Минимальный диаметр фрезы по металлу: Фрезы по металлу
alexxlab | 23.10.2020 | 0 | Разное
ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ Конструкция и размеры End mills with cylindrical shank. Design and dimensions |
ГОСТ |
Дата введения 01.01.73
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования
стандарта в части пп. 1, 2,
5,
7а, 8 (кроме второго
абзаца), 11
являются обязательными, другие требования настоящего стандарта являются
рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А – с цилиндрической ленточкой;
Б – заточенные наостро.
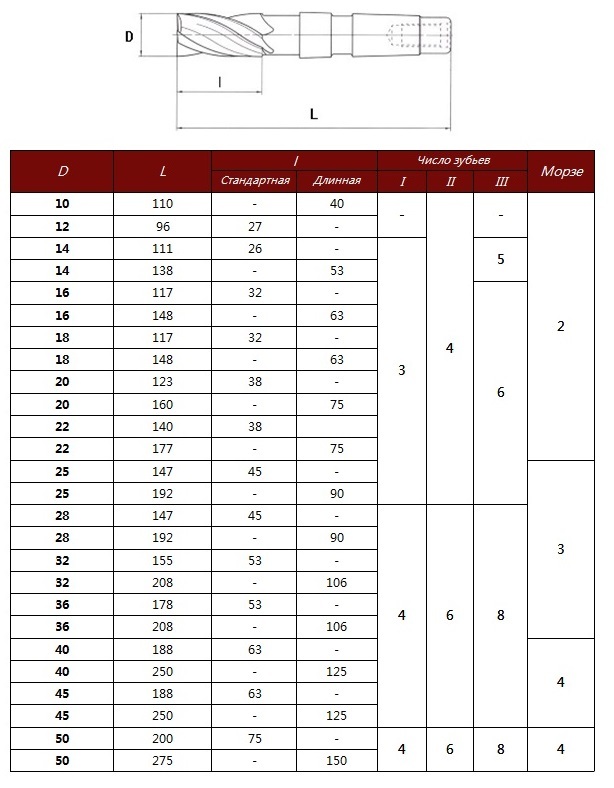
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1*
* Черт. 2 исключен.
Таблица 1
Размеры в мм
|
Фрезы типа 1 |
d |
d 1 |
l |
L |
Число зубьев |
||||||||
|
Исполнения А |
Исполнения Б |
||||||||||||
|
Праворежущие |
Леворежущие |
Праворежущие |
Леворежущие |
||||||||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
|
Применяемость |
Обозначение |
Применяемость |
||||||
|
2220-0164 |
2220-0165 |
2220-0166 |
2220-0167 |
2,0 |
4,0 |
7 |
39 |
Для фрез типа 1 |
3 | ||||
|
2220-0173 |
2220-0174 |
2220-0175 |
2220-0176 |
2,5 |
8 |
40 |
|||||||
|
2220-0001 |
2220-0002 |
2220-0031 |
2220-0135 |
3,0 |
4 |
||||||||
|
2220-0182 |
2220-0183 |
2220-0184 |
2220-0185 |
3,5 |
10 |
42 |
|||||||
|
2220-0003 |
2220-0004 |
2220-0033 |
2220-0137 |
4,0 |
11 |
43 |
|||||||
|
2220-0005 |
2220-0006 |
2220-0035 |
2220-0139 |
5,0 |
5,0 |
13 |
47 |
||||||
|
|
2220-0008 |
2220-0037 |
2220-0142 |
6,0 |
6,0 |
57 |
|||||||
|
2220-0429 |
2220-0432 |
2220-0039 |
2220-0144 |
7,0 |
8,0 |
16 |
60 |
||||||
|
2220-0009 |
2220-0010 |
2220-0040 |
2220-0145 |
8,0 |
19 |
63 |
|||||||
|
2220-0433 |
2220-0434 |
|
2220-0146 |
9,0 |
10,0 |
69 |
|||||||
|
2220-0011 |
2220-0012 |
2220-0042 |
2220-0147 |
10,0 |
22 |
72 |
|||||||
| 2220-0435 |
2220-0436 |
2220-0043 |
2220-0148 |
11,0 |
12,0 |
79 |
|||||||
|
2220-0013 |
2220-0014 |
2220-0044 |
2220-0149 |
12,0 |
26 |
83 |
5 |
||||||
|
2220-0015 |
2220-0016 |
2220-0046 |
2220-0152 |
14,0 |
|||||||||
|
2220-0017 |
2220-0018 |
2220-0048 |
2220-0154 |
16,0 |
16,0 |
32 |
92 |
||||||
|
2220-0019 |
2220-0020 |
2220-0050 |
2220-0156 |
18,0 |
6 |
||||||||
|
2220-0021 |
2220-0022 |
2220-0052 |
2220-0158 |
20,0 |
20,0 |
38 |
104 |
||||||
|
2220-0208 |
2220-0209 |
2220-0211 |
2220-0212 |
22,0 |
|||||||||
|
2220-0217 |
2220-0218 |
2220-0219 |
2220-0221 |
25,0 |
25,0 |
45 |
121 |
||||||
|
2220-0226 |
2220-0227 |
2220-0228 |
2220-0229 |
28,0 |
|||||||||
|
Фрезы типа 2 |
|||||||||||||
|
2220-0168 |
2220-0169 |
2220-0171 |
2220-0172 |
2,0 |
4,0 |
1 |
39 |
Для фрез типа 2 |
2 |
||||
|
2220-0177 |
2220-0178 |
2220-0179 |
2220-0181 |
2,5 |
8 |
40 |
|||||||
|
2220-0061 |
2220-0062 |
2220-0121 |
2220-0242 |
3,0 |
3 |
||||||||
|
2220-0186 |
2220-0187 |
2220-0188 |
2220-0189 |
3,5 |
10 |
42 |
|||||||
|
2220-0063 |
2220-0064 |
2220-0123 |
2220-0243 |
4,0 |
11 |
43 |
|||||||
|
2220-0065 |
2220-0066 |
2220-0125 |
2220-0244 |
5,0 |
5,0 |
13 |
47 |
||||||
|
2220-0067 |
2220-0068 |
2220-0127 |
2220-0245 |
6,0 |
6,0 |
57 |
|||||||
|
2220-0235 |
2220-0236 |
2220-0129 |
2220-0539 |
7,0 |
8,0 |
16 |
60 |
||||||
|
2220-0069 |
2220-0070 |
2220-0130 |
2220-0541 |
8,0 |
19 |
63 |
|||||||
|
2220-0237 |
2220-0238 |
2220-0131 |
2220-0542 |
9,0 |
10,0 |
69 |
|||||||
|
2220-0071 |
2220-0072 |
2220-0132 |
2220-0543 |
10,0 |
22 |
72 |
|||||||
|
2220-0239 |
2220-0241 |
2220-0133 |
2220-0544 |
11,0 |
12,0 |
79 |
|||||||
|
2220-0073 |
2220-0074 |
2220-0134 |
2220-0545 |
12,0 |
26 |
83 |
4 |
||||||
Примечания :
1. Допускается изготовлять фрезы с диаметром
хвостовиков, равным диаметрам рабочей части.
Допускается изготовлять фрезы с диаметром
хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание .
Допускается изготовление фрез с равномерным окружным шагом.
Черт. 3
Таблица 3*
|
Число зубьев z |
j 1 |
j 2 |
j 3 |
j 4 |
j 5 |
j 6 |
j 7 |
j 8 |
|
3 |
110° |
123° |
127° |
– |
– |
– |
– |
– |
|
4 |
90° |
85° |
90° |
95° |
– |
– |
– |
– |
|
5 |
68° |
72° |
76° |
68° |
76° |
– |
– |
– |
|
6 |
57° |
63° |
57° |
63° |
57° |
63° |
* Табл. 2
исключена.
2
исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы – по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
(Измененная редакция, Изм. № 3).
7а. Размеры хвостовиков – по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия – по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а.
Допускается цилиндрическая выточка со стороны рабочей части или на обоих
торцах.
(Введен дополнительно, Изм. № 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования – по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
(Введен дополнительно, Изм. № 6).
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
1. Элементы конструкции и геометрические параметры фрез указаны на черт. 1, 2 и в табл. 1, 2.
Черт. 1
Таблица 1
мм
|
d |
l |
l 1 |
l 2 |
d 2 |
d 3 |
z |
h |
h 1 |
r |
r 1 |
f |
f 1 |
f 2 |
|
2,0 |
7,0 |
– |
– |
– |
– |
4 |
0,3 |
– |
0,1 |
– |
– |
0,2 |
0,1 |
|
2,5 |
8,0 |
||||||||||||
|
3,0 |
0,6 |
0,2 |
0,3 |
0,2 |
|||||||||
|
3,5 |
10,0 |
||||||||||||
|
4,0 |
11,0 |
0,9 |
0,3 |
||||||||||
|
5,0 |
13,0 |
6,0 |
4,5 |
1,2 |
1,6 |
0,4 |
0,5 |
1. |
0,4 |
0,3 |
|||
|
6,0 |
8,0 |
5,5 |
1,4 |
0,5 |
0,5 |
0,4 |
|||||||
|
7,0 |
16,0 |
6,5 |
1,7 |
1,8 |
0,6 |
||||||||
|
8,0 |
19,0 |
1 , 0 |
7,5 |
4,0 |
2,0 |
2,0 |
0,7 |
0,8 |
0,7 |
0,5 |
|||
|
9,0 |
10,0 |
8,5 |
2,2 |
0,8 |
|||||||||
|
10,0 |
22,0 |
9,5 |
4,5 |
2,4 |
2,3 |
1,0 |
1,0 |
1,5 |
1,0 |
0,6 |
|||
|
11,0 |
12,0 |
10,5 |
2,5 |
1,2 |
|||||||||
|
12,0 |
26,0 |
11,0 |
6,0 |
5 |
2,7 |
2,5 |
1,4 |
||||||
|
14,0 |
2,0 |
6,5 |
3,2 |
3,5 |
1,5 |
1,2 |
0,8 |
||||||
|
16,0 |
32,0 |
15,0 |
3,6 |
4,0 |
1,6 |
1,5 |
|||||||
|
18,0 |
2,5 |
7,0 |
6 |
4,0 |
4,1 |
||||||||
|
20,0 |
38,0 |
16,0 |
19,0 |
9,0 |
4,5 |
1,8 |
|||||||
|
22,0 |
4,4 |
4,9 |
1,6 |
1,2 |
|||||||||
|
25,0 |
45,0 |
20,0 |
4,0 |
24,0 |
10,0 |
5,0 |
5,4 |
2,0 |
|||||
|
28,0 |
5,5 |
12,0 |
5,6 |
6,0 |
2,0 |
 0
0Черт. 2
2
Таблица 2
мм
|
d |
l |
l 1 |
l 2 |
d 2 |
d 3 |
z |
h |
h 1 |
r |
r 1 |
f |
f 1 |
f 2 |
|
2,0 |
7,0 |
– |
– |
– |
– |
3 |
0,5 |
– |
0,2 |
– |
– |
0,2 |
0,1 |
|
2,5 |
8,0 |
||||||||||||
|
3,0 |
0,8 |
0,3 |
0,3 |
0,2 |
|||||||||
|
3,5 |
10,0 |
||||||||||||
|
4,0 |
11,0 |
1,0 |
0,5 |
||||||||||
|
5,0 |
13,0 |
6,0 |
4,5 |
1,3 |
1,6 |
0,6 |
0,5 |
1,0 |
0,4 |
0,3 |
|||
|
6,0 |
8,0 |
5,5 |
1,6 |
0,8 |
0,5 |
0,4 |
|||||||
|
7,0 |
16,0 |
6,5 |
1,8 |
1,8 |
0,9 |
||||||||
|
8,0 |
19,0 |
1,0 |
7,5 |
4. |
2,1 |
2,0 |
1,0 |
0,8 |
1,0 |
0,7 |
0,5 |
||
|
9,0 |
10,0 |
8,5 |
2,4 |
2,1 |
1,2 |
||||||||
|
10,0 |
22,0 |
9,5 |
4,5 |
2,7 |
2,3 |
1,3 |
1,0 |
1,5 |
1,0 |
0,6 |
|||
|
11,0 |
12,0 |
10,5 |
2,8 |
2,4 |
1,4 |
||||||||
|
12,0 |
26,0 |
11,0 |
6,0 |
4 |
3,0 |
2,5 |
1,5 |
 0
0ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 4).
