Метрические резьбы таблица: ГОСТ, таблица размеров и шаг метрических резьб
alexxlab | 24.11.1989 | 0 | Разное
Размеры резьбы метрической
Метрические размеры резьбы М5-М48.
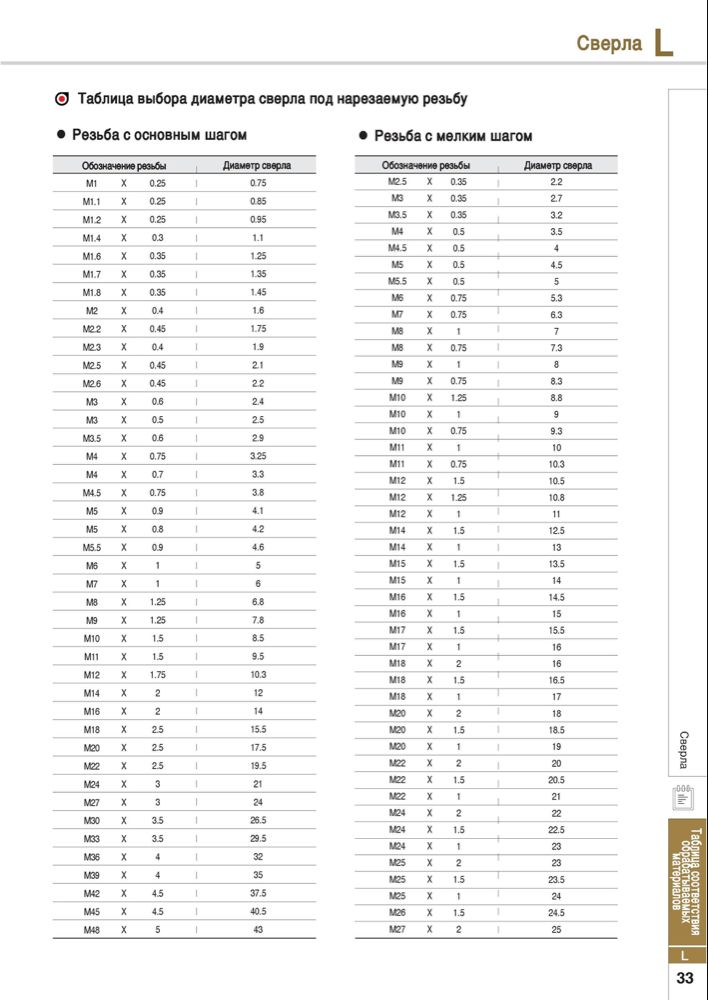
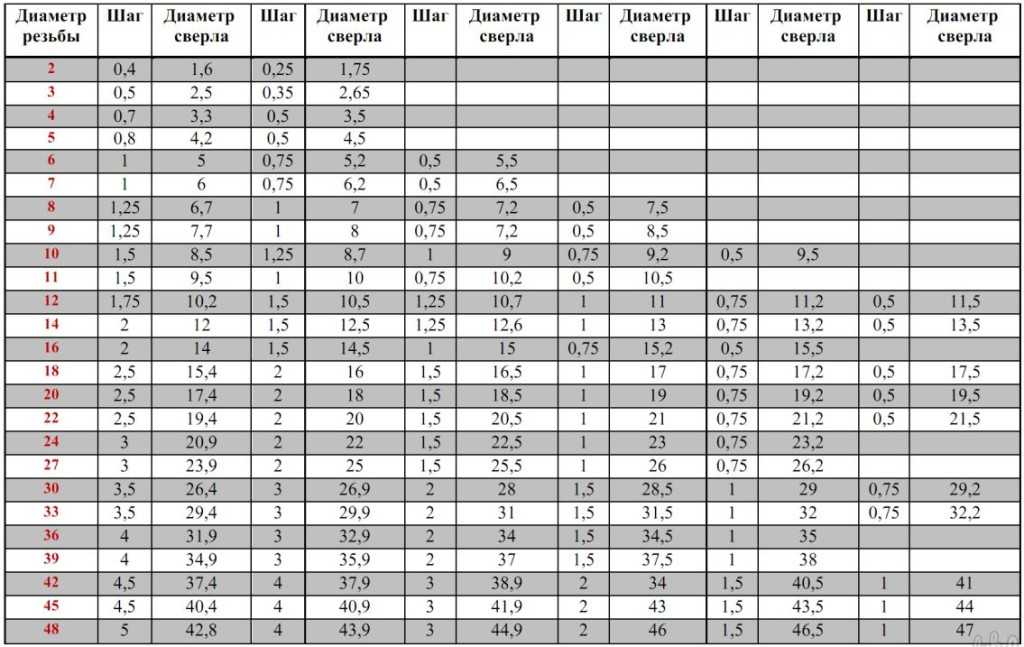
Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| Номинальный диаметр резьбы | Шаг резьбы | После допуска резьбы | Диаметр сверла под резьбу | ||
| Крупный | Мелкий | 6H | Пред. откл. | ||
| 5 | 0,8 | — | 4,2 | 0,13 | 4,2 |
| 6 | 1 | — | 4,95 | 0,2 | 5 |
| — | 5,5 | 0,1 | 5,5 | ||
| — | 0,75 | 5,2 | 0,17 | 5,25 | |
| 8 | 1,25 | — | 6,7 | 0,2 | 6,8 |
| — | 0,5 | 7,5 | 0,1 | 7,5 | |
| — | 0,75 | 7,2 | 0,17 | 7,25 | |
| — | 1 | 6,95 | 0,2 | 7 | |
| 10 | 1,5 | — | 8Л3 | 0,22 | 8,5 |
| — | 0,5 | 9,5 | 0,1 | 9,5 | |
| — | 0,75 | 9,2 | 0,17 | 9,25 | |
| — | 1 | 8,95 | 0,2 | 9 | |
| — | 1,25 | 8,7 | 0,2 | 8,8 | |
| 12 | 1,75 | — | 10,2 | 0,27 | 10,2 |
| — | 0,5 | 11,5 | 0,1 | 11,5 | |
| — | 0,75 | 11,2 | 0,17 | 11,25 | |
| — | 1 | 10,95 | 0,2 | 11 | |
| — | 1,25 | 10,7 | 0,2 | 10,8 | |
| — | 1,5 | 10,43 | 0,22 | 10,5 | |
| 14 | 2 | — | 11,9 | 0,3 | 12 |
| — | 0,5 | 13,5 | 0,1 | 13,5 | |
| — | 0,75 | 13,2 | 0,17 | 13,25 | |
| — | 1 | 12,95 | 0,2 | 13 | |
| — | 1,25 | 12,7 | 0,2 | 12,8 | |
| — | 1,5 | 12,43 | 0,22 | 12,5 | |
| 16 | 2 | — | 13,9 | 0,3 | 14 |
| — | 0,5 | 15,5 | 0,1 | 15,5 | |
| — | 0,75 | 15,2 | 0,17 | 15,25 | |
| — | 1 | 14,95 | 0,2 | 15 | |
| — | 1,5 | 14,43 | 0,22 | ||
| 18 | 2,5 | — | 15,35 | 0,4 | 15,5 |
| — | 0,5 | 17,5 | 0,1 | 17,5 | |
| — | 0,75 | 17,2 | 0,17 | 17,25 | |
| — | 1 | 16,95 | 0,2 | 17 | |
| — | 1,5 | 16,43 | 0,22 | 16,5 | |
| — | 2 | 15,9 | 0,3 | 16 | |
| 20 | 2,5 | — | 17,35 | 0,4 | 17,5 |
| — | 0,5 | 19,5 | 0,1 | 19,5 | |
| — | 0,75 | 19,2 | 0,17 | 19,25 | |
| — | 1 | 18,95 | 0,2 | 19 | |
| — | 1,5 | 18,43 | 0,22 | 18,5 | |
| — | 2 | 17,9 | 0,3 | 18 | |
| 22 | 2,5 | — | 19,35 | 0,4 | 19,5 |
| — | 0,5 | 0,1 | 21,5 | ||
| — | 0,75 | 21,2 | 0,17 | 21,25 | |
| — | 1 | 20,95 | 0,2 | 21 | |
| — | 1,5 | 20,43 | 0,22 | 20,5 | |
| — | 2 | 19,9 | 0,3 | 20 | |
| 24 | 3 | — | 20,85 | 0,4 | 21 |
| — | 0,75 | 23,2 | 0,17 | 23,25 | |
| — | 1 | 22,95 | 0,2 | 23 | |
| — | 1,5 | 22,43 | 0,22 | 22,5 | |
| — | 2 | 21,9 | 0,3 | 22 | |
| 27 | 3 | — | 23,85 | 0,4 | 24 |
| — | 0,75 | 26,2 | 0,17 | 26,25 | |
| — | 1 | 25,95 | 0,2 | 26 | |
| — | 1,5 | 25,43 | 0,22 | 25,5 | |
| — | 24,9 | 0,3 | 25 | ||
| 30 | 3,5 | — | 26,3 | 0,48 | 26,5 |
| — | 0,75 | 29,2 | 0,17 | 29,25 | |
| — | 1 | 28,95 | 0,2 | 29 | |
| — | 1,5 | 28,43 | 0,22 | 28,5 | |
| — | 2 | 27,9 | 0,3 | 28,3 | |
| — | 3 | 26,85 | 0,4 | 27 | |
| 33 | 3,5 | — | 29,3 | 0,48 | 29,5 |
| — | 0,75 | 32,2 | 0,17 | 32,25 | |
| — | 1 | 31,95 | 0,2 | 32 | |
| — | 1,5 | 31,43 | 0,22 | 31,5 | |
| — | 2 | 30,9 | 0,3 | 31 | |
| — | 3 | 29,85 | 0,4 | 30 | |
| 36 | 4 | — | 31,8 | 0,48 | 32 |
| — | 1 | 34,95 | 0,2 | 35 | |
| — | 1,5 | 34,43 | 0,22 | 34,5 | |
| — | 2 | 33,9 | 0,3 | 34 | |
| — | 3 | 32,85 | 0,4 | 33 | |
| 39 | 4 | — | 34,8 | 0,48 | 35 |
| — | 1 | 37,95 | 0,2 | 38 | |
| — | 1,5 | 37,43 | 0,22 | 37,5 | |
| — | 2 | 36,9 | 0,3 | 37 | |
| — | 3 | 35,85 | 0,4 | 36 | |
| 42 | 4,5 | — | 37,25 | 0,55 | 37,5 |
| — | 1 | 40,95 | 0,2 | 41 | |
| — | 1,5 | 40,43 | 0,22 | 40,5 | |
| — | 2 | 39,9 | 0,3 | 40 | |
| — | 3 | 38,85 | 0,4 | 39 | |
| — | 4 | 37,8 | 0,48 | 38 | |
| 45 | 4,5 | — | 40,25 | 0,55 | 40,5 |
| — | 1 | 43,95 | 0,2 | 44 | |
| — | 1,5 | 43,43 | 0,22 | 43,5 | |
| — | 2 | 42,9 | 0,3 | 43 | |
| — | 3 | 41,85 | 0,4 | 42 | |
| — | 4 | 40,8 | 0,48 | 41 | |
| 48 | 5 | — | 42,7 | 0,6 | 43 |
| — | 1 | 46,95 | 0,2 | 47 | |
| — | 1,5 | 46,43 | 0,22 | 46,5 | |
| — | 2 | 45,9 | 0,3 | 46 | |
| — | 3 | 44,85 | 0,4 | 45 | |
| — | 4 | 43,8 | 0,48 | 44 | |
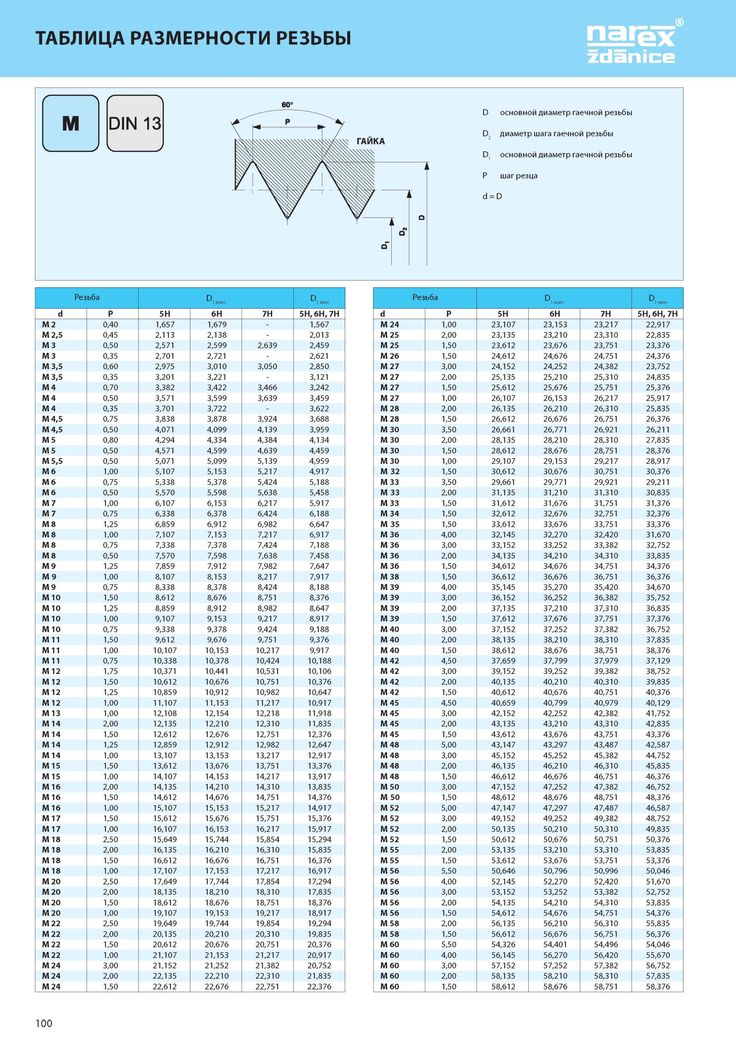
Таблица основных размеров метрических шагов резьбы – стандартные диаметры по параметрам ГОСТа
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки.
Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки.
Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей.
Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах
Наружное сечение в мм
Внутреннее сечение в мм
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы. Он продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам. Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Практически весь строительный крепеж с крупным шагом резьбы. Он продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам. Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Читать также: Устройство варочной газовой панели
- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала.
