Метрическая резьба это резьба: ГОСТ, таблица размеров и шаг метрических резьб
alexxlab | 29.07.1989 | 0 | Разное
всё про ремонт и обустройство жилья
Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Особенности метрической резьбыДиаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбыДля метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
Резьбомер служит для определения системы резьбы, шага метрической резьбы или числа ниток на 1 дюймовой резьбы. Резьбомер является одномерным инструментом для измерения наружных и внутренних резьб. Резьбовая пробка служит для комплексной проверки основных элементов внутренней резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Взяв в руки резьбомер и болт, последовательно накладывают пластинки резьбомера для метрической или дюймовой резьбы на проверяемую резьбу так, чтобы шаблон ( гребенка) был размещен вдоль оси болта, г зубья шаблона вошли в резьбовые нитки болта. После того как профиль резбы шаблона точно совпадает с резьбой болта, по надписи на шаблоне устанавливают шаг метрической резьбы или число ниток на дюйм для дюймовой резьбы. [33]
При отсутствии резьбомера шаг резьбы измеряют масштабной линейкой или штангенциркулем. Для этого на резьбу вдоль ее оси накладывают линейку так, чтобы ее нулевое деление совпало с вершиной одного из витков, и отсчитывают число уложившихся на длине 1 ( 25 4 мм) витков резьбы.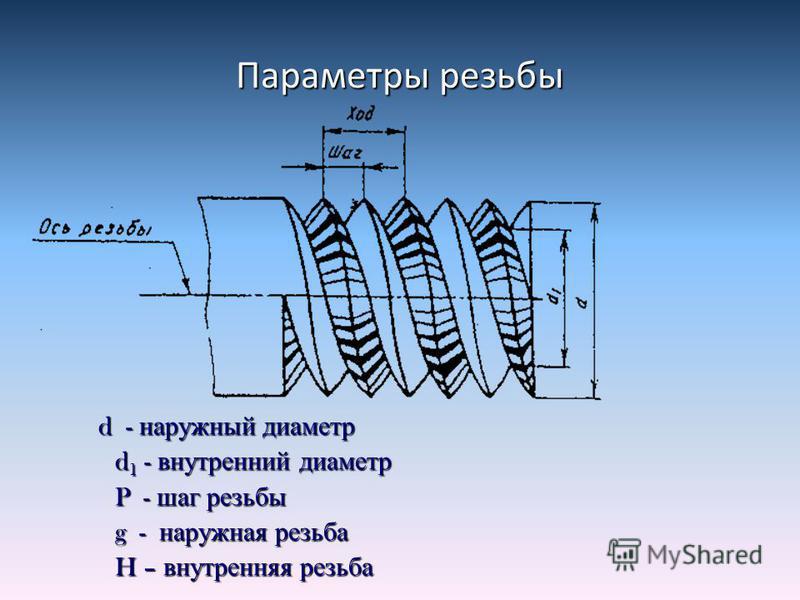 Аналогично определяют и шаг метрической резьбы . Если в 1 не укладывается целое число витков, то подсчет производят на длине двух-трех дюймов. [35]
Аналогично определяют и шаг метрической резьбы . Если в 1 не укладывается целое число витков, то подсчет производят на длине двух-трех дюймов. [35]
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Резьбовыми шаблонами определяют шаг и профиль резьбы. Комплекты шаблонов ( рис. 9) имеются для метрической ( метка 60) и дюймовой ( метка 55) резьбы. Для определения резьбы в ней последовательно устанавливают шаблоны, пока резьба и шаблон точно не совпадут. На шаблоне указан шаг метрической резьбы или количество ниток на дюйм. [38]
Какое изделие называется деталью. Какое изделие называется сборочной единицей. Каким требованиям должен удовлетворять чертеж детали. Каким требованиям должен удовлетворять чертеж сборочной единицы. Как подразделяется конструкторская документация ( КД) в зависимости от стадии проектирования.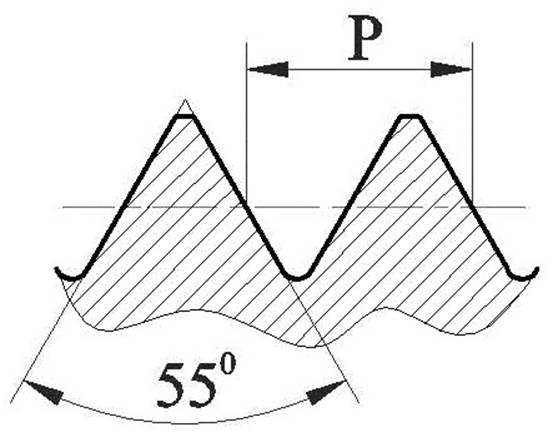 Какие КД называют подлинниками. В чем состоит различие между понятиями ход резьбы и шаг резьбы. Из каких частей он состоит. Пояснить эскизом правило: Резьба стержня закрывает резьбу отверстия. В каких случаях указывается шаг метрической резьбы . [40]
Какие КД называют подлинниками. В чем состоит различие между понятиями ход резьбы и шаг резьбы. Из каких частей он состоит. Пояснить эскизом правило: Резьба стержня закрывает резьбу отверстия. В каких случаях указывается шаг метрической резьбы . [40]
Метрическая резьба
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60° . Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р , где Н это высота, а Р шаг резьбы.
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
- M16 , М42 , М64 – с крупным шагом
- М16×0,5 ; М42×2 ; М64×3 – с мелким шагом
- М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм , шагом 1 мм и её ход составляет 3 мм (трёхзаходная )
- M14LH , M40×2LH , M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т. п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.

- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
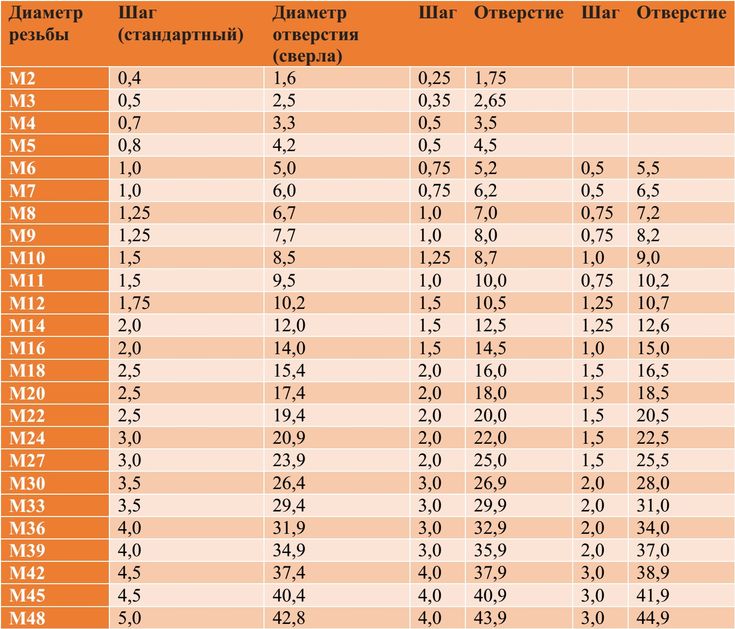
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.

Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
определение и применение :: SYL.
 ru
ru
Драцене не страшны сквозняки в прихожей: выбираем растения для каждой комнаты
“Ролевые игры не люблю”: Подольская о домашних забавах с детьми
Для создания выделяющегося образа: выбираем модный вариант стрижки пикси-боб
Укрываем не только хвоей. Какие ошибки совершают перед зимой дачники
Как поджарить тост без тостера разными способами: креативные идеи
Совершенно новая прическа без потери длины: выбираем модную многослойную стрижку
Их еще называют ленивые картофельные вареники: ошибки в приготовлении ньокки
Корица, авокадо, еловые ветки: полноценный домашний спа против осенней хандры
Маникюр для скромных: самый сдержанный нейл-арт октября и лучшие идеи
Прически на осень 2021-го: мы снова копируем Spice Girls
Резьба – это вид поверхности, который образуется при винтовом движении направляющего плоского контура по цилиндрической поверхности или круговому конусу. Резьбы классифицируют по разным признакам: по направлению витков (правая и левая), по форме профиля (треугольная, круглая, упорная и т. п.), по расположению (внутренняя и внешняя), по характеру поверхности и назначению (цилиндрическая, метрическая, коническая резьба, дюймовая и т. п.) и по количеству заходов (однозаходная и многозаходная).
Резьбы классифицируют по разным признакам: по направлению витков (правая и левая), по форме профиля (треугольная, круглая, упорная и т. п.), по расположению (внутренняя и внешняя), по характеру поверхности и назначению (цилиндрическая, метрическая, коническая резьба, дюймовая и т. п.) и по количеству заходов (однозаходная и многозаходная).
Нормативная документация
Резьбовая поверхность – это отличительная конструктивная особенность резьбовых соединений. Они относятся к разъемным соединениям и широко применяются во всех отраслях промышленности. Чаще всего находит применение резьба метрическая. Основные размеры этой резьбы определены следующими документами:
– угол профиля регламентирован ГОСТ9150-81;
– номинальные диаметры и шаги – ГОСТ8724-81;
– номинальные диаметры и шаги для приборостроения – ГОСТ16967-81;
– номинальный и средний диаметр – ГОСТ 24705-81;
– номинальный и средний диаметр метрической резьбы для приборостроения – ГОСТ 24706-81;
– длины свинчивания – ГОСТ 16093-81.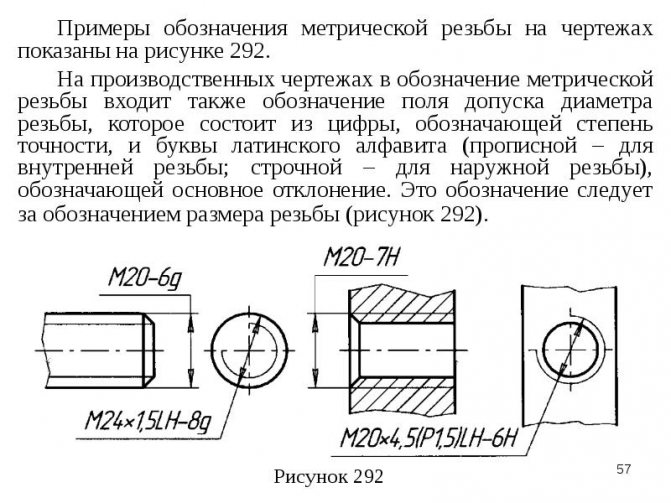
Применение
Метрическая резьба – это основной тип крепежной резьбы. Также она применяется для изготовления точных винтовых пар измерительных приборов и инструментов. Профиль данной резьбы выглядит как равносторонний треугольник с углом 60º при вершине. Профили резьбовой пары (болта и гайки) совпадают. Отличаются они только величиной притупления вершины – у стержня она плоскосрезанная. Форма впадин у резьбовой пары не регламентируется – она может быть закругленной или плоскосрезанной. Но первый вариант является предпочтительным.
