Метрическая резьба и трубная отличия: Трубная резьба. Виды трубной резьбы. Методы накатки и измерения резьбового шага
alexxlab | 09.09.2020 | 0 | Разное
основные параметры и различия с метрической нарезкой
Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы – это её диаметр. Он может быть внутренним (Dу ) и наружным (Dn ). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы – дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy .
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья . Читайте также про профильные трубы , которые используются для возведения конструкций.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″ ) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо – и водогазоснабжении.
А трудность в чем?
Снимите размеры с диаметра трубы 1″(о том как измерять трубы написано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема – несоответствие размера обозначенного дюйма (33,5 мм ) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто – читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм , а усиленной – 25,5 мм . Последнее значение стоит довольно близко к равенству 1″”=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy ). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60% в зависимости от роста величины индекса.
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 – 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам – из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)” | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)” | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)” | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)” | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ |
Стандарты резьб и виды. Дюймовая и метрическая резьба
Используются 2 системы – метрическая и дюймовая. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот. Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами. В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве). Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве “нормального”. Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко. В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
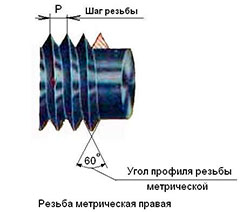
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М”, за которой следует значение наружного диаметра резьбы и, после символа “х”, обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой “М”, за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой “М”, но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами” UNF (Unified Fine – резьба с мелким шагом) и UNC (Unified Coarse – резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60. Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм (“) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта. Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8” = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как “Ww” или “B.S.W.” для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
Буква “U” в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ – 1″ (6 – 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы ш
основные параметры, способы нарезки, маркировка
Одна из технологий соединения различных деталей — нанесение резьбы. Резьба — чередующиеся винтовые выступы и впадины, расположенные внутри и снаружи детали. Чтобы соединить два резьбовых объекта, один из них с помощью выступов вкручивается в другой по линии впадин. Различают несколько вариантов резьбовых соединений, а одной из самых популярных технологий является дюймовая резьба. Но как наносится дюймовая резьба ГОСТ на заготовку? Какими инженерными особенностями обладает эта технология нарезки? И как расшифровать маркировку на запчасти? В статье эти вопросы будут рассмотрены.

Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.

Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.

Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти. Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
- X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).
- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH. Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
- — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы. Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.

Примеры маркировки
Чтобы разобраться в маркировке, рассмотрим несколько примеров:
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.
- У нас есть объект с маркировкой G 1» x 2 8g. Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
- Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.

Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
Используемая литература и источники:
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.
Поделиться в социальных сетях
Трубная цилиндрическая резьба – параметры, особенности, способы нарезки и ГОСТ
Цилиндрическая трубная резьба – это разъёмное соединение, состоящее из спиралевидных канавок нарезанных внутри и снаружи деталей. Данный тип резьбы применяется для монтажа труб, фитингов, запорной и регулирующей арматуры, а также других элементов конструкции трубопроводов. Резьба имеет треугольное сечение с углом при вершине 55°.
Особенности трубной резьбы
От стандартных метрических резьб, трубная отличается более острой вершиной треугольника (55° против 60°) и слегка закругленными вершинами зубьев. Это обеспечивает максимальную плотность и герметичность трубного соединения, что играет особую роль при монтаже трубопроводов.
Основным параметром резьбы является её наружный диметр, измеряемый в т. н. трубных дюймах (1 дюйм равен 33,24 мм) состоящих из суммы внутреннего диаметра и толщины наружных стенок. Действующими стандартами определены следующие параметры соединения:
- Наибольший диаметр трубы – 6 дюймов. При больших значениях применяется сварочное соединение.
- Шаг резьбы состоит из 4-х стандартных типоразмеров. Количество нитей составляет 11, 14, 19 и 29 на стандартный дюйм.
- Имеется два ряда наружных диаметров. Преимущество при выборе диаметра отдаётся первому ряду.
- В международном обозначении указывается символ G (Тр. согласно ГОСТ 6357-81), размера и класс точности. При левом исполнении добавляются буквы LH. Также, в конце, может быть указана длина резьбового соединения.

Данный тип разъёмного соединения изготавливается на заводе способом накатки с учетом толщины стенок и наружного размера изделия. Это позволяет получить максимально прочное и герметичное соединение. При этом в отличие от метрических резьб, наличие у каждого из стандартных диаметров своего шага повышает надежность стыковки.

Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный – 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Способы нарезки и методы контроля
Нарезка трубной резьбы может осуществляться вручную с помощью плашек и метчиков, а также на токарно-винторезных и специальных резьбонакатных станках. Способ ручной нарезки ничем не отличается от подготовки метрических резьб – на зафиксированную трубу одевается плашка с воротком и осуществляется вращение по часовой стрелке. Для качественной нарезки необходимо использование смазочных материалов и чередование нескольких рабочих вращений с обратным движением для удаления стружки. Аналогично производится и нарезка метчиком.
Для серийного производства используется механический способ на токарных станках полуавтоматах и ЧПУ. Нарезка осуществляется специальными резцами или с помощью плашек. При заводском производстве труб с готовыми резьбовыми соединениями применяется метод горячей или холодной накатки специальными роликами. Для определения параметра резьбы применяются калибры или плоские шаблоны.

