Метрическая мелкая резьба – Метрическая резьба: таблица, размеры (диаметры, шаги и профиль)
alexxlab | 27.07.2020 | 0 | Разное
Мелкая метрическая резьба – Большая Энциклопедия Нефти и Газа, статья, страница 1
Мелкая метрическая резьба
Cтраница 1
Мелкие метрические резьбы с шагом 1 5мм в диапазоне диаметров от 12 до 52 мм и с шагом 2 мм в диапазоне диаметром от 56 до 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняются круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [1]
Мелкие метрические резьбы с шагом 1 5 мм в диапазоне диаметром 12 – 52 мм, с шагом 2 мм в диапазоне диаметров 56 – 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняют круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [2]
Мелкие метрические резьбы применяются для соединения в особых случаях, когда требуется большая плотность в нарезке. Длина нарезанной части болта делается обычно равной Id, где d – наружный диаметр резьбы в мм. Длиною болта считается расстояние от конца нарезки до головки болта. [3]
Мелкая метрическая резьба характеризуется коэффициентом измельчения k Р / РМ, где Р – шаг основной метрической резьбы; Рм – – шаг мелкой метрической резьбы. [4]
Мелкие метрические резьбы с шагом 1 5лш в диапазоне диаметров от 12 до 52 мм и с шагом 2 мм в диапазоне диаметром от 56 до 150 мм составляют сортамент конструкционных шпиндельных резьб. С этими размерами резьб выполняются круглые гайки, шлицевые и с отверстиями на торце, широко применяемые для регулировки натяга деталей, монтируемых на валах и шпинделях. [5]
Мелкая метрическая резьба применяется для улучшения контакта между шпилькой и гайкой. [7]
Мелкие метрические резьбы ( при длине свинчивания в восемь витков) – имеют три класса точности: 1 – й, 2 – й и 3 – й и, кроме того, три дополнительных класса для резьб с длиной свинчивания от 24 витков и выше. [8]
Для мелкой метрической резьбы, основной метрической резьбы большого диаметра и для трапецеидальной резьбы устанавливаются степени точности. Они обозначаются буквами латинского алфавита: для гайки – прописными, а для болта – строчными. [10]
Для мелких метрических резьб допуски наружного диаметра лежат в пределах 4-го и 5-го классов точности гладких изделий и одинаковы для всех степеней точности. [11]
Стандарты мелких метрических резьб установлены в настоящее время и Международной ассоциацией национальных органов стандартизации – ISA. По ISA нет только ряда, соответствующего 5 – й мелкой резьбе по ОСТ, а остальные 4 ряда В, – С, D и Е – охватывают меньшие интервалы диаметров, чем соответствующие им по ОСТ 1-я, 2-я, 3-я В 4-я мелкие резьбы. Так ряд С по ISA начинается с 8 мм, а по ОСТ 2-я мелкая резьба начинается с 6 мм, ряд D начинается С 24 мм, а 3-я мелкая с 8 мм, ряд Е – с 86 мм, а 4-я мелкая С 9 мм. По 1 – й мелкой резьбе и ряду В по ISA не совпадают шаги для даам. [12]
Для мелких метрических резьб установлены три основных класса точности – 1 – й, 2 – й, 3 – й и три дополнительных степени точности. [13]
Для мелких метрических резьб допуски наружного диаметра лежат в пределах 4-го и 5-го классов точности гладких изделий и одинаковы для всех степеней точности. [14]
Для мелких метрических резьб длины калибров приняты с установкой на длину свинчивания примерно 7 – 15 ниток в зависимости от диаметра. [15]Страницы: 1 2 3 4
www.ngpedia.ru
Мелкая метрическая резьба – Большая Энциклопедия Нефти и Газа, статья, страница 2
Мелкая метрическая резьба
Cтраница 2
Когда применяются мелкие метрические резьбы. [16]
Основные размеры мелких метрических резьб не приводятся полностью, но могут быть определены по специальной таблице на стр. Таблицы допусков как по мелким метрическим, так и по основным крепСжным резьбам относятся только к наиболее распространенным скользящим посадкам резьбы. [17]
Шаги по мелким метрическим резьбам построены с измельчением, связанным определенной пропорцией с шагами основной крепежной резьбы. Так, при шаге основной к епежной резьбы 6 мм первая мелкая резьба имеет шаг 4 мм, вторая мелкая – 3 мм, третья мелкая – 2 мм, четвертая-1 5 мм и пятая мелкая – 1 мм. [19]
Шаги по мелким метрическим резьбам построены с измельчением, связанным определенной пропорцией с шагами основной крепежной резьбы. Так, при шаге основной крепежной резьбы 6 мм первая мелкая резьба имеет шаг 4 мм, вторая мелкая – 3 мм, третья мелкая – 2 мм, четвертая – 1 5 мм и пятая мелкая – 1 мм. [20]
