Микрометр как отрегулировать: Как настроить микрометр на ноль и как ухаживать за прибором
alexxlab | 13.07.2023 | 0 | Разное
Как пользоваться микрометром правильно — инструкция и советы по измерению микрометром
Чтобы уметь правильно пользоваться микрометром, нужно знать правила измерений этим инструментом, какие есть его виды, где применяются и какие особенности каждого из них. Главная общая особенность — высокая точность измерений линейных размеров, а именно до микрона, то есть сотой доли миллиметра. При помощи микрометров получают чистовые размерные значения сечения, толщины, глубины. Инструмент используется для контроля и последующей подгонки деталей к заданным параметрам по чертежам.
Устройство микрометра и принцип работы
Основа микрометра — скоба, с обеих сторон которой расположены мерные элементы. Они сделаны из каленой инструментальной стали и отшлифованы. С одной стороны, это пятка неподвижная, с другой — винтовой регулировочный цилиндр. При помощи винта делают калибровку. На скобе есть зажим, им фиксируют размер одной детали для сравнения с другой.
Другой частью инструмента является стебель с барабаном. На стебле размечена горизонтальная шкала, на барабане — вертикальная. На рукоятке встроена трещотка, ее срабатывание регулируется винтом; минимальное усилие срабатывания нужно для измерения легко деформируемых деталей. Деления на шкале стебля видны в пределах нескольких миллиметров, остальная ее часть скрывается в глубине цилиндра. Посредине шкалы нанесена прямая линия, это так называемая эталонная риска с делениями 1 мм, с одной стороны шаг смещен на полмиллиметра относительно другой стороны. На вертикальной шкале барабана шаг делений равен 0,01 мм.
На стебле размечена горизонтальная шкала, на барабане — вертикальная. На рукоятке встроена трещотка, ее срабатывание регулируется винтом; минимальное усилие срабатывания нужно для измерения легко деформируемых деталей. Деления на шкале стебля видны в пределах нескольких миллиметров, остальная ее часть скрывается в глубине цилиндра. Посредине шкалы нанесена прямая линия, это так называемая эталонная риска с делениями 1 мм, с одной стороны шаг смещен на полмиллиметра относительно другой стороны. На вертикальной шкале барабана шаг делений равен 0,01 мм.
Микрометры устроены сложно, как и все другие точные приборы, но пользоваться микрометром довольно просто. Видов этих инструментов существует несколько.
Виды по индикации
Самый распространённый вид — гладкие. Это самых ходовой измерительный инструмент для заводов. Этот вид используют практически на всех производствах, а также в быту. В зависимости от конструкции они делятся на следующие типы:
Аналоговые
У них самая простая конструкция, потому они самые дешевые, и пользоваться ими проще всего. Основа резьбового микрометра — скоба, с одной стороны которой расположена рукоятка с регулировочным цилиндром и трещоткой, а с другой — неподвижная губка. Точность измерений, как и точность штангенциркулей, — до сотых долей миллиметра.
Основа резьбового микрометра — скоба, с одной стороны которой расположена рукоятка с регулировочным цилиндром и трещоткой, а с другой — неподвижная губка. Точность измерений, как и точность штангенциркулей, — до сотых долей миллиметра.
Цифровые
В инструменте есть дисплей, на котором видны показания измерений. Цифровым электронным микрометром можно добиться точности до тысячных долей миллиметра. Однако такая точность возможна только при бережном обращении с инструментом; его недопустимо ронять, а также хранить при низких, высоких температурах и повышенной влажности. Эти приборы дороже аналоговых в 2 раза. Их приобретают, если предполагаются большие объемы работ, а снимать показания с микрометра нужно проводить быстро.
Рычажные
Эти микрометры еще называют стрелочными или часовыми, так как измерительная шкала у них в виде круглого индикатора с вращающейся стрелкой, напоминающего часы. По кругу размечены деления с шагом 0,01 мм. В рычажных микрометрах для изменения внутренних диаметров отверстий и пазов нет скобы. На конце штыря имеется Т-образный измеритель, привод от которого сопряжен с индикатором.
На конце штыря имеется Т-образный измеритель, привод от которого сопряжен с индикатором.
Лазерные
Измерения лазерным микрометром основаны на анализе лазерного луча. В анализаторе есть фотоэлемент, который рассчитывает разницу отклонений луча и выдает данные на цифровой дисплей. Этот инструмент предназначен для лабораторий и в быту его не используют, так как он довольно дорогой, требует бережного обращения, особого хранения и ухода.