(Измененная редакция, Изм. № 4).
РАЗМЕРЫ ФРЕЗ ПО ИСО 1641-1-78
Размеры фрез указаны на черт. 3 и в табл. 3, 4.
Черт. 3
Таблица 3
мм
|
Диапазон диаметров d |
Рекомендуемый диаметр d |
Диаметр хвостовика d 1 |
Нормальная серия |
Длинная серия |
|||||||
|
l |
L |
l |
L |
||||||||
|
св. |
До |
Ряд |
Ряд |
Ряд |
|||||||
|
1 |
2 |
1 |
2 |
1 |
2 |
||||||
|
1,90 |
2,36 |
2,0 |
– |
4 |
6 |
7 |
39 |
51 |
10 |
42 |
54 |
|
2,36 |
3,00 |
2,5 3,0 |
– |
8 |
40 |
52 |
12 |
44 |
56 |
||
|
3,00 |
3,75 |
– |
3,5 |
10 |
42 |
54 |
15 |
47 |
59 |
||
|
3,75 |
4,00 |
4,0 |
– |
11 |
43 |
55 |
19 |
51 |
63 |
||
|
4,00 |
4,75 |
– |
5 |
6 |
45 |
55 |
53 |
63 |
|||
|
4,75 |
5,00 |
5,0 |
– |
13 |
47 |
57 |
24 |
58 |
68 |
||
|
5,00 |
6,00 |
6,0 |
– |
6 |
57 |
68 |
|||||
|
6,00 |
7,50 |
– |
7,0 |
8 |
10 |
16 |
60 |
66 |
30 |
74 |
80 |
|
7,50 |
8,00 |
8,0 |
– |
19 |
63 |
69 |
38 |
82 |
88 |
||
|
8,00 |
9,50 |
9,0 |
10 |
69 |
88 |
||||||
|
9,50 |
10,00 |
10,0 |
– |
13 |
72 |
45 |
95 |
||||
|
10,00 |
11,80 |
– |
11,0 |
12 |
79 |
102 |
|||||
|
11,80 |
15,00 |
12,0 |
14,0 |
16 |
83 |
53 |
110 |
||||
|
15,00 |
19,00 |
16,0 |
18,0 |
16 |
32 |
92 |
63 |
123 |
|||
|
19,00 |
23,00 |
20,0 |
22,0 |
20 |
38 |
104 |
75 |
141 |
|||
|
23,60 |
30,00 |
25,0 |
28,0 |
25 |
45 |
121 |
90 |
166 |
|||
|
30,00 |
37,60 |
32,0 |
36,0 |
32 |
53 |
133 |
106 |
186 |
|||
|
37,50 |
47,50 |
40,0 |
45,0 |
40 |
63 |
155 |
125 |
217 |
|||
|
47,50 |
60,00 |
50,0 |
56,0 |
50 |
75 |
177 |
150 |
252 |
|||
|
60,00 |
67,00 |
63,0 |
50 |
63 |
90 |
192 |
202 |
180 |
282 |
292 |
|
|
67,00 |
75,00 |
75,0 |
71,0 |
63 |
202 |
292 |
|||||

Примечание . Два ряда общей длины фрез L
соответствуют двум рядам диаметров
хвостовиков. Длины L
и l выбраны так, чтобы разность L – l была постоянной, независимо от серии фрез, и
равнялась приведенной в табл. 4.
Два ряда общей длины фрез L
соответствуют двум рядам диаметров
хвостовиков. Длины L
и l выбраны так, чтобы разность L – l была постоянной, независимо от серии фрез, и
равнялась приведенной в табл. 4.
Таблица 4
мм
|
Диаметр рабочей части d |
L – l |
Диаметр рабочей части d |
L – l |
||||
|
Ряд |
Ряд |
||||||
|
св. |
до |
1 |
2 |
св. |
до |
1 |
2 |
|
1,9 |
4,0 |
32 |
44 |
19,0 |
23,6 |
66 |
|
|
4,0 |
5,0 |
34 |
44 |
23,6 |
30,0 |
76 |
|
|
5,0 |
6,0 |
44 |
30,0 |
37,5 |
80 |
||
|
6,0 |
8,0 |
44 |
50 |
37,5 |
47,5 |
92 |
|
|
8,0 |
10,0 |
50 |
47,5 |
60,0 |
102 |
||
|
10,00 |
15,0 |
57 |
60,0 |
67,0 |
102 |
112 |
|
|
15,0 |
19,0 |
60 |
67,0 |
75,0 |
112 |
||

ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 6).
(Введено дополнительно, Изм. № 6).
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И. Семенченко, канд. техн. наук. Н.И. Минаева; Т.А. Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 09.06.71 № 1104
3. Срок проверки – 2000 г., периодичность проверки – 10 лет
4. Стандарт полностью соответствует СТ СЭВ 109-79
5. ВЗАМЕН ГОСТ 8237-57 в части фрез с цилиндрическим хвостовиком, МН 409-65, МН 410-65
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 14034-74 |
8 |
|
ГОСТ 17024-82 |
11 |
|
ГОСТ 25334-94 |
7а |
|
ИСО 1641-1-78 |
2, 12 |
7. Ограничение срока действия снято Постановлением Госстандарта от 25.03.82 № 1232
Ограничение срока действия снято Постановлением Госстандарта от 25.03.82 № 1232
8. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в феврале 1973 г., январе 1977 г., марте 1982 г., апреле 1985 г., марте 1991 г., сентябре 1995 г. (ИУС 2-73, 2-77, 6-82, 7-85, 6-91, 12-95)
Скорость вращения фрезы по металлу — РИНКОМ
Содержание
Скорость вращения фрезы по металлу
- Частота вращения фрезы по металлу
- На что влияет скорость резания
- Подача фрезы
- Ширина фрезерования
-
Полезные советы по выбору режимов резания
- Выбор режима резания в зависимости от материала заготовки
- Где купить фрезы по металлу
Скорость вращения фрезы по металлу и иные параметры резания устанавливаются индивидуально для каждой операции. Это:
Это:
-
частота вращения фрезы по металлу;
-
подача;
-
ширина фрезерования.
Детально рассмотрим выбор каждого параметра.
Частота вращения фрезы по металлу (скорость резания)
Это самый важный параметр фрезерования. В зависимости от него определяется, за какой период с поверхности заготовки будет снят слой металла определенной толщины. В первую очередь, частота вращения фрезы по металлу зависит от характеристик заготовки. Расскажем об особенностях обработки некоторых материалов.
-
Алюминиевые сплавы. Они распространены максимально широко. Причем существует множество вариантов исполнения. От них зависят эксплуатационные характеристики материалов и параметры их обработки. Частота вращения фрез по металлу при обработке сплавов на основе алюминия варьируется в пределах от 200 до 420 м/мин.
 Кстати, у алюминия низкая температура плавления. При высоких скоростях резания поверхности становятся пластичными.
Кстати, у алюминия низкая температура плавления. При высоких скоростях резания поверхности становятся пластичными.
-
Латунь. Этот сплав широко применяется при производстве запорной арматуры. Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
-
Бронза. Это еще более мягкий сплав. Для него скорость резания подбирается в диапазоне от 90 до 150 м/мин.
-
Нержавеющая сталь. Для работы с этим материалом устанавливают минимальную скорость резания. Она варьируется в пределах от 45 до 95 м/мин.
Скорость резания фрезы по металлу при работе с иными материалами также варьируется, изучите информацию в таблице.
Изображение №1: таблица режимов фрезерования при обработке различных материалов
На что влияет скорость резания
От скорости резания фрезы по металлу зависят качество обработки заготовок, производительность, а также степень износа инструмента. Расскажем обо всем в деталях.
Расскажем обо всем в деталях.
-
Производительность. Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
-
Качество получаемой поверхности. Чем выше скорость резания фрезы по металлу, тем лучше качество. Именно поэтому при финишной обработке устанавливают максимально допустимое значение. Получается требуемая шероховатость. При черновой обработке — наоборот, устанавливают низкую скорость резания.
-
Скорость износа инструмента. Чем выше скорость резания фрезы по металлу, тем сильнее она изнашивается. Ухудшаются точность и производительность. Для продления сроков службы фрез используют смазывающе-охлаждающие жидкости.
Фотография №1: фрезерование со смазывающе-охлаждающей жидкостью
Подача фрезы
Подачу фрезы по металлу выбирают в зависимости от следующих параметров резания.
-
Толщина металла, снимаемая за один проход.
-
Производительность оборудования для фрезерования.
-
Качество обработки заготовки.
Скорость резания фрезы по металлу и подача связаны между собой. Расскажем об основных моментах.
-
Уменьшение подачи. Приводит к возможности повышения скорости резания. Это улучшает качество обрабатываемых поверхностей. При чистовом фрезеровании заготовок устанавливаются минимальная подача и максимальная скорость резания. При соблюдении всех правил получаются практически зеркальные поверхности.
-
Увеличение подачи. Скорость резания снижается. Это связано с увеличением осевой нагрузки при снятии больших слоев металла за проходы. При увеличении подачи выше допустимого значения инструмент может поломаться.

Ширина фрезерования
Расскажем о важных особенностях выбора ширины фрезерования.
-
При увеличении ширины фрезерования возрастает количество металла, снимаемого за один проход. Это приводит к уменьшению скорости резания и износу инструмента.
-
Ширину фрезерования выбирают в зависимости от диаметров инструментов.
-
От ширины фрезерования также зависит число проходов. Все рассчитывается индивидуально.
На диаграмме ниже представлено соотношение ширины фрезерования и диаметра фрезы.
Изображение №2: диаграмма соотношения ширины фрезерования и диаметра фрезы
Полезные советы по выбору режимов резания
На выбор скорости резания фрезы по металлу, подачи и ширины обработки также оказывают влияние следующие моменты.
-
Габариты заготовок. Для обработки больших деталей используют инструменты с максимальным показателем износостойкости. Они не перегреваются при высоких нагрузках.
-
Тип применяемого оборудования. При обработке деталей на станках с ЧПУ устанавливаются более высокие параметры. Это связано с технологическим возможностями оборудования. При обработке деталей на обычных станках мастера устанавливают более низкую скорость резания фрез.
-
Материал фрезы. Также оказывает сильное влияние на выбор режимов резания. Для обработки большинства заготовок на высокой скорости используют инструменты, изготовленные из качественной быстрорежущей стали (Р6М5К5 и пр.). Твердосплавные фрезы применяют при резании труднообрабатываемых материалов.