Для наружной третьей мелкой метрической резьбы определить предельные размеры стержня, соответствующие номинальному диаметру резьбы 80 мм. [21]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п на длине свинчивания: первая группа – до 8 ниток, вторая – от 8 до 24 и третья – свыше 24 до 48 ниток. [22]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п па длине свинчивания: первая группа – до 8 ниток, вторая – от 8 до 24 и третья – свыше 24 до 48 ниток. [24]
Для обычных соотношений мелких метрических резьб и длины свинчивания в 8 витков значения резьбовой единицы резьб с мелким и крупным шагом примерно одинаковы. [25]
В СССР для мелких метрических резьб ( ОСТ 1256) группы длин свинчивания объединяются в зависимости от числа ниток п на длине свинчивания: первая группа до 8 ниток, вторая от 8 до 24 и третья свыше 24 до 48 ниток. [26]
Общесоюзными стандартами установлены также мелкие метрические резьбы, которые отличаются от основной метрической резьбы более, мелким шагом при одинаковом наружном диаметре. [27]
У плашек для нарезания мелкой метрической резьбы по ОСТ НКТП 4120, 4121 и 4122 предусмотрена односторонняя торцовая выточка ( фиг. Ее глубина установлена равной от 2 до 5 мм, в зависимости от номинального диаметра: нарезаемой резьбы. [28]
У плашек для нарезания мелких метрических резьб предусмотрена односторонняя торцовая выточка. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Метрические резьбы — основная и мелкие
Метрическая резьба с натягом (ГОСТ 4608—65). Стандарт распространяется на метрические резьбы с крупными и мелкими шагами от 0,8 до 3 мм и диаметрами от 5 до 48 мм, предназначенные для образования резьбовых соединений с натягом по среднему диаметру (без участия сбега резьбы). Основные размеры резьбы принимаются по ГОСТ 9150—59. [c.226]В действовавших до 1/1 1964 г. стандартах на болты, винты и гайки исключалась возможность заказа и получения с торговых складов крепежных изделий, к которым предъявлялись строго определенные технические требования по прочности, шагу и классу точности резьбы или виду покрытия. Пересмотр стандартов на болты, винты и гайки обусловлен введением стандартов на диаметры и шаги резьб (ГОСТ 8724—58), на основные размеры (ГОСТ 9150—59), на допуски метрических резьб с крупными и мелки.ми шагами.
Метрическая резьба имеет треугольный профиль с углом а = 60°. Вершины профиля резьбы на винте и гайке притуплены для снижения концентрации напряжений, повышения стойкости режущего инструмента и исключения возможности повреждения резьбы (см. рис. 69). Стандарт предусматривает метрические резьбы с крупным и мелким шагом. Для одного и того же наружного диаметра й мелкие резьбы отличаются от крупных величиной шага 5, а следовательно, и высотой профиля резьбы. Уменьшение глубины резьбы и увеличение внутреннего диаметра резьбы увеличивает прочность винта, а уменьшение угла подъема р в связи с уменьшением шага увеличивает самоторможение в резьбе, чем уменьшает возможность самоотвинчивания. Поэтому мелкие резьбы широко применяются для высокопрочных и мелких деталей в авиационной промышленности, точной механике, радиотехнике и т. п. В табл. 33 и 34 приведены выдержки из ГОСТ 9150—59 для резьб метрических с крупным шагом и из ГОСТ 8724—58 основных размеров метрических резьб с мелким шагом. [c.99]
Стандартная метрическая резьба. Метрическая резьба является основным типом крепежной резьбы треугольного профиля (см. рис. 13.6) с углом профиля а=60°. Ее используют также в деталях приборов. Размеры элементов метрической резьбы задают в миллиметрах. Для метрической резьбы в ГОСТ 8724—81 установлены следующие значения шага, мм 0,075 0,08 0,09 0,1 0,125 0,15 0,175 0,2 0, 225 0,25 0,3 0,35 0,4 0,45 0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2 и далее до 6 через 0,5 мм. Для метрической резьбы общего назначения установлены диаметры в диапазоне от 0,25 до 600 мм и шаги в указанном выше интервале. Метрическая резьба диаметров от 1 до 600 мм делится на два типа с крупным шагом (для диаметров от 1 до 68 мм) и с мелкими шагами (для диаметров от 1 до 600 мм). Каждому диаметру резьбы соответствуют определенные шаги (крупные и мелкие). [c.202]
Обозначение метрической резьбы — основной и мелких — на чертежах при простановке размеров см. ЭСМ т. 5.
