рассеянного излучения.
Классификация радиационного неразрушающего контроля по способу получения первоначальной информации: вторичных электронов, радиоскопический, сцинтилляционный, радиографический, ионизационный.
Суть радиационного метода НК состоит в исследовании проникающего излучения (нейтронного, рентгеновского и др.).
Метод неразрушающего контроля проникающими веществами
Первичный информативный параметр: газовый, жидкостной.
Взаимодействие с контролируемым объектом физических полей: молекулярный.
Классификация неразрушающего контроля проникающими веществами по способу получения первоначальной информации: пузырьковый, хроматический (цветной), фильтрующихся частиц, люминесцентный, ахроматический (яркостной), манометрический, люминесцентно-цветной, масс-спектрометрический, галогенный, радиоактивный, химический, акустический, устойчивых остаточных деформаций, высокочастотного разряда, катарометрический.
Обнаружение дефектов ведется с использованием веществ, которые заполняют поры, полости дефектов, после чего их можно визуально (воочию либо при помощи специальных приборов) рассмотреть и судить о степени поражения.
Зависимо от используемого вещества и вида выявленных дефектов (сквозные, поверхностные) название метода контроля может меняться с «проникающими веществами» на «течеискание», «капиллярный» и т.п.
Оптический метод неразрушающего контроля
Первичный информативный параметр: частотный, поляризационный, амплитудный, спектральный, фазовый, геометрический, временной.
Взаимодействие с контролируемым объектом физических полей: индуцированного, рассеянного, прошедшего, отраженного излучений.
Классификация оптического НК по способу получения первоначальной информации: визуально-оптический, голографический, интерференционный, рефлексометрический, нефелометрический, рефрактометрический.
Метод основан на фиксировании и анализе показателей оптического излучения.
Зависимо от целей и задач, используется тот или иной метод неразрушающего контроля. В некоторых случаях, для получения более полной и информативной картины, используется несколько методов НК.
www.okorrozii.com
Неразрушающий контроль | Сварка и сварщик
ГОСТ 18353-79 “Контроль неразрушающий. Классификация видов и методов” в зависимости от физических явлений, положенных в основу неразрушающего контроля подразделяет его на виды:
– оптический;
– радиационный;
– акустический;
– магнитный;
– вихретоковый;
– электрический;
– радиоволновой;
– тепловой;
– проникающими веществами.
Вид контроля – это условная группировка методов неразрушающего контроля, объединенная общностью физических принципов, на которых они основаны. Методы каждого вида неразрушающего контроля классифицируются по определенным признакам:
– характеру взаимодействия физических полей с объектом;
– первичным информативным параметрам;
– способам получения первичной информации.
Методы контроля качества сварных соединений устанавливает ГОСТ 3242-79.
Применение метода или комплекса методов контроля для обнаружения дефектов сварных соединений при контроле конструкций при ее изготовлении, ремонте и реконструкции зависит от требований, предъявляемых к сварным соединениям в технической документации на конструкцию. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
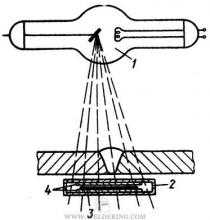
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
– трещины сварочные, термические, усталостные;
– пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде – газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы – миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Испытания плотности сварных швов
Испытаниям на плотность подвергают емкости для горючего, масла, воды, трубопроводы, газгольдеры, паровые котлы и др. Существуют несколько методов контроля плотности сварных швов: гидравлическое испытание, испытание водой без давления или наливом, испытание струей воды или поливом, пневматическое испытание, испытание аммиаком, испытание керосином.
weldering.com
Виды неразрушающего контроля и их классификация
Национальный Исследовательский Ядерный Университет
Московский Инженерно-Физический Институт
Кафедра №18
Конструирование приборов и установок
ДОКЛАД
по дисциплине
«Детали машин и основы конструирования»
на тему: «Магнитные методы неразрушающего контроля»
Выполнил: Исмаева Г. Р. А06-04
Консультанты: Сурин В. И., Волкова З. С.
2014 год
Оглавление
ВВЕДЕНИЕ 3
1.ВИДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ИХ КЛАССИФИКАЦИЯ 3
2.МАГНИТНЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 4
2.1МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ 5
2.2МЕТОД МАГНИТНЫХ СУСПЕНЗИЙ 7
2.3ИНДУКЦИОННЫЙ МЕТОД КОНТРОЛЯ 8
2.4МАГНИТОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ 9
3.ЗАКЛЮЧЕНИЕ 11
4.Список используемых источников 12
ВВЕДЕНИЕ
Неразрушающий контроль (НК), говоря языком нормативных документов – это контроль, который не разрушает (именно такое определение дано в ГОСТ 16504-81 «Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения»).
Кажущееся неполным и расплывчатым понятие обретает чёткие формы, стоит только разложить его «по полочкам». Так, под словом «контроль» подразумевается «измерение значений рабочих параметров и свойств объекта и их проверка на соответствие допустимым величинам». «Неразрушающий» означает «не требующий демонтажа или остановки работы объекта», «не подразумевающий непосредственного вмешательства в исследуемую среду».
Методы, с помощью которых реализуется НК, называются методами неразрушающего контроля (далее МНК).
Неразрушающий контроль, в зависимости от физических явлений, положенных в его основу, подразделяется на виды:
а) магнитный,
б) электрический,
в) вихретоковый,
г) радиоволновой,
д) тепловой,
е) оптический,
ж) радиационный,
З) акустический,
и) проникающими веществами.