-
Характеристики фрезы. К самым важным относятся диаметр инструмента и угол заточки режущей кромки.
 С увеличением диаметра скорость резания фрезы по металлу снижается.
С увеличением диаметра скорость резания фрезы по металлу снижается.
-
Качество фрезерования. При черновой обработке заготовок устанавливают малую скорость резания, но применяется большая подача. При чистовом фрезеровании — все наоборот.
-
Поставленная задача. К примеру, при фрезеровании канавок и различных технологических отверстий режимы резания выбираются индивидуально.
-
Процесс охлаждения. При использовании СОЖ можно увеличить скорость резания и подачу.
Выбор режима резания в зависимости от материала заготовки
Выбор режима резания предполагает учет следующих особенностей материалов заготовок.
-
Степень обрабатываемости. Она, главным образом, зависит от пластичности материалов.
-
Твердость. С ее увеличением сложность обработки возрастает.

-
Дополнительные технологии обработки заготовок. Это закалка, отпуск, ковка и пр. Они изменяют твердость и иные характеристики материалов.
В размещенной ниже таблице приведены стандартные режимы резания при обработке различных материалов.
Изображение №3: стандартные режимы фрезерования
Где купить фрезы по металлу
Заказать фрезы по металлу для выполнения различных операций вы можете непосредственно у нас. Всегда в наличии инструменты следующих типов.
-
Дисковые.
-
Торцевые.
-
Концевые.
-
Угловые.
-
Цилиндрические.
-
Червячные.
-
Шпоночные и т.
 д.
д.
Купить необходимые приспособления вы можете на сайте или по телефону. Ждем ваших заказов.
Рекомендации по фрезерованию
Выбор диаметра фрезы зависит, как правило, от ширины обрабатываемой заготовки, а также от мощностных характеристик станка. При этом важным фактором, определяющим успешное выполнение операции фрезерования, является взаимное расположение обрабатываемой поверхности и фрезы.
Ширина фрезерования особенно сильно влияет на выбор диаметра фрезы при обработке торцовыми фрезами. В этом случае рекомендуется выбирать диаметр фрезы, превышающий ширину фрезерования на 20–50%.
Если обработка может быть произведена за несколько проходов, то ширина резания за каждый проход должна быть равной 3/4 диаметра фрезы. При этом
формирование стружки и нагрузка на режущую кромку будут оптимальными.
При этом
формирование стружки и нагрузка на режущую кромку будут оптимальными.
Рис. 2.11. Варианты расположения фрезы относительно заготовки
Когда диаметр фрезы значительно превышает ширину заготовки, то ось фрезы следует сместить с оси симметрии заготовки. Конечно, близкое расположение оси фрезы к оси заготовки позволяет обеспечить наикратчайший путь зубьев фрезы в металле, надежное формирование стружки на входе и благоприятную ситуацию относительно ударных нагрузок на пластину. Но когда ось фрезы расположена точно по оси симметрии заготовки, циклическое изменение силы резания при врезании и выходе может привести к возникновению вибраций, которые приведут к повреждению пластины и плохой шероховатости поверхности.
При торцевом фрезеровании по возможности избегайте фрезерования плоскостей с пересечением пазов и отверстий, так как при этом режущие кромки будут работать в неудовлетворительных условиях прерывистого резания. Выполняйте операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия снижайте величину подачи на 50% от рекомендованной.
Выполняйте операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия снижайте величину подачи на 50% от рекомендованной.
При обработке больших плоскостей старайтесь не прерывать контакт фрезы с заготовкой, обходя поверхность по периметру, а не за несколько параллельных проходов. Обработку углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы исключить возможность возникновения вибраций, связанных с резким увеличением угла охвата фрезы.
При обработке закрытого паза (замкнутой области) основная проблема заключается в трудности первоначального входа инструмента в материал заготовки, так как большинство концевых фрез плохо работают на засверливание. Существует несколько способов решения этой проблемы. Самый простой выход из ситуации – предварительно просверлить технологическое отверстие и затем спокойно опустить в него фрезу. Более интересные способы – маятниковое и спиральное врезания. В этом случае отпадает необходимость предварительного сверления, режущий инструмент входит в материал заготовки плавно.
В этом случае отпадает необходимость предварительного сверления, режущий инструмент входит в материал заготовки плавно.
Рис. 2.12. Для вертикального входа инструмента желательно заранее просверлить отверстие на глубину последующего фрезерования |
Рис. 2.13. Маятниковое врезание (фрезерование) |
Рис. 2.14. Траектория спирального врезания с выходом в плоскость обработки |
Особую осторожность нужно соблюдать при обработке тонкостенных карманов. Желательно, чтобы материал выбирался постепенно и обязательно при попутном способе фрезерования. В противном случае появляется вероятность «подрыва» тонкой стенки.
Обрабатывая внутренние радиусы, старайтесь, чтобы радиус фрезы был немного меньше, чем радиус в углу кармана (контура). Дело в том, что в момент, когда фреза входит в угол, ширина фрезерования возрастает скачкообразно, что может привести к «подхвату» инструмента и, как следствие, подрезать обрабатываемый контур или сломать фрезу. При назначении диаметра фрезы для черновой обработки внутренних радиусов желательно, чтобы оставляемый в углах припуск не превышал 0,20×D, где D – диаметр последующей чистовой фрезы.
Дело в том, что в момент, когда фреза входит в угол, ширина фрезерования возрастает скачкообразно, что может привести к «подхвату» инструмента и, как следствие, подрезать обрабатываемый контур или сломать фрезу. При назначении диаметра фрезы для черновой обработки внутренних радиусов желательно, чтобы оставляемый в углах припуск не превышал 0,20×D, где D – диаметр последующей чистовой фрезы.
При обработке глубоких контуров и уступов необходимо обеспечить достаточную жесткость инструмента во избежание его отжима и исключения «конусности» обработанной поверхности. Желательно, чтобы диаметр инструмента D удовлетворял условию H
Часто фрезерование производится в два этапа: черновой – контур обрабатывается послойно с небольшим припуском, чистовой – оставшийся припуск удаляется за один проход фрезы на финальной глубине.
Рис. 2.15. Простейшие способы подвода инструмента
При выполнении чернового и особенно чистового фрезерования инструмент следует подводить к обрабатываемой поверхности по касательной или по прямой линии под острым углом. Следуя этому правилу, необходимо и отводить инструмент. Дело в том, что при первоначальном врезании в материал заготовки фреза подвергается резкой нагрузке, что может привести к ее поломке или к тому, что на поверхности детали в месте входа фрезы в материал останется след или неровность. Если врезание будет плавным, то нагрузка на инструмент будет возрастать постепенно и поверхность останется «чистой».
Следуя этому правилу, необходимо и отводить инструмент. Дело в том, что при первоначальном врезании в материал заготовки фреза подвергается резкой нагрузке, что может привести к ее поломке или к тому, что на поверхности детали в месте входа фрезы в материал останется след или неровность. Если врезание будет плавным, то нагрузка на инструмент будет возрастать постепенно и поверхность останется «чистой».
Режимы резания
Режимы резания, используемые на практике, в зависимости от обрабатываемого материала и типа фрезы.
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики нашего производства. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются: жесткость системы Станок Приспособление Инструмент Деталь, охлаждение инструмента, стратегия обработки, высота слоя снимаемого за проход и размер обрабатываемых элементов.
| Обрабаты- ваемый материал | Тип работы | Тип фрезы | Частота, об/мин | Подача (XY), мм/мин | Примечание |
|---|---|---|---|---|---|
| Акрил | V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | 18000-24000 | 500-1500 | По 0.2-0.5 мм за проход. |
| Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 2500-3500 | Встречное фрезерование. Не более 3-5 мм за проход. Желательно использовать СОЖ. | |
| ПВХ до 10 мм | Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 3000-5000 | Встречное фрезерование. |
| Двухслойный пластик | Гравировка | Конический гравер, плоский гравер | 18000-24000 | 1000-2000 | По 0.3-0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
| Композит | Раскрой | Фреза спиральная 1-заходная d=3. 175 мм или 6 мм 175 мм или 6 мм | 18000-20000 | 3000-3500 | Встречное фрезерование. |
| Дерево ДСП | Раскрой Выборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-22000 | 2500-3500 | Встречное фрезерование. По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев). |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 15000-16000 | 3000-4000 | Не более 10 мм за проход. | ||
| Гравировка | Фреза спиральная 2-заходная круглая d=3.175 мм | До 15000 | 1500-2000 | Не более 5 мм за проход. | |
| Конический гравер d=3.175 мм или 6 мм | 18000-24000 | 1500-2000 | Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта). Шаг не более 50% от пятна контакта (T). | ||
| V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | До 15000 | 1500-2000 | Не более 3 мм за проход. | |
| МДФ | Раскрой Выборка | Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм | 20000-21000 | 2500-3500 | Не более 10 мм за проход. При выборке шаг не более 45% от d. |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 15000-16000 | 2500-3500 | Не более 10 мм за проход. | ||
| Латунь ЛС 59 Л-63бронза БрАЖ | Раскрой фрезеровка | Фреза спиральная 2-заходная d=2 мм | 15000 | 500-1200 | По 0,5 мм за проход. Желательно использовать СОЖ. |
| Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 500-1200 | По 0.3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ. | |
| Дюралюминий, Д16, АД31 | Раскрой фрезеровка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 15000-18000 | 800-1500 | По 0,2-0,5 мм за проход. Желательно использовать СОЖ. |
| Дюралюминий, Д16, АД31 | Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 500-1200 | По 0.3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ. |
| Магний | Гравировка | Конический гравер A=90, 60, 45, 30 град. | 12000-15000 | 500-700 | По 0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
*Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая температура плавления.
*При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
*При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя – вырастает нагрузка на инструмент и соответственно вероятность его сломать).
*Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
*При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
*При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
*Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера (T).
*Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
*При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
На практике:
Расчётные параметры – хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Теоретические основы по выбору режимов резания
Скорость вращения и скорость подачи – это основные параметры для установки режимов резанья.
Скорость вращения (n) – зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 – 24 000 об/мин (для высокоскоростных 40 000 – 60 000 об/мин).
Скорость вращения вычисляется по формуле:
d – диаметр режущей части инструмента (мм)
П – число Пи, постоянная величина = 3. 14
14
V – скорость резания (м/мин) – это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание:
Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:
fz – подача на один зуб фрезы (мм)
z – количество зубьев
n- скорость вращения (об/мин)
Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
Обрабатываемый материал | Скорость резания (V), м/мин | Подача на зуб (fz), мм | |||||
0. | 1-2мм | 3-4мм | 5-6мм | 8-10мм | 12-16мм | ||
Пластик | 300-400 | 0.02 | 0.06 | 0.15 | 0.20 | 0.30 | 0.40 |
Оргстекло | 100-150 | 0.02 | 0.05 | 0.10 | 0.18 | 0.25 | 0.30 |
Дерево | 200-450 | 0. | 0.035 | 0.055 | 0.09 | 0.12 | 0.18 |
Алюминий | 80-100 | 0.01 | 0.02 | 0.035 | 0.04 | 0.075 | 0.12 |
Латунь, Бронза | 100-120 | 0.01 | 0.02 | 0.03 | 0.04 | 0.07 | 0.10 |
Магний | 150-180 | 0. | 0.02 | 0.035 | 0.04 | 0.075 | 0.12 |
Сталь | 35-50 | 0.005 | 0.01 | 0.015 | 0.02 | 0.03 | 0.05 |
Чугун | 40-60 | 0.005 | 0.015 | 0.02 | 0.03 | 0.04 | 0.06 |
Титан | 20-30 | 0. | 0.01 | 0.02 | 0.03 | 0.04 | 0.07 |
Термопласты | 50-150 | 0.1 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 |
Стеклопластик | 100-150 | 0.1 | 0.03 | 0.04 | 0.08 | 0.10 | 0.12 |
 5мм
5мм 02
02 01
01 005
005Примечание:
Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Общие рекомендации по подбору фрез
1. Фрезы подбирайте по принципу – наименьшая рабочая длина и наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с избыточной длиной и минимальным диаметром менее жесткие и склоны к образованию вибраций). Также при выборе диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности
2. Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
3. При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.