Основные характеристики
Метрическая резьба характеризуется двумя основными параметрами: номинальным диаметром и шагом. Номинальный диаметр – это условный размер, используемый в обозначении. Численно он равен наружным диаметрам болта и гайки (они также равны между собой). Второй параметр – шаг резьбы, который равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Несмотря на сложное определение, его довольно просто измерить (у стержня) – прокатываем болт на листке плотной бумаги и измеряем расстояние между ближайшими бороздками. Конечно, эту процедуру нельзя произвести без некоторой погрешности, но полученный результат можно сверить с таблицей основных размеров и выбрать наиболее близкое значение.
Несмотря на сложное определение, его довольно просто измерить (у стержня) – прокатываем болт на листке плотной бумаги и измеряем расстояние между ближайшими бороздками. Конечно, эту процедуру нельзя произвести без некоторой погрешности, но полученный результат можно сверить с таблицей основных размеров и выбрать наиболее близкое значение.
Обозначение
Метрическая резьба обозначается буквами и цифрами. К примеру, М30: М – метрическая; 30 – номинальный диаметр (в мм, шаг крупный). Если шаг крупный, он не указывается, а его значение можно посмотреть по ГОСТу – самое большое число в графе «шаг» для нужного номинального диаметра. Другой пример: М30×2, то есть, все то же самое, только шаг равен 2 мм. Метрическая резьба бывает правой (не отражается в обозначении) или левой (М30 LH, а буквы LH означают, что резьба левая). Еще отражают количество заходов: М30×3 (P2) LH – в данном случае цифра три означает трехзаходную резьбу, а число в скобках – шаг резьбы. Если число заходов не указано – значит, резьба однозаходная.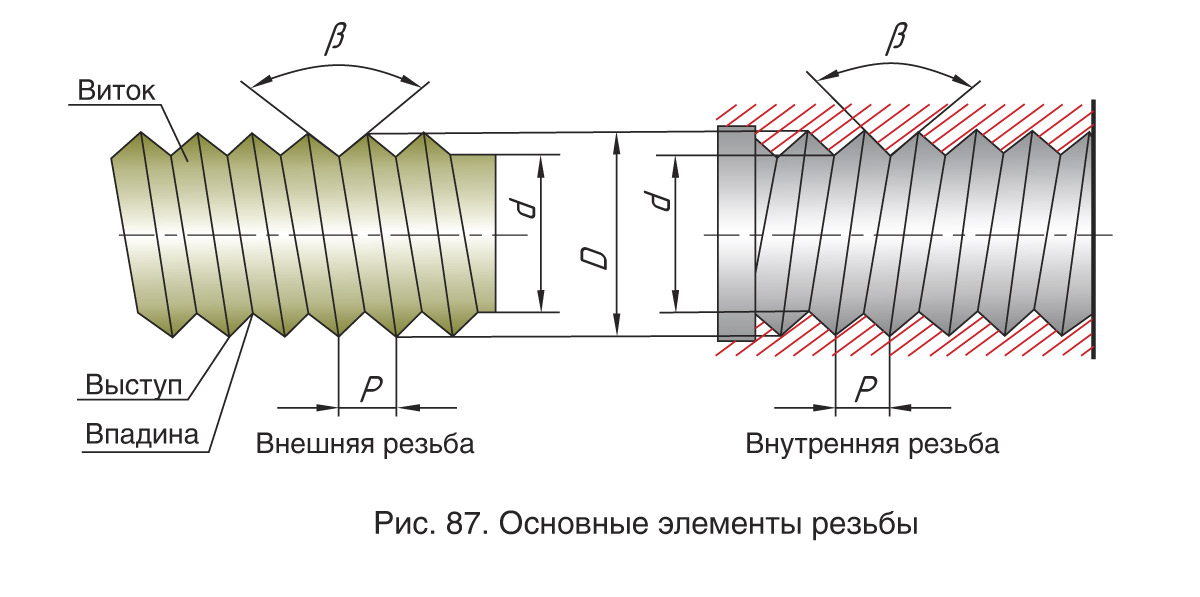
Похожие статьи
- Нарезание резьбы. Метчики для нарезания резьбы
- Резьбовые соединения. Таблица резьбовых соединений
- Шаг резьбы. Описание. Область применения
- Определение и обозначение резьбы
- Трапецеидальная резьба. Применение трапецеидальной резьбы
- Виды болтов и их классификация
- Настольные токарные станки по металлу: советы по выбору и отзывы. Настольный токарный станок по металлу своими руками: чертежи
Также читайте
История резьбы
Резьба, нанесенная на различные детали, – не веяние нового времени. Этот элемент деталей существовал еще в Древней Греции. И Древние Римляне, изготавливая дверные петли, использовали болты, подобные тем, что используются и в наши дни.
Этот элемент деталей существовал еще в Древней Греции. И Древние Римляне, изготавливая дверные петли, использовали болты, подобные тем, что используются и в наши дни.
Но та резьба, которую мы привыкли видеть, появилась на винтах и болтах еще в 15 веке, как раз тогда, когда были изобретены печатный станок и механические часы. А еще примерно через столетие была изобретена резьбовая пара «Гайка+Болт».
В этот период времени не было специальных механизмов для нанесения резьбы, все приходилось делать вручную. Два века нанесением резьб больших размеров занимались кузнецы. Заготовку болта раскаляли, для нанесения резьбы использовали специальный ковочный штамп, молот или другой инструмент, придающий детали форму. Если нужна была мелкая резьба, в ход шли простейшие токарные станки. Каждая деталь имела свою собственную резьбу, потому что все выполнялось вручную. Каждая пара изготавливалась отдельно, поэтому к болту из одной пары никогда не подходила гайка из другой. Чтобы не потерять парные детали, их свинчивали и так хранили до того момента, когда они понадобятся.
Во второй половине 16 века французский мастер Жак Бессон разработал станок для нарезки резьбы, что стало поистине шедевром в инженерной науке тех времен. Чтобы заставить станок работать, использовалась специальная педаль, которую нажимали ногой. В движение приводился резец, который и наносил резьбу. Резец выполнял поступательные движения, которые были скоординированы с вращением заготовки, для чего использовалась система шкивов.
В конце 18 века Великобритания переживала Индустриальную революцию, в ходе которой изготовление и использование деталей для крепежа получило значительное развитие. Стали активно расти производительные силы машинной промышленности. Благодаря использованию деталей с нанесенной резьбой стало возможно появление различных важных изобретений в области техники – прядильная и хлопкоочистительные машины. Особенно широко крепления с резьбой стали применяться на железных дорогах, которые в ту пору стремительно развивались.
Все инженеры, разрабатывавшие детали с резьбой, вынуждены были для определения размеров использовать английскую меру, так как впервые такие детали стали развиваться и широко распространяться именно в Великобритании. Эта мера размеров была связана с частями тела человека и носила название антропоцентрической. Такую же меру использовали и те страны, которые были колониями Соединенного Королевства, в том числе и штаты Северной Америки.
В английской системе мер в качестве основной единицы используется дюйм. Его размер совпадает с шириной большого пальца мужчины. Кстати, по-голландски duim и есть большой палец. Каждая страна, где использовалась английская система измерения, имела свою длину дюйма. Но именно английский преобладал и постепенно стал единственной единицей. Для обозначения размеров в дюймах принято ставить двойной или одинарный штрих после числа. К примеру, 4 дюйма будет выглядеть, как 4?. Сейчас один дюйм (английский) равен 25,4 миллиметрам.
Напомним, что до начала 19 столетия весьма проблематично было нарезать две одинаковые резьбы на разных деталях, даже в рамках одной страны, не говоря уже о других. Американец Эли Уитни, который дал миру машину для чистки хлопка, предложил использовать в машинах взаимозаменяемые части. Чтобы убедить руководство страны в необходимости внедрения такой идеи в жизнь, он показал президенту и вице-президенту занимательный эксперимент. Перед государственными деятелями были выложены 10 одинаковых кучек с деталями мушкетов. Каждая кучка насчитывала 10 деталей. Из каждой кучки изобретатель достал по одной произвольной детали и собрал одно оружие. Он сумел убедить людей, что эта идея весьма проста и удобна. И на этом до сих пор базируются такие стандарты, как ДСТУ,ISO, ГОСТ, DIN и так далее.
Исторически Великобритания всегда соперничала с Францией. Это соперничество коснулось и техники и технологии. И чтобы во время различных войн на территории Франции англичане не смогли собирать и ремонтировать свою технику и оружие, французы разработали свою собственную систему мер. Она была названа метрической, так как основной единицей в ней является метр. Предположительно название этой единицы произошло от греческого слова «мэ?тро», которое переводится как мера. После революции 1917 года эта система стала использоваться и в России. Разработчики системы договорились, что 1 метр – это 1000 миллиметров. Поэтому все размеры деталей в чертежах и документах измеряются в миллиметрах (мм). В связи с тем, что французский император Наполеон смог объединить практически всю Европу, то это поспособствовало распространению и метрической системе. Великобритания и все ее колонии продолжали использовать систему дюймовую (или, как они сами ее называют, имперскую).
Метрическую систему создавали французские ученые с мировым именем, поэтому она достаточно проста, удобна и логичная, да и связана с простыми круглыми числами.