Ряды метрических резьб (основных и мелких) по нормалям станкостроения [c.367]
Скорости резания при нарезании метрической основной и мелкой резьбы метчиками и плашками [c.212]
По величине шага метрические резьбы делятся на основную и мелкие 1, 2, 3, 4 и 5-ю. Мелкие резьбы отличаются от основной коэффициентом измельчения, приведенным в табл. 20. [c.164]
Размеры и форма головки винта не влияют на удерживающую силу, под которой понимают нагрузку, прикладываемую в осевом или поперечном направлениях и достаточную для извлечения винта из резьбового отверстия. В корпусных деталях, которые условно рассматриваются как гайки с бесконечной толщиной стенки, рекомендуют применять метрический профиль резьбы [101]. Основные размеры и профиль метрической резьбы в полимерных деталях соответствуют общепринятым по стандарту. Вместе с тем в целях увеличения несущей способности резьбовых соединений деталей из ПМ вершины выступов резьбы у винта и впадину резьбы в отверстии скругляют [40]. Радиус закругления должен составлять не более 5,5% шага резьбы [130, с. 119]. С этой целью можно уменьшить также высоту профиля резьбы на 45% высоты остроугольного профиля, уменьшив наружный диаметр винта. В соответствии с этим увеличивается внутренний диаметр резьбы в отверстии. Соотношения шагов и диаметров основной и мелкой резьбы у деталей из ПМ соответствуют общепринятым по ГОСТу. Мелкая резьба применяется в деталях из мягких ПМ типа полиолефинов, а крупная — из жестких [40]. [c.249]
В приборостроении для соединения деталей применяют преимущественно метрическую резьбу (основную и мелкую), реже круглую, дюймовую и специальную резьбу (для объективов фотоаппаратов, часовую и т. п.). Мелкая метрическая резьба характеризуется коэффициентом измельчения к — Р/Рм. где Р — шаг основной метрической резьбы Р шаг мелкой метрической резьбы. [c.163]
Основным видом цилиндрической резьбы в СССР является метрическая резьба с диаметрами от 1 до 600 мм, регламентированная ГОСТ 8724—58, с профилями и основными размерами по ГОСТ 9150—59. По величине шага эту резьбу делят на резьбу с крупным и мелким шагом. Таким образом, одному и тому же номинальному (наружному) диаметру резьбы соответствует несколько шагов разной величины. [c.263]
К первой группе относятся основная и мелкие метрические резьбы по ОСТ 273 и дюймовая резьба по ОСТ 1260, к специальным резьбам — трубная, трапецеидальная, прямоугольная, упорная, круглая и некоторые другие резьбы. [c.754]
| Таблица 3 Сводная таблица диаметров и шагов основной и мелких метрических резьб | 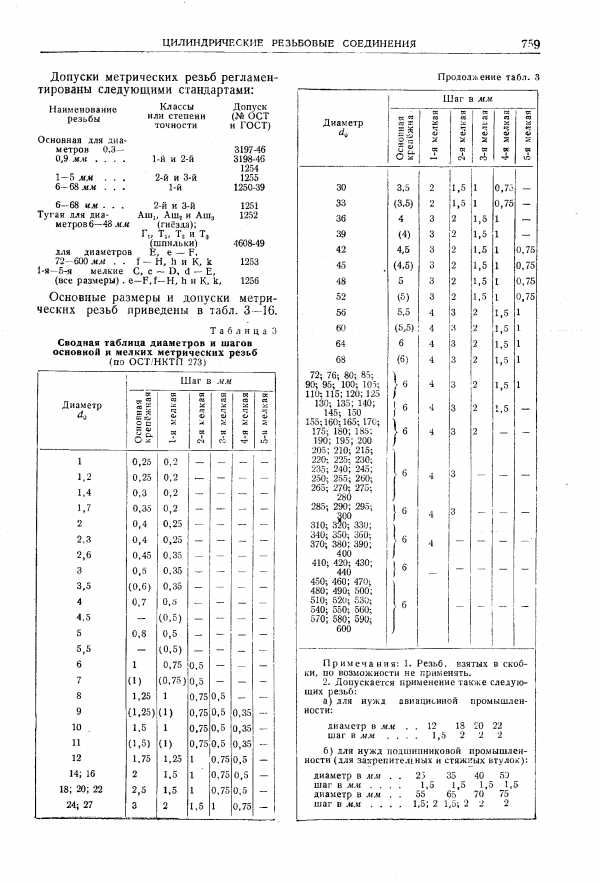 |
Области применения резьбы. В приборостроении используется главным образом метрическая резьба (основная и мелкая). Дюймовая резьба применяется, когда прибор изготовлен по дюймовой системе мер, трубная и круглая — для соединения тонкостенных деталей. Для точных ходовых винтов применяется в основном трапецеидальная резьба. [c.217]