Технология фрезерных работ по металлу
Фрезерные работы по металлу являются одним из самых сложных видов металлообработки. В отличие от токарных работ, в процессе которых инструмент перемещается всего лишь по двум осям, фрезерная обработка является многокоординатной: перемещения инструмента происходят по трем, четырем и даже 5 осям. Если точением обрабатываются, как правило, тела вращения, то фрезерование позволяет обрабатывать практически любые поверхности. Принцип фрезеровки начали использовать еще в XVI веке в Европе благодаря Леонардо да Винчи. Именно он изобразил цилиндрический напильник, который вращался вокруг своей оси – данная схема и легла в основу фрезы. Создание станка с вращающимися напильниками осуществили в Китае в 1665 году. Технология фрезерных работ в то время существенно отличалась от современной. Но уже в XIX веке появились качественные прототипы современных фрезерных станков и в ХХ веке технология фрезерных работ приобрела современный вид. Конечно же, эта технология постоянно развивается, однако в основе её лежит все тот же принцип гениального Леонардо.
Появление фрезерных обрабатывающих центров с ЧПУ и современных CAM– программ существенно упростило работу технолога по созданию техпроцессов фрезерных работ. Отпала необходимость «ручного» расчета режимов по формулам и использования большого количества разнообразных таблиц.
Но для правильного выбора предлагаемых программой параметров и создания эффективной управляющей программы для станка с ЧПУ, технологу по-прежнему необходимо иметь глубокое понимание процессов, происходящих при фрезерной обработке. Он должен ясно представлять как изменение параметров резания или схемы обработки отразится на скорости фрезерования и качестве изготавливаемой детали.
Основные понятия.
Фрезерование (фрезеровка) – это способ обработки плоскостей, пазов, фасонных поверхностей, шлицев, а также любых других поверхностей, отличных от тел вращения, позволяющий получить чистоту поверхности 4—6-го и 3—4-го классов точности.
Процесс резания при фрезеровке характеризуется следующими особенностями:
1. Фрезеровка является способом многолезвийной обработки: при этом в процессе резания находится несколько зубьев одновременно. Чем больше число зубьев, тем меньше интенсивность переменных нагрузок, выше плавность резания.
Фрезеровка является способом многолезвийной обработки: при этом в процессе резания находится несколько зубьев одновременно. Чем больше число зубьев, тем меньше интенсивность переменных нагрузок, выше плавность резания.
2. Периодически повторяющимся процессом резания режущими кромками по циклу – нагрузка с последующей паузой.
3. Периодически повторяющимся процессом врезании зуба в металл, что приводит к ударной нагрузке на режущую кромку, а также при наличии радиуса скругления к определенному периоду скольжения зуба без процесса резания. В схемах фрезеровки, где удельный вес такого явления велик, это ведет к ухудшению условий работы инструмента и вызывает его повышенный износ.
4. Переменностью нагрузки на режущую кромку за одни цикл резания, обусловленной переменной величиной площади срезаемого слоя: у прямозубых фрез переменной является только толщина среза, а у фрез с винтовым зубом – переменными являются и толщина среза и длина контакта режущей кромки с заготовкой.
Схемы фрезеровки.
При работе цилиндрическими, коническими, дисковыми и фасонными фрезами различают следующие схемы фрезерной обработки:
1. Фрезеровка против подачи – встречная фрезеровка (фиг. 1, а), когда движение работающих зубьев фрезы при ее вращении направлено против направления подачи. При фрезеровке по этой схеме зуб работает из-под корки, что облегчает процесс обработки заготовок с упрочненным поверхностным слоем. Вместе с тем резание сопровождается повышенными вибрациями, так как сила резания стремится оторвать заготовку от стола, создавая переменную нагрузку определенной частоты (фиг. 1, б).
2. Фрезеровка по направлению подачи – попутное фрезерование, когда направление движения работающих зубьев совпадает с направлением подачи. При работе по этой схеме зуб сразу подвергается максимальной нагрузке. Однако при обработке заготовки, не имеющей на поверхности твердого поверхностного слоя, эта схема дает повышение стойкости инструмента, чистоты и точности обработки.
При работе торцовыми и концевыми фрезами необходимо различать симметричную (фиг. 2, а и 6) и несимметричную (фиг. 2, в и г) фрезеровку.
Симметричную фрезеровку разделяют на симметричную полную (фиг. 2, а), когда t = D, и симметричную неполную, когда t < D (фиг. 2, б).
Торцевую фрезеровку жаропрочных и титановых сплавов ведут при наличии высокой жесткости системы по схеме неполного несимметричного попутного фрезерования (фиг. 2. г) при t≤ (0.4 – 0,6) Dи k→ 0. Это обеспечивает плавный выход режущих кромок из металла, уменьшение вибраций, повышение стойкости инструмента и чистоты обработки.
Основные элементы срезаемого слоя при фрезеровании (фиг. 1, 2).
Угол контакта фрезы ψ в град – центральный угол, равный дуге соприкосновения с деталью.
Глубина резания t в мм – величина срезаемого слоя материала, соответствующая длине дуги резания ψ и измеренная в направлении перпендикулярном к обрабатываемой поверхности.
Ширина фрезерования В в мм – ширина обрабатываемой поверхности, измеренная в направлении, параллельном оси фрезы. Для цилиндрических фрез эта величина равна величине зоны контакта фрезы с деталью в направлении, параллельном оси фрезы, а для дисковых – равна ширине фрезеруемого паза.
Ширина среза в мм – длина соприкосновения режущей кромки зуба с обрабатываемой деталью. Для цилиндрической прямозубой фрезы b = В, для цилиндрической с винтовым зубом b ≠ В и является переменной величиной.
Толщина среза a в мм – расстояние, измеренное в радиальном направлении, перпендикулярном к поверхности резания, образованное двумя последовательными положениями режущих кромок фрезы. Это величина переменная, максимальное значение которой расположено на угле контакта ψ.
Режимы фрезерования.
Глубина резания t в мм при фрезеровке зависит от припуска на детали, а также от жесткости и мощности станка.
Подача при фрезеровании определяется тремя параметрами:
sz мм/зуб – подачей на один зуб, определяющей величину нагрузки каждого зуба фрезы
в процессе резания;
s0 = sz• z мм/об – подачей на один оборот фрезы;
sm= s0 • n = sz • z • n мм/мин – минутной подачей, определяющей основное технологическое время.
При чистовом фрезеровании, исходя из заданного диаметра фрезы D в мм и глубине резания t в мм, допустимая величина подачи определяется заданной чистотой поверхности:
Значения коэффициентов и показателей степени выбираются из таблиц в зависимости от типа инструмента и свойств материала.
При грубом фрезеровании подача зависит от жесткости и мощности станка и прочности режущей кромки.
Скорость резания при фрезеровании определяют по формуле:
где T – стойкость фрезы, которая является табличным значением.
Значения коэффициентов также являются табличными значениями и зависят от схемы обработки, типа инструмента и обрабатываемого материала.
Сила резания при фрезеровании R раскладывается на две составляющие (фиг. 1, б):
окружную Р в направлении, касательном к траектории движения режущей кромки, и радиальную Р г, направленную по радиусу. Помимо этого ее можно разложить на горизонтальную Рн и вертикальную составляющие Pw, у фрез с винтовыми зубьями имеется еще осевая составляющая Р0; фреза на оправке устанавливается таким образом, чтобы эта сила действовала на шпиндель.
Окружная составляющая наиболее значительна. Ее величину определяют по формуле:
Значение коэффициента Ср, показателей степени хр ур rpqpявляются табличными.
Величина силы Р зависит от величины переднего угла и скорости резания, вида обрабатываемого материала, величины износа инструмента. Это учитывается поправочными коэффициентами, которые также приведены в справочных таблицах.
Это учитывается поправочными коэффициентами, которые также приведены в справочных таблицах.
Основное технологическое время Т0 при цилиндрическом и торцовом фрезеровании с продольной и поперечной подачами определяют по формуле:
где sM— минутная подача в мм/мин;
l– длина фрезерования в мм;
l1 – величина врезания в мм
l2 – величина выхода инструмента в мм.
Фрезы для фрезерного станка по металлу: какие бывают, виды, цена
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Справка! При затыловке инструмента, диаметр фрезы уменьшается.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Важно!
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
- боковое;
- нижнее;
- фигурное;
- комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
Дисковые
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
- отрезные;
- прорезные.
Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Торцевые
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
- торцевой;
- боковой.
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Важно!
При замене пластин они выставляются по плоскости и проверяются на радиальное биение.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Угловые
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.
Концевые
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.
Важно!
Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Фасонные
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.
Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
Важно!
Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.
Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.
Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.
Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.
С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.
Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.
Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Шпоночные
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.
Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.
Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.
Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.

Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
- цилиндрические;
- шпоночные;
- дисковые;
- торцовые;
- фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI |
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. | ||||||||
991 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.K035 | ||||||||
Режимы резания Mitsubishi при фрезерной обработке Диаметр фрезы (мм) Обрабатываемый материал Твердость Ширина 012- -016 018- -025 028- 0100 резания ае (мм) Глубина резания ар (мм) Подача на зуб fz (мм/зуб) Глубина резания ар (мм) Подача на зуб fz (мм/зуб) Глубина резания ар (мм) Подача на зуб fz (мм/зуб) 0.25D1 4 0.15 4 0.25 4 0.20 4-7 0.10 4-7 0.15 4-7 0.10 И Алюминиевые сплавы 0.25 0.5D1 4 0.15 4 0.20 4 0.20 4-7 0.10 4-7 0.10 4-7 0.10 0.5 0.75D1 5 0.10 5 0.15 5 0.10 1 D1 (паз) 5 0.10 5 0.20 5 0.15 S 0.25D1 4 0.15 4 0.15 4 0.10 1 Титановые сплавы 350НВ 4-7 0.10 4-7 0.10 4-7 0.07 0.25 0.5D1 3 0.05 3 0.05 3 0.05 1 Жаропрочные сплавы 0.5 0.75D1 2 0.10 2 0.05 2 0.05 D1 (паз) 1 0.05 1 0.05 1 0.05 4 0.10 5 0.15 5 0.15 0.25D1 4-7 0.07 5-7 0.10 5-7 0.10 7-8.5 0.07 Закалённая Стапь 40 55HRC 0. | ||||||||
См.также / See also : | ||||||||
Корпусные фрезы по металлу Конструкция / Parts of a milling cutter | Механическое крепление пластин / Insert clamping system | |||||||
Фрезерование металлов Основы / Basics of milling | Встречное и попутное фрезерование / Up and down cut milling | |||||||
Оснастка для фрезерных станков по металлу / Мilling tool holders | Формулы фрезерования / Milling formulas | |||||||
Скорость резания от диаметра Таблица / Surface speed to RPM conversion | Присоединительные размеры фрез / Mounting dimensions of milling cutters | |||||||
| Фрезы Mitsubishi с пластинами сменными режущими С хвостовиком или отверстием для крепления | ||||||||
Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр. ) ) | ||||||||
| | 988 | 989 | 990 Рекомендуемые режимы резания Mitsubishi при фрезеровании торцевыми фрезами APX3000 со сменными режущими твердосплавными пластинами | 992 Многофункциональные концевые сборные фрезы Mitsubishi АРХ4000 Главный угол в плане при фрезеровании 90 градусов Характеристики фрезерного инструмента | 993 | 994 | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.яз / ENG) (2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.  яз / ENG) яз / ENG)(1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.  2 2(англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
 )
) 25 0.5D1 2 0.10 3 0.15 3 0.15 2-5 0.07 3-5.5 0.10 – 0.5 0.75D1 4 0.07 4 0.07 3 0.07 1 D1 (паз) 3 0.07 4 0.07 3 0.07 (Примечание 1) Приведенные режимы резания – руководство для обработки при стандартном типе хвостовика и оправки. Следует скорректировать значения в соотвествии с уловиями обработки. (Примечание 2) В некоторых случаях возможно возникновение вибраций. Следует уменьшить глубину резания и или уменьшить параметры режима резания в следующих случаях. Когда используется длинный хвостовик Когда используется инструмент с большим вылетом стандартной оправкой Когда применяется зажим низкой жесткости или когда используется станок низкой жесткости. (Примечание 3) В случае фрез с большим или маленьким шагом фрезы с большим – предпочтительнее для предотвращения вибраций. (Примечание 4) Для тяжелой прерывистой и нестабильной обработки в первую очередь рекомендуется использовать стружколом Н. НАКЛОННОЕ ФРЕЗЕРОВАНИЕ СПИРАЛЬНОЕ ФРЕЗЕРОВАНИЕ НАКЛОННОЕ ФРЕЗЕРОВАНИЕ См. нижеприведенную таблицу режимов резания.