Так как метрическая система проста и логична, то вполне закономерным было бы создание ряда размеров с шагом в 5 миллиметров, например. Такой ряд выглядел бы следующим образом: М5; М10; М15; М20 … М40 … М50 …и т.д. Проблема заключалась в том, что когда была придумана такая система, уже существовали механизмы и машины, настроенные на другие, дюймовые, размеры. Поэтому пришлось подгонять изобретение под уже существующие показатели. Это явилось причиной появления таких не совсем привычных значений размеров резьб, как М12, что означает полдюйма (1/2″), М24=1″, М36=1 1/2″.
Это явилось причиной появления таких не совсем привычных значений размеров резьб, как М12, что означает полдюйма (1/2″), М24=1″, М36=1 1/2″.
Международная классификация резьб
Сегодня в промышленности используются размеры резьб, соответствующие следующим международным стандартам (приведены только основные стандарты, без учета специальных и неосновных):
Страны СНГ, как и зарубежные государства, наиболее часто используют метрический стандарт резьбы ISO DIN 13:1988 (и дочерний размер ГОСТ 24705-81). При этом другие стандарты так же применяются в технике.
Разница в использовании международных стандартов была описана ранее. Кроме того, существуют специальные стандарты, которые применяются в очень ограниченном перечне деталей.
Резьба метрическая цилиндрическая
При производстве крепежных деталей используются различные метрические резьбы, но чаще всего применяются цилиндрические с треугольным профилем с углом профиля 60°. При этом деталь, на которой нанесена резьба, имеет форму цилиндра, а сама резьба имеет одинаковый диаметр по всей длине этой детали.
При этом деталь, на которой нанесена резьба, имеет форму цилиндра, а сама резьба имеет одинаковый диаметр по всей длине этой детали.
Именно о такой резьбе будет идти речь дальше. При использовании такой резьбы в гайке нужно правильно измерить ее размер. Для этого нужно измерить наружный размер резьбы, нанесенной на болт.
Обозначается метрическая резьба латинской буквой М. Резьба может быть крупной, мелкой и особо мелкой. За нормальную принята крупная резьба:
- если шаг резьбы крупный, то размер шага не пишется: М2; М16 ? для гайки; М24х90; М90х850 ? для болта;
- если шаг резьбы мелкий, то размер шага пишется в обозначении через символ х: М8х1; М16х1,5 ? для гайки; М20х1,5х65; М42х2х330 ? для болта;
- Метрическая цилиндрическая резьба может быть нанесена как в правом, так и в левом направлении. Правое используется в большинстве случаев, поэтому никак не обозначается на детали. Если же применяется левое направление, то обозначение имеет символ LH: М16LH; М22х1,5LH ? для гайки; М27х2LHх400; М36LHх220 ? для болта;
Определить шаг метрической резьбы можно двумя способами. Во-первых, можно просто взять метрический резьбомер (специальный прибор), во-вторых, можно измерить длину десяти витков и полученную цифру разделить на 10.
Во-первых, можно просто взять метрический резьбомер (специальный прибор), во-вторых, можно измерить длину десяти витков и полученную цифру разделить на 10.
Дюймовые резьбы
Происхождение дюймовых резьб уже упоминалось выше. Автором резьбы является Джозеф Уитворт. Его предприимчивости и таланта инженера хватило на то, что стандарт резьбы BSW , который был разработан в 1841 году, уже спустя 40 лет стал широко применяться на уровне государства. При этом применялась такая резьба не только у себя на родине, в Великобритании. Европейские страны также признали этот стандарт.
Изначально резьбы стандарта BSW использовались даже в США. Но из-за технической сложности массового производства такой резьбы американские производители вынуждены были от них отказаться. В 1864 году, благодаря идее Уильяма Селлерса (производителя инструмента и крепежа для резки металла) резьба стандарта BSW была упрощена. Для этого просто изменили форму профиля резьбы и его угол. Как следствие – производство крепежа с такой резьбой стало дешевле и значительно проще. На государственном уровне такая резьба была признана государственным стандартом. Из-за простоты и дешевизны такая резьба быстро вытеснила английскую и завоевала Европу. Оба стандарта существовали одновременно, что значительно осложняло производство, так как они были несовместимы. И только в 1948 году была принята и утверждена Унифицированная система дюймовых резьб, где обе вышеназванные резьбы присутствовали в качестве основных – UNC и UNF. Таковыми они являются и на сегодняшний день.
Как следствие – производство крепежа с такой резьбой стало дешевле и значительно проще. На государственном уровне такая резьба была признана государственным стандартом. Из-за простоты и дешевизны такая резьба быстро вытеснила английскую и завоевала Европу. Оба стандарта существовали одновременно, что значительно осложняло производство, так как они были несовместимы. И только в 1948 году была принята и утверждена Унифицированная система дюймовых резьб, где обе вышеназванные резьбы присутствовали в качестве основных – UNC и UNF. Таковыми они являются и на сегодняшний день.
Общепризнано, что дюйм как единица измерения весьма неудобен. Чтобы не мучиться в измерениях резьбы, был принят весьма просто способ. Нужно всего лишь посчитать, сколько витков резьбы помещается в один дюйм (можно обычной линейкой отмерить 25,4 мм, или воспользоваться дюймовой линейкой). При этом достаточно просто визуально изучить деталь. К слову, дюймовую резьбу и сейчас измеряют именно так.
К слову, дюймовую резьбу и сейчас измеряют именно так.
Есть и еще один способ – применить специальный дюймовый резьбомер. Единственное условие – нужно знать, какая используется резьба, английская или американская.
Дюймовая трубная резьба BSP (British Standard Whitworth Pipe Thread)
Отдельно обращаем внимание на трубную резьбу Уитворта. Она чаще всего в сантехнике (для соединения трубопроводов и кранов).
На территории бывшего советского союза используется аналогичный стандарт – ГОСТ 6357-81.
Обозначается латинской буквой G.После буквы (без пробела) указывается размер резьбы: G3/8
Важно знать!! Очень часто дюймовые размеры вводят людей в заблуждение. Рассмотрим самый простой пример. G1” – казалось бы, что может быть проще? Так обозначается гайка для болта с трубной резьбой, диаметр которого должен быть 25,4мм. Но в этом и кроется подвох. Возникает закономерный вопрос: почему резьба называется 1” (25,4 мм), а её внешний в действительности, не 25,4мм ? Бытует мнение, что причина в том, что G1” обозначает диаметр условный (ДУ) или диаметр номинальный (DN) трубы. Из приведенной ниже таблицы видно, что даже эта теория не отвечает на поставленный вопрос.
Из приведенной ниже таблицы видно, что даже эта теория не отвечает на поставленный вопрос.
Для резьбы G 1/4 заявлен ДУ 8, а должен быть 6. Подводя итог, можно сказать, что не стоит искать прямое соответствие размера дюймовой резьбы – размеру в мм.
Дюймовая унифицированная цилиндрическая UNF (Unified National Fine Thread)
UNF ? это еще одна разновидность дюймовой резьбы. Это цилиндрическая резьба с мелким шагом.
Резьба UNF самая распространённая в мире.
Обозначается буквами – размером самой резьбы с указанием количества витков на дюйм буквами UNF.
Например: Болт с резьбой 9/16” – 18UNF
UNF – тип резьбы
9/16” ? диаметр резьбы
18 ? количество витков на дюйм.
Существуют также другие стандарты на дюймовые резьбы, но они являются специальными, узкоспециальными, редко используемыми и не рекомендуются к применению, ? поэтому приводить их и не будем.