 Не может превышать 140 градусов.
Не может превышать 140 градусов. - Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.

- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Читать также: Как точить ножи с зубчатым лезвием
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Резьба метрическая. Диаметры, шаги и поля допусков
Источник: ГОСТ 16093-2004, ССТ СЭВ 183-75
| Номинальный диаметр, мм | Шаг Р, мм | Высота профиля, мм | Поля допусков резьб | ||||||||||
| крупный | мелкий | Болтов | Гаек | ||||||||||
| 6g | 6е | 8g | 6H | 7H | |||||||||
| прав | лев | прав | лев | прав | лев | прав | лев | прав | лев | ||||
| 1,2 | 0,25 | — | 0,135 | * | * | ||||||||
| 1,4 | 0,3 | — | 0,162 | * | * | ||||||||
| 1,6 | 0,35 | — | 0,189 | * | * | ||||||||
| 2 | 0,4 | — | 0,216 | * | * | ||||||||
| 2,5 | 0,45 | — | 0,243 | * | * | ||||||||
| 3 | 0,5 | — | 0,27 | * | * | * | * | ||||||
| — | 0,35 | 0,189 | * | * | |||||||||
| 4 | 0,7 | — | 0,379 | * | * | * | * | * | * | ||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 5 | 0,8 | — | 0,433 | * | * | * | * | * | * | * | |||
| — | 0,5 | 0,27 | * | * | |||||||||
| 6 | 1 | — | 0,541 | * | * | * | * | * | * | * | |||
| — | 0,75 | 0,406 | * | * | * | * | |||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 8 | 1,25 | — | 0,676 | * | * | * | * | * | * | * | * | * | |
| — | 1 | 0,541 | * | * | * | ||||||||
| — | 0,75 | 0,406 | * | * | * | * | * | ||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 9 | 1,25 | — | 0,676 | * | * | * | * | * | * | ||||
| — | 1 | 0,541 | * | * | |||||||||
| — | 0,75 | 0,406 | * | * | |||||||||
| 10 | 1,5 | — | 0,812 | * | * | * | * | * | * | * | * | * | |
| — | 1,25 | 0,676 | * | * | |||||||||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| — | 0,75 | 0,406 | * | * | |||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 12 | 1,75 | — | 0,947 | * | * | * | * | * | * | ||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | * | ||||
| — | 1,25 | 0,676 | * | * | * | * | * | * | |||||
| — | 1 | 0,541 | * | * | * | * | * | ||||||
| — | 0,75 | 0,406 | * | * | |||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 14 | 2 | — | 1,082 | * | * | * | * | * | * | ||||
| — | 1,5 | 0,812 | * | * | * | * | * | ||||||
| — | 1,25 | 0,676 | * | * | |||||||||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| — | 0,75 | 0,406 | * | * | * | ||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 16 | 2 | — | 1,082 | * | * | * | * | * | * | ||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | |||||
| — | 1 | 0,541 | * | * | * | * | |||||||
| — | 0,75 | 0,406 | * | * | * | ||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 18 | 2,5 | — | 1,353 | * | * | * | * | ||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | |||||
| — | 1 | 0,541 | * | * | |||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 20 | 2,5 | — | 1,353 | * | * | * | * | ||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | * | * | |||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| — | 0,75 | 0,406 | |||||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 22 | 2,5 | — | 1,353 | * | * | ||||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | |||||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| — | 0,75 | 0,406 | * | * | |||||||||
| — | 0,5 | 0,27 | * | * | |||||||||
| 24 | 3 | — | 1,624 | * | * | * | * | * | * | ||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | * | * | |||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| 27 | 3 | — | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | * | ||||
| — | 1 | 0,541 | * | * | |||||||||
| — | 0,75 | 0,406 | * | * | |||||||||
| 30 | 3,5 | — | 1,894 | * | * | * | * | ||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| — | 1 | 0,541 | * | * | * | * | * | * | |||||
| 33 | 3,5 | — | 1,894 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | * | * | |||||
| — | 1 | 0,541 | * | * | * | * | |||||||
| 36 | 4 | — | 2,165 | * | * | * | * | ||||||
| — | 3 | 1,165 | * | * | |||||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| — | 1 | 0,541 | * | * | |||||||||
| 39 | 4 | — | 2,165 | ||||||||||
| — | 3 | 1,624 | * | * | |||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| — | 1 | 0,541 | * | * | |||||||||
| 42 | 4,5 | — | 2,435 | * | * | ||||||||
| — | 3 | 1,624 | * | * | |||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| — | 1 | 0,541 | * | * | |||||||||
| 45 | — | 2 | 1,082 | * | * | ||||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| — | 1 | 0,541 | * | * | |||||||||
| 48 | 5 | — | 2,706 | * | * | ||||||||
