Метрическая и дюймовая резьба отличия: Різьблення. Відмінності дюймової різьби від метричної різьби
alexxlab | 06.06.1994 | 0 | Разное
основные отличия от метрической, параметры и маркировка
Казалось бы что в трубах сложного? Соединяй и крути… Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.

- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.
Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.
Измерение шага дюймовой резьбы
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней.
 У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные). - Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
Различия в профиле дюймовой, метрической и трубной резьбы
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм. ** Фунт силы-фут – британский и американский эквивалент Н*м.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Используйте гайки и болты одинаковой прочности и материала
Важным фактором, который влияет на надежность и долговечность соединения, является совместимость болтов и гаек по прочности и материалу. Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки.
 Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки). - Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца.
 Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.

- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.

- Цифра 40 указывает на длину завинчивания.
Из дюймов в мм и обратно
Часто полезные инструменты и приспособления идут с дюймовой разметкой, для вашего удобства — таблица перевода из дюймовых размеров в метрические (1 дюйм = 25,4 мм) плюс несколько полезных инструментов с метрическими и дюймовыми шкалами одновременно.
Таблица перевода дюймовых размеров в метрические:
Угломер Starrett 491ME-300 300 мм с уровнем М00008460
Угломер-транспортир Starrett 491ME.
Одновременное измерение внешних и внутренних углов, измерение длины.
В упор встроен спиртовой уровень.
Разметка шкалы миллиметровая и дюймовые точно фрезерована.
Упор отлит из чугуна, полотно выполнено из стали и закалено.
Шаблон (Кондуктор) сверльный Veritas 32 Cabinetmaking Deluxe System 05J06.02 М00004793
В комплекте 3 шины-направляющие длиной 635 мм с отверстиями, 2 резьбовых стержня длиной 635 мм, соединительную пластину, 2 винтовх зажима с разъемом для установки в шину, линейка с метрической и дюймовой разметкой (1 дюйм = 25,4 мм) для точной настройки расстояния от края, кондуктор для сменных втулок, пара соединительных стержней с точной подстройкой, 2 латунных стопора для фиксирования точки отсчета, 3 направляющие вставки под сверла диаметром 5,6 и 8 мм, шестигранный ключ. Короткие элементы упакованы в деревянный кейс, шины и резьбовые стержни — в картонной коробке.
Короткие элементы упакованы в деревянный кейс, шины и резьбовые стержни — в картонной коробке.
ХИТ! Разметочный инструмент Multi-Mark Kreg KMA2900-INT
Все в одном! Инструмент Kreg Multi-Mark – это чрезвычайно удобный многофункциональный инструмент для разметки и измерений, полезный, как для любителей, так и для профессионалов. Среди особенностей: использование как линейки, перенести разметку, использовать как малку, встроенный пузырьковый уровень и многое другое. Метрическая (сантиметры) и дюймовая размерные шкалы на разных сторонах линейки.
Лента измерительная клеящаяся Starrett Measure Stix 3,65 м х 13 мм цифры — слева направо метрич/дюйм М00008470
Лента измерительная самоклеющиеся. Две шкала — миллиметровая и дюймовая. Направление шкалы — слева->направо Лента может быть приклеена прямо к столешнице, благодаря клеевому слою с обратной стороны.