Стрелочными и аналоговыми, пользователь выполняет измерения вручную, а в лазерных и цифровых приборах значения размеров определяются автоматически, мгновенно. Потому высокотехнологичные приборы используют на предприятиях с целью повышения производительности и качества.
Области применения микрометров по разновидностям
Все виды микрометров относятся узкоспециализированным измерительным инструментам. Применяются они практически во всех сферах хозяйственной деятельности человека. Основное их достоинство — точность измерений и простота пользования.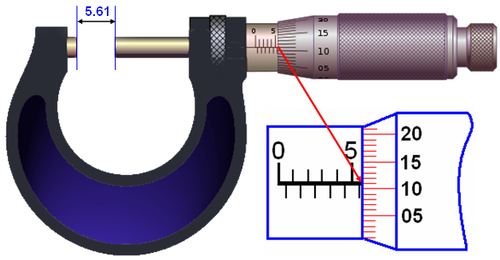 Применение того или иного вида прибора зависит от деталей, в которых нужно проводить измерения их частей: диаметров наружных или внутренних, глубины отверстий и пазов, шагов зубьев, толщины листов, проволоки, шарикоподшипников и т.д.
Применение того или иного вида прибора зависит от деталей, в которых нужно проводить измерения их частей: диаметров наружных или внутренних, глубины отверстий и пазов, шагов зубьев, толщины листов, проволоки, шарикоподшипников и т.д.
Микрометры гладкие
Это механический инструмент, которым измеряют плоские и круглые детали. Гладкими микрометрами уточняют размеры для чистовой подгонки.
Микрометры-зубомеры
Зубомеры предназначены для измерения расстояний между зубьями звездочек, шестеренок, винтовых стержней. Прибор оснащается конусными насадками, которые подбираются в зависимости от размера зубьев или пазов шестерней.
Трубные
Само название говорит о себе. Это узкоспециализированный инструмент для измерения толщины труб, наружных и внутренних диаметров. Обычно точности обработки требуют стыки и стыковочные элементы. Измеряют также на трубах бугристость поверхностей.
Микрометры-толщиномеры
Этим инструментом определяют точные показания толщины листов из различных материалов. Бывают металлические или углеродные листы толщиной всего в несколько сотых долей миллиметра, потому отбирать нужные размеры без микрометра-толщиномера никак по-другому не получится.
Бывают металлические или углеродные листы толщиной всего в несколько сотых долей миллиметра, потому отбирать нужные размеры без микрометра-толщиномера никак по-другому не получится.
Универсальные
Этот вид называется универсальным потому, что для различных измерений в них применяются заменяемые насадки. Так при помощи одного универсального инструмента можно производить точную обработку деталей разных типов.
Микрометры проволочные
Инструмент используется в производстве тонкой проволоки, а также шариков и роликов для подшипников, у которых точность размеров варьируется в тысячных долях миллиметра. Это микрометры лазерные и цифровые.
Призматические
Этот тип получил название из-за своего вида, напоминающего призму. Никакой стеклянной призмы в конструкции нет. Призматическими микрометрами измеряют лезвия инструментальных ножей различных видов.
Канавочные
В конструкции этого вида имеется выдвижной штырь (щуп), который опускают в канавки, пазы, несквозные отверстия для измерения заданной в чертежах глубины с точностью до сотых долей миллиметра. Эти приборы используют фрезеровщики, токари.
Эти приборы используют фрезеровщики, токари.
Резьбомеры
Предназначены для измерения шага, глубины и типа резьбы винтовых стержней. Прибор оснащается насадками, которые подбираются в зависимости от размера обрабатываемой детали. С одной стороны насадок имеется паз, с другой — коническое заострение.
Микрометры с двумя шкалами
Две шкалы в инструменте нужны для уточнения размеров методом сравнения. Его применяют в обработке деталей комплексных конструкций и деталей со сложными формами.
Микрометры для горячего проката
При прокате горячих металлических заготовок также требуется высокая точность размеров. Для этих целей используют специальные микрометры, в которых измеряющие элементы сделаны в виде колес. Инструмент закрепляется в определенном месте, а измерения проводятся при движении проката.