Внутренняя метрическая резьба и размеры крепежа M 25
Таблица размеров внутренней метрической резьбы Размеры крепежа M25–M50
Метрические технические данные по ISO
Конструкция крепежа и винта/болта, формула и расчеты
Метрическая ISO | Шаг | Метрическая внутренняя резьба | |||||||
Класс точности | Малый диаметр | Диаметр шага | Большой диаметр | Резьбовое сверло | |||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Базовый | |||
М25х2 | 2 | 6ч | 22.835 | 23.210 | 23.701 | 23.925 | 25.000 | 25.513 | 23.000 |
М25×1,5 | 1,5 | 6ч | 23.376 | 23.676 | 24.026 | 24.226 | 25.000 | 25.416 | 23.500 |
М25х1 | 1 | 6ч | 23. | 24.153 | 24.350 | 24.520 | 25.000 | 25.314 | 24.000 |
М26х1,5 | 1,5 | 6Ч | 24.376 | 24.676 | 25.026 | 25.226 | 26.000 | 26.417 | 24.500 |
М27х3 | 3 | 6ч | 23.752 | 24.252 | 25.051 | 25.316 | 27.000 | 27.698 | 24.000 |
М27х2 | 2 | 6ч | 24.835 | 25.210 | 25.701 | 25.925 | 27.000 | 27. | 25.000 |
М27×1,5 | 1,5 | 6ч | 25.376 | 25.676 | 26.026 | 26.226 | 27.000 | 27.417 | 25.500 |
М27х1 | 1 | 6ч | 25.917 | 26.153 | 26.350 | 26.520 | 27.000 | 27.314 | 26.000 |
М27х0,75 | 0,75 | 6ч | 26.188 | 26.378 | 26.513 | 26.663 | 27.000 | 27.258 | 26.250 |
М28х2 | 2 | 6ч | 25. | 26.210 | 26.701 | 26.925 | 28.000 | 28.513 | 26.000 |
М28х1,5 | 1,5 | 6ч | 26.376 | 26.676 | 27.026 | 27.226 | 28.000 | 28.417 | 26.500 |
М28х1 | 1 | 6ч | 26.917 | 27.153 | 27.350 | 27.520 | 28.000 | 28.314 | 27.000 |
М30×3,5 | 3,5 | 6ч | 26.211 | 26.771 | 27.727 | 28.007 | 30.000 | 30. | 26.500 |
М30х3 | 3 | 6ч | 26.752 | 27.252 | 28.051 | 28.316 | 30.000 | 30.698 | 27.000 |
М30×2,5 | 2,5 | 6Ч | 27.294 | 27.744 | 28.376 | 28.626 | 30.000 | 30.611 | 27.500 |
М30х2 | 2 | 6ч | 27.835 | 28.210 | 28.701 | 28.925 | 30.000 | 30.513 | 28.000 |
М30×1,5 | 1,5 | 6ч | 28. | 28.676 | 29.026 | 29.226 | 30.000 | 30.416 | 28.500 |
М30х1 | 1 | 6ч | 28,917 | 29.153 | 29.350 | 29.520 | 30.000 | 30.314 | 29.000 |
М30х0,75 | 0,75 | 6ч | 29.188 | 29.378 | 29.513 | 29.663 | 30.000 | 30.258 | 29.250 |
М32х2 | 2 | 6ч | 29.835 | 30.210 | 30.701 | 30.925 | 32.000 | 32. | 30.000 |
М32×1,5 | 1,5 | 6ч | 30.376 | 30.676 | 31.026 | 31.226 | 32.000 | 32.417 | 30.500 |
М33×3,5 | 3,5 | 6Ч | 29.211 | 29.771 | 30.727 | 31.007 | 33.000 | 33.785 | 29.500 |
М33х3 | 3 | 6ч | 29.752 | 30.252 | 31.051 | 31.316 | 33.000 | 33 698 | 30.000 |
М33х2 | 2 | 6ч | 30. | 31.210 | 31.701 | 31.925 | 33.000 | 33.513 | 31.000 |
М33х1,5 | 1,5 | 6ч | 31.376 | 31.676 | 32.026 | 32.226 | 33.000 | 33.417 | 31.500 |
М33х1 | 1 | 6ч | 31.917 | 32.153 | 32.350 | 32.520 | 33.000 | 33.314 | 32.000 |
М33х0,75 | 0,75 | 6ч | 32.188 | 32.378 | 32.513 | 32.663 | 33.000 | 33. | 31.250 |
М35×1,5 | 1,5 | 6ч | 33.376 | 33.676 | 34.026 | 34.226 | 35.000 | 35.416 | 33.500 |
М36х4 | 4 | 6ч | 31.670 | 32.270 | 33.402 | 33.702 | 36.000 | 36.877 | 32.000 |
М36х3 | 3 | 6ч | 32.752 | 33.252 | 34.051 | 34.316 | 36.000 | 36,698 | 33.000 |
М36х2 | 2 | 6ч | 33. | 34.210 | 34.701 | 34.925 | 36.000 | 36.513 | 34.000 |
М36×1,5 | 1,5 | 6ч | 34.376 | 34.676 | 35.026 | 35.226 | 36.000 | 36.417 | 34.500 |
М36х1 | 1 | 6ч | 34.917 | 35.153 | 35.350 | 35.520 | 36.000 | 36.314 | 35.000 |
М38×1,5 | 1,5 | 6ч | 36.376 | 36.676 | 37.026 | 37.226 | 38.000 | 38. | 36.500 |
М39х4 | 4 | 6ч | 34.670 | 35.270 | 36.402 | 36.702 | 39.000 | 39.877 | 35.000 |
М39х3 | 3 | 6ч | 35.752 | 36.252 | 37.051 | 37.316 | 39.000 | 39.698 | 36.000 |
М39×2 | 2 | 6ч | 36.835 | 37.210 | 37.701 | 37,925 | 39.000 | 39.513 | 37.000 |
М39×1,5 | 1,5 | 6ч | 37. | 37,676 | 38.026 | 38.226 | 39.000 | 39.417 | 37.500 |
М39×1 | 1 | 6ч | 37.917 | 38.153 | 38.350 | 38.520 | 39.000 | 39.314 | 38.000 |
М40х3 | 3 | 6ч | 36.752 | 37.252 | 38.051 | 38.316 | 40.000 | 40.698 | 37.000 |
М40×2,5 | 2,5 | 6ч | 37.294 | 37.744 | 38.376 | 38.626 | 40.000 | 40. | 37.500 |
М40х2 | 2 | 6ч | 37.835 | 38.210 | 38.701 | 38.925 | 40.000 | 40.513 | 38.000 |
М40х1,5 | 1,5 | 6ч | 38.376 | 38.676 | 39.026 | 39.226 | 40.000 | 40.416 | 38.500 |
М42х4,5 | 4,5 | 6Ч | 37.129 | 37.799 | 39.077 | 39.392 | 42.000 | 42,965 | 37.500 |
М42х4 | 4 | 6ч | 37. | 38.270 | 39.402 | 39.702 | 42.000 | 42.877 | 38.000 |
М42х3 | 3 | 6ч | 38.752 | 39.252 | 40.051 | 40.316 | 42.000 | 42,698 | 39.000 |
М42х2 | 2 | 6ч | 390,835 | 40.210 | 40.701 | 40,925 | 42.000 | 42.513 | 40.000 |
М42х1,5 | 1,5 | 6ч | 40.376 | 40.676 | 41.026 | 41.226 | 42.000 | 42. | 40.500 |
М42х1 | 1 | 6ч | 40.917 | 41.153 | 41.350 | 41.520 | 42.000 | 42.314 | 41.000 |
М45х4,5 | 4,5 | 6ч | 40.129 | 40.799 | 42.077 | 42.392 | 45.000 | 45,965 | 41.500 |
М45х4 | 4 | 6ч | 40.670 | 41.270 | 42.402 | 42.702 | 45.000 | 45.877 | 41.000 |
М45х3 | 3 | 6ч | 41. | 42.252 | 43.051 | 43.316 | 45.000 | 45,698 | 42.000 |
М45х2 | 2 | 6ч | 42.835 | 43.210 | 43.701 | 43.925 | 45.000 | 45.513 | 43.000 |
М45х1,5 | 1,5 | 6ч | 43.376 | 43,676 | 44.026 | 44.226 | 45.000 | 45.416 | 43.500 |
М45х1 | 1 | 6ч | 43.917 | 44.153 | 44.350 | 44.520 | 45.000 | 45. | 44.000 |
М48х5 | 5 | 6ч | 42.587 | 43.297 | 44.752 | 45.087 | 48.000 | 49.057 | 43.000 |
М48х4 | 4 | 6ч | 43.670 | 44.270 | 45.402 | 45.717 | 48.000 | 48.892 | 44.000 |
М48х3 | 3 | 6ч | 44.752 | 45.252 | 46.051 | 46.331 | 48.000 | 48.713 | 45.000 |
М48х2 | 2 | 6ч | 45. | 46.210 | 46.701 | 46.937 | 48.000 | 48.525 | 46.000 |
М48х1,5 | 1,5 | 6ч | 46.376 | 46.676 | 47.026 | 47.238 | 48.000 | 48.429 | 46.500 |
М50х4 | 4 | 6ч | 45.670 | 46.270 | 47.402 | 47.717 | 50.000 | 50.892 | 46.000 |
М50х3 | 3 | 6ч | 46.752 | 47.252 | 48.051 | 48.331 | 50.000 | 50. | 47.000 |
М50х2 | 2 | 6ч | 47.835 | 48.210 | 48.701 | 48,937 | 50.000 | 50,525 | 48.000 |
М50х1,5 | 1,5 | 6ч | 48.376 | 48.676 | 49.026 | 49.238 | 50.000 | 50.428 | 48.500 |

 917
917 835
835 785
785 376
376 513
513 835
835 258
258 835
835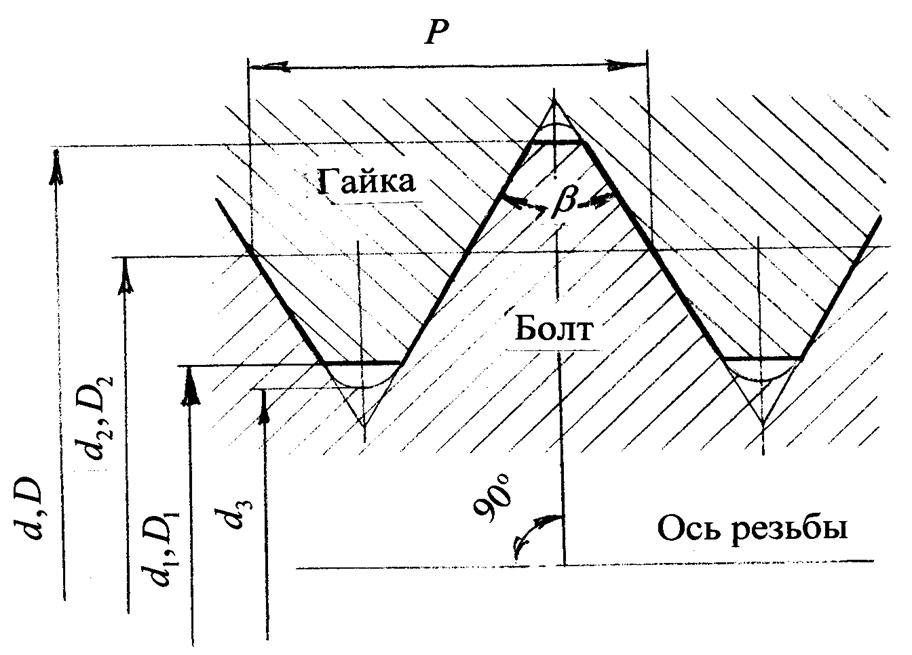 417
417 376
376 611
611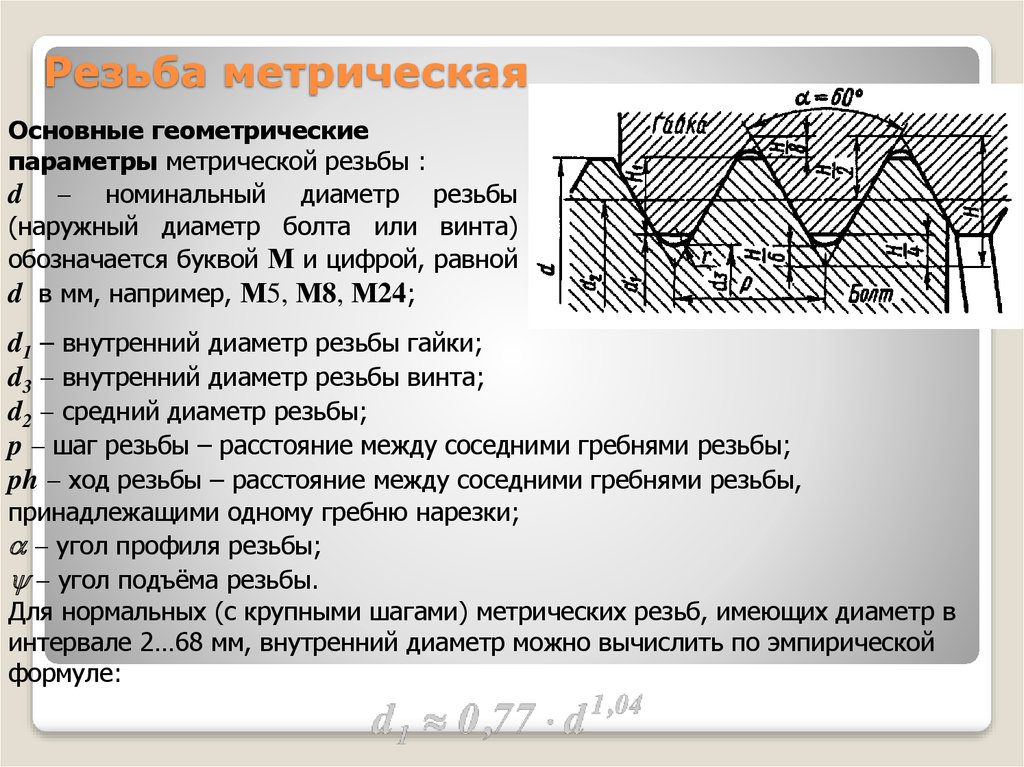 670
670 417
417 752
752 314
314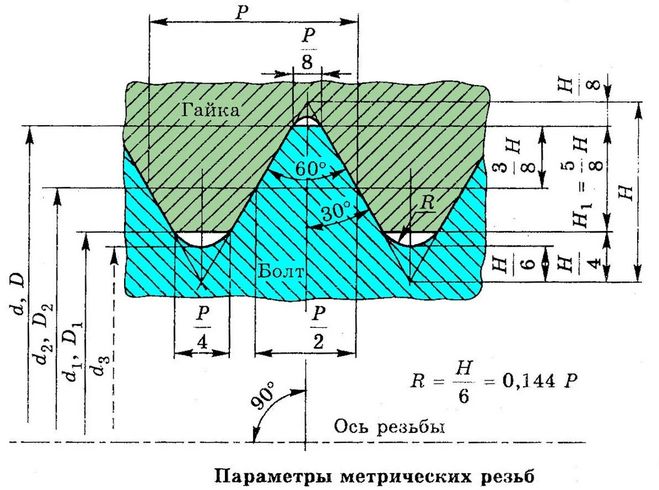 835
835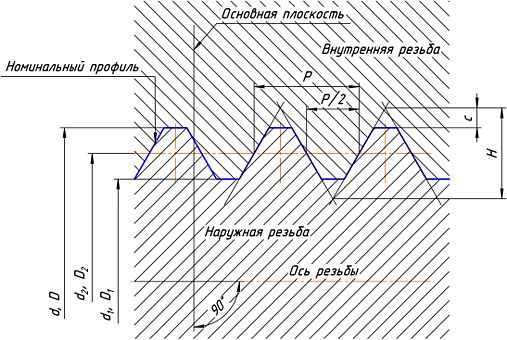 713
713Связанный:
- Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
- Болт с шестигранной головкой Идентификация
- Стандартные размеры внутренней метрической резьбы и крепежа M 0,25 – M 8
- Размеры внутренней метрической резьбы и крепежа M 9 – M 24
- Размеры внутренней метрической резьбы и крепежа M 24 – M 50
- Размеры внутренней метрической резьбы и крепежа M52–M72
- Размеры внутренней метрической резьбы и крепежа M75–M120
- Размеры внутренней метрической резьбы и крепежа M125–M180
- Размеры внутренней метрической резьбы и крепежа M185–M230
- Размеры внутренней метрической резьбы и крепежа M235–M600
13 наиболее важных типов резьбы, которые вам следует знать – Руководство по инструментам для нарезания резьбы
Сегодня мы хотели бы предоставить вам обзор наиболее важных типов резьбы, которые вам следует знать. Но сначала мы хотели бы дать вам краткое введение в темы и объяснить важные термины.
Но сначала мы хотели бы дать вам краткое введение в темы и объяснить важные термины.
Резьба – это, упрощенно говоря, профилированная выемка, которая проходит волнообразно и непрерывно вокруг цилиндрического болта.
Как уже было описано в наших статьях из раздела История тредов, тредам тысячи лет. Нитки сопровождают нас в повседневной жизни. Не всегда видно. Мы действительно не осознаем преимущества, которые они имеют для нас. Но они используются повсеместно. Например, в наших автомобилях, вплоть до того момента, когда мы надеваем очки для чтения. Разъемы облегчают нашу жизнь и буквально скрепляют все вместе.
Несмотря на то, что они универсальны в использовании, к резьбовым частям предъявляются особые требования и нагрузки. Принципиальное различие проводится между:
- Монтажная резьба
- Резьба трансмиссии
- Транспортировочная нить
Крепежная нить , вероятно, тип резьбы, о котором большинство из вас думает в первую очередь. Это тугие нити, как в гайках и болтах.
Это тугие нити, как в гайках и болтах.
Резьба перемещения , с другой стороны, представляет собой резьбу, которая преобразует вращательное движение в линейное движение.
В настоящее время мы находим транспортных нитей в сельскохозяйственных машинах и в водном транспорте в виде винтов.
Правая резьба (RH) и левая резьба (LH)Обычно резьба по часовой стрелке (правая резьба) — это резьба, которую можно закрепить, повернув ее по часовой стрелке. Реже встречаются левосторонние резьбы (левосторонняя резьба), которые можно свинчивать против часовой стрелки. Это соединение всегда используется, если нужно избежать ослабления резьбы из-за самодвижения. Как, например, с левой педалью велосипеда. Левую резьбу можно узнать по аббревиатуре LH, а правую – по аббревиатуре RH.
Трубная резьба Трубная резьба — это резьба, которая используется в водопроводных и газовых установках. Концы труб могут иметь внутреннюю и наружную резьбу. С одной стороны, различают коническую и коническую трубную резьбу, которые являются самоуплотняющимися. С другой стороны, есть цилиндрические трубные резьбы, которые не являются самоуплотняющимися и требуют герметизирующих средств, таких как пенька. Наиболее важные трубные резьбы более подробно описаны в нашем списке
Концы труб могут иметь внутреннюю и наружную резьбу. С одной стороны, различают коническую и коническую трубную резьбу, которые являются самоуплотняющимися. С другой стороны, есть цилиндрические трубные резьбы, которые не являются самоуплотняющимися и требуют герметизирующих средств, таких как пенька. Наиболее важные трубные резьбы более подробно описаны в нашем списке
Почему разные типы резьбы?
Различные типы нитей являются результатом исторического развития и культурных предпочтений. Кроме того, существуют различные стандарты резьбы из-за особых требований к несущей способности. Решающим фактором здесь является форма резьбы.
Какие 13 наиболее важных типов резьбы?
Здесь мы хотим дать вам обзор 13 наиболее важных типов резьбы. Типы резьбы отсортированы по типам, характерным для конкретной страны. Наш список ни в коем случае не следует понимать в хронологическом порядке по степени важности. Среди наиболее важных тем:
Типы резьбы ISO
Для метрических типов резьбы ISO размеры всегда указываются в миллиметрах. Шаг рассчитывается путем измерения расстояния между первым и вторым зубом.
Шаг рассчитывается путем измерения расстояния между первым и вторым зубом.
1 . Метрическая резьба ISO (M)
Метрическая резьба ISO – это стандартизированная во всем мире резьба, которая, вероятно, наиболее известна и чаще всего используется в Европе. Он также известен как стандартная резьба. Шаг и диаметр измеряются в миллиметрах. Кодовая буква метрической резьбы — М. Угол поперечной поверхности — 60 градусов. Кроме того, этот тип резьбы точно определен в DIN 13 и DIN 14. DIN – это Немецкий институт стандартизации.
2 . Метрическая мелкая резьба ISO (MF)
Метрическая мелкая резьба ISO аналогична старшему брату метрической резьбы ISO. Здесь кодовые буквы MF и угол фланга 60 градусов. Однако оба отличаются по высоте. Метрическая мелкая резьба используется, например, для часов.
3 . Стальная трубная резьба (Pg)
Стальная армированная трубная резьба или армированная резьба (Pg) — это историческая резьба, которая использовалась в электротехнике и определена в DIN 40430. Она все чаще заменяется метрической резьбой (DIN EN 50262). ). Боковой угол резьбы бронированной трубы составляет 80 градусов.
Она все чаще заменяется метрической резьбой (DIN EN 50262). ). Боковой угол резьбы бронированной трубы составляет 80 градусов.
4 . Трапециевидная резьба (Tr)
Трапециевидная резьба обязана своим названием профилю нитей, которые имеют форму симметричной трапеции. Трапециевидная резьба имеет идентификационные буквы Tr и угол наклона по бокам 30 градусов. Есть три разных стандарта. DIN 103 определяет метрическую трапециевидную резьбу ISO. В DIN 380 более плоская трапециевидная резьба. И, наконец, в DIN 30295 закругленная трапециевидная резьба. Дополнительную информацию можно найти в этой статье: Шпиндель с трапециевидной резьбой.Beitrag: Trapezgewindespindel.