| — | 3 | 1,624 | * | * | |||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| — | 1 | 0,541 | * | * | |||||||||
| 52 | — | 1,5 | 0,812 | * | * | ||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| 56 | 5,5 | — | 2,977 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 58 | — | 1,5 | 0,812 | * | * | ||||||||
| 60 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,062 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| 37 | — | 2 | 1,082 | * | * | ||||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 68 | — | 2 | 1,082 | * | * | ||||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 72 | — | 4 | 2,165 | * | * | ||||||||
| — | 3 | 1,624 | * | * | |||||||||
| — | 2 | 1,082 | * | * | |||||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 76 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 80 | — | 2 | 1,082 | * | * | ||||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 85 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 90 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| 95 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| 100 | — | 3 | 1,624 | * | * | * | * | ||||||
| — | 2 | 1,082 | * | * | * | * | * | * | |||||
| 105 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | * | * | |||||||
| 110 | — | 2 | 1,082 | * | * | * | * | ||||||
| 115 | — | 3 | 1,624 | * | * | * | * | ||||||
| — | 2 | 1,082 | * | * | |||||||||
| 120 | — | 2 | 1,082 | * | * | * | * | * | * | ||||
| — | 1,5 | 0,812 | * | * | |||||||||
| 125 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| 130 | — | 2 | 1,082 | * | * | * | * | ||||||
| — | 1,5 | 0,812 | * | * | * | * | |||||||
| 135 | — | 2 | 1,082 | * | * | * | * | ||||||
| 140 | — | 2 | 1,082 | * | * | ||||||||
| 145 | — | 1,5 | 0,812 | * | * | ||||||||
| 150 | — | 2 | 1,082 | * | * | * | * | ||||||
| 160 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| 170 | — | 3 | 1,624 | * | * | ||||||||
| 180 | — | 3 | 1,624 | * | * | ||||||||
| 185 | — | 3 | 1,624 | * | * | ||||||||
| 190 | — | 3 | 1,624 | * | * | ||||||||
| 195 | — | 2 | 1,082 | * | * | * | * | ||||||
| 200 | — | 3 | 1,624 | * | * | ||||||||
| — | 2 | 1,082 | * | * | |||||||||
| 205 | — | 3 | 1,624 | * | * | ||||||||
| 210 | — | 3 | 1,624 | * | * | ||||||||
| 220 | — | 3 | 1,624 | * | * | ||||||||
| 225 | — | 3 | 1,624 | * | * | ||||||||
| 230 | — | 3 | 1,624 | * | * | * | * | ||||||
| 240 | — | 3 | 1,624 | * | * | * | * | ||||||
| 245 | — | 3 | 1,624 | * | * | ||||||||
| 255 | — | 3 | 1,624 | * | * | ||||||||
| 270 | — | 3 | 1,624 | * | * | ||||||||
| 310 | — | 4 | 2,165 | * | * | ||||||||
| 400 | — | 4 | 2,165 | * | * | ||||||||
Типоразмеры резьб и поля допусков, отмеченные звездочкой, разрешены к применению на большинстве предприятий машиностроения.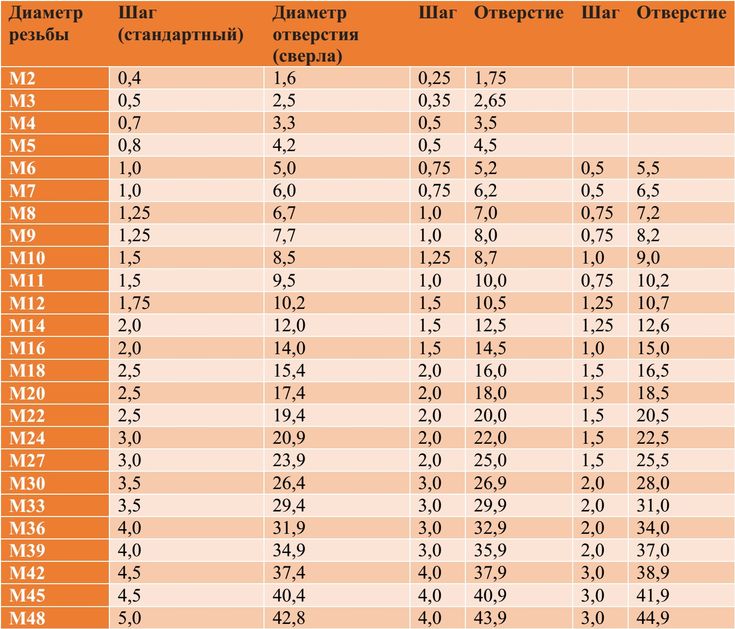
Для крепежных изделий следует предпочтительно применять резьбу с крупным шагом, с полями допусков 8g и 7Н.
Резьба метрическая для D1 — 600 мм (ГОСТ 16093-2004)
| Болты (наруж.) | Гайки (внутр.) | ||
| Кл. точности | Поле допуска | Кл. точности | Поле допуска |
| кл.1 | 4h | кл.1 | 4H, 5H |
| кл.2 | 6g | кл.2 | 6H |
| кл.2а | 6g | кл.2а | 6H |
| кл.3 | 8g | кл.3 | 7H |
| кл.2ад | 6g | кл.3х | 6G |
| кл.3 | 6e | ||
К оглавлению
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Примеры обозначения трапецеидальных резьб
Однозаходной
Трап 24х5 кл.3; Трап 24х5 кл.3Х
То же, левой резьбы
Трап 24х5 лев. кл.3; Трап 24х5 лев. кл.3Х
Двухзаходной
Трап 24х(2х5) кл.3; Трап 24х(2х5) кл.3Х
То же, левой резьбы
Трап 24х(2х5) лев. кл.3; Трап 24х(2х5) лев. кл.3Х
кл.3; Трап 24х(2х5) лев. кл.3Х
Если заданы предельные отклонения размеров резьб до нанесения покрытия и не сделано других оговорок, то размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h; H.
Если в чертеже резьбовой детали содержится указание “Размеры после покрытия”, предельные отклонения резьбы покрытой детали должны соответствовать приведенным в СТП 411 005 – 77 для указанного в чертеже поля допуска резьбы.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Читать также: Как завести бензопилу stihl ms 180
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Резьба разделяется на 2 основных вида:
Различие заключается в единицах измерения, в первом случае это ( мм ), во втором ( дюймы ).
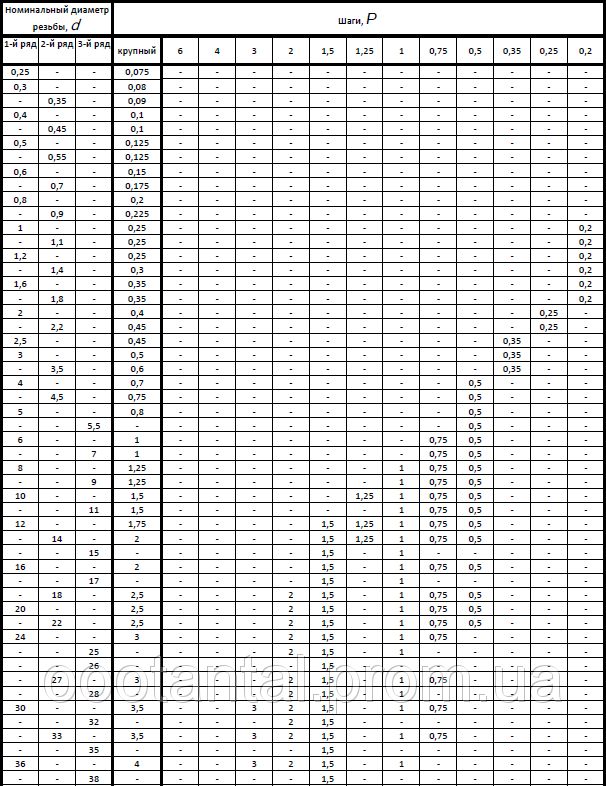
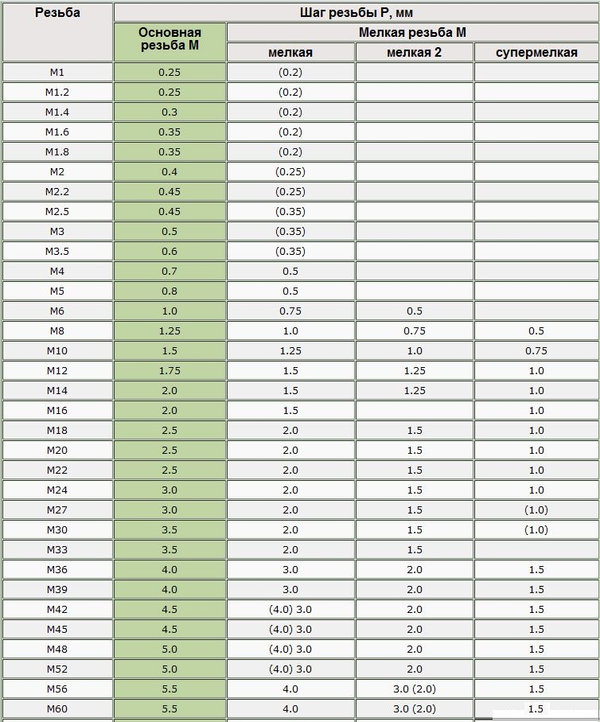
Размеры метрической резьбы:
Параметры метрической резьбы регламентируются международным стандартом ИСО 261-98 (диапазон диаметров от 1 (мм) до 300 (мм) ), и отечественным ГОСТ 8724-2002 который идентичный международному, однако расширенный до 600 (мм) .