25 0.5D1 2 0.10 3 0.15 3 0.15 2-5 0.07 3-5.5 0.10 – 0.5 0.75D1 4 0.07 4 0.07 3 0.07 1 D1 (паз) 3 0.07 4 0.07 3 0.07 (Примечание 1) Приведенные режимы резания – руководство для обработки при стандартном типе хвостовика и оправки. Следует скорректировать значения в соотвествии с уловиями обработки. (Примечание 2) В некоторых случаях возможно возникновение вибраций. Следует уменьшить глубину резания и или уменьшить параметры режима резания в следующих случаях. Когда используется длинный хвостовик Когда используется инструмент с большим вылетом стандартной оправкой Когда применяется зажим низкой жесткости или когда используется станок низкой жесткости. (Примечание 3) В случае фрез с большим или маленьким шагом фрезы с большим – предпочтительнее для предотвращения вибраций. (Примечание 4) Для тяжелой прерывистой и нестабильной обработки в первую очередь рекомендуется использовать стружколом Н. НАКЛОННОЕ ФРЕЗЕРОВАНИЕ СПИРАЛЬНОЕ ФРЕЗЕРОВАНИЕ НАКЛОННОЕ ФРЕЗЕРОВАНИЕ См. нижеприведенную таблицу режимов резания. Для подачи на зуб и скорости резания следуйте режимам резания при фрезеровании пазов. Диаметр режущей кромки D1(mm) Наклонное фрезерование Спиральное фрезерование (глухие отверстия плоское дно) Спиральное фрезерование (сквозные отверстия) Макс. угол наклона а Минимальная дистанция 1 (мм) Макс. 2 диаметр отверстия DH тах.(мм) Макс. шаг Р тах.(мм) Минимальная диаметр отверстия DH min.(MM) Макс. шаг Р тах.(мм) Минимальная диаметр отверстия DH min.(MM) Макс. шаг Р max.(i ) 12 6.0 95 22 2.5 20.5 2 14 0.5 14 6.0 95 26 2.5 24.5 2 18 1 16 11.3 50 30 9 28 7 21 2 18 8.6 66 34 5 32 4.5 25 2 20 6.9 83 38 5 36 4.5 29 2 22 5.7 100 42 5 40 4.5 33 2 25 4.6 124 48 6 46 5 39 3 28 3.8 151 54 4.5 52 4 45 2 30 3.4 168 58 4.5 56 4 49 2 32 3.1 185 62 4.5 60 4 53 2 35 2.7 212 68 4 66 3.5 59 2 40 2.2 260 78 4 76 3.5 69 2 50 1.7 337 98 2 96 2 89 2 63 1.3 441 124 2 122 2 115 2 80 1.0 573 158 2 156 2 149 2 100 0.8 716 198 1 196 1 189 1 (Примечание) При обработке материалов с высокой прочностью и углами наклона указанными выше может образоваться сливная стружка.
Для подачи на зуб и скорости резания следуйте режимам резания при фрезеровании пазов. Диаметр режущей кромки D1(mm) Наклонное фрезерование Спиральное фрезерование (глухие отверстия плоское дно) Спиральное фрезерование (сквозные отверстия) Макс. угол наклона а Минимальная дистанция 1 (мм) Макс. 2 диаметр отверстия DH тах.(мм) Макс. шаг Р тах.(мм) Минимальная диаметр отверстия DH min.(MM) Макс. шаг Р тах.(мм) Минимальная диаметр отверстия DH min.(MM) Макс. шаг Р max.(i ) 12 6.0 95 22 2.5 20.5 2 14 0.5 14 6.0 95 26 2.5 24.5 2 18 1 16 11.3 50 30 9 28 7 21 2 18 8.6 66 34 5 32 4.5 25 2 20 6.9 83 38 5 36 4.5 29 2 22 5.7 100 42 5 40 4.5 33 2 25 4.6 124 48 6 46 5 39 3 28 3.8 151 54 4.5 52 4 45 2 30 3.4 168 58 4.5 56 4 49 2 32 3.1 185 62 4.5 60 4 53 2 35 2.7 212 68 4 66 3.5 59 2 40 2.2 260 78 4 76 3.5 69 2 50 1.7 337 98 2 96 2 89 2 63 1.3 441 124 2 122 2 115 2 80 1.0 573 158 2 156 2 149 2 100 0.8 716 198 1 196 1 189 1 (Примечание) При обработке материалов с высокой прочностью и углами наклона указанными выше может образоваться сливная стружка. В этом случае необходимо уменьшить угол наклона или подачу на зуб. 1 L (10 tan а). Расстояние движения фрез до достижения глубины резания достигает 10 мм при максимальном угле наклона. 2 При величине углового радиуса 08 мм. При иной величине воспользуйтесь формулой указанной ниже. (диаметр режущей кромки D1) (угловой радиус) 02) 2 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 К035 ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ
В этом случае необходимо уменьшить угол наклона или подачу на зуб. 1 L (10 tan а). Расстояние движения фрез до достижения глубины резания достигает 10 мм при максимальном угле наклона. 2 При величине углового радиуса 08 мм. При иной величине воспользуйтесь формулой указанной ниже. (диаметр режущей кромки D1) (угловой радиус) 02) 2 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 К035 ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТВыбор оптимальной глубины и ширины резания при фрезеровании
Недавно я получил заметку от пользователя G-Wizard, который хотел узнать, как выбрать наилучшую глубину и ширину резания при фрезеровании. Отличный вопрос. Я подозреваю, что большинство машинистов используют практические правила и привычки больше, чем что-либо еще, если только ситуация не требует чего-то, в частности, исходя из размеров обрабатываемого элемента. Они привыкли использовать какую-то часть диаметра фрезы или какую-то цифру, которую они получили по привычке (40 тысячных или около того – это то, что они всегда использовали).Возможно, их программа CAM имеет аппаратное значение по умолчанию, которое составляет процент от диаметра фрезы.
Но эти значения, хотя они и работали с течением времени, не обязательно являются оптимальными цифрами в отношении скорости съема материала, допусков на отклонение инструмента или множества других переменных, которые мы могли бы принять во внимание. Как можно более систематически подойти к проблеме?
Во-первых, у нас есть две переменные (ширина и глубина резания), поэтому будет трудно добиться прогресса, если мы не сможем определить одну из двух переменных и сосредоточиться на взаимосвязи другой.Обычно довольно легко определить одну из переменных в зависимости от ситуации. Разделим нашу работу на две категории:
– Прорезание пазов: я буду обобщать это как любую ситуацию, когда удаляемый материал очень близок к диаметру фрезы. Это может быть паз или вставка отверстия или кармана, которые лишь немного больше диаметра концевой фрезы.
– Карманы: здесь я снова буду обобщать это как любую ситуацию, когда диаметр фрезы немного меньше, чем размеры удаляемого материала. Это не означает, что нет какого-либо внутреннего радиуса или другой функции, которая больше не похожа на пример с прорезью, но по большей части у нас есть место для работы. Обратите внимание, что профилирование будет считаться таким же, как карманы для этого обсуждения.
Это не означает, что нет какого-либо внутреннего радиуса или другой функции, которая больше не похожа на пример с прорезью, но по большей части у нас есть место для работы. Обратите внимание, что профилирование будет считаться таким же, как карманы для этого обсуждения.
Хорошо, теперь мы должны взять перед собой задачу и решить, что ближе к прорезанию или врезке в карман. Причина, по которой я определил эти два способа, заключается в том, что он информирует наш выбор о том, с какой переменной работать в первую очередь. Если мы выполняем паз, ширина резки является первой переменной.Если мы обрабатываем карманы, глубина резания является первой переменной. Почему?
При прорезании пазов размер элемента очень близок к диаметру фрезы. Мы не можем взять концевую фрезу 1/2 дюйма и использовать ее для изготовления паза 1/4 дюйма. В общем, мы хотим использовать концевую фрезу наибольшего диаметра, которая подходит для данной детали, и тогда нам в значительной степени нужно сделать хотя бы один пропил на всю ширину. Как только мы уберем этот разрез, все остальное будет обработано так же, как и в кармане. Итак, при прорезании пазов мы в первую очередь ориентируемся на ширину реза и устанавливаем ширину фрезы, чтобы начать работу.
Как только мы уберем этот разрез, все остальное будет обработано так же, как и в кармане. Итак, при прорезании пазов мы в первую очередь ориентируемся на ширину реза и устанавливаем ширину фрезы, чтобы начать работу.
При формировании кармана нашим ограничением будет наименьший внутренний радиус, с которым нам придется иметь дело, а также глубина кармана. Помните, что может быть выгодно сделать два прохода. Первый с фрезой, диаметр которой слишком велик для минимальных внутренних радиусов, с которыми нам приходится иметь дело. Это черновой проход, при котором используется фреза большего размера, чтобы сделать его быстрее. Второй проход является чистовым, и для него необходимо использовать фрезу, диаметр которой меньше или равен диаметру, необходимому для достижения наименьшего внутреннего радиуса, который удерживает карман.Обратите внимание, что мы можем обойти внешний радиус (выступ) с помощью фрезы любого диаметра, это внутренний радиус, который нас ограничивает.
Итак, мы выбираем фрезу, размер которой равен наименьшему радиусу, или выбираем два прохода и выбираем фрезу большего размера. Давайте пока оставим проблему двух проходов в стороне, потому что определение того, когда это оптимально, может занять некоторое время методом проб и ошибок. Это похоже на мысль об одном проходе. Учитывая, что резак выбран, мы можем выбрать практически любую ширину реза, какую захотим.Так как же нам зафиксировать переменную, когда кладем в карман? В случае прорези я люблю прибивать ширину реза. Что касается кармана, я предпочитаю прибивать глубину пропила.