Американская резьба
Для американской резьбы размеры всегда указываются в дюймах (1 дюйм = 25,4 мм). Угол фланга всегда 60 градусов. Основным отличием различных американских унифицированных резьб является шаг резьбы. Они также указаны в нитях на дюйм. Для определения шага количество витков считают в одном дюйме.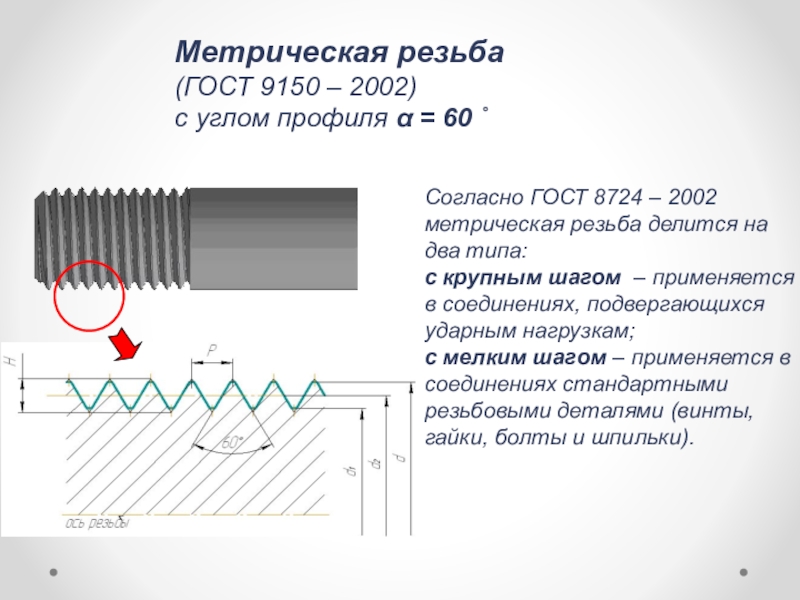
5 . Унифицированная национальная грубая резьба (UNC)
Унифицированная резьба — это стандартная резьба, которая в основном используется в США и является американским эквивалентом метрической резьбы ISO. Только в качестве единицы измерения используется дюйм вместо сантиметра. Боковой угол – как и у резьбы ISO – 60 градусов.
6 . Унифицированная национальная тонкая резьба (UNF)
То же самое относится к типу унифицированной национальной тонкой резьбы, то есть от американской тонкой резьбы к метрической резьбе ISO. Как и у UNC, угол фланга составляет 60 градусов.
7 . Унифицированная национальная специальная резьба (UNS)
Тип резьбы UNS представляет собой специальную резьбу, которая отличается от других унифицированных резьб шагом. Здесь тоже угол фланга 60 градусов. Этот тип резьбы используется, в том числе, для микрофонных стоек.
8 . National Taper Pipe (NPT)
Тип резьбы National Taper Pipe (NPT) представляет собой коническую или коническую трубную резьбу, которая используется для фитингов.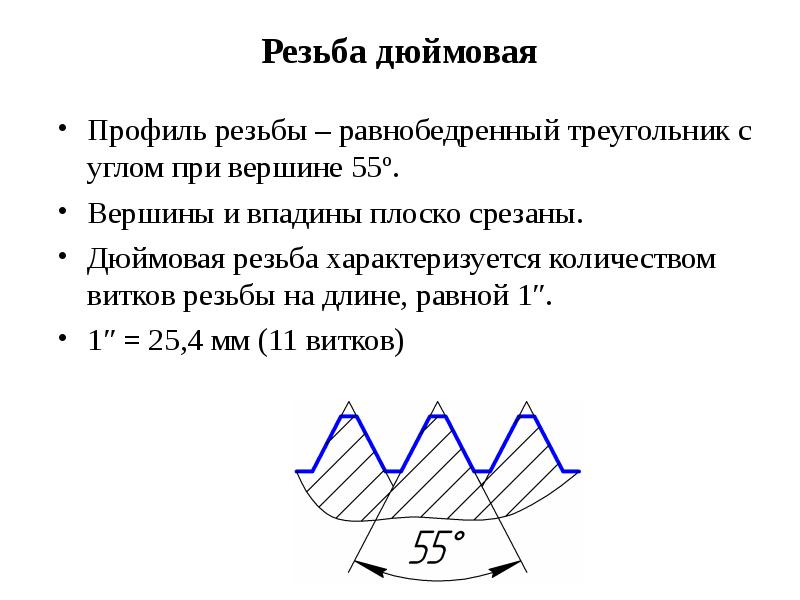 Угол фланга здесь составляет 60 градусов. В отличие от NPTF, самоуплотняющийся только при низком давлении.
Угол фланга здесь составляет 60 градусов. В отличие от NPTF, самоуплотняющийся только при низком давлении.
9 . National Taper Pipe Dryseal (NPTF)
NPTF представляет собой коническую или коническую трубную резьбу, которая является самоуплотняющейся и имеет боковой угол 60 градусов. Основное отличие от резьбы NPT заключается в том, что внутренняя и внешняя резьбы перекрываются и поэтому могут быть самоуплотняющимися без использования герметика.
Нити British Whitworth
Нитки Whitworth названы в честь их изобретателя сэра Джозепа Уитворта. Британский инженер ввел первую в мире стандартизацию резьбы в 1841 году и таким образом повлиял на массовое производство резьбы. Резьба Витворта указана в дюймах и имеет боковой угол 55 градусов. Этот тип резьбы в основном используется в Британском Королевстве.
10 . Британский стандарт Whitworth Coarse (BSW/WW)
Британский стандарт Whitworth представляет собой, с одной стороны, стандартную резьбу, а с другой стороны, винтовую. Его часто обозначают аббревиатурой W или WW. По смыслу и использованию она эквивалентна метрической резьбе ISO. Он указывается в дюймах и имеет угол наклона 55 градусов.
Его часто обозначают аббревиатурой W или WW. По смыслу и использованию она эквивалентна метрической резьбе ISO. Он указывается в дюймах и имеет угол наклона 55 градусов.
11 . British Standard Fine (BSF)
British Standard Fine — это английский вариант тонкой резьбы. Значение и использование соответствуют метрической мелкой резьбе. Резьба также указана в дюймах для BSF и имеет боковой угол 55 градусов.
12 . Труба Британского стандарта (BSP/G)
Труба Британского стандарта представляет собой трубную резьбу Уитворта. Это цилиндрическая резьба, поэтому она не самоуплотняющаяся. Обозначается аббревиатурой G. Небольшой особенностью является то, что дюймовая спецификация не соответствует дюймовому диаметру. Например: BSP 1″ = прибл. 33,25 мм.
13 . Трубный конус Британского стандарта (BSPT/R)
Принимая во внимание, что Британский стандартный конус трубы имеет коническую наружную резьбу и цилиндрическую внутреннюю резьбу. Его часто обозначают аббревиатурой R (коническая наружная резьба) и Rp (цилиндрическая внутренняя резьба). Он самоуплотняющийся сам по себе.
Он самоуплотняющийся сам по себе.
Это были 13 наиболее важных типов потоков, о которых вы должны знать. У вас есть вопросы или предложения? Тип потока важный для вас отсутствует? Пожалуйста, не стесняйтесь обращаться к нам или оставить нам комментарий.
Понимание типов резьбы и геометрических параметров
Выбор наиболее экономичных и подходящих типов резьбы сделает вашу задачу надежной и легкой. Таким образом, идентификация хлопчатобумажной нити, полиэфирной нити и королевской нити необходима для фитингового соединения. Прямая резьба (также называемая параллельной резьбой) и коническая резьба — это два основных типа резьбы.
Существуют различные типы резьбы, и некоторые основные типы резьбы являются параллельными резьбами, включая BSPP, UN/UNF и метрическую параллельную резьбу. Второй тип резьбы – это коническая резьба, в которую входят метрическая коническая резьба, резьба BSPT и NPT/резьба NPTF.
Что такое резьба?
Мы используем спиральную структуру для преобразования вращательного и линейного движения, называемую резьбой или винтовой резьбой. Резьба является неотъемлемой частью винтовой машины и резьбовых крепежных изделий.
Резьба является неотъемлемой частью винтовой машины и резьбовых крепежных изделий.
Мы можем использовать винтовую резьбу в различных приложениях, и это ребро, обернутое вокруг конуса или цилиндра. Винтовая резьба имеет форму спирали. Ход винтовой резьбы представляет собой линейное расстояние — винт может пройти за один оборот, и механическое преимущество резьбы зависит от ее шага.
Существуют две распространенные формы резьбы: прямая резьба и коническая резьба.
Прямая резьба имеет параллельный профиль, диаметр которого остается одинаковым по всей детали.
Коническая резьба сужается вместе с профилем резьбы и уменьшается в диаметре по мере движения детали вниз.
Геометрические параметры резьбы
Прежде чем знакомиться с видами резьбы, давайте иметь общее представление об основных геометрических параметрах резьбы.