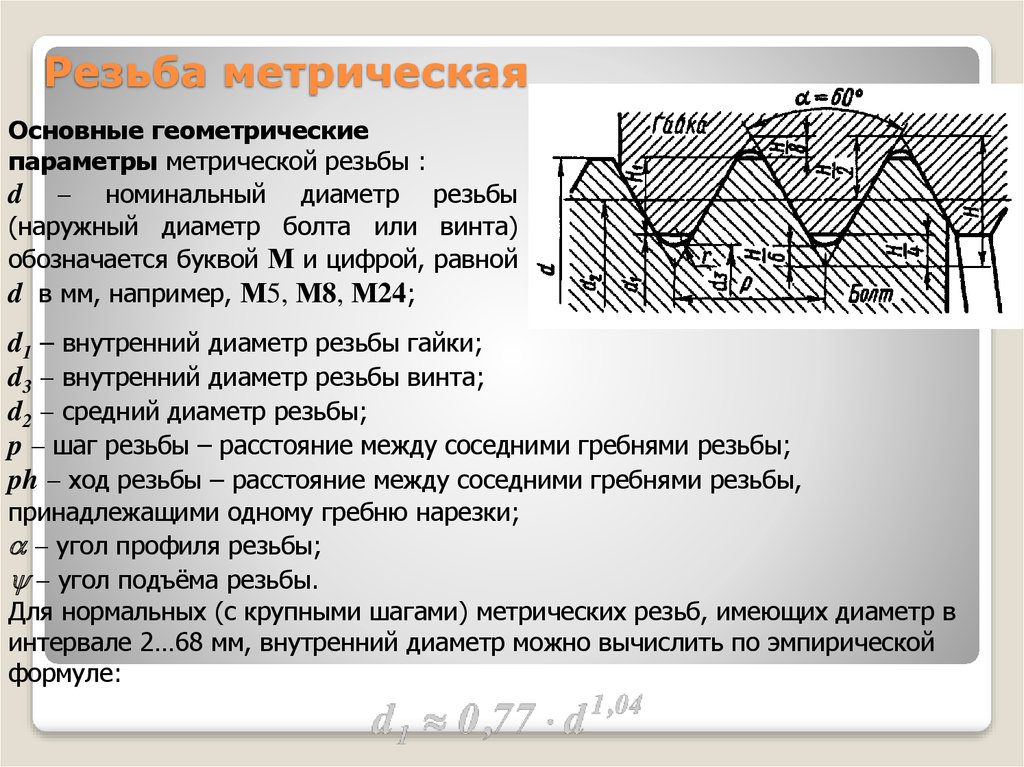
Общие параметры метрической резьбы :
– номинальный диаметр стержня: от 0.25 (мм) до 600 (мм) ; – возможный диапазон шагов: от 0.075 (мм) до 8 (мм) ; – наружный диаметр по резьбе: от 0.250 (мм) до 600.0 (мм) ; – средний диаметр по резьбе: от 0.201 (мм) до 596.103 (мм) ; – внутренний диаметр по резьбе: от 0.169 (мм) до 593.505 (мм) ; – внутренний диаметр по дну впадины: от 0.158 (мм) до 592.639 (мм) .
Размеры трубной резьбы:
Трубная резьба разделяется на цилиндрическую и коническую .
Параметры ходовой цилиндрической резьбы :
– диаметр трубы в дюймах: от 1/4 (дюйма) до 2 (дюймов) ; – диапазон шага: от 1.337 (мм) до 2.369 (мм) ; – наружный диаметр: от 13.157 (мм) до 59.614 (мм) ; – средний диаметр: от 12.301 (мм) до 58.135 (мм) ; – внутренний диаметр: от 11.445 (мм) до 56.656 (мм) .
Полные подробные параметры по всем вариантам резьбы в таблицах ниже .
Профиль резьбы
Профиль метрической резьбы похож на равносторонний треугольник с углом 60°. Вершинки резьбы могут быть острыми и слегка срезанными, это зависит от заточки резца и глубины резания. Не рекомендуется делать метрическую резьбу с другим углом, так как это будет являться нарушения требований к метрической резьбе в частности к ее профилю. Видоизмененный профиль резьбы влияет на резьбовое соединение деталей например винт и гайка.
Вершинки резьбы могут быть острыми и слегка срезанными, это зависит от заточки резца и глубины резания. Не рекомендуется делать метрическую резьбу с другим углом, так как это будет являться нарушения требований к метрической резьбе в частности к ее профилю. Видоизмененный профиль резьбы влияет на резьбовое соединение деталей например винт и гайка.
Профиль наружной резьбы рис. слева и внутренней резьбы рис. справа
Профиль метрической и профиль цилиндрической резьбы и ее развертывание
- d
,
d1
,
d2
– наружный, внутренний и средний диаметр болта - D
,
D1
,
D2
– наружный, внутренний и средний диаметр гайки - р
– шаг;
ω
– угол подъема
Резьба метрическая: применение, параметры, таблицы, ГОСТ
Содержание
- 1 Особенности
- 2 Области применения и характеристики
- 3 Геометрия
- 4 Поля допусков
- 5 Обозначения
- 6 Размеры резьбы — таблицы переводов
- 7 Особенности нарезки
- 8 Действующие стандарты
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.
Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки — равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.
Содержание
- Особенности
- Области применения и характеристики
- Геометрия
- Поля допусков
- Обозначения
- Размеры резьбы — таблицы переводов
- Особенности нарезки
- Действующие стандарты
Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.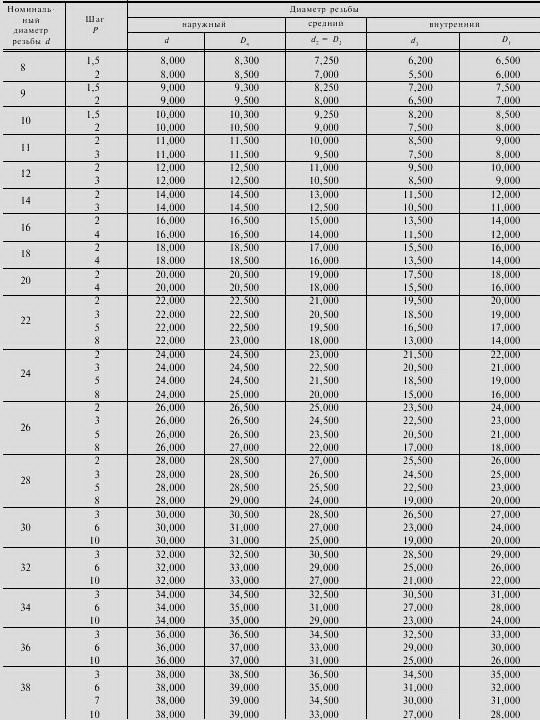
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
Существует еще ряд параметров, которые определяют разделение на типы.
Геометрия
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.
Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d. - Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.

Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб.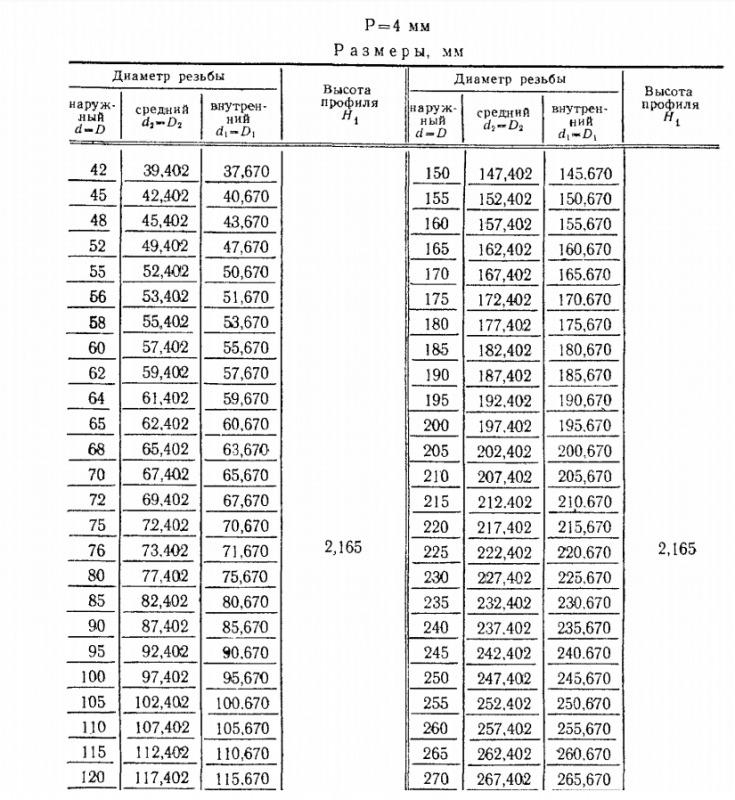 Все значения с диаметрами и шагом приведены в миллиметрах.