На деталях из пластмасс можно получать наружную и внутреннюю резьбу различного профиля. Можно применять резьбу метрическую, дюймовую, трубную, цилиндрическую по ГОСТ 6357-52, коническую дюймовую по ГОСТ 6111-52 и др. Метрическая резьба на деталях диаметром 1—120 мм регламентирована ГОСТ 11709-66. Диаметры н шаги резьбы выбирают по ГОСТ 8724-58 1ю рекомендуется применять шаги 0,5, 0,75, 1,0 мм для диаметров резьбы соответственно свыше 16, 18, 36 мм. Основные резьбы с крупным и мелким шагом выбирают по ГОСТ 9150-59. Шаг резьбы выбирают в соответствии с приложением к ГОСТ 11709-66. Для термореактивных материалов с порошкообразным наполнителем наиболее прочной является резьба с шагом 1,5 мм. Резьбы с более крупными или меньшими шагами имеют меньшую прочность. На термопластичных материалах можно получить резьбу с любым шагом. [c.87]
По ГОСТ 9150—59 метрические резьбы делятся на резьбы с крупным и мелким шагом (см. табл. 3.1) В качестве основной крепежной применяют резьбу с крупным шагом, так как она менее чувствительна к износу и неточностям изготовления. Резьбы с мелким шагом различаются между собой коэффициентом измельчения, т. е. отношением крупного шага к соответствующему мелкому шагу (рис. 3.7). Резьбы с мелким шагом меньше [c.38]
Применяются метрические резьбы в основном как крепежные с крупным шагом — при значительных нагрузках и для крепежа (болтов, гаек, винтов) с мелкими шагами — при малых нагрузках и тонких регулировках. [c.326]
Метрическая резьба является основной крепежной резьбой. Она имеет треугольный профиль с углом а — 60°, диаметр и шаг ее измеряются в миллиметрах. Метрические резьбы бывают с крупным и мелким шагом (табл. 13.1). Метрическую резьбу с крупным шагом (Р = 0,2 6 мм) применяют при диаметрах = 1 -ь 68 мм. При обозначении на чертежах указывают наружный диаметр в миллиметрах. Резьбы с малым шагом применяют, в частности, при изготовлении резьбовых тонкостенных деталей. [c.376]
Допуски метрических резьб, основных и мелких, приведены в табл, 75—78. [c.133]
Профиль и основные размеры метрической резьбы для диаметров от 1 до 120 мм на деталях из пластмасс рекомендованы ГОСТ 11709—66 на срок с 1/1У 1966 г, до 1/1У 1970 г. Диаметры и шаги этой резьбы — по ГОСТ 8724—58, а основные размеры резьбы с крупными и мелкими шагами — по ГОСТ 9150—59. Допуски на диаметры резьбы — по классам точности 2а, 3 и 4. [c.329]
ГОСТ 11709—66 на метрическую резьбу на деталях из пластических масс стандартизует резьбы диаметром от 1 до 120 мм, причем диаметры и шаги в указанных пределах приняты такими же, как и для метрической резьбы для металлических изделий, т. е. по ГОСТ 8724— 58 (для диаметров свыше 16 мм не рекомендуется применять шаг 0,5 мм, для резьб свыше 18 мм — шаг 0,75 мм и для резьб свыше 36 мм — шаг 1 мм), а основные размеры резьбы с крупными и мелкими шагами — по ГОСТ 9150—59. Помимо этого, для резьб диаметром от 3 до 8 мм введены особо крупные шаги для резьбы диаметром 3 мм — шаг 0,8 мм, для резьбы диаметром 4 мм — шаг 1 мм, и для резьб диаметром 5, 6 и 8 мм — шаг 1,5 мм. Для термореактивных пластических масс с порош- [c.311]
К первой группе, наиболее распространенной, относятся все виды резьб крепежных и специальных, как например, основная и мелкие метрические резьбы, дюймовая резьба, а также большое количество специальных резьб трубная, трапецеидальная, прямоугольная, упорная, круглая и т. д. К коническим резьбам, получившим распространение только недавно вследствие несколько большей сложности изготовления, относятся резьба трубная коническая, а также конические резьбы для нефтяной промышленности. [c.151]