Нутромеры
Такими приборами контролируют диаметры внутренних расточек в деталях.
Несмотря на большое число разновидностей, на каком-либо одном производстве обычно используются не более двух видов этих инструментов. Перед каждым применением проводят калибровку, так как высокая точность показаний зависит от температуры окружающей среды, где выполняется обработка деталей, и условий хранения.
Перед каждым применением проводят калибровку, так как высокая точность показаний зависит от температуры окружающей среды, где выполняется обработка деталей, и условий хранения.
Калибровка, проверка точности
Настроить микрометр нужно непосредственно перед началом обработки деталей. Измерять микрометром максимально точно возможно только в том случае, если настройку проводить в тех условиях, в которых и будут производиться работы. Настройка включает:
- Удаление с поверхностей измеряющих цилиндров загрязнений и частиц стружки. Для очистки используют чистую ветошь; абразивные предметы применять не допускается. Окончательное очищение делают при помощи листа бумаги, который без усилия зажимают между измерительными губками и протягивают.
- Использование эталонных шаблонов. Это шлифованные детали из инструментальной стали с нанесенной маркировкой. Значения маркировки должны совпадать с делениями на инструменте. При помощи шаблонов проверяют цифровые и стрелочные.
 На стрелочном индикаторе возможно смещение стрелки, в цифровом — недостаток энергии питающего элемента.
На стрелочном индикаторе возможно смещение стрелки, в цифровом — недостаток энергии питающего элемента.
Точная обработка деталей может быть начата только, если определить и исправить погрешность микрометра. Калибровать микрометр может сам обработчик металла.
Как настроить микрометр на ноль
Чтобы быстро отрегулировать микрометр и выставить нулевую отметку, нужен навык. Ноль выставляется как перед началом работ, так и периодически в процессе обработки деталей. Для этого нужно выкрутить барабан и отделить стебель. Цилиндр барабана в незакрепленном положении свободно вращается, а неподвижным становится после закрепления гайкой с трещоткой. Винт нужно вращать при помощи гайки, пока не сомкнутся губки. Чтобы выставить микрометр на ноль, винт нужно подтянуть до щелчка трещотки, а барабан вращать, пока «0» на нём не совпадет с эталонным делением на стебле. После чего деления надо зафиксировать гайкой. Особые измерения могут начинаться не с нуля, в таких случаях используют эталонные вкладыши, и настройку выполняют по ним.
Как научиться измерять микрометром
Нужно взять какую-либо металлическую деталь (сверло, винт, шарик или ролик подшипника), размеры которой известны по технической документации. Далее:
- Выставляем «0» в микрометре.
- Деталь зажимаем между губками до щелчка трещотки.
- Смотрим значения и сравниваем с инструкцией к детали.
- При необходимости делаем настройки инструмента.
Чтобы правильно измерить деталь микрометром, ее не следует зажимать барабаном. Значения нужно сначала определять целым числом, а затем долевым значением по шкале. Измеряя однотипные детали, нужно зафиксировать значение винтом; так можно проверять размеры быстро.
Советы по уходу и обслуживанию прибора
Так как микрометр, это высокоточный инструмент, то с ним нужно обращаться бережно: не ронять, хранить в специальном футляре при комнатной температуре и умеренной влажности. Резьбовые части нужно периодически смазывать инструментальным маслом, протирать шкалы, вовремя заменять питающие элементы в цифровых и лазерных моделях.
Не следует допускать попадание на прибор химических агрессивных веществ, щелочей и солей, чтобы исключить появление коррозии. Если таковая уже началась или появились темные пятна на шкале, прибор нужно обработать 70%-м уксусным раствором, зачистить войлоком с пастой ГОИ и протереть слегка смоченной в инструментальном масле ветошью.
Хранить прибор лучше в футляре с поролоновой прокладкой снизу и сверху, обмотав его специальной пергаментной промасленной бумагой. Покупать микрометр для собственного точного производства нужно новым и только в специализированном магазине. Придерживаясь описанных правил, вы избежите проблем с инструментом, лишних расходов на ремонт, будете работать с микрометром легко и обеспечите качество производимых деталей.
Регулировка
Перед началом использования проверьте регулировку микрометра следующим образом:
1. Почистите поверхности пятки и микрометрического винта.