Все значения с диаметрами и шагом приведены в миллиметрах.
Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.
Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
Расчет крутящего момента и силы для крепежа, болтов и винтов
Расчет крутящего момента и силы для конструкции крепежа, болтов и винтов — Engineers Edge
Технические данные по оборудованию ISO
Технические данные по оборудованию ANSI
Поставщик оборудования Производитель
Сопротивление материалов
- Ниже приведены ссылки на технические ресурсы, инструменты, статьи и другие полезные данные.

- Если вы обнаружите какие-либо ошибки, упущения, неработающие ссылки, сообщите нам об этом – Обратная связь
- Вы хотите внести свой вклад в этот раздел? См. программу Premium Publisher .
Следующие ресурсы по проектированию предназначены для проектирования винтов и болтов с надлежащим крутящим моментом, напряжением, деформацией, предварительным натягом и другими важными инженерными расчетными параметрами.
Калькулятор площади напряжения резьбы и формула
- Обзор методов затяжки крепежных болтов
Формула и калькулятор момента трения головки болта или гайки пер. МИЛ-ХДБХ-60
Формулы и калькулятор напряжения при удлинении болта пер. MIL-HDBH-60 Микрометрический метод удлинения болта: Ниже пропорционального предела. удлинение болта прямо пропорционально осевому напряжению, т. е. удлинение увеличивается в той же пропорции, что и напряжение.

Болт Крепежная деталь Предварительный натяг Скручивающая нагрузка Формулы и калькулятор на пер. МИЛ-ХДБХ-60
- Формулы удлинения болта при повороте и калькулятор пер. МИЛ-ХДБХ-60
Момент затяжки болтов в сборе для контактного напряжения прокладки пер. ASME PCC-1 Уравнения и калькулятор
- Таблица площади основания болта и напряжения при растяжении для метрической и дюймовой резьбы
- Формула удлинения болта и калькулятор пер. ASME PCC-1 Когда измерение удлинения болта (растяжение болта) выбрано в качестве используемого метода управления нагрузкой, требуемое удлинение болта рассчитывается в соответствии со следующим уравнением
- Резьба болтов, Марка, Прочность болтов, Калькулятор электронной таблицы Excel, Расчет электронной таблицы в соответствии с девятым изданием AISC
- Группа схем расположения болтов Вытягивание Калькулятор электронных таблиц Excel, Калькулятор электронных таблиц Рассчитывается в соответствии с девятым изданием AISC
- Инженерные основы проектирования и анализа резьбовых крепежных изделий — требуется премиум-членство
- Расчет крутящего момента при сборке по ISO 68 и ISO 724
- Комбинированное удлинение резьбы и корпуса болта при предварительном натяге Формула и калькулятор Закручивая или поворачивая резьбу болта, мы пытаемся контролировать процесс затяжки посредством сил, приложенных к гайке, или движения гайки.

Зона напряжения винта 100 тыс. фунтов на кв. дюйм и более
Зона напряжения болта менее 100 тысяч фунтов на квадратный дюйм
- Уравнение удлинения болта и калькулятор при осевом напряжении
Крепеж / площадь растяжения резьбы внешней резьбы Формула
Формула и расчет диаметра делительной окружности крепежа / резьбы
Формула и расчет площади сдвига для крепежа / резьбы
- Техническое руководство по проектированию крепежных изделий — требуется премиум-членство
- Технический документ по проектированию и анализу резьбовых крепежных изделий (39 страниц, подробный инженерный анализ крутящего момента и усилий в крепежных элементах) Требуется бесплатное членство
- Соотношение между крутящим моментом, шагом резьбы и усилием зажима крепежа и калькулятор
- Соотношение между крутящим моментом болта и усилием зажима.
 Формула и калькулятор для расчета пер. ДЖИС Б 1083
Формула и калькулятор для расчета пер. ДЖИС Б 1083 - Метрическая резьба серии M Зоны напряжения и сдвига
Минимальная формула зацепления резьбы и расчет ISO
- Сила, необходимая для зачистки резьбы болта Формула и калькулятор любой длины
- Сила, необходимая для зачистки болтовой резьбы Формула и калькулятор
- ISO Уравнение площади напряжений и калькулятор. Значения пробной нагрузки приведены в BS EN 20898-2: .
- BS EN 20898-2 Значения пробной нагрузки – Грубая резьба
Минимальная длина резьбового зацепления Формула и расчеты в соответствии с FED-STD-h38/2B
- Влияние момента на круговое распределение болтов в соединении торцевой пластины
Площадь сдвига Внутренняя и внешняя резьба Формула и расчет в соответствии с FED-STD-h38/2B
- Расчет осевой силы винтовой передачи
- Сила, необходимая для зачистки резьбы болтов Формула и калькулятор
- Обозначения резьбы и символы A-N
- Обозначения резьбы и символы N-Z
- Одноместный
Формула площади напряжения при растяжении резьбы и калькулятор Per.
 АСМЭ Б1.1
АСМЭ Б1.1 - Типовая диаграмма удлинения для обычных болтовых материалов. Величина растяжения болта, которую вы хотите в своей конструкции конечного изделия, конечно же, будет определяться величиной предварительного натяга, который вы хотите получить в крепежном элементе.
- ANSI, ISO Обозначения резьбы и ссылки
- Технические характеристики прочности Стальные болты
- Система обозначения классов прочности стальных болтов и винтов
- ООН Формулы и калькулятор для наружной резьбы
- Винт Формула резьбы и калькулятор для внутреннего унифицированного дюймового винта UN
- Площадь среза резьбы для внешней и внутренней Формулы и калькулятор пер. АСМЭ Б1.1
Напряжение и сила отрыва резьбы
Напряжение вытягивания крепежного элемента с резьбовым отверстием
- Калькулятор вытягивания саморезов и крутящего момента
Таблицы стандартных размеров резьбы
- Таблица моментов затяжки
Стандартные размеры болтов SAE
Таблица моментов затяжки Стандартные размеры болтов Классы SAE 1–8
Таблица значений крутящего момента для болтов из нержавеющей стали
Калькулятор усилия зажима
Калькулятор усилия зажима
- Калькулятор предварительной нагрузки шпильки
- Уравнение предварительного натяжения болта и калькулятор
- Калькулятор усилия натяжения болта
- Таблица крутящего момента и натяжения болтов Болты SAE J429
- Болт с несколькими диаметрами Изменение длины под действием осевой силы Формула и калькулятор
Преобразование крутящего момента
Преобразование крутящего момента
Руководство по расчету крутящего момента и рекомендации
- Руководство по расчету крутящего момента
- Типовая диаграмма удлинения для обычных болтовых материалов
Преобразование крутящего момента
- Преобразование крутящего момента
и эквиваленты
Расчет адаптера динамометрического ключа
Адаптер динамометрического ключа Расчет уменьшенной руки
Адаптер динамометрического ключа Расширенный расчет
Специальные приложения
Руководство по критериям проектирования болтовых и заклепочных соединений
Обзор применения гидравлических и пневматических динамометрических ключей
Тепловое расширение/сжатие крепежных изделий Приложение и уравнение
- Уравнения проектирования и проектирования с прессовой посадкой
- Расчеты с прессовой посадкой и уравнение
- Болт или штифт в уравнении одиночного сдвига и калькуляторе
- Болт или штифт в уравнении двойного сдвига и калькуляторе
- Формулы для расчетов напряжения и прочности внахлестном соединении с одинарной заклепкой и калькулятор
Формулы и калькулятор соединения внахлестку с двойной заклепкой для расчета напряжения и прочности
- Одинарное заклепочное соединение внахлестку с внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности
- Соединение внахлестку с двойной заклепкой и внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности.
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 4.6
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 6.8
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 8.8
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 10.9
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 12.9
- Калькулятор дизайна электронной таблицы Excel пер. BS: 449: для части 2 требуется активное членство Premium в Engineers Edge .
- Резьбы с натягом класса 5 Моменты затяжки, натяги и длины зацепления
- Резьба патрона лампы освещения Основание настольной лампы и резьба корпуса гнезда. Резьба «Американский стандарт» для цоколя лампы и корпуса розетки спонсируется Американским обществом инженеров-механиков, Национальной ассоциацией производителей электрооборудования
- Таблица размеров резьбы свечей зажигания и резьбовых отверстий
Толстостенный цилиндр с прессовой или термоусадочной посадкой Уравнения натяга и давления и калькулятор Если два толстостенных цилиндра собираются методом горячей/холодной усадки или механической запрессовки, на границе раздела между двумя цилиндрами создается давление.