Методы каждого вида неразрушающего контроля классифицируются по следующим
признакам:
а) характеру взаимодействия физических полей или веществ с контролируемым объектом;
б) первичным информативным параметрам;
в) способам получения первичной информации.
В данной работе мною будут рассмотрены магнитные методы неразрушающего контроля.
Магнитные методы неразрушающего контроля
Магнитные МНК основаны на анализе взаимодействия контролируемого объекта с магнитным полем и применяются, как правило, для обнаружения внутренних и поверхностных дефектов объектов, изготовленных из ферромагнитных материалов.
По характеру взаимодействия физического поля с объектом этот вид контроля не дифференцируют: во всех случаях используют намагничивание объекта и измеряют параметры, используемые при контроле магнитными методами.
Процесс намагничивания и перемагничивания ферромагнитного материала сопровождается возникновением гистерезиса. Химический состав, структура, наличие несплошностей и другие свойства, которые требуется контролировать, обычно связаны с параметрами процесса намагничивания и петлей гистерезиса.
К основным магнитным методам НК относят магнитопорошковый, магнитных суспензий, индукционный и магнитографический метод.
Магнитные методы применяют для измерения толщины неферромагнитного покрытия на ферромагнитном основании; для дефектоскопии поверхностных и подповерхностных участков ферромагнитных материалов; для получения информации о магнитной проницаемости и ее изменении в зависимости от напряженности магнитного поля.
Магнитопорошковый контроль
Магнитопорошковый контроль служит для выявления поверхностных и подповерхностных дефектов. Его применяют для контроля конструкций и деталей из ферромагнитных сталей обыкновенного качества, углеродистых качественных и низколегированных сталей.
При магнитопорошковом контроле выявляются трещины шириной от 1 мкм и глубиной от 0,01 мм до 8 мм. При контроле могут быть выявлены: волосовины, неметаллические включения, расслоения, закаты, подповерхностные флокены, поры, раковины в поковках и прокате; трещины шлифовочные, ковочные, штамповочные, надрывы, а также сварочные дефекты (трещины, непровары, шлаковые включения, поры, раковины и др.) в элементах конструкций и деталях; трещины, возникшие в элементах конструкций и деталях при эксплуатации машин.
Магнитопорошковым контролем не могут быть проконтролированы элементы конструкций и детали: из неферромагнитных сталей; на поверхности которых не обеспечена необходимая зона для намагничивания и нанесения индикаторных материалов; со структурной неоднородностью и резкими изменениями площади поперечного сечения; с несплошностями, плоскость раскрытия которых совпадает с направлением намагничивающего поля или составляет с ней угол менее 30°. На выявляемость дефектов оказывают влияние многие факторы, связанные со свойствами объекта и принятой технологией магнитопорошкового контроля, а именно: магнитные свойства и структурные неоднородности материала, шероховатость, форма объекта контроля, его габаритные размеры, масса, наличие покрытий, их толщина и свойства, вид тока, схема намагничивания, способ контроля, а также значения таких параметров технологии контроля, как напряженность поля или сила тока. Допускается контроль по немагнитным покрытиям (хром, кадмий и др.). Наличие покрытий толщиной до ~20 мкм практически не влияет на выявляемость дефектов. При толщине покрытия более 100-150 мкм могут быть выявлены только дефекты размером более 0,15 мм.
Масштабность применения магнитопорошкового метода объясняется его высокой производительностью, наглядностью результатов контроля и высокой чувствительностью. При правильной технологии контроля элементов конструкций и деталей этим методом обнаруживаются трещины в начальной стадии их появления, когда обнаружить их без специальных средств контроля трудно или невозможно.
Применение данного метода практически не ограничивает, как правило, плохое состояние поверхностей сварных соединений: наличие брызг и чешуйчатости; имеющиеся в сварных швах резкие переходы от наплавленного металла к основному, создающие дополнительные магнитные потоки рассеяния, а следовательно, дополнительные индикации. Метод позволяет достаточно эффективно выявлять в сварных соединениях поверхностные трещины.
Реализация метода. На намагниченный участок сварного шва наносится с помощью распылителя (или просто насыпается) сухой магнитный порошок. Магнитные частицы порошка, попадая в поле дефекта под действием электрического тока 7, намагничиваются и в результате притягивающей сипы перемещаются в зону наибольшей неоднородности магнитного поля. Порошинки, притягиваясь друг к другу, выстраиваются в цепочки, ориентируясь по магнитным силовым линиям поля 2, и, накапливаясь, образуют характерные рисунки в виде валиков 3, по которым судят о наличии дефекта 4.
Суть данного метода такова: магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом. Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
В качестве магнитных порошков применяют: тонко измельченную и просеянную через сито с 3600 отверстиями на 1 см2 железную окалину; частично восстановленный крокус в среде светильного газа при температуре 800°С; магнетит (Fe3O4), полученный химическим способом, и др.
Выявление дефектов облегчается применением окрашенных порошков (белого, желтого, красного). Намагничивание швов производят: электромагнитами П-образной формы, имеющими 5000— 10000 ампер-витков; обертыванием изделия несколькими витками гибкого кабеля, подключенного к сварочному трансформатору или генератору; пропусканием тока величиной 300 — 600 а непосредственно через изделие. Для намагничивания пригодны как постоянный, так и переменный токи.
Наибольшая вероятность выявления дефектов достигается в случае, когда плоскость дефекта составляет угол 90грд. с направлением намагничивающего поля (магнитного потока). С уменьшением этого угла чувствительность снижается и при углах, существенно меньших 90грд. дефекты могут быть не обнаружены. В связи с этим каждый участок нужно проверять дважды: один раз намагничивая его поперек, а второй — вдоль шва.
studfiles.net