2А. Для проверки 0-1 дюймового или 0-25 мм микрометра:
а. Поворачивайте барабан
до тех пор, пока винт не соединится с
пяткой. Если микрометр оснащен
Поворачивайте барабан
до тех пор, пока винт не соединится с
пяткой. Если микрометр оснащен
храповым стопором, используйте его, чтобы убедиться в достаточном приложении усилия.
b. Если микрометр отрегулирован правильно, отметка 0 на шкале барабана будет точно совпадать с
отметкой 0 на линии стебля. Если отметки не совпадают, микрометр отрегулирован неправильно.
c. Отрегулируйте микрометр, следуя инструкциям изготовителя.
2B. Для проверки микрометра больше 1 дюйма или 25 мм используйте контрольный калибр,
предоставляемый изготовителем. Контрольный калибр представляет собой стальную пластину, диск
или стержень точно определенного размера.
a. Поместите контрольный калибр между винтом и пяткой и измерьте его внешний диаметр или длину.
Если микрометр оснащен храповым стопором, используйте его, чтобы убедиться в достаточном
приложении усилия.
b. Если микрометр отрегулирован правильно, отметка 0 на шкале барабана будет точно совпадать с
отметкой 0
на линии стебля. Если отметки не совпадают,
микрометр отрегулирован неправильно.
Если отметки не совпадают,
микрометр отрегулирован неправильно.
c. Отрегулируйте микрометр, следуя инструкциям изготовителя.
Уход за микрометром
Микрометр является прецизионным инструментом, поэтому необходимо обратить особое внимание на условия его хранения и использования.
Следует иметь в виду следующие важные пункты:
1. Микрометр следует хранить в защитном футляре или отдельном ящичке чемоданчика для инструментов.
2. Убедитесь, что при хранении микрометра поверхности винта и пятки не соприкасаются друг с другом или с каким-либо другим предметом. В противном случае температурные колебания или коррозия могут повредить соприкасающиеся поверхности.
3. Не используйте сжатый воздух для чистки микрометра – это может привести к износу инструмента.
4. Смазывайте микрометр смазкой WD-40, чтобы воспрепятствовать коррозии.
Метрический микрометр
Стандартный
метрический микрометр (Рис. 24) позволяет
проводить измерения с точностью до
одной сотой миллиметра (0,01 мм). Отметки
на шкале на стебле расположены с шагом
в 1 и 0,5 мм. Отметки на верхней части
стебля проставлены с шагом 1 мм. У каждой
пятой отметки над линией стебля стоит
число. Последовательность цифр зависит
от размеров микрометра. Отметки на
микрометре на 25 мм будут пронумерованы
от 0 до 25 с шагом в 5 мм. У микрометров
большего размера эта последовательность
продолжается далее. На всех метрических
микрометрах каждая отметка на нижней
половине стебля равна 0,5 мм.
Отметки
на шкале на стебле расположены с шагом
в 1 и 0,5 мм. Отметки на верхней части
стебля проставлены с шагом 1 мм. У каждой
пятой отметки над линией стебля стоит
число. Последовательность цифр зависит
от размеров микрометра. Отметки на
микрометре на 25 мм будут пронумерованы
от 0 до 25 с шагом в 5 мм. У микрометров
большего размера эта последовательность
продолжается далее. На всех метрических
микрометрах каждая отметка на нижней
половине стебля равна 0,5 мм.
– 23 –
На конусном конце барабана расположена шкала из 50 отметок. Каждая из них равна 0,01 мм. Один полный поворот рукоятки совмещает отметку 0 с первой отметкой на стебле или с 0,50 мм.
Для получения результатов измерений при помощи метрического микрометра, следует сложить количество миллиметров и половин миллиметров на линии стебля с количеством отметок в одну сотую миллиметра на шкале барабана. Выполните следующие шаги, руководствуясь изображением на Рис. 25.
1. Прочитайте значение
на верхней части линии стебля и подсчитайте
количество видимых отметок. Каждая
отметка обозначает расстояние в 1 мм.
Каждая
отметка обозначает расстояние в 1 мм.
2. Проверьте, видна ли отметка в полмиллиметра на нижней части шкалы стебля. Если видна, то добавьте 0,50 мм к значению, полученному в пункте 1.
3. Прочитайте отметку на барабане, совмещающуюся с линией на стебле. Каждая отметка на шкале барабана равна 0,01 мм.