Калькулятор проектирования и проектирования с прессовой посадкой
Изменение диаметра для прессования цилиндра и термоусадочной посадки. Уравнения анализа и калькулятор
- Сила посадки с натягом Требуемая сила прижима ступицы и вала Уравнения и калькулятор
Таблица технических характеристик оборудования в метрических единицах ISO
Таблица технических характеристик оборудования в метрических единицах ISO — Engineers Edge
Меню оборудования ANSI | Поставщики и производители оборудования
Конструкция крепежных изделий и винтов/болтов, формула и расчеты
- Ниже приведены ссылки на Таблицы спецификаций оборудования в метрических единицах ISO
- Если вы обнаружите какие-либо ошибки, упущения, неработающие ссылки, сообщите нам об этом – Обратная связь
- Вы хотите внести свой вклад в этот раздел? См.
 программу Premium Publisher .
программу Premium Publisher .
Справочные сведения об оборудовании, содержащиеся в этих ссылках, приведены для вашего удобства. Точность этих спецификаций не гарантируется, и пользователь этих таблиц должен проверить все данные, содержащиеся здесь.
Шестигранные инструменты Allen Метрическая таблица размеров, шестигранный ключ, шестигранные ключи Инструменты метрической серии
- Британская ассоциация BA Винты Нарезание резьбы и сверла с зазором Таблица
Обозначения британской метрической резьбы ISO
- установочных штифтов на 1 шт. ДИН ЕН ИСО 8734
- Техническое руководство по проектированию крепежных изделий — требуется премиум-членство
- Шестигранные и шлицевые головки для винтов с головкой под торцевой ключ Данные
- Шестигранные гайки со шлицем пер.
 Б18.2.4.4М
Б18.2.4.4М - Фланцевая метрическая гайка Таблица размеров пер. АНСИ Б18.2.4.4М
- Контргайки, метр. пер. АНСИ Б18.2.4.5М
- Моментные гайки, метрич. АНСИ Б18.16.3М
- Шестигранные гайки Метрические шт. B18.2.4.1M и B18.2.4.2M
- BS EN ISO 898-6 Значения пробной нагрузки и минимальная прочность на отрыв гаек
- BS EN ISO 4032 Шестигранные гайки типа 1 – классы продукции A и B
- BS EN ISO 4033 Шестигранные гайки типа 2 – классы продукции A и B
- BS EN ISO 4034 Шестигранные гайки тип 1 – класс продукта C
- BS EN ISO 4035 Тонкие шестигранные гайки со скошенной кромкой – классы продукции A и B
- BS EN ISO 4036 Тонкие шестигранные гайки (без фаски) – класс продукта B
- Винт с запаздыванием Метрические размеры и размеры пер. АНСИ Б18.2.3.8М
- BS ISO EN DIN 20898-7 Механические свойства крепежных изделий: испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальным диаметром 1–10 мм
- BS EN ISO 10642 Винты с потайной головкой под шестигранник
- Плоская шайба BS 4320, метрическая серия Bright
- Плоская шайба BS 4320, черная метрическая серия
- BS 4464 Раздельная пружинная шайба, метрическая серия, тип A
- BS 4464, Прямоугольная пружинная шайба с одинарной спиралью, метрическая серия, типы B и BP
- BS 4464 Пружинная шайба прямоугольного сечения с двойной спиралью: метрическая серия, тип D
- BS ISO EN 4463 Технические характеристики метрических гофрированных шайб
- DIN 6797 Зубчатые стопорные шайбы, метрические
- DIN 6798 Зубчатые стопорные шайбы, метрические
- Сила, необходимая для зачистки болтовой резьбы Формула и калькулятор
- Сила, необходимая для зачистки резьбы болта Формула и калькулятор любой длины
- ISO метрические сверла для нарезания резьбы и зазора, крупная резьба, серия
- Таблицы метрических сверл ISO и сверл с зазором, серия с мелкой резьбой
- ISO 68-1 Основные характеристики профиля метрической резьбы и уравнения
- Метод и уравнения анализа BS449: Часть 2
- Грузоподъемность обычных болтов на.
 BS449: Часть 2 Болт класса 4.6
BS449: Часть 2 Болт класса 4.6 - Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 6.8
- Грузоподъемность обычных болтов на. БС449: Часть 2 Болт класса 8.8
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 10.9
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 12.9
- Таблица размеров резьбы Lowenherz или Löwenherz
- Калькулятор дизайна электронной таблицы Excel пер. BS: 449: для части 2 требуется активное членство Premium в Engineers Edge .
- Материал Предел прочности при сдвиге и текучести конструкционных материалов Таблица
- Метрическая резьба серии M Зоны напряжения и сдвига
- Метрическая внешняя резьба (крепежные детали) Обозначения размеров M0,25 – M1,4
Метрическая внешняя резьба (крепежные детали) Обозначения размеров M1,6–M18
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M20 – M55
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M56 – M78
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M80 – M100
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M105 – M135
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M140 – M175
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M180 – M255
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M260 – M1060
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M0,25–M8
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M9 – M24
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M24 – M50
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M52 – M72
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M75 – M120
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M125 – M180
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M185 – M230
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M235 – M600
- Метрическая спиральная резьбовая вставка Helicoil пер.
 Спецификации производственной установки ASME B18.29.2M
Спецификации производственной установки ASME B18.29.2M Метрическая плоская шайба
- Плоские метрические шайбы Пер. АНСИ Б18.22М
- Плоские шайбы на. ДИН 125
Винт с метрической шестигранной головкой
- Метрические шестигранные гайки, типы 1 и 2 ANSI/ASME B18.2.4.1M и B18.2.4.2M
Винт с метрической плоской головкой (Phillips)
Винт с метрической цилиндрической (шлицевой) головкой
Винт с метрической резьбой
Винт с метрической головкой под торцевой ключ
- Винт с метрической головкой под торцевой ключ пер. АНСИ/АСМЭ Б18.3.
 1М
1М Головка с метрической головкой
- Болт с несколькими диаметрами Изменение длины под действием осевой силы Формула и калькулятор
- Whitworth British Standard Pipe (BSP) Резьба DIN ISO 228
- Обозначения резьбы и символы A-N
- Обозначения резьбы и символы N-Z
- ANSI, ISO Обозначения резьбы и ссылки
- Метрическая резьба ISO 724
- BS 4620 Размеры и размеры заклепок с заклепками холодной ковки Таблица
- BS 4620 Горячекованые заклепки с защелкой Таблица размеров и размеров
- Система обозначения классов прочности стальных болтов и винтов
- Каталог инженерного оборудования
- Минимальные предельные растягивающие нагрузки и испытательные нагрузки BS EN ISO 898-1
- BS EN ISO 898-1 Контрольные нагрузки ISO метрическая резьба с крупным шагом
- ISO Уравнение площади напряжений и калькулятор.
 Значения пробной нагрузки приведены в BS EN 20898-2: .
Значения пробной нагрузки приведены в BS EN 20898-2: . - BS EN 20898-2 Значения пробной нагрузки – Грубая резьба
- Конструкция профиля с Т-образным пазом пер. БС 2485
- Т-образные болты и Т-образные гайки Размеры пер. БС 2485
- Т-образные гайки пер. ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах
- Руководство по критериям проектирования болтовых и заклепочных соединений
- Стержень неравномерного диаметра, изменение длины по формуле осевой силы и калькулятор
Формулы для расчетов напряжения и прочности внахлестном соединении с одинарной заклепкой и калькулятор
Формулы и калькулятор соединения внахлестку с двойной заклепкой для расчета напряжения и прочности
- Одинарное заклепочное соединение внахлестку с внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности
- Соединение внахлестку с двойной заклепкой и внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности.
- Руководство по действующим характеристикам крутящего момента для метрических размеров оборудования ISO
Параллельные шпонки и конусные шпонки Размеры и размеры на. ISO 6885, часть 1, 6886 и 6887
Квадратные и прямоугольные ключи с боковым креплением
Квадратные и прямоугольные конические ключи- Формулы напряжения и разрушения стопорного кольца и калькулятор
- Формулы напряжения и разрушения канавки стопорного кольца и калькулятор
- Крепежная головка Torx Основные размеры пер. ИСО 10664
- Типовая диаграмма удлинения для обычных болтовых материалов
- Таблица 9 размеров резьбы свечей зажигания и резьбовых отверстий
0008
Таблица метрических резьб – мелкий шаг (M1-M28)
Преимущества мелкой резьбы
✅ Размер по размеру: мелкая резьба прочнее резьбы с крупным шагом как на растяжение, так и на сдвиг.
✅ Меньший шаг позволяет выполнять более точную настройку для приложений, требующих точной настройки.
✅ Мелкая резьба легче нарезается в твердых материалах и тонкостенных трубах.
✅ Для достижения того же уровня предварительной нагрузки требуется меньший крутящий момент по сравнению с грубой резьбой.
✅ Тонкая резьба имеет меньший наклон по сравнению с грубой, поэтому вероятность ее ослабления меньше.
Недостатки мелкой резьбы
❌ Мелкозернистая резьба более восприимчива к загрязнению.
❌ Необходимо соблюдать большую осторожность при сборке деталей с мелкой резьбой, что делает их непригодными для высокоскоростной сборки.
❌ Детали требуют более длинной резьбы.
d=D: Большой диаметр
p: Шаг
R: ROY RADIUS
D2 = D2: Диаметр шага
D3 : Незначительный диаметр мужской нить
D1: Маленький диаметр Женская тема
H4: Высота.