Лента измерительная клеящаяся Starrett Measure Stix 3,65 м х 13 мм цифры — справа налево метрич/дюйм М00008469
Ленты измерительные Starrett Measure Stix самоклеющиеся.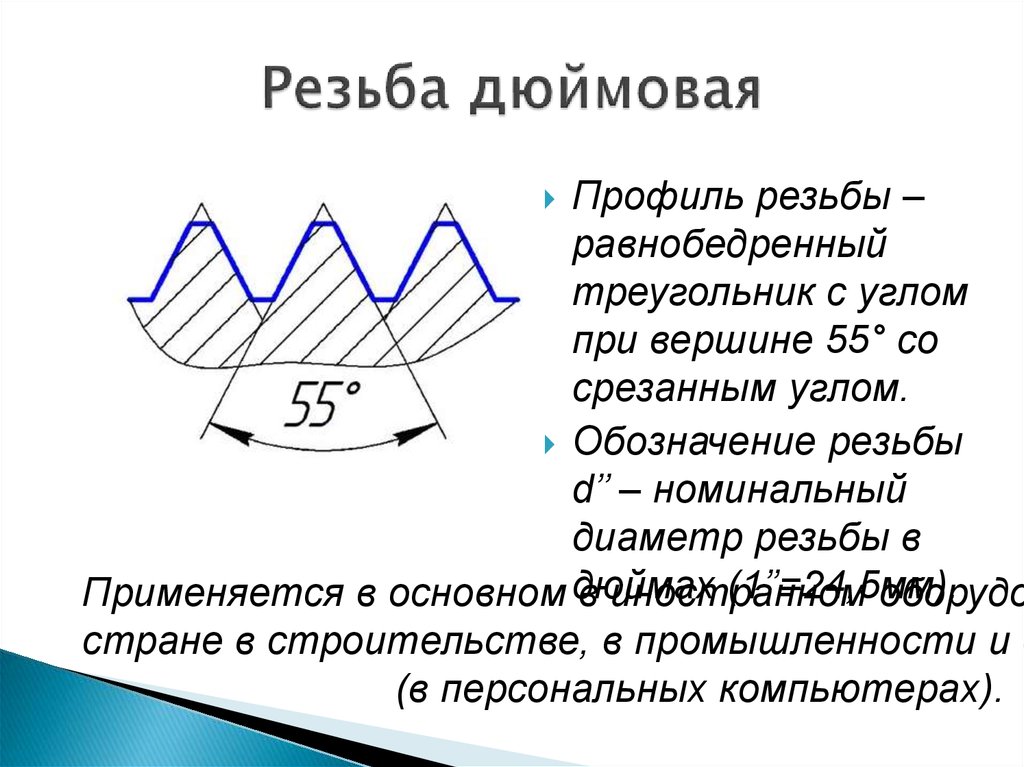 Две шкала — миллиметровая и дюймовая. Направление шкалы — справа налево
Две шкала — миллиметровая и дюймовая. Направление шкалы — справа налево
Кронциркуль электронный iGaging для внутрених измерений до 152 мм М00018042
Используется для замеров диаметров и ширин пазов. Для внутренних измерений
Считывает дробные, дюймовые и миллиметровые размеры (с разрешением 1/64 дюйма, 0,01 дюйма или 0,1 мм).
Японский резак для изготовления отверстий диаметром от 40 до 120 мм с рукоятью Kanzawa MT K-701/ 716163 М00003829
Используется для создания отверстий в древесине, коже, бумаге, картоне и т.п. Выполнен из алюминия с установленными на неё метрической и дюймовой (1 3/4 — 8 1/4 дюйма) шкалами. Выдвигаемый сменный затачиваемый нож. В комплекте 4 ножа.
Разметочный инструмент дюймовый (прецизионная маркировочная разметочная линейка, рейсмус, измеритель глубины реза) INCRA IG32 ХИТ!
Этот инструмент должен быть в каждой мастерской. Работает как прецизионная маркировочная разметочная линейка, рейсмус или измеритель глубины реза для различных операций и задач, например, для центровки (дюймовый).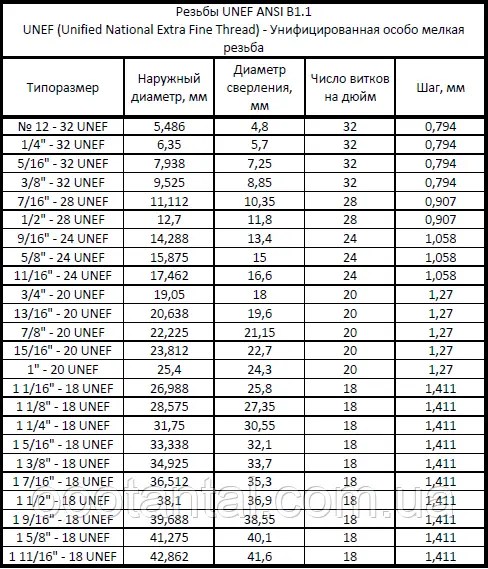
CMT DHG-001 Приспособление для измерения — измеритель высоты, глубины электронный 0-80 мм ХИТ!