Давайте пока оставим проблему двух проходов в стороне, потому что определение того, когда это оптимально, может занять некоторое время методом проб и ошибок. Это похоже на мысль об одном проходе. Учитывая, что резак выбран, мы можем выбрать практически любую ширину реза, какую захотим.Так как же нам зафиксировать переменную, когда кладем в карман? В случае прорези я люблю прибивать ширину реза. Что касается кармана, я предпочитаю прибивать глубину пропила.
В целом, мы получим более красивую отделку, если разрежем карман на как можно меньше слоев. Программы CAM хорошо складываются в карман, поэтому мы можем выбирать произвольную глубину резания. Если есть возможность, я предпочитаю делать это одним слоем для кармана, глубина которого меньше двух. В противном случае я предпочитаю, чтобы глубина слоев была одинаковой. Другими словами, я бы не стал опускаться на 1/4 дюйма, 1/4 дюйма, а затем на 0.19 ″ на третьем слое. Поэтому выберите глубину слоя, которая удовлетворяет этому критерию.
Теперь в обоих случаях мы заблокировали одну из двух переменных – ширину замков прорезания, глубину замков прорези. Нам нужно определить лучшее значение для переменной, которую мы оставили плавающей, на основе значения той, которую мы заблокировали. Именно здесь G-Wizard Cut Optimizer упрощает задачу. Введите известные вам значения для разреза и позвольте оптимизатору вычислить значение для плавающей переменной.
Например, предположим, что нам нужно вырезать карман глубиной 3/4 дюйма в алюминии 6061.Наименьший внутренний радиус составляет 1/4 дюйма, поэтому мы решили использовать твердосплавную концевую фрезу 1/4 дюйма с 3 канавками. Вот проблема, созданная в G-Wizard:
Материал, инструмент, диаметр инструмента, канавки и глубина резания 3/4 дюйма…
Теперь мы можем вызвать оптимизатор резки, просто нажав кнопку «Rough»:
Как вы можете видеть из красных стрелок, которые я добавил, для глубины резания 3/4 дюйма эта концевая фреза может обрабатывать не более 0,1799 дюйма ширины резания при черновой обработке. Давайте округлим это вниз и поставим 0.170 ″
Давайте округлим это вниз и поставим 0.170 ″
Нажмите кнопку финиша, чтобы увидеть, какой припуск на финиш мы должны оставить САМ для нашего финишного пути, и мы получим 0,0052 ″. Это довольно легкий проход, но 3/4 дюйма для этой концевой фрезы 1/4 дюйма. Вот интересная мысль: если мы уменьшим длину державки инструмента до 0,9 дюйма вместо 1 дюйма, мы сможем увеличить длину резания до 0,0095 дюйма. Это дает вам представление о том, насколько важно, чтобы инструмент как можно меньше выступал. Я был бы склонен к забиванию инструмента и конечной ширине пропила 0.009 ″ были моей работой. Еще нужно учитывать два уровня финишного прохода. Если мы не против взять два уровня и по-прежнему захлебнуться инструментом, мы можем получить ширину пропила 0,015 дюйма для чистовой обработки. Это примерно столько же, сколько мне нравится делать финишную передачу.
Проблема с этим резом заключается в том, что он слишком глубок для нашей концевой фрезы 1/4 дюйма. Это соотношение диаметра к глубине 3: 1. Мы можем сказать, что это натяжение, потому что максимальная рекомендуемая ширина реза очень мала. Если бы у меня была программа CAM, которая упростила бы выполнение чернового прохода большей фрезой, у меня бы возникло соблазн прыгнуть с концевой фрезой 1/2 дюйма (или, может быть, даже больше) для чернового прохода, а затем перейти к 1 / 4 ″ под чистовую отделку, но вы поняли.
Случай прорезания очень похож, за исключением этого случая, вместо того, чтобы пытаться вычислить ширину пропила, мы хотим использовать оптимизатор для определения глубины. Например, если мы продолжим работу с канавкой 1/4 дюйма 3, предположим, что нам нужно прорезать прорезь шириной 0,300 дюйма на глубину 3/4 дюйма. Наш план состоит в том, чтобы вырезать полную прорезь шириной 0,250 дюйма посередине, а затем закончить ее, разрезав оставшуюся часть с каждой стороны. Насколько глубоко мы можем сделать проходы на полную ставку? Еще раз наберите начальные параметры и на этот раз нажмите кнопку «Слот».Для черновой обработки оптимизатор резки сообщает нам, что мы можем резать на глубину 0,3466 дюйма, прежде чем мы получим слишком большой прогиб. Два прохода на этой глубине приведут нас к глубине 0,6932 дюйма. Остается 0,0568 ″ снизу для финиша и 0,0259 ″ с каждой стороны для финишного прохода. Помните, что мы не прорезаем полный паз для чистового прохода, поэтому мы относимся к нему так же, как и к карману, чтобы определить ширину и глубину пропила.
Вот и все. Подводя итог:
1. Решите, будете ли вы долбить или долбить.
2. При прорезании пазов выберите значение ширины и используйте оптимизатор обрезки для определения глубины.
3. При прорезании карманов выберите значение глубины и используйте Cut Optimizer для определения ширины.
Если вы подойдете к проблеме таким образом, вы максимизируете MRR, сведя к минимуму отклонение инструмента как для черновой, так и для чистовой обработки. Это гораздо более оптимальный подход, чем старый мокрый палец на ветру!
Чтобы узнать больше о параметрах резания при фрезеровании, посетите страницу «Чистота фрезерной поверхности».
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
Все, что вам нужно знать – сделай из металла
Алюминий является незаменимым продуктом в любом механическом цехе. Это один из самых обрабатываемых металлов, поэтому его можно обрабатывать быстро и эффективно.
Вот почему это сложно. Поскольку все режут его, обработка алюминия представляет собой действительно конкурентное место.Особенно это касается производственной обработки.
В этой статье я поделюсь всем, что вам нужно знать, чтобы сразу приступить к делу, чтобы вы могли получить несколько хороших рабочих мест и справиться с ними как профессионал.
Почему алюминий может быть сложной задачей?
Для начала давайте разберемся, с чем вы боретесь.
Если вы делаете скобу для фермера Джо, на самом деле не имеет значения, насколько эффективно вы удаляете материал. Но если вы делаете 10 000 скобок в неделю для Hustler Joe, вам нужно делать хорошую работу.
Основная проблема при эффективной обработке алюминия – просто добиться максимальной производительности съема материала, не взорвав что-либо.
Алюминий может расплавиться и пригореть к инструменту при слишком сильном нагреве. Таким образом, даже если он режет как масло, это ненадолго, если алюминий прилипнет к инструменту, и вы в конечном итоге будете выполнять сварку трением с перемешиванием вместо механической обработки.
Помимо сведения к минимуму трения, болтовня может быть просто чудовищной, когда вы толкаете машину.Это особенно проблематично, когда вы пытаетесь обработать машинкой чистые на вид карманы.
Ладно, хватит нытье. Давайте разберемся, как его можно убить на полу.
Различные виды алюминия
Не все марки алюминия обладают одинаковой обрабатываемостью. Некоторые режут, как сон, другие настолько липкие, что забитые сломанные инструменты превращаются в кошмар. Главное здесь – понять, с чем вы работаете.
Вот список некоторых распространенных типов алюминия и некоторые примечания по обрабатываемости:
| 2011 | Самое сливочное масло.Это самая обрабатываемая из всех марок алюминия. Коррозионная стойкость ужасна, поэтому обычно его нужно анодировать, но если серьезно, вы не найдете более легкого материала для работы. |
| 2024 | У него отличное соотношение прочности и веса, поэтому вы можете увидеть его там, где он находится под напряжением. Он отлично обрабатывает, но есть одна вещь, на которую нужно обратить внимание: он может сколоть в конце тяжелого резания, когда инструмент выйдет из строя. Примером возможной проблемной области является прорезание пазов полного диаметра.Возможно, вам придется настроить траектории инструмента, чтобы смягчить выходы, чтобы предотвратить это. Чипы в целом получаются симпатичные, не слишком тягучие (но все относительно). Еще одна вещь, на которую следует обратить внимание, – это коррозия. Коррозия 2024 на самом деле очень плохая, поэтому будьте осторожны, не оставляйте ее в жидкой охлаждающей жидкости или в тумблерах деталей. Нет смысла в отличной отделке, если она вся покрыта коррозией. В целом, тем не менее, это отличный материал для работы. Лучше всего резать его в состоянии T351 или отжигать. |
| 5052 | Это действительно мягкий материал, который обычно используется для формования. Обычно вы получаете это в виде листа. Вы также можете найти его в морских приложениях, поскольку он обладает отличной коррозионной стойкостью. Это не ужасно, но нужно следить за липкостью. Это может быстро засорить инструмент. Убедитесь, что ваши инструменты острые как бритва для этого материала и у вас хорошая смазка, иначе ваша поверхность будет повреждена, и вы рискуете взорвать свой инструмент.Держите инструмент острым, и у вас не будет проблем с получением яркого зеркального блеска. |
| 6061 | Это общая скоба для обработки. Это отличный материал, который нужно вырезать. Это, наверное, самая обычная вещь, которую вы найдете в механической мастерской. Вы все равно должны быть осторожны с выходом материала из очень тяжелых разрезов; есть небольшой риск сколов. Чем тверже этот материал, тем легче его обрабатывать. T4 идеально подходит для обработки, но T6 занимает второе место. По сравнению с алюминием 2011 года показатели обрабатываемости этих сплавов составляют 90% и 80% соответственно. |
| 6063 | По своим функциям он похож на 6061, но чаще встречается при выдавливании. Однако он не такой жесткий. Это делает обработку 6063 немного сложнее; он мягче и тягучей. При резке алюминиевых профилей используйте действительно острые инструменты, хорошую смазку и следите за удалением стружки. |
| 7075 | Это чрезвычайно популярно в конструктивных элементах, таких как лонжероны крыльев самолетов и рамы велосипедов. Это действительно жесткий алюминий.Машина довольно хорошо обрабатывается; не так хорошо, как 6061, но не так плохо, как 5052. Однако получить яркую отделку на этом материале непросто; у вас больше шансов получить что-то более гладкое, но тускло-серое. |
Здесь следует помнить, что все марки алюминия хорошо поддаются механической обработке. Единственный раз, когда вы заметите разницу между этими оценками, – это когда вы действительно толкаете свой тренажер. Если вы занимаетесь мелкосерийным производством, вряд ли вы что-нибудь заметите.
Стоит отметить заметную разницу между литым и кованым алюминием. Отливка всегда более вязкая , поэтому держите свои инструменты острыми и действуйте осторожно.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как решать эти проблемы, чтобы вы могли более точно настроить свой процесс.
Режущие инструменты для алюминия
Ни при каких обстоятельствах нельзя использовать универсальный резак для алюминия.Технически это работает, но алюминий полностью отличается от стали.
Черт возьми нет. Черт возьми, да.Вот несколько аспектов выбора инструмента, которые помогут вам максимально использовать возможности вашего станка.
Материал режущего инструмента
Карбид.
Надеюсь, для вас это не проблема. Даже в неэффективных применениях твердый сплав будет превосходить быстрорежущую сталь по стоимости как по стоимости инструмента в течение срока службы, так и по качеству поверхности.