ГОСТ
Параметры цилиндрической трубной резьбы определяет ГОСТ 6357-81. Он основан на стандарте мелкой резьбы Уитворта и совместим с европейским стандартом BSP.
В чем разница между 4 типами винтовой резьбы?
Соблюдать все стандарты резьбы – непростая задача. Важно не допускать ошибок, поскольку это может привести к разным проблемам. Это может включать потерю денег, потерю времени и угрозу безопасности. Чтобы избежать этих проблем, вот пошаговое руководство по определению правильного стандарта резьбы.
Необходимых инструментов
Прежде чем приступить к этапам определения стандарта резьбы, убедитесь, что у вас есть подходящие инструменты, которые помогут вам в этом процессе.
Суппорт

Штангенциркуль используется для измерения внешнего диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Это поможет вам произвести самые точные измерения. Этот инструмент настоятельно рекомендуется для определения стандартов резьбы. Однако, если у вас ее нет, вы можете использовать прямую стальную линейку.
Шагомер

Этот инструмент измеряет резьбу на дюйм и поможет вам определить ее шаг.
Шаг 1. Определите пол фитинга
Определите, является ли фитинг наружным или внутренним, по резьбе. Фитинг является наружным, если резьба находится снаружи. Между тем, фитинг является внутренним, если резьба находится внутри шестигранной гайки.
Шаг 2: проверьте, параллельны ли резьбы или конические
Следующим шагом является определение того, является ли резьба параллельной или конической. Параллельная резьба будет иметь одинаковый диаметр с обоих концов. Если диаметр увеличивается на охватываемом конце и уменьшается на охватывающем конце, то резьба сужается.
Шаг 3. Определите размер резьбы
На этот раз определите номинальный диаметр резьбы. Вы можете добиться этого с помощью штангенциркуля. Для параллельной резьбы вы можете измерить любую полную резьбу, а для конической резьбы – четвертую или пятую полную резьбу.
Шаг 4: Определите шаг
Определите шаг резьбы от гребня до гребня. Это нужно для того, чтобы увидеть количество гребней в дюйме резьбы. Используйте измеритель шага и проверяйте резьбу по каждой форме, пока не найдете совпадение.Чтобы избежать ошибок, повторите процесс и убедитесь, что у вас есть точное совпадение.
Шаг 5: Определите стандарт резьбы
Последний шаг – определение стандарта резьбы. Соберите всю имеющуюся у вас информацию – категорию резьбы, размер резьбы и шаг. Обратитесь к руководству по идентификации нитей и сравните свои данные, чтобы найти нужный стандарт.
.
ISO 7 – Трубная резьба, где герметичные соединения выполняются на резьбе
Стандарт ISO 7 – Трубная резьба, в которой герметичные соединения выполняются на резьбе, состоит из
- ISO 7-1: 1994 Размеры, допуски и обозначение
- ISO 7-2: 2000 Проверка с помощью ограничителей
Коническая резьба Уитворта ISO 7 эквивалентна DIN 2999, BS 21 (BS EN 10226-1), JIS B0203.
Характеристики конической резьбы Withworth ISO 7:
- Коническая резьба 1 o 47 ‘
- усечение впадин и гребней скруглено
- 55 o угол резьбы
- шаг измеряется в резьбах на дюйм
Примечание!
Существует различие между
- соединительной резьбой – уплотнительная коническая / цилиндрическая резьба для соединений согласно ISO 7-1 и / или EN 10226-1, BS 21
- крепежная резьба – параллельная цилиндрическая без уплотнения резьба для соединений согласно EN ISO 228-1
Диаметр и шаг такие же для резьб ISO 7-1 и ISO 228.
ISO 7-1 – это BSPT (R / Rp) – британский стандарт конической трубы, где
- R – коническая наружная резьба с наружной резьбой
- Rp – цилиндрическая внутренняя резьба с внутренней резьбой
- Rc – коническая наружная резьба с внутренней резьбой
G-образная резьба имеет параллельную форму в соответствии со стандартом DIN-EN-ISO 228-1.
Внутренняя резьба Rp (внутренняя цилиндрическая резьба) и внутренняя коническая резьба Rc (внутренняя коническая резьба) используются в сочетании с наружной резьбой R (наружная резьба) для герметизации соединений.Наружная резьба G (параллельная) может быть навинчена только на внутреннюю резьбу G.
Наружная резьба R (коническая) может ввинчиваться в внутреннюю резьбу G или R.
Для полного стола с допусками резьбы – поверните экран!
Необходимо измерить внешний диаметр трубы или фитинга и сравнить его с таблицей для определения размера. Трубная резьба 3/4 “ISO 7-1 имеет внешний диаметр – OD – 1,060 дюйма. Каждый размер резьбы имеет определенное количество витков резьбы на дюйм – TPI или шаг.Трубная резьба 3/4 “NPT имеет 14 витков на дюйм. И TPI, и OD резьбы необходимы для точного определения размера резьбы, потому что более одного размера имеют одинаковый TPI.
Резьба ISO 7-1 может выглядеть одинаково с резьбой NPT. Однако резьбы ISO и NPT не должны смешиваться. Резьба ISO имеет угол конуса 55 o по сравнению с 60 o для NPT. Конфигурации основания и вершины NPT также отличаются от ISO. Для резьбы ISO шаг обычно составляет измеряется в миллиметрах (может быть выражено в дюймах).Подача разные.
Длина резьбы ISO 7-1 для создания плотного соединения
DIN 2999 – это немецкая версия BS 21 и BS 2779, которые были оригинальными британскими стандартами для резьбовых соединений труб Whitworth. DIN 2999 был отменен, устарел и был заменен на ISO 7 и ISO 228.
.