1) Наружный диаметр (Большой диаметр резьбы)
Большой и малый диаметры являются геометрическими параметрами резьбы.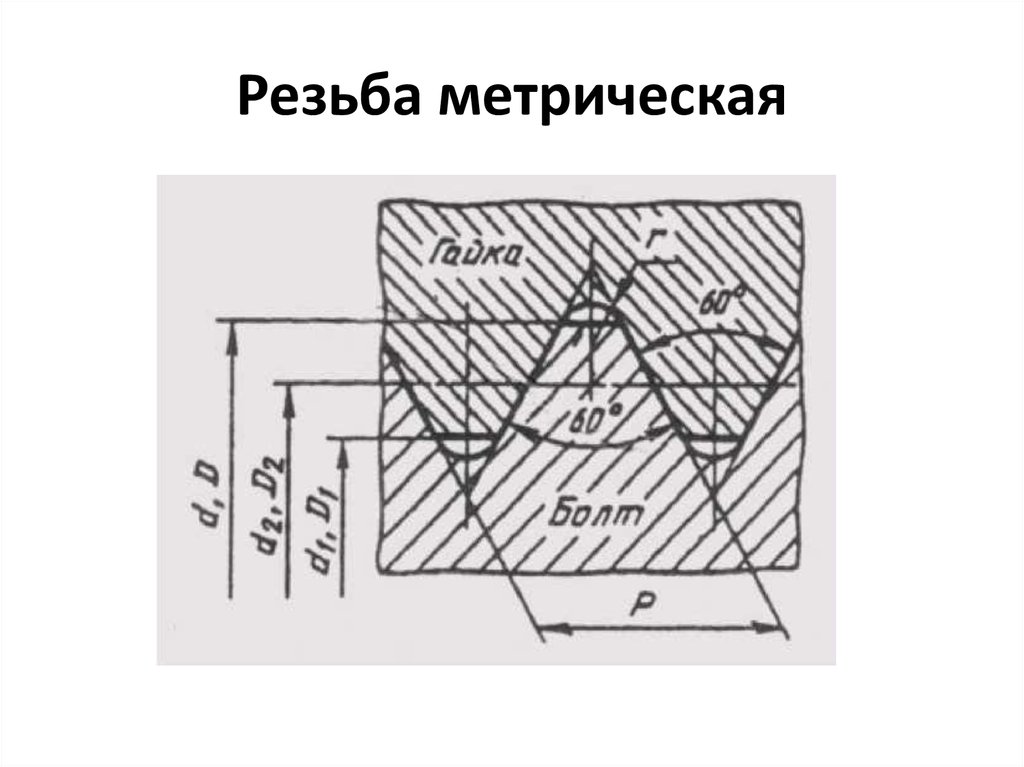 Главный диаметр (внешний диаметр) — это наибольший диаметр материала зуба шестерни или элемента резьбы. Наружный или наружный диаметр резьбы означает диаметр винта и включает высоту приподнятой спирали вокруг резьбы. Используя линейку для стрижки или измеритель шага резьбы, вы можете измерить внешний диаметр.
Главный диаметр (внешний диаметр) — это наибольший диаметр материала зуба шестерни или элемента резьбы. Наружный или наружный диаметр резьбы означает диаметр винта и включает высоту приподнятой спирали вокруг резьбы. Используя линейку для стрижки или измеритель шага резьбы, вы можете измерить внешний диаметр.
Наружный диаметр измеряется с помощью винта с наружной резьбой.
Клипсатором можно измерить наружный диаметр внутренней резьбы (соответственно внутренний диаметр). Внешний диаметр наружной резьбы рассчитывается с помощью клипера. Измеритель шага резьбы поможет вам измерить внутреннюю резьбу, а наружная резьба с помощью кусачек сэкономит ваше время и деньги.
2) Внутренний диаметр (наименьший диаметр резьбы)
Наименьший диаметр может быть определен как воображаемый цилиндр, который может касаться впадин гребней резьбы (видная часть резьбы) внутренней резьбы или впадин наружной резьбы .
Для измерения большого и малого диаметра требуется специальное оборудование. Второстепенный диаметр — это диаметр винта, который можно измерить у основания резьбы в области пересечения винта или у основания резьбы.
Второстепенный диаметр — это диаметр винта, который можно измерить у основания резьбы в области пересечения винта или у основания резьбы.
3) Делительный диаметр (Эффективный диаметр)
Эффективный или делительный диаметр – это диаметр воображаемого коаксиального цилиндра, который может пересекать поверхность резьбы. Делительный диаметр может пересекаться так, что пересечение образующей цилиндра происходит в точке, где делительный диаметр встречается с противоположными сторонами канавки резьбы. Канавка резьбы равна половине номинального шага резьбы.
Для проверки и определения диаметра и размера резьбы можно использовать инструмент для измерения шага резьбы. Инструмент для измерения шага резьбы может оказаться полезным для точного расчета и измерения номера резьбы в пределах заданного расстояния, и вы можете попробовать различные инструменты для этой цели.
4) Шаг
Шаг резьбы, или, можно сказать, шаг резьбы, представляет собой расстояние от точки на той же винтовой резьбе до соответствующего порога.
Шаг резьбы будет на следующей резьбе, которую можно измерить параллельно оси. Он должен находиться между соответствующими точками на соседней поверхности в одной и той же осевой плоскости.
5) Шаг
Мы можем определить шаг – расстояние, на которое резьба может пройти в осевом направлении за один оборот. Ход и шаг одинаковы для однозаходного винта, в то время как шаг в два раза больше шага для двухзаходного винта. Шаг резьбы в три раза больше шага винта с тремя головками.
6) Угол зуба
Термин «угол зуба» относится к форме и геометрии резьбы. Нитки можно найти в различных формах и стилях. Угол зуба может быть трапециевидным, квадратным или треугольным.
7) Угол резьбовой
Угол, который включает между сторонами резьбы, измеренный в осевой плоскости, называется угол резьбы или угол резьбы.
Различные типы резьбы
Существуют различные типы резьбы, и некоторые основные типы резьбы представляют собой параллельную резьбу, включая BSPP, UN/UNF и метрическую параллельную резьбу.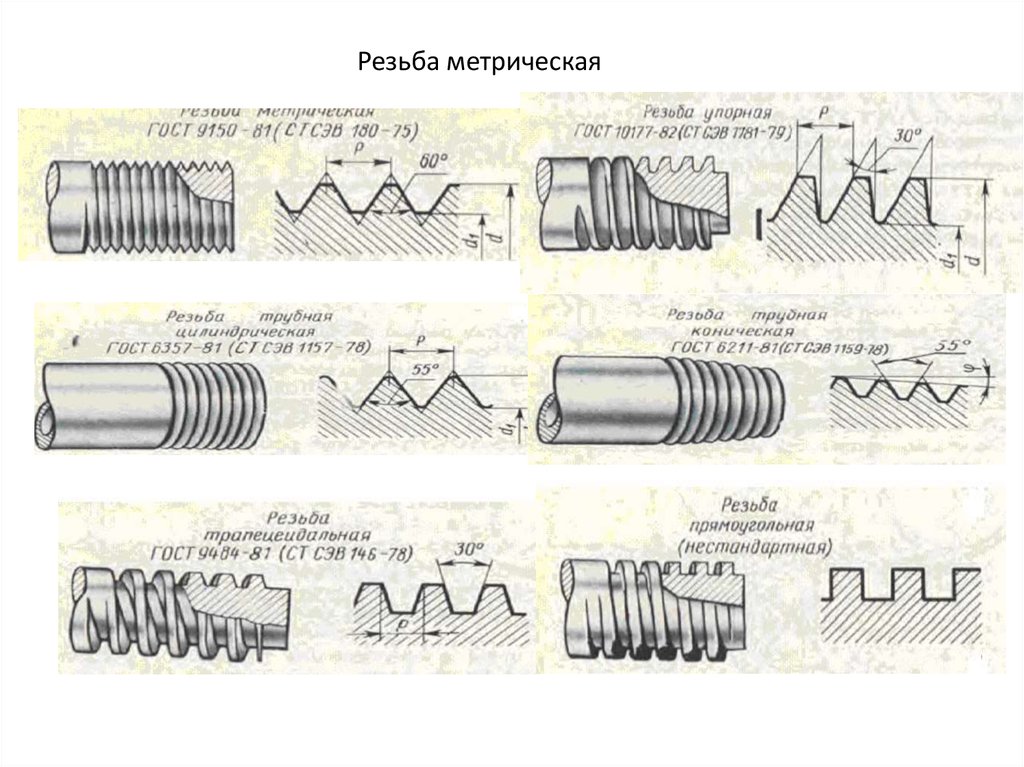 Второй тип резьбы – это коническая резьба, в которую входят метрическая коническая резьба, резьба BSPT и NPT/резьба NPTF.
Второй тип резьбы – это коническая резьба, в которую входят метрическая коническая резьба, резьба BSPT и NPT/резьба NPTF.
1) Метрическая резьба или международная резьба
Метрическая резьба или международная резьба были первыми международными стандартами, и мы используем метрическую резьбу для винтовых резьб общего назначения по всему миру. Буква «M» в метрической резьбе указывает на номинальный внешний диаметр резьбы.
«М» в метрической резьбе также указывает диаметр гладкостенного отверстия. Метрическая резьба ISO представляет собой глобальную резьбу, а мелкая резьба имеет небольшой шаг по сравнению с крупной резьбой.
2) Резьба Британского стандарта
Резьба Британского стандарта Витворта (BSW) разработана и определена Джозефом Витвортом. Это стандарт винтовой резьбы, основанный на британских единицах, и первый в мире национальный стандарт конической резьбы для труб.
Резьба британского стандарта является одним из основных типов резьбы и имеет крупный шаг и основу многих других стандартов, таких как BSCon, BSF и BSCopper. BST используется для специальных целей, таких как регулировка линии, и его можно найти на болтах.
BST используется для специальных целей, таких как регулировка линии, и его можно найти на болтах.
BSF (британская стандартная резьба с мелким шагом) увеличивает вибрацию при работе с автомобилем и авиастроением, а также при регулировке линии. Эти типы резьбы также могут использоваться для размеров внутренней и внешней резьбы железных и стальных труб, где требуется большая прочность. Форма резьбы BST следующая:
1. Трубная цилиндрическая резьба по британскому стандарту (BSPP)
2. Британская стандартная трубная коническая резьба (BSPT)
| Размер резьбы BSP | Внешний диаметр мм / дюйм | TPI | ||||||||||||||||||||||
| 1/16 дюйма BSP | 7,7 мм/0,304 ″ | 28 | ||||||||||||||||||||||
| 1/8 дюйма BSP | 9.7 мм/0,383 З. | 13.16 mm / 0.518″ | 19 | |||||||||||||||||||||
| 3/8 Inch BSP | 16.66 mm / 0.656″ | 19 | ||||||||||||||||||||||
| 1/2 Inch BSP | 20. 99 mm / 0.825″ 99 mm / 0.825″ | 14 | ||||||||||||||||||||||
| 5/8 дюйма BSP | 22,99 mm / 0.902″ | 14 | ||||||||||||||||||||||
| 3/4 Inch BSP | 26.44 mm / 1.041″ | 14 | ||||||||||||||||||||||
| 7/8 Inch BSP | 30.20 mm / 1.189″ | 14 | ||||||||||||||||||||||
| 1 дюйм BSP | 33,25 мм / 1,309 ″ | 11 | ||||||||||||||||||||||
| 1-1 / 4-дюймовый BSP | 41,91 мм / 1,650 ″ | |||||||||||||||||||||||
| 10026 | ||
| 110026 | 11 | |
| 2 дюйма BSP | 59.61 mm / 2.347″ | 11 |
| 2-1/4 Inch BSP | 65.71 mm / 2.587″ | 11 |
| 2-1/2 Inch BSP | 75.18 mm / 2.96″ | 11 |
| 3 Inch BSP | 87.88 mm / 3.46″ | 11 |
| 4 Inch BSP | 113. 03 mm / 4.45″ 03 mm / 4.45″ | 11 |
| 5 Inch BSP | 138.43 mm / 5.45″ | 11 |
| 6 дюймов BSP | 163,83 мм / 6,45″ | 11 |
3) Унифицированный стандарт резьбы (UTS)
Унифицированный стандарт резьбы — это один из различных типов резьбы со скругленным гребнем и основанием. Унифицированная резьба состоит из трех классов:
1. Этот тип резьбы используется для приложений, требующих больших допусков для легкой сборки.