Измерения в горизонтальной и вертикальной плоскостях быстрая и лёгкая установка глубины фрезерования на фрезерном столе метрическая и дюймовая измерительные шкалы винт для фиксации нужного размера
Три в одном: угольник + циркуль + линейка Veritas Carpenters Gauge 160 мм 05N36.01 М00003477 ХИТ!
Посмотреть Все разметочные инструменты с актуальными ценами в нашем каталоге.
Русская система мер — система мер, традиционно применявшихся на Руси и в Российской империи. На смену русской системе пришла метрическая система мер, которая была допущена к применению в России (в необязательном порядке) по закону от 4 июня 1899 года.Ниже приведены меры и их значения согласно «Положению о мерах и весах» (1899), если не указано иное. Более ранние значения этих единиц могли отличаться от приведённых; так, например, уложением 1649 года была установлена верста в 1 тыс. сажен, тогда как в XIX веке верста составляла 500 сажен; применялись и вёрсты длиной 656 и 875 сажен.
Чем отличается дюймовая резьба от трубной метрической / Резьбовое соединение / Соединение труб / Публикации / Санитарно-технические работы
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).

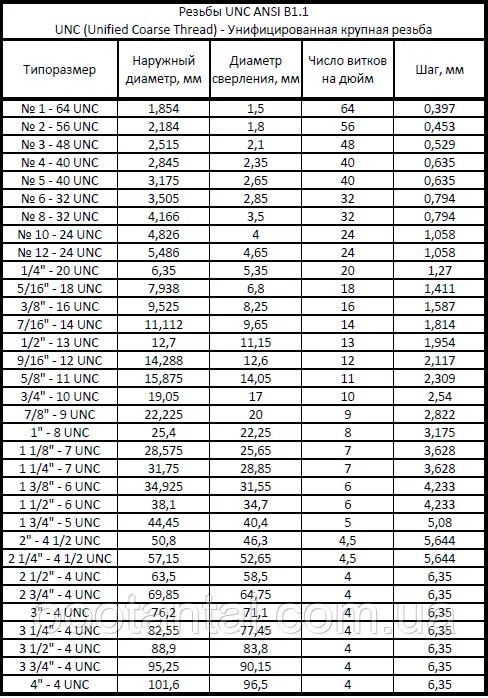
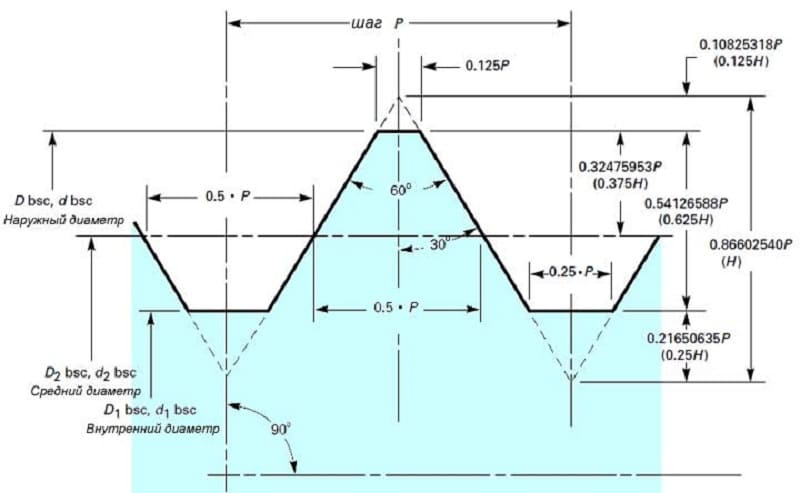
Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.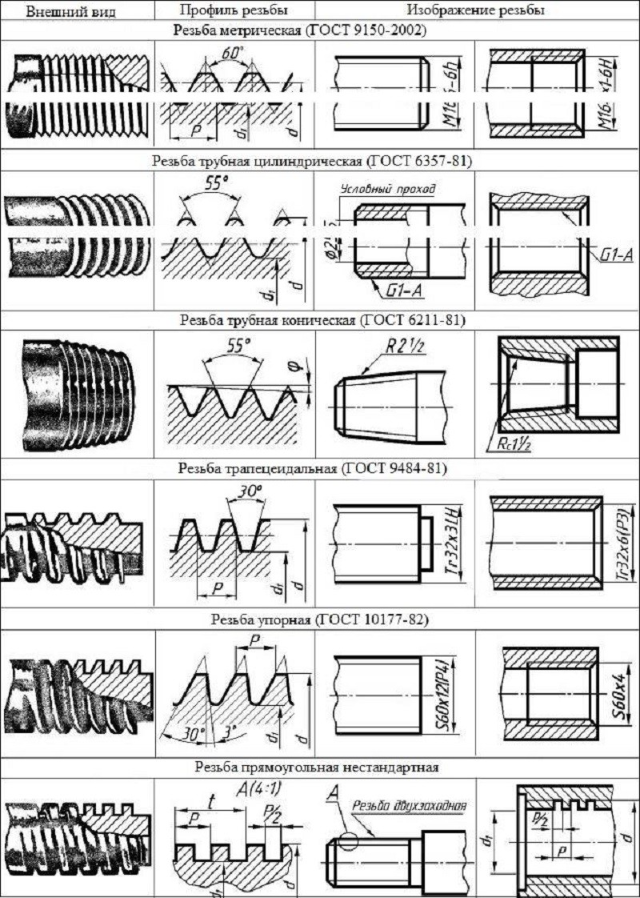
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля.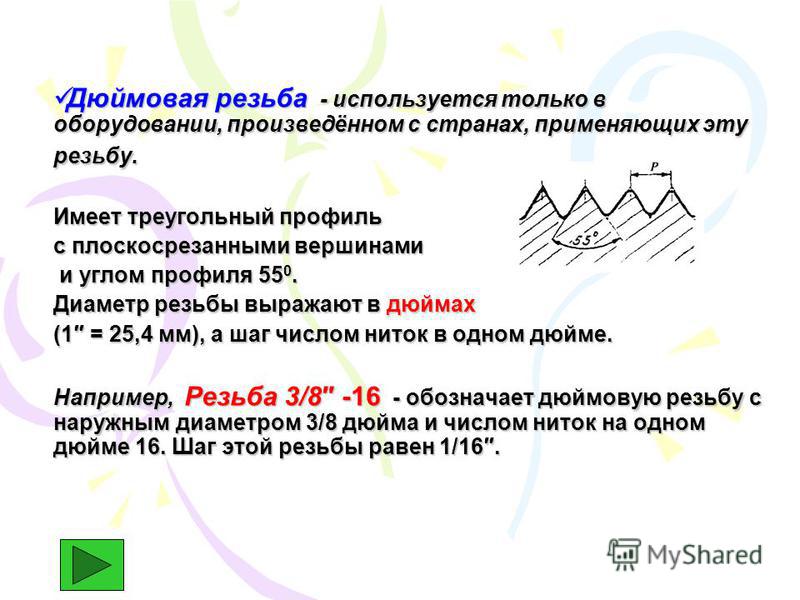 Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.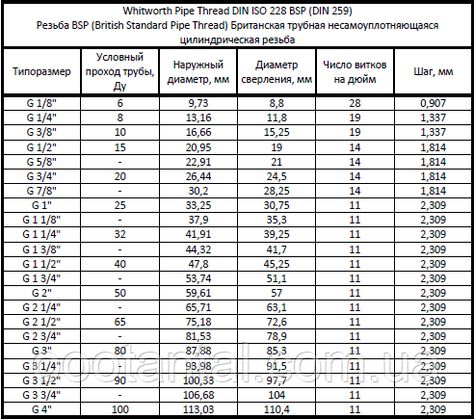
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Как отличить дюймовую и метрическую резьбу? – Gzipwtf.com
Как отличить дюймовую и метрическую резьбу?
Метрическая резьба измеряется по шагу. Это расстояние от гребня одной нити до гребня следующей, измеряемое в миллиметрах. Шаг метрической резьбы можно проверить прямым измерением с помощью метрической линейки. Шаг имперских резьб измеряется косвенно как заданное количество зубьев на дюйм.
В чем разница между метрической и дюймовой резьбой?
Обозначения метрической резьбы существенно отличаются, поскольку указывается шаг резьбы (расстояние между каждой резьбой в мм), а не число резьб на дюйм или мм. Например, M10x1. 5 (крупная) имеет шаг 1,5 мм, а M10x1. 25 (тонкая) резьба имеет шаг 1,25 мм.