Метрическая резьба служит для крепления деталей. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине 60°. Метрическая резьба (основная и мелкая) при одном и том же наружном диаметре может быть выполнена с крупным или мелким шагом. [c.73]
Метрическая резьба имеет профиль, в основании которого заложен равносторонний треугольник с плоскосрезанными выступами и плоскосрезанными или закругленными впадинами (табл. 22). Метрическая резьба бывает с крупным и мелким шагом (табл. 23). Основные размеры метрических резьб устанавливает СТ СЭВ 181 — 75 и СТ СЭВ 182—75, а допуски ГОСТ 16093—70. [c.79]
Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Геометрические параметры резьб и допуски на их размеры стандартизованы. Стандарт предусматривает метрические резьбы с крупным и мелким шагом. При уменьшении шага (рис. 198) соответственно уменьшаются глубина резьбы, что ведет к увеличению диаметра di и повьппению прочности, и угол подьема [см. формулу (24.1)], что увеличивает самоторможение. По этим причинам мелкие резьбы находят применение для динамически нагруженных деталей, полых тонкостенных и мелких деталей (в авиации, точной механике и т.п.). В машиностроении основное применение имеют резьбы с крупньпи шагом, поскольку они менее чувствительны к ошибкам изготовления и износу. [c.227]
В зависимости от назначения резьбы подразделяются еа крепежные и ходовые. К крепежным резьбам относятся основные и мелкие метрические резьбы по ОСТ НКТП 273 и дюймовая резьба по ОСТ НКТП 1280. В зависимости от величины допуска на средний диаметр основные метрические резьбы имеют три класса точности. Наибольшее распространение имеют резьбы 2 и 3 класса. [c.142]
Нарезание резьбы метчиками. Наиболее широко используемым режущим инструментом для нарезания внутренней резьбы является метчик. Различают метчики ручные, машинно-ручные, машинные и гаечные. Мет чики маш-инно-ручные для метрической резьбы с крупным и мелким шагом изготовляют по ГОСТ 3266-81 метчики машинные с винтовыми канавками — по ГОСТ 17933-72 метчики машинноручные с укороченными канавками – по ГОСТ 17931 — 72 метчики гаечные-по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71 метчики ручные по ОСТ 2-И50-1 —73. Метчики машинно-ручные твердосплавные изготовляют по ГОСТ 3266 — 81, ТУ 2-035-116 — 70 метчики машинные для нарезания резьб диаметром до 1 мм — по ГОСТ 8859 — 74 метчики машинные для станков с ЧПУ — по ОСТ 2-И52-1 —74. Метчики машинно-ручные для нарезания трубной резьбы изготовляют по ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70. Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257-73. Основные геометрические параметры метчиков приведены на рнс. 8. [c.623]
Н Для крепежных соеданений применяется метрическая резьба (в Англии и США —дюймовая). Основная метрическая резьба обозначается буквой М и номинальным наружным диаметром (например, М16), мелкая резьба — буквой М, наружным диаметром и шагом (например, М16 X 1,5). Если резьба левая, то она обозначается, например, так М16 левая. [c.56]
Метчики гаечные с изогнутым хвостовиком (по ГОСТ 6951—54) для нарезания основной и мелкой метрической резьбы (по ОСТ НКТП 32, 94, 271, 272), а также дюймовой (по ОСТ НКТП 1260) [c.241]