ВНИМАНИЕ : Если отметка на шкале барабана не полностью совмещается с линией на стебле
микрометра, необходимо на глаз определить расстояние между отметками. Для
измерений с точностью до двух тысячных миллиметра (0,002 мм) следует пользоваться
метрическим микрометром с нониусом.
4. Сложите значение, полученное в результате выполнения пунктов 1-3.
Микрометрические настройки
Микрометрические настройки
|
 Прежде чем вносить какие-либо коррективы в
измерительные приборы, необходимо сначала убедиться, что прибор
чистый и в хорошем состоянии. Кроме того, в некоторых производственных условиях
регулировка измерительных приборов может быть произведена только инспекцией
отделение.
Прежде чем вносить какие-либо коррективы в
измерительные приборы, необходимо сначала убедиться, что прибор
чистый и в хорошем состоянии. Кроме того, в некоторых производственных условиях
регулировка измерительных приборов может быть произведена только инспекцией
отделение.
 К
отрегулируйте гайку шпинделя, отвинчивайте барабан до тех пор, пока гайка шпинделя не
виден (рис. 5).
К
отрегулируйте гайку шпинделя, отвинчивайте барабан до тех пор, пока гайка шпинделя не
виден (рис. 5).2000-2002 Лисья долина Технический колледж/Wisc-онлайн. Все права защищены.
Регулировочные винты | Винты Precise & Micrometer
EKSMA Optics использует файлы cookie, чтобы сделать ваши покупки максимально удобными. Если вы продолжите пользоваться нашими услугами, мы будем считать, что вы согласны на использование таких файлов cookie.
Если вы продолжите пользоваться нашими услугами, мы будем считать, что вы согласны на использование таких файлов cookie.
Понимать
02
Регулировочные винты включают в себя точные и микрометрические винты, тонкие и мини-микрометры, компактные тонкие винты, регулировочные винты, тонкие шестигранные регулировочные винты.
Precise 870-0010 и винты Micrometer 870-0020
Ход регулировочного винта Precise и винта Micrometer составляет 13 мм. Шаг резьбы у них 0,5 мм.
от 39$
доставкаРасчетное время доставки: 4 – 5 дней
Мелкий закрытый винт 870-0030
Тонкий закрытый винт обеспечивает высокое разрешение 1 мкм и плавное движение. Его диапазон хода составляет 10 мм, и он используется с большинством наших креплений.
Его диапазон хода составляет 10 мм, и он используется с большинством наших креплений.
Расчетное время доставки: 5 – 6 дней
Микрометрические винты 870-0040
Микрометрические винты имеют внутреннюю резьбу M6×0,5. Наружная монтажная резьба М10х1. Наружная монтажная резьба M10x0,5 доступна по запросу.
от 63$
доставкаРасчетное время доставки: 15 – 16 дней
Тонкие микрометры 870-0045
Предназначены для микропозиционирования, винт из нержавеющей стали с наконечником из закаленной стали и латунным резьбовым кольцом. Очень плавное движение позволяет позиционировать с чувствительностью 1 мкм.
от 65$
доставкаРасчетное время доставки: 15 – 16 дней
Микрометры высокого разрешения 870-0050, 870-0050-02
Винт из нержавеющей стали с шариковым наконечником из закаленной стали, латунным резьбовым кольцом, крепится к отверстиям M10, деление шкалы 2,5 мкм, номинальный ход 5, 10 мм.
от 82
$ доставкаРасчетное время доставки: 15 – 16 дней
Мини-микрометры 870-0055
Предназначены для микропозиционирования, винт из нержавеющей стали с шариковым наконечником из закаленной стали, латунное резьбовое кольцо, деление шкалы 10 мкм, номинальный ход 6,35 мм. Очень плавное движение позволяет позиционировать с чувствительностью 1 мкм.
от 69$
доставкаРасчетное время доставки: 5 – 6 дней
Компактные тонкие винты 870-0060, 870-0060-01
Компактные тонкие винты обеспечивают высокое разрешение. Уникальная конструкция обеспечивает плавную регулировку и высокую повторяемость благодаря подобранным парам винт из нержавеющей стали и латунная гайка.
от 24$
доставкаРасчетное время доставки: 4 – 5 дней
Юстировочные винты 870-0070, 870-0071
Юстировочные винты популярны благодаря своей низкой стоимости и миниатюрным размерам в приложениях, где достаточно грубого разрешения около 5 мкм.