Таблица метрических резьб — мелкий шаг (M1–M28)
| **Номинальный размер
** | **d=D
(мм)** | **p
(мм)** | **r
(мм)** | **d2=D2
(мм)** | **d3
(мм)** | **D1
(мм)** | **h4
(мм)** | **ч2
(мм)** | **Метчиковое сверло
(мм)** |
|——————–|—————|———— —-|—————-|—————-|———– ——|—————–|——————|——- ———-|————————|
| **1,0×0,2** | 1 | 0,2 | 0,029 | 0,87 | 0,755 | 0,783 | 0,123 | 0,108 | 0,8 |
| **1,1×0,2** | 1.1 | 0,2 | 0,029 | 0,97 | 0,855 | 0,883 | 0,123 | 0,108 | 0,9|
| **1,2×0,2** | 1.2 | 0,2 | 0,029 | 1.07 | 0,955 | 0,983 | 0,123 | 0,108 | 1 |
| **1,4×0,2** | 1.4 | 0,2 | 0,029 | 1,27 | 1,155 | 1.183 | 0,123 | 0,108 | 1.2 |
| **1,6×0,2** | 1,6 | 0,2 | 0,029 | 1,47 | 1,355 | 1,383 | 0,123 | 0,108 | 1.4 |
| **1,8×0,2** | 1,8 | 0,2 | 0,029| 1,67 | 1,555 | 1,583 | 0,123 | 0,108 | 1,6 |
| **2×0,25** | 2 | 0,25 | 0,036 | 1,838 | 1,693 | 1,729 | 0,153 | 0,135 | 1,75 |
| **2,2×0,25** | 2. 2 | 0,25 | 0,036 | 2.038 | 1,893 | 1,929 | 0,153 | 0,135 | 1,95 |
| **2,5×0,35** | 2,5 | 0,35 | 0,051 | 2.273 | 2.071 | 2.121 | 0,215 | 0,189| 2.1 |
| **3×0,35** | 3 | 0,35 | 0,051 | 2,773 | 2,571 | 2.621 | 0,215 | 0,189 | 2,6 |
| **3,5×0,35** | 3,5 | 0,35 | 0,051 | 3.273 | 3.071 | 3.121 | 0,215 | 0,189 | 3.1 |
| **4×0,5** | 4 | 0,5 | 0,072 | 3,675 | 3.387 | 3.459| 0,307 | 0,271 | 3,5 |
| **4,5×0,5** | 4,5 | 0,5 | 0,072 | 4.175 | 3.887 | 3.959 | 0,307 | 0,271 | 4 |
| **5×0,5** | 5 | 0,5 | 0,072 | 4.675 | 4.387 | 4.459 | 0,307 | 0,271 | 4,5 |
| **5,5×0,5** | 5,5 | 0,5 | 0,072 | 5.175 | 4.887 | 4.959 | 0,307 | 0,271 | 5 |
| **6×0,75** | 6 | 0,75 | 0,108 | 5.513 | 5.08 | 5.188 | 0,46 | 0,406 | 5.2 |
| **7×0,75** | 7 | 0,75 | 0,108 | 6.513 | 6.08 | 6.188 | 0,46 | 0,406 | 6.2 |
| **8×0,75** | 8 | 0,75 | 0,108 | 7.513 | 7.08 | 7.188 | 0,46 | 0,406 | 7.2 |
| **8×1,0** | 8 | 1 | 0,144 | 7,35 | 6.773 | 6,917 | 0,613 | 0,541 | 7 |
| **9×0,75** | 9 | 0,75 | 0,108 | 8.513 | 8.08 | 8.188 | 0,46 | 0,406 | 8.
2 | 0,25 | 0,036 | 2.038 | 1,893 | 1,929 | 0,153 | 0,135 | 1,95 |
| **2,5×0,35** | 2,5 | 0,35 | 0,051 | 2.273 | 2.071 | 2.121 | 0,215 | 0,189| 2.1 |
| **3×0,35** | 3 | 0,35 | 0,051 | 2,773 | 2,571 | 2.621 | 0,215 | 0,189 | 2,6 |
| **3,5×0,35** | 3,5 | 0,35 | 0,051 | 3.273 | 3.071 | 3.121 | 0,215 | 0,189 | 3.1 |
| **4×0,5** | 4 | 0,5 | 0,072 | 3,675 | 3.387 | 3.459| 0,307 | 0,271 | 3,5 |
| **4,5×0,5** | 4,5 | 0,5 | 0,072 | 4.175 | 3.887 | 3.959 | 0,307 | 0,271 | 4 |
| **5×0,5** | 5 | 0,5 | 0,072 | 4.675 | 4.387 | 4.459 | 0,307 | 0,271 | 4,5 |
| **5,5×0,5** | 5,5 | 0,5 | 0,072 | 5.175 | 4.887 | 4.959 | 0,307 | 0,271 | 5 |
| **6×0,75** | 6 | 0,75 | 0,108 | 5.513 | 5.08 | 5.188 | 0,46 | 0,406 | 5.2 |
| **7×0,75** | 7 | 0,75 | 0,108 | 6.513 | 6.08 | 6.188 | 0,46 | 0,406 | 6.2 |
| **8×0,75** | 8 | 0,75 | 0,108 | 7.513 | 7.08 | 7.188 | 0,46 | 0,406 | 7.2 |
| **8×1,0** | 8 | 1 | 0,144 | 7,35 | 6.773 | 6,917 | 0,613 | 0,541 | 7 |
| **9×0,75** | 9 | 0,75 | 0,108 | 8.513 | 8.08 | 8.188 | 0,46 | 0,406 | 8.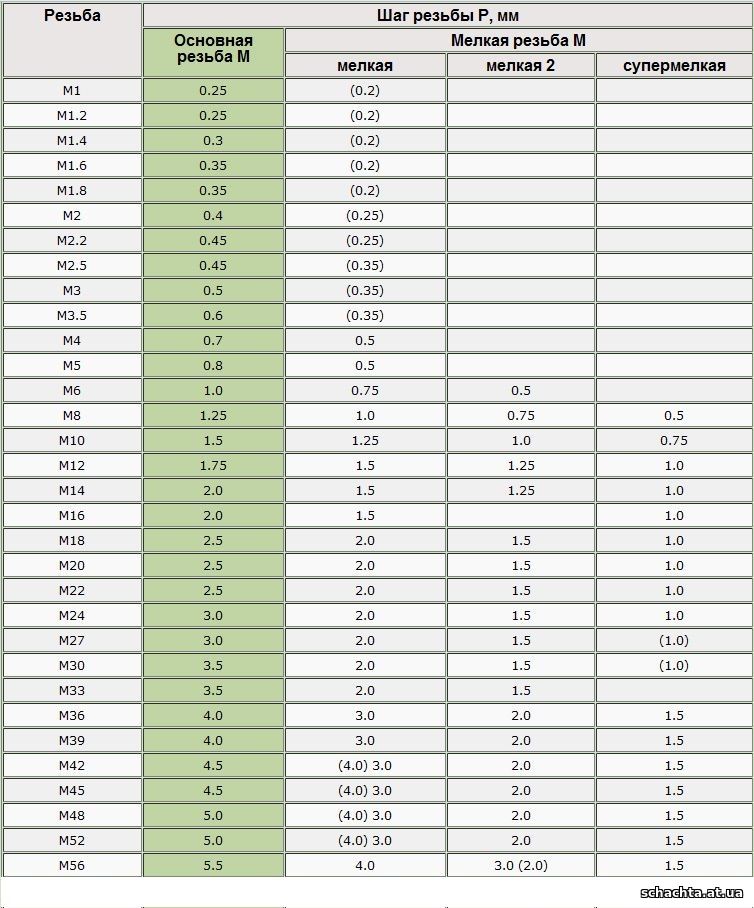 2 |
| **9×1.0** | 9 | 1 | 0,144 | 8.35 | 7.773 | 7.917 | 0,613 | 0,541 | 8 |
| **10×0,75** | 10 | 0,75 | 0,108 | 9.513 | 9.08 | 9.188 | 0,46 | 0,406 | 9.2 |
| **10×1,0** | 10 | 1 | 0,144 | 9.35 | 8.773 | 8.917 | 0,613 | 0,541 | 9 |
| **10×1,25** | 10 | 1,25 | 0,18 | 9.188 | 8.466 | 8.647 | 0,767 | 0,677 | 8,8 |
| **11×0,75** | 11 | 0,75 | 0,108 | 10.513 | 10.08 | 10.188 | 0,46 | 0,406 | 10.2 |
| **11×1.0** | 11 | 1 | 0,144 | 10.35 | 9.773 | 9.917 | 0,613 | 0,541 | 10 |
| **12×1,0** | 12 | 1 | 0,144 | 11.35 | 10.773 | 10.917 | 0,613 | 0,541 | 11 |
| **12×1,25** | 12 | 1,25 | 0,18 | 11.188 | 10.466 | 10.647 | 0,767 | 0,677 | 10,8 |
| **12×1,5** | 12 | 1,5 | 0,217 | 11.026 | 10.16 | 10.376 | 0,92 | 0,812 | 10,5 |
2 |
| **9×1.0** | 9 | 1 | 0,144 | 8.35 | 7.773 | 7.917 | 0,613 | 0,541 | 8 |
| **10×0,75** | 10 | 0,75 | 0,108 | 9.513 | 9.08 | 9.188 | 0,46 | 0,406 | 9.2 |
| **10×1,0** | 10 | 1 | 0,144 | 9.35 | 8.773 | 8.917 | 0,613 | 0,541 | 9 |
| **10×1,25** | 10 | 1,25 | 0,18 | 9.188 | 8.466 | 8.647 | 0,767 | 0,677 | 8,8 |
| **11×0,75** | 11 | 0,75 | 0,108 | 10.513 | 10.08 | 10.188 | 0,46 | 0,406 | 10.2 |
| **11×1.0** | 11 | 1 | 0,144 | 10.35 | 9.773 | 9.917 | 0,613 | 0,541 | 10 |
| **12×1,0** | 12 | 1 | 0,144 | 11.35 | 10.773 | 10.917 | 0,613 | 0,541 | 11 |
| **12×1,25** | 12 | 1,25 | 0,18 | 11.188 | 10.466 | 10.647 | 0,767 | 0,677 | 10,8 |
| **12×1,5** | 12 | 1,5 | 0,217 | 11.026 | 10.16 | 10.376 | 0,92 | 0,812 | 10,5 |
| **Номинальный размер
** | **d=D
(мм)** | **p