Тем не менее, есть несколько полезных сведений о карбиде, которые помогут вам подобрать идеальный инструмент для работы.
По сути, нам просто нужно понять, чего мы хотим от инструмента. Алюминий режет мягко, что означает, что инструмент не подвергается сильным ударам во время резки.
Главное, чтобы лезвие оставалось острым как бритва. По этой причине для характеристик материала мы предпочли бы твердость твердости.
На это свойство влияют два основных фактора: размер зерна карбида и соотношение связующего.
Изображение фрезерованного алюминия для визуального облегченияЧто касается размера зерна, то большее зерно дает более твердый материал, тогда как меньшее зерно дает более ударопрочный и прочный материал.Что касается алюминия, мы хотим сохранить эту остроту кромок, поэтому нам нужен небольшой размер зерна для максимального удержания кромки.
Другой фактор – соотношение связующего. Для твердосплавных режущих инструментов в качестве связки используется кобальт. Он может содержать от 2% до 20% кобальта. Поскольку кобальт мягче, чем зерна карбида, больше кобальта означает более прочный инструмент, меньшее количество кобальта означает более твердый инструмент.
Итак, мы просто ищем твердосплавные фрезы с большим размером зерна и низким содержанием кобальта.
Флейты
3 канавки – идеальное место для твердосплавных концевых фрез в 98% случаев. Удаление стружки – это игра для алюминия, а 3 канавки обеспечивают идеальный баланс прочности инструмента и зазора от стружки.
2 канавки могут быть жизнеспособным вариантом, когда силы резания ниже, а зазоры стружки имеют большее значение. Это также может быть способом уменьшить силы резания для легких, ненадежных разрезов. Одна из областей, где это имеет смысл, – это когда у вас есть очень длинный инструмент, подверженный вибрации.2 канавки слегка режут, поэтому это может помочь вам справиться с вибрацией.
В конце концов, 3 флейты являются отраслевым стандартом. Для более крупных инструментов, таких как ракушечные мельницы, это количество желобков зависит от диаметра. Ключевым моментом здесь является наличие большого зазора для стружки, чтобы ничего не забивалось. Никому не нужен инструмент от запора на 700 IPM.
Угол наклона винтовой линии
Вот баланс, который мы пытаемся достичь: меньший угол наклона спирали уменьшит тепло, поскольку режется меньше времени.Более высокая спираль обеспечивает более плавное резание, дает отличную отделку поверхности, но выделяет больше тепла.
Если ваш инструмент нагревается, алюминий приваривается к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это стремительный рост нагрузки на шпиндель и щелчок !
Итак, вот твердое практическое правило, которое работало у меня годами:
Для черновой обработки лучше всего подходит более низкий угол наклона спирали около 35 градусов. Благодаря этому инструмент остается прохладным, и никто не заботится о чистоте поверхности при черновой обработке.
Для чистовой обработки больший угол спирали 45 градусов – это настоящая рок-звезда. Конечно, он выделяет больше тепла, но кого это волнует при чистовой чистовой обработке с высокой подачей? Гладкая резка оставляет красивую и аккуратную поверхность.
Для того, что подходит как для черновой, так и для чистовой обработки, используйте угол наклона спирали 40 градусов.
Черновая обработка: угол наклона спирали 35 градусов
Чистовая обработка: угол наклона спирали 45 градусов
Многоцелевой: угол наклона спирали 40 градусов
Полезные функции
Помимо этих основ, есть еще несколько вещей, которые могут дать вам дополнительное преимущество.
Одна вещь, в которой я добился большого успеха, – это отполированные инструменты. Когда режущие канавки гладко отполированы, алюминий плавно скользит по ним. Так как трение очень мало, срок службы инструмента зашкаливает, и вы можете работать с ним быстрее.
Это действительно полезно, если вы выполняете высокопроизводительное фрезерование алюминия.
Также стоит упомянуть покрытие инструмента. В общем, лучше использовать инструменты без покрытия. Вы не добьетесь хороших результатов от специальных покрытий, а более «стандартные» покрытия для инструментов принесут больше вреда, чем пользы.
Вот краткий список хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особо гладкая, и в ней есть алюминий! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что приведет к ужасной отделке поверхности и, вероятно, взорвет ваш инструмент. Нехорошо. |
| TiN | Ужасная идея №2.Не так плохо, как AlTiN, но и не намного лучше. |
| ЗрН | Хорошая идея №1. У него сверхнизкий коэффициент трения, поэтому он помогает отводить стружку и сохранять все в холодном состоянии. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают это ZrN. Он имеет низкое сродство к алюминию, а это означает, что он сразу соскальзывает. |
Хорошо, если честно, я не нашел покрытий, которые сильно повлияли бы на алюминий.По крайней мере, не так, как со сталью. Я предпочитаю просто полированную концевую фрезу или пластину без покрытия. Я предпочитаю поиграть с покрытиями, когда продавец предложит мне бесплатные инструменты для экспериментов. Вставьте сюда хитрый смешок.
Подачи и скорости
Многие парни просто используют 1000 SFM для расчета своих оборотов в минуту. Если вы сделаете это, вы действительно не станете быстрее всех.
Если честно, обычно это то, что рекомендуется для большинства фрез. 1000-1500 SFM – это нормальная скорость для работы вашего шпинделя.Однако с помощью гармонического тестирования вы можете увеличить скорость в 3 раза. Подробнее об этом позже.
Скорость подачи – это то, от чего отказываются многие ребята. Если вы используете концевую фрезу 1/2 дюйма с расходом всего 0,003 дюйма на зуб, вы просто теряете время. Для производства вы хотите протолкнуть его как минимум на 1% диаметра фрезы на зуб. Это означает, что на концевую фрезу 1/2 дюйма необходимо подавать не менее 0,005 дюйма на зуб. При стабильной настройке и коротком инструменте вы можете даже удвоить это количество.
Единственное исключение – когда вы работаете с небольшими инструментами, например, 1/8 дюйма или меньше.Очистка от стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.
Даже при точении нужно очень сильно подавать, чтобы стружка разбилась. В противном случае конвейер для стружки всегда будет заблокирован.В конце концов, мощность шпинделя и частота вращения должны быть основными факторами, замедляющими процесс черновой обработки алюминия на большинстве станков для деталей среднего размера.
Балансировка и гармоники
Это действительно то, что отличает мальчиков от мужчин на алюминиевой фабрике.Алюминий можно резать на очень высоких скоростях, но ваши инструменты должны быть в состоянии справиться с этим.
Вообще говоря, все, что превышает 10 000 об / мин, должно быть хорошо сбалансировано. Вы найдете рейтинги баланса прямо на ваших инструментах, поэтому подбирайте их соответствующим образом.
Это само собой разумеется, но если вы ударите инструменты в станок, они перестанут быть сбалансированными. Также имейте в виду, что необходимо сбалансировать весь инструмент в сборе . Если у вас есть цанговый патрон ER, рассчитанный на 20 000 об / мин, но вы устанавливаете расточную головку, этот рейтинг цанги ничего не значит.
Вот что такое работа несбалансированного инструмента со скоростью более 10 000 об / мин.Это также верно, когда речь идет об определении точности фрезы. Многие ребята полностью игнорируют это, но у твердосплавных концевых фрез действительно есть рейтинг посадки хвостовика. Это может иметь большое значение для некоторых типов державок, например гидравлических. Более плотная и точная посадка будет означать лучший баланс, большую стойкость инструмента и более длительный срок службы шпинделя.
Помимо балансировочных инструментов, которые не повредят ваш шпиндель при высоких оборотах, тестирование гармоник действительно является огромным преимуществом при обработке алюминия.Поскольку алюминий очень маслянистый, его можно резать с очень большой скоростью.
Тестирование гармоникпоможет вам найти эти резонансные частоты инструментов и позволит определить оптимальную скорость и подачу. Если частота среза выключена, инструмент начнет вибрировать, как струна скрипки, и у вас будут все причины вернуться домой пораньше.
Найти оптимальные места для частоты вращения инструмента по сравнению с числом оборотов в минуту – большое дело. Это может повысить вашу частоту вращения с 7000 до 22000 об / мин при соответствующей скорости подачи.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разнесете свои инструменты на миллион острых маленьких кусочков из безумных гармоник, которые вы получаете, когда немного не в себе.
В одном цехе, где я работал, тестирование метчиков позволило нам запустить наши концевые фрезы 3/4 ″ с шагом 10 ″ со скоростью около 22 тыс. Об / мин и 700 дюймов в минуту. Иногда мы могли пойти быстрее. Попробуйте сделать это без тестирования гармоник. Попробуй.
Эти системы недешевы, и вам, очевидно, понадобится мельница, способная справиться с такой высокой производительностью.Однако, когда у вас есть такая возможность, вы будете намного впереди обычных конкурентов в механических цехах.
Стратегии обработки алюминия
Для большинства применений при фрезеровании алюминия я добился наибольшего успеха со старомодной агрессией для получения хорошего расхода материала. Такие вещи, как фрезерование на кожухе, в большинстве случаев являются пустой тратой времени, за исключением случаев, когда вы работаете с очень маленькими фрезами с узкой геометрией.
Основная причина этого заключается в том, что станки часто не могут справиться с чрезвычайно высокими ускорениями и замедлениями, необходимыми для реального использования преимущества утонения стружки при фрезеровании отслаивания.Вы не можете заставить стол весом 1000 фунтов работать ни копейки при 1200 IPM.
Хорошо, может, десять центов – плохое выражение. Даймы огромные. Но вы поняли.
Использование традиционных параметров, таких как полная ширина и глубина реза 1 / 2xD, обычно лучше работает в реальной жизни при резке алюминия.
Общие операции по обработке алюминия
Вот список обычных вещей, которые вы собираетесь делать с алюминием, а также несколько полезных советов.
Облицовка
Если вы собираетесь использовать ракушечную фрезу, определенно выбирайте сверхагрессивный передний угол и полированные пластины.Ваш финиш будет потрясающим, и вы действительно сможете увеличить обороты.
Карманы
Это то, что многие ребята делают неправильно. Если вы перешагнете половину диаметра фрезы и наполовину вниз, вы сделаете ошибку по двум причинам:
- Резак может обработать больше. Идти почти на всю ширину. Мой выбор – 95% плоского резака. Причина в том, что резак все равно будет зарываться в углы. Это означает, что вам придется замедлить подачу, чтобы инструмент не взорвался по углам.Если вы перейдете на 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения резца и материала.
- Шаг 50% ужасен для гармоник при черновой обработке с приличной скоростью. Удар инструмента, входящего в заготовку, происходит в худшем из возможных мест, ударяясь каждым зубом. Даже подъем инструмента до 65% приведет к заметному снижению вибрации.
Другой совет – использовать фрезу, диаметр которой немного меньше внутреннего радиуса кармана.Если вы используете концевую фрезу 1/2 дюйма для вырезания карманов на 1/4 дюйма рад, у вас будет тенденция выдолбить углы с дребезжанием, когда инструмент меняет направление. На высоких скоростях инструменты не меняют направление мгновенно, что означает, что инструмент снимает давление резания. Это то, что вызывает эти щебечущие звуки.
Обычно я спрашиваю, могу ли я изменить размер этих рад до 0,265 дюйма для чистых углов. Это уменьшает контакт инструмента с геометрией детали. Машина также способна справиться с этим закругленным поворотом на более высоких скоростях.Просто представьте машину на гоночной трассе. Если это крутой поворот, машина замедляется. Если радиус больше, машине не нужно замедляться.