2. Этот класс унифицированных потоков обычно используется для общих приложений.
3. Последний класс унифицированной стандартной резьбы применяется там, где принципиально требуется или важна точность элементов резьбы и плотность посадки.
Унифицированный стандарт резьбы (UTS) является основным стандартным типом резьбы для гаек и болтов и имеет тот же профиль 60°, что и метрическая резьба ISO.
Унифицированный стандарт резьбы — это одна форма резьбы, используемая в трех странах, т. е. в Канаде, США и Великобритании, по соглашению с включенным углом 60 °, чтобы они могли легко обмениваться оборудованием и инструментами для идентификации резьбы. Унифицированный стандарт резьбы — это резьба общего назначения, контролируемая ANSI/ASME в США.
е. в Канаде, США и Великобритании, по соглашению с включенным углом 60 °, чтобы они могли легко обмениваться оборудованием и инструментами для идентификации резьбы. Унифицированный стандарт резьбы — это резьба общего назначения, контролируемая ANSI/ASME в США.
4) Резьба V-образной формы
Резьба V-образной формы широко используется, и ее можно нарезать на токарном станке, метчике или штампе. Форма резьбы похожа на английский алфавит V, так как их название отражает форму винтовой резьбы.
5) Квадратная резьба
Квадратная резьба имеет высокую эффективность. Он используется для передачи мощности в приложениях с высокой нагрузкой, таких как винтовые домкраты и ходовые винты. Квадратная резьба является распространенной формой винтовой резьбы среди различных типов резьбы, и ее название связано с квадратным поперечным сечением резьбы.
Резьба квадратного сечения состоит из наиболее эффективных форм резьбы, но изготовить квадратную резьбу непросто. Квадратная резьба имеет наименьшее трение и широко используется благодаря высокому КПД. Типы квадратной резьбы можно найти на инструментах, шпинделях, механизме подачи станка и винтовых домкратах.
Квадратная резьба имеет наименьшее трение и широко используется благодаря высокому КПД. Типы квадратной резьбы можно найти на инструментах, шпинделях, механизме подачи станка и винтовых домкратах.
Квадратная резьба менее прочная, чем V-образная, но обеспечивает меньшее сопротивление трению при движении, чем резьба Витворта.
6) Торцевая резьба
Торцовая резьба в основном используется для латунных клапанов, слесарных тисков и токарно-винторезных станков. Это преобразование квадратной резьбы и может быть легко произведено. Тип резьбы Acme более прочный по сравнению с квадратной резьбой. Существует три типа резьбы acme общего назначения: 2G, 3G и 4G. Каждый класс используется для сборок и зазоров на всех типоразмерах диаметров.
7) Шарнирная резьба
Шарнирная резьба представляет собой форму резьбы в терминологии винтовой резьбы и может использоваться для готовой и черновой работы. Имеет закругленный верх и низ. Он чувствителен и легко подвержен повреждениям и загрязнениям. Кулачковая резьба представляет собой вариант квадратной резьбы, и их можно легко отливать и катать. Угол резьбы сустава 30 градусов. Шарнирная резьба – это один из различных типов резьбы, используемых в горлышках стеклянных бутылок, соединительных механизмах, клапанах, фитингах, задвижках, гидрантах, больших формованных изоляторах, используемых в электротехнике, и сцепках железнодорожных вагонов.
Кулачковая резьба представляет собой вариант квадратной резьбы, и их можно легко отливать и катать. Угол резьбы сустава 30 градусов. Шарнирная резьба – это один из различных типов резьбы, используемых в горлышках стеклянных бутылок, соединительных механизмах, клапанах, фитингах, задвижках, гидрантах, больших формованных изоляторах, используемых в электротехнике, и сцепках железнодорожных вагонов.
8) Упорная резьба
Упорная резьба может называться двухзаходным профилем:
1. Пилообразная резьба: тип ходового винта, используемый в машинах и известный как форма резьбы с замком. Это позволяет нити выдерживать большие нагрузки в одном направлении. Он имеет низкое трение.
2. Контрфорсная трубная резьба представляет собой тип трапециевидной конической трубной резьбы, используемой в нефтяной промышленности в качестве формы резьбы для гидравлического уплотнения.
Контрфорсная резьба имеет преимущество перед V-образной и квадратной резьбой и используется для передачи мощности, когда она передается в одном направлении. Он имеет ту же прочность, что и большинство нитей V-образной резьбы, и обладает низкими характеристиками сопротивления трению квадратной резьбы.
Он имеет ту же прочность, что и большинство нитей V-образной резьбы, и обладает низкими характеристиками сопротивления трению квадратной резьбы.
Высота зацепления контрфорсной резьбы 0,6p и имеет задний угол от нормали к оси 45 градусов. Типичными примерами опорных гаек и стержней являются ступицы воздушных винтов, казенные части больших орудий и колонны для гидравлических прессов.
9) Червячная резьба
Червячная резьба является одним из различных типов резьбы, аналогичной трапецеидальной резьбе, так как ее форма также имеет 29 градусов. Одно отличие состоит в том, что они более глубокие, чем нити acme. Мы используем червячные нити в червячных колесах автомобилей. Он может перейти в 90 градусов, потому что три зуба червячного колеса могут войти в вал при использовании вала с червячной резьбой. Они могут хорошо работать.
10) Однозаходные и многозаходные
Некоторые независимые и отдельные заходы также встречаются в терминологии винтовой резьбы и могут выполняться вместе с частью работы; поэтому в некоторых работах используются винты с однозаходной резьбой и винты с многозаходной резьбой.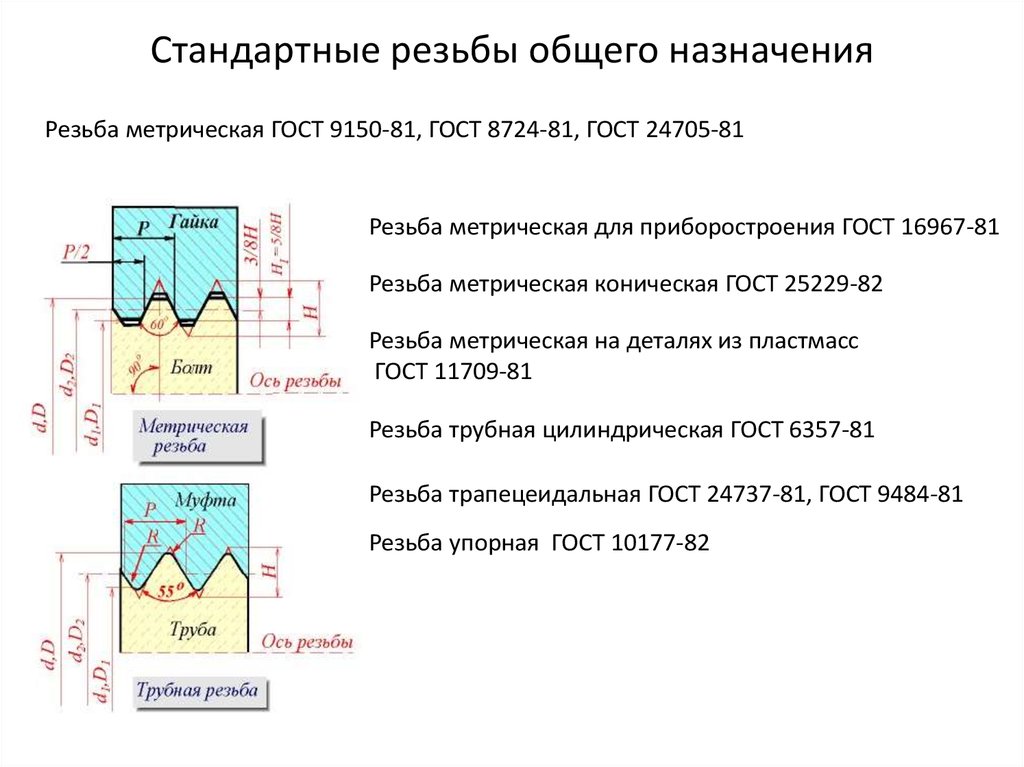
1: Винт с однозаходной резьбой относится к винту, когда один полностью закручивается вокруг болта, или винт называется однозаходным винтом. Его также называют стартом, и у вас может быть один старт, два старта или три звезды.
2: Многозаходный винт относится к моменту более чем одной резьбы. Мы можем использовать многозаходные потоки в тех случаях, когда требуется быстрое движение или перемещение.
Важные советы по выбору правильной резьбы
Чтобы выбрать правильную резьбу, необходимо обратить особое внимание на некоторые специфические характеристики резьбы. Это даст вам необходимую прочность и обеспечит лучшую производительность для различных приложений. Некоторые из этих советов перечислены ниже.
● Нельзя использовать все типы резьбы для всех применений. Каждый тип специально разработан для выполнения своей конкретной задачи и изготовлен из различных материалов для выполнения различных функций.
● Некоторым резьбам могут потребоваться острые конструкции для непосредственного сверления, в то время как, с другой стороны, для их правильной работы могут потребоваться предварительно просверленные отверстия.