Форму обозначения метрической резьбы—основное и мелкил иа нер [c.277]
ГОСТ 9150—59, устанавливающий профиль, его элементы и основные размеры метрических резьб с крупными и резьб с мелкими шагами заменяет ранее действовавшие ОСТ НКТП 94, 32, 271, 272, 4120, 4121 и 193 на основную и пять мелких метрических резьб. [c.327]
Резьбовые соединения относятся к разъемным соединениям и делятся на ненапряженные и напряженные. Наиболее ответственным элементом )езьбоЕЫх деталей является резьба. Различают правую и левую резьбы. 1о форме сечения витка различают треугольную, трапецеидальную, упорную, прямоугольную и другие резьбы. Наиболее распространена в нашей промышленности метрическая резьба с треугольным профилем. На метрические резьбы установлены следующие стандарты ГОСТ 8724—58 — Резьба метрическая для диаметров 1—600 мм. Диаметры и шаги ГОСТ 9150—59 — Основные размеры (табл. 180 и 181) ГОСТ 9000—59 — Резьба метрическая для диаметров от 0,25 до 0,9 мм ГОСТ 4608—65 — Резьба метрическая с натягами . Резьбы метрические изготовляют с крупным и мелким шагами с крупным шагом — для диаметров от 1 до 68 мм принята за основную крепежную резьбу с мелким шагом —для диаметров от 1 до 600 мм применяется преимущественно на полых тонкостенных и динамически нагруженных деталях, а также на деталях, у которых резьба предназначена для регулировки. Изготовляют метрические резьбы по следующим классам точности 1, 2, 2а и 3. Класс точности резьбовых соединений выбирают в зависимости от их назначения. Допускается сочетание сопряженных крепежных деталей разных классов точности. Наиболее высококачественную регулировочную резьбу с минимально возможными зазорами можно изготовить по 1-му классу точности. При нанесении на поверхность резьбы 1-го класса точности гальванических покрытий даже минимальных толщин свинчиваемость резьбы резко снижается. Зазоры в резьбе 2-го класса точности обеспечивают хорошее ее свинчивание без значительной качки. Резьбу 3-го класса точности обычно применяют при отсутствии высоких требований к качеству. Гальванические покрытия незначительно отражаются на резьбе 3-го класса точности. [c.334]
Метрическая резьба является основным типом резьбы, применяемой для резьбовых соединений. Существует шесть разновид1 остей метрических резьб основная крепежная и мелкие— 1-я, 2-я, 3-я, 4-я и 5-я. [c.149]
Трубную цилиндрическую резьбу используют для соединения труб и арматуры трубопроводов. Профиль трубной резьбы треугольный с углом при вершине 55° со скругленнем выступов и впадин. По сравнению с основной метрической резьбой трубная имеет более мелкий шаг и меньшую высоту профиля, поскольку нарезается на тонкостенных деталях. Обозначают такую резьбу на чертеже в дюймах (один дюйм равен 25,4 мм). [c.73]
В качестве крепежной основное применение имеет метрическая резьба. По ГОСТ 9150—59 предусмотрена метрическая резьба с крупным шагом, обозначаемая на чертежах М20, М27 и т.п., где число указывает наружный диаметр резьбы (являют,ийся номинальным диаметром резьбы) в мм, и резьбы с мелкими шагами, в обозначениях которых, помимо наружного диаметра резьбы, указан ее шаг, например, М20х1,5. На рис. 410 показана метрическая резьба винта и гайки. [c.407]
mash-xxl.info