(мм)** | **r
(мм)** | **d2=D2
(мм)** | **d3
(мм)** | **D1
(мм)** | **h4
(мм)** | **h2
(мм)** | **Метчиковое сверло
(мм)** |
|——————–|—————|———— —-|—————-|—————-|———– ——|—————–|——————|——- ———-|————————|
| **14×1,0** | 14 | 1 | 0,144 | 13. 35 | 12.773 | 12,917 | 0,613 | 0,541 | 13 |
| **14×1,25** | 14 | 1,25 | 0,18 | 13.188 | 12.466 | 12.647 | 0,767 | 0,677 | 12,8 |
| **14×1,5** | 14 | 1,5 | 0,217 | 13.026 | 12.16 | 12.376 | 0,92 | 0,812 | 12,5 |
| **15×1,0** | 15 | 1 | 0,144 | 14.35 | 13.773 | 13,917 | 0,613 | 0,541 | 14 |
| **15×1,5** | 15 | 1,5 | 0,217 | 14.026 | 13.16 | 13.376 | 0,92 | 0,812 | 13,5 |
| **16×1,0** | 16 | 1 | 0,144 | 15.35 | 14.773 | 14.917 | 0,613 | 0,541 | 15 |
| **16×1,5** | 16 | 1,5 | 0,217 | 15.026 | 14.16 | 14.376 | 0,92 | 0,812 | 14,5 |
| **17×1,0** | 17 | 1 | 0,144 | 16.35 | 15.773 | 15.917 | 0,613 | 0,541 | 16 |
| **17×1,5** | 17 | 1,5 | 0,217 | 16.026 | 15.16 | 15.376 | 0,92 | 0,812 | 15,5 |
| **18×1,0** | 18 | 1 | 0,144 | 17.35 | 16.773 | 16,917 | 0,613 | 0,541 | 17 |
| **18×1,5** | 18 | 1,5 | 0,217 | 17.026 | 16.16 | 16.376 | 0,92 | 0,812 | 16,5 |
| **18×2,0** | 18 | 2 | 0,289 | 16.701 | 15.546 | 15.835 | 1.227 | 1.083 | 16 |
| **20×1,0** | 20 | 1 | 0,144 | 19.35 | 18.773 | 18.917 | 0,613 | 0,541 | 19 |
| **20×1,5** | 20 | 1,5 | 0,217 | 19.
35 | 12.773 | 12,917 | 0,613 | 0,541 | 13 |
| **14×1,25** | 14 | 1,25 | 0,18 | 13.188 | 12.466 | 12.647 | 0,767 | 0,677 | 12,8 |
| **14×1,5** | 14 | 1,5 | 0,217 | 13.026 | 12.16 | 12.376 | 0,92 | 0,812 | 12,5 |
| **15×1,0** | 15 | 1 | 0,144 | 14.35 | 13.773 | 13,917 | 0,613 | 0,541 | 14 |
| **15×1,5** | 15 | 1,5 | 0,217 | 14.026 | 13.16 | 13.376 | 0,92 | 0,812 | 13,5 |
| **16×1,0** | 16 | 1 | 0,144 | 15.35 | 14.773 | 14.917 | 0,613 | 0,541 | 15 |
| **16×1,5** | 16 | 1,5 | 0,217 | 15.026 | 14.16 | 14.376 | 0,92 | 0,812 | 14,5 |
| **17×1,0** | 17 | 1 | 0,144 | 16.35 | 15.773 | 15.917 | 0,613 | 0,541 | 16 |
| **17×1,5** | 17 | 1,5 | 0,217 | 16.026 | 15.16 | 15.376 | 0,92 | 0,812 | 15,5 |
| **18×1,0** | 18 | 1 | 0,144 | 17.35 | 16.773 | 16,917 | 0,613 | 0,541 | 17 |
| **18×1,5** | 18 | 1,5 | 0,217 | 17.026 | 16.16 | 16.376 | 0,92 | 0,812 | 16,5 |
| **18×2,0** | 18 | 2 | 0,289 | 16.701 | 15.546 | 15.835 | 1.227 | 1.083 | 16 |
| **20×1,0** | 20 | 1 | 0,144 | 19.35 | 18.773 | 18.917 | 0,613 | 0,541 | 19 |
| **20×1,5** | 20 | 1,5 | 0,217 | 19. 026 | 18.16 | 18.376 | 0,92 | 0,812 | 18,5 |
| **20×2,0** | 20 | 2 | 0,289 | 18.701 | 17.546 | 17.835 | 1.227 | 1.083 | 18 |
| **22×1,0** | 22 | 1 | 0,144 | 21.35 | 20.773 | 20,917 | 0,613 | 0,541 | 21 |
| **22×1,5** | 22 | 1,5 | 0,217 | 21.026 | 20.16 | 20.376 | 0,92 | 0,812 | 20,5 |
| **22×2,0** | 22 | 2 | 0,289 | 20.701 | 19.546 | 19.835 | 1.227 | 1.083 | 20 |
| **24 x 1,0** | 24 | 1 | 0,144 | 23.35 | 22.773 | 22,917 | 0,613 | 0,541 | 23 |
| **24×1,5** | 24 | 1,5 | 0,217 | 23.026 | 22.16 | 22.376 | 0,92 | 0,812 | 22,5 |
| **24×2.0** | 24 | 2 | 0,289 | 22.701 | 21.546 | 21.835 | 1.227 | 1.083 | 22 |
| **25×1,0** | 25 | 1 | 0,144 | 24.35 | 23,773 | 23,917 | 0,613 | 0,541 | 24 |
| **25×1,5** | 25 | 1,5 | 0,217 | 24.026 | 23.16 | 23.376 | 0,92 | 0,812 | 23,5 |
| **25×2,0** | 25 | 2 | 0,289 | 23.701 | 22.546 | 22.835 | 1.227 | 1.083 | 23 |
| **27×1,0** | 27 | 1 | 0,144 | 26.35 | 25,773 | 25,917 | 0,613 | 0,541 | 26 |
| **27×1,5** | 27 | 1,5 | 0,217 | 26.026 | 25.16 | 25.376 | 0,92 | 0,812 | 25,5 |
| **27×2,0** | 27 | 2 | 0,289 | 25.
026 | 18.16 | 18.376 | 0,92 | 0,812 | 18,5 |
| **20×2,0** | 20 | 2 | 0,289 | 18.701 | 17.546 | 17.835 | 1.227 | 1.083 | 18 |
| **22×1,0** | 22 | 1 | 0,144 | 21.35 | 20.773 | 20,917 | 0,613 | 0,541 | 21 |
| **22×1,5** | 22 | 1,5 | 0,217 | 21.026 | 20.16 | 20.376 | 0,92 | 0,812 | 20,5 |
| **22×2,0** | 22 | 2 | 0,289 | 20.701 | 19.546 | 19.835 | 1.227 | 1.083 | 20 |
| **24 x 1,0** | 24 | 1 | 0,144 | 23.35 | 22.773 | 22,917 | 0,613 | 0,541 | 23 |
| **24×1,5** | 24 | 1,5 | 0,217 | 23.026 | 22.16 | 22.376 | 0,92 | 0,812 | 22,5 |
| **24×2.0** | 24 | 2 | 0,289 | 22.701 | 21.546 | 21.835 | 1.227 | 1.083 | 22 |
| **25×1,0** | 25 | 1 | 0,144 | 24.35 | 23,773 | 23,917 | 0,613 | 0,541 | 24 |
| **25×1,5** | 25 | 1,5 | 0,217 | 24.026 | 23.16 | 23.376 | 0,92 | 0,812 | 23,5 |
| **25×2,0** | 25 | 2 | 0,289 | 23.701 | 22.546 | 22.835 | 1.227 | 1.083 | 23 |
| **27×1,0** | 27 | 1 | 0,144 | 26.35 | 25,773 | 25,917 | 0,613 | 0,541 | 26 |
| **27×1,5** | 27 | 1,5 | 0,217 | 26.026 | 25.16 | 25.376 | 0,92 | 0,812 | 25,5 |
| **27×2,0** | 27 | 2 | 0,289 | 25.