Что такое дюймовая резьба?
Имперская резьба измеряется в нитках на дюйм или TPI. Как следует из названия, TPI измеряется путем подсчета количества вершин резьбы на длине 1 дюйм. Шаги имперской резьбы обычно делятся на две категории; UNC (Unified National Coarse) или UNF (Unified National Fine).
Как следует из названия, TPI измеряется путем подсчета количества вершин резьбы на длине 1 дюйм. Шаги имперской резьбы обычно делятся на две категории; UNC (Unified National Coarse) или UNF (Unified National Fine).
Одинаковы ли метрические и стандартные резьбы?
Измерения шага метрической резьбы читаются иначе, чем стандартные. В то время как для стандартных измерений шага резьбы меньшее число соответствует крупной резьбе, а большее число относится к мелкой резьбе, в метрической системе все наоборот. М10-1,50 — крупное обозначение резьбы, а М10-1,25 — мелкий шаг.
Как определяются метрические резьбы?
Метрические крепежные изделия указываются с шагом резьбы вместо количества резьбы. Шаг резьбы — это расстояние между витками, выраженное в миллиметрах (измеряется по длине крепежной детали). Например, шаг резьбы 1,5 означает, что расстояние между одной резьбой и следующей составляет 1,5 мм.
В чем разница между метрической системой и стандартной?
Как следует из названия, метрическая и стандартная – это две разные системы измерения. В то время как метрический ключ регулирует гайки и болты до метрических размеров, стандартный поворот регулирует гайки и болты до стандартных метрических размеров. Напротив, в метрических ключах используются такие единицы измерения, как миллиметры, сантиметры, дециметры и т. д.
В то время как метрический ключ регулирует гайки и болты до метрических размеров, стандартный поворот регулирует гайки и болты до стандартных метрических размеров. Напротив, в метрических ключах используются такие единицы измерения, как миллиметры, сантиметры, дециметры и т. д.
В чем разница между имперскими и стандартными?
Единственная разница между имперской системой и системой США заключается в измерении объема. Мало того, что количество унций в пинтах, квартах и галлонах больше в имперской системе, размер одной жидкой унции также отличается, как показано в таблице в Таблице 7. 1 (жидкая) унция. 160 (жидкость) унций.
У метрических болтов разная резьба?
Что касается МЕТРИЧЕСКОЙ фурнитуры, то для крепежа данного размера может быть до четырех различных шагов резьбы. Шаг резьбы в метрическом оборудовании относится к ФАКТИЧЕСКИМ РАЗМЕРАМ КАЖДОЙ РЕЗЬБЫ и измеряется в МИЛЛИМЕТРАХ. Например, 10-миллиметровые болты обычно доступны с шагом резьбы 1,0, 1,25 и 1,5.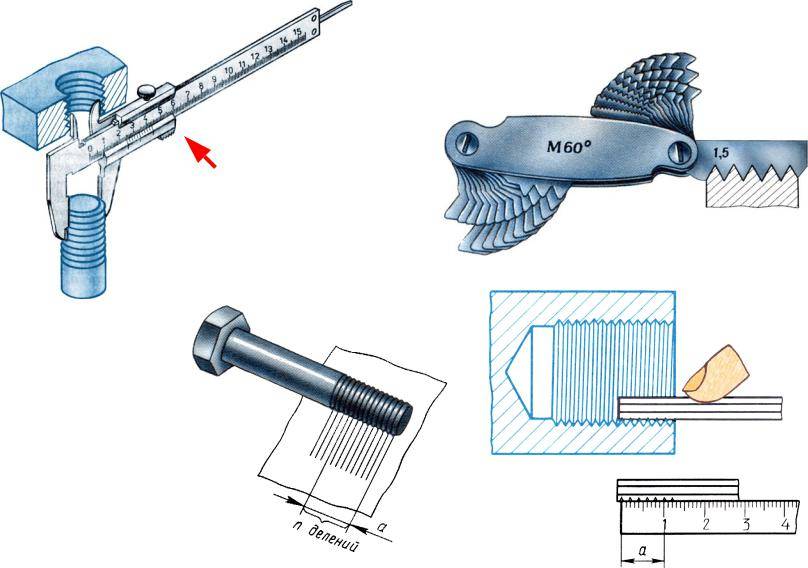
В чем разница между метрической системой и имперской системой?
Хотя основное различие между метрической системой и имперской системой заключается в типе используемых единиц измерения, есть еще несколько ключевых отличий. Метрическая система основана на единице измерения, называемой метром. Счетчик был создан с использованием окружности земли, проходящей от Северного полюса через Париж, Франция, и до экватора.
Как отличить метрические болты от британских?
Легко отличить метрический болт от дюймового. Если у болта есть линии на головке, это стандартный или дюймовый размер. Если на головке болта есть цифры, то это метрика. Если вы хотите посмотреть на него так же, как вы смотрите на дюймовый болт, вы можете измерить 10 миллиметров, посчитайте резьбу. Нажмите, чтобы увидеть полный ответ.
Как перевести метрические единицы в имперские?
Метрические единицы легко конвертировать путем умножения или деления на 10. Не существует простого способа конвертировать британские единицы. Названия и размеры единиц измерения, используемых в каждой системе, в основном отличают их.
Названия и размеры единиц измерения, используемых в каждой системе, в основном отличают их.
Когда двигатели Morris начали использовать метрическую резьбу?
Двигатели British Morris и MG с 1923 по 1955 год изготавливались с использованием метрической резьбы, но с размерами головок болтов и гаек, подходящими для гаечных ключей и головок Витворта. В 1919 марта Morris Motors приобрела французский завод по производству двигателей Hotchkiss, который во время Первой мировой войны переехал в Ковентри.
Таблица преобразования метрических и британских единиц измерения
Когда использовать метрическую или имперскую систему?
У него нет стандартного ответа, зависит от того, на каком целевом рынке вы продаете, обычно в США используется имперская система, в большинстве стран используется метрика. Есть еще небольшая разница в переводе метрической и имперской систем.
Наибольшая разница в метрических единицах, выраженных в шаге резьбы, и в британских единицах, выраженных в количестве резьб. (Пожалуйста, ознакомьтесь с примерами и подробностями ниже.)
Таблица преобразования метрических и британских единиц измерения
Дюймы (дюймы) x 25,4 = метрические единицы (мм)
Дюймы (дюймы) | Метрическая система (мм) | Дюймы (дюймы) | Метрическая система (мм) |
1/64 | 0,3969 | 25/64 | 9,9219 |
1/32 | 0,7938 | 13/32 | 10.3188 |
1/16 | 1,5875 | 7/16 | 11. |
5/64 | 1,9844 | 29/64 | 11.5094 |
3/32 | 2.3813 | 15/32 | 11.9063 |
7/64 | 2,7781 | 1/2 | 12.7000 |
1/8 | 3.1750 | 33/64 | 13.0969 |
9/64 | 3,5719 | 17/32 | 13.4938 |
5/32 | 3,9688 | 9/16 | 14.2875 |
11/64 | 4. | 37/64 | 14.6844 |
3/16 | 4,7625 | 19/32 | 15.0813 |
13/64 | 5,1594 | 5/8 | 15.8750 |
7/32 | 5,5563 | 41/64 | 16.2719 |
1/4 | 6,3500 | 21/32 | 16.6688 |
17/64 | 6,7469 | 3/4 | 19.0500 |
32 сентября | 7,1438 | 49/64 | 19.4469 |
5/16 | 7,9375 | 25/32 | 19. |
8.3344 | 7/8 | 22.2250 | |
32.11 | 8,7313 | 57/64 | 22.6219 |
3/8 | 9,5250 | 1 | 25.4000 |
 1125
1125  3656
3656 8438
8438Что такое шаг резьбы и номер резьбы?
Имперские крепежные детали обычно используют число витков резьбы, поэтому 20 соответствует 20 виткам резьбы на дюйм (TPI). Вместо этого для метрических крепежных изделий указывается шаг резьбы, который представляет собой расстояние между витками. Следовательно, шаг 1,5 будет иметь 1,5 миллиметра между каждой резьбой.
Как маркируются метрическая и имперская системы?
Маркировка метрической резьбы начинается с буквы М, за которой следует наружный диаметр резьбы в мм, например, М8 – метрическая резьба с наружным диаметром 8 мм.