Это довольно хорошо устранит то щебетание в углах, которое делает ваши детали некрасивыми.
Прорези
Для очень глубоких пазов мне подходят два варианта: либо трохоидальное фрезерование, чтобы уменьшить отклонение фрезы и вибрацию, либо концевую фрезу с короткими канавками.
Лично я предпочитаю короткие канавки, так как инструмент значительно прочнее, и вы не получаете лишних движений, когда инструмент движется вперед и назад.Создание глубоких пазов – одно из тех приложений, где часто бывает целесообразно использовать специализированный инструмент.
Для мелкой прорези пазов (4xD и ниже) особых соображений не требуется. Просто дай.
Бурение
Использование. Острый. Сверла.
Карбидные сверла– не всегда ответ; На самом деле нет никакого смысла запускать дорогостоящее твердосплавное сверло, если у вас нет числа оборотов шпинделя или объема производства, чтобы его оправдать.
Вообще говоря, просто используйте сверло с разделительной точкой 135 градусов, и все будет в порядке.Если на кончике сверла есть перепонка, значит, вы подвергаете резку лишнему нагреву.
Нарезание резьбы
Метчики общего назначения технически работают, но метчики, специально предназначенные для алюминия, значительно надежнее. У них гораздо более агрессивный передний угол, что означает более чистый срез и меньшее нагревание.
Также не будьте слабаком с RPM. Если вы никогда не превышаете 200 об / мин на своих машинах, вы просто теряете время.
Конечно, некоторые станки просто старые и изношенные, и люфт слишком велик, чтобы резать быстрее.На самом деле, вы все равно не будете конкурентоспособны на этих машинах.
Дело в том, что работать с алюминием легко, не тратьте на это время.
Как добиться превосходного качества обработки поверхности алюминия
Высокие обороты. Это не секрет. Проверните его.
Использование инструмента для чистовой обработки с острой бритвой, высокой спиралью и очень агрессивными передними углами также поможет вам получить супер-блестящую поверхность.
Стоит упомянуть одну вещь: вы не хотите тратить свое время на то, чтобы сделать деталь красивее, чем она должна быть.Иногда вы просто хотите порадовать покупателя и произвести на него впечатление, но помните, что есть разница между блестящим и высоким Ra.
Это действительно стоит того, чтобы произвести расчеты чистоты поверхности, чтобы вы могли определить максимальную скорость подачи для чистовых пропилов. Обычно я делаю математические вычисления, а затем откладываю их примерно на 10% на всякий случай. Если вы переступите через этот край, то половину времени ошибетесь.
Смазочно-охлаждающая жидкость
Никогда не режьте алюминий насухо. Ребята, которые делают это на YouTube, делают это только для того, чтобы вы могли видеть, что происходит.В реальной жизни (и за кадром) резаки взрываются, когда они забиваются из расплавленного алюминия, накапливающегося на краю.
Многие компании скажут вам, что тип СОЖ имеет огромное значение для таких вещей, как стойкость инструмента и качество обработки поверхности. Имеет ли это?
Что-то вроде, но ничего особенного.
На самом деле, единственный раз, когда я действительно заметил заметную разницу, это когда все остальные факторы были точно установлены в .
Вот порядок действий для того, как я подхожу к совершенствованию процесса:
- Параметры резания – шаг / ступень, скорость подачи, число оборотов в минуту, траектория инструмента
- Геометрия режущего инструмента – подходит для алюминия и типа операции (черновая, чистовая и т. Д.) – угол спирали, сорт твердого сплава, количество канавок и т. Д.
- Покрытия резца / отделка
- Охлаждающая жидкость
Хорошо, что ж, довольно хорошо.Конечно, резка алюминия позволит вам научиться гораздо большему, но это статья, а не электронная книга.
В конечном счете, если вы действительно хотите добиться успеха с алюминием, вам придется поэкспериментировать самостоятельно. Работайте со своими представителями по инструментам, чтобы придумать отличные решения для улучшения ваших процессов.
Если вас интересуют дополнительные советы по обработке, вот несколько статей, которые я действительно рекомендую вам взглянуть:
Что такое высокоскоростная обработка и как это сделать
Обработка квадрата внутри углов: победите кошмар! (советы по созданию отличных углов для фрезерования)
Руководство для механика по трохоидальному и лущильному фрезерованию
Надлежащая практика проектирования с ЧПУ | wikimal
Вот некоторые данные, взятые из: https: // www.3dhubs.com/knowledge-base/reeding-cnc-machining-costs-13-de …
Совет №1 – Добавьте радиус во внутренние вертикальные кромки
Добавьте внутренние радиусы по углам не менее 1/3 глубины полости.
Все фрезерные инструменты с ЧПУ имеют цилиндрическую форму и создают радиус при резке края кармана.
Угловой радиус можно уменьшить с помощью инструмента с меньшим диаметр. Однако это означает, что несколько проходов на более низкой скорости будут требуется – инструменты меньшего размера не могут удалить материал за один проход так быстро, как инструменты большего размера – увеличивают время и стоимость обработки.
Для минимизации затрат:
- Добавьте радиус не менее 1/3 глубины полости (чем больше, тем лучше).
- Предпочтительно использовать одинаковый радиус на всех внутренних кромках.
- На дне полости укажите небольшой радиус (0,5 или 1 мм) или вообще не используйте радиус.
Pro Совет № 1: В идеале радиус угла должен быть немного больше, чем радиус инструмента, который будет использоваться для обработки полость.Это снижает нагрузку на инструмент и еще больше снижает ваши производственные затраты. Например, если в вашем дизайне глубина 12 мм. полости, добавьте радиус 5 мм (или больше) по углам. Это позволит Инструмент ø8 мм (то есть радиус 4 мм), чтобы резать их с большей скоростью.
Профессиональный совет № 2: Если внутренние края с острыми углами требуются (например, когда деталь прямоугольной формы требует поместиться в полости) вместо уменьшения радиуса внутреннего края, используйте форму с поднутрениями, например:
Если деталь прямоугольной формы должна поместиться в полости, добавьте поднутрения по углам полости
Совет № 2 – Ограничьте глубину полостей
Ограничьте глубину полостей до 4-кратной их длины
Обработка глубокие полости резко влияют на стоимость деталей с ЧПУ, так как многие материал необходимо удалить, что отнимает очень много времени.
Важно помнить, что инструменты с ЧПУ имеют ограниченный длина реза: обычно они лучше всего работают при резке полостей глубиной до 2-3 диаметров . Например, фрезерный инструмент ø12 может безопасно вырезать полости глубиной до 25 мм.
Возможна резка более глубоких полостей (до 4x диаметра инструмент или больше), но это увеличит стоимость, так как специальный инструмент или требуются многоосные системы ЧПУ.
Кроме того, при прорезании полости инструмент должен врезаться в правильная глубина резания.Для ровного входа требуется достаточно места.
Для минимизации затрат:
- Ограничьте глубину всех полостей 4-кратной их длиной (т. Е. Наибольшим размером в плоскости XY).
Совет № 3 – Увеличьте толщину тонких стенок
Увеличьте толщину тонких стенок, чтобы сократить время обработки.
Если вес не является основным фактором, толстые сплошные секции более устойчивы (и менее дороги в обработке), и им следует отдавать предпочтение.
Чтобы избежать деформации или разрушения при обработке тонкой стенки, требуется несколько проходов на малой глубине резания. Тонкие черты также очень подвержены вибрациям, поэтому точная обработка их сложна и значительно увеличивает время обработки.
Для минимизации затрат:
- Для металлических деталей толщина стенок должна превышать 0,8 мм (чем толще, тем лучше).
- Для пластиковых деталей минимальная толщина стенки должна быть больше 1.5 мм.
Помните: Минимально достижимая толщина стенки для металлов – 0,5 мм, для пластиков – 1,0 мм. Обрабатываемость этих Однако доступ к функциям должен осуществляться в индивидуальном порядке.
Pro Совет: Тонкие стенки обычно встречаются при размещение отверстия (и резьбы) очень близко к краю детали. Убеждаться чтобы вы следовали приведенным выше рекомендациям также при размещении отверстий в ваш дизайн.
Совет № 4 – Ограничьте длину резьбы
Ограничьте максимальную длину резьбы до трехкратного диаметра отверстия.
Указание более длинной резьбы, чем необходимо, может увеличить стоимость деталей ЧПУ, поскольку может потребоваться специальный инструмент.
Имейте в виду, что резьба длиннее в 1,5 раза больше диаметра отверстия на самом деле не увеличивает прочность соединения.
Для минимизации затрат:
- Создавайте резьбу с максимальной длиной, в 3 раза превышающей диаметр отверстия.
- Для резьбы в глухих отверстиях предпочтительно добавлять не менее 1/2 диаметра длины без резьбы на дно отверстия.
Совет № 5 – Проектируйте отверстия стандартного размера
Используйте сверла стандартных размеров при проектировании отверстий
Отверстия можно быстро и с высокой точностью обрабатывать на станке с ЧПУ с помощью стандартного сверла биты.Для нестандартных размеров отверстие необходимо обработать с помощью торца. фрезерный инструмент, потенциально увеличивающий стоимость.
Также ограничьте глубину всех отверстий значением , в 4 раза превышающим их диаметр . Могут быть изготовлены более глубокие отверстия (до 10 диаметров), но они, вероятно, увеличат стоимость, поскольку их проблематично обрабатывать.
Для минимизации затрат:
- Проектирование отверстий диаметром с шагом 0,1 мм для диаметров до 10 мм и 0.На 5 мм выше.
- Проектирование отверстий с длиной до 4 раз больше их диаметра.
Совет № 6 – Указывайте допуски только при необходимости
Указывайте допуски только при необходимости
Определение жестких допусков увеличивает стоимость ЧПУ, так как это увеличивает время обработки и требует ручного контроля . Допуски следует определять умеренно и только при необходимости.
Если конкретный допуск не указан на техническом чертеже, тогда детали будут обработаны с использованием стандартного допуска (± 0.125 мм или лучше), которого достаточно для большинства некритичных функций.
Особенно трудно добиться жестких допусков на внутренних Особенности. Например, при обработке пересекающихся отверстий или полостей, по краям могут появиться небольшие дефекты (называемые заусенцами) из-за деформация материала. Детали с такими характеристиками требуют проверки и для удаления заусенцев , которые являются ручными (и неэффективными по времени) процессами, что увеличивает стоимость.
Для минимизации затрат:
- Указывайте более жесткие допуски только при необходимости.
- Определите одну опорную точку (например, поперечное сечение двух кромок) как ссылку для всех размеров с допусками.
Pro Tip: Использование геометрических размеров и допусков (GD&T) в ваших технических чертежах (например, плоскостность, прямолинейность, округлость и истинное положение) может снизить стоимость обработки с ЧПУ, поскольку они часто определяют более свободный допуск, но требуют передовых знаний дизайна, чтобы применять эффективно.
Совет № 7 – Сведите количество настроек машины к минимуму
Пример детали, для которой требуются две настройки станка: деталь вращается для обработки боковых элементов
Это рекомендуется для проектирования деталей, которые можно обрабатывать на нескольких станках. по возможности и желательно только за одну настройку.Например, деталь имеющий глухие отверстия с обеих сторон, будет обрабатываться в двух установках, так как его нужно повернуть, чтобы получить доступ к обеим сторонам.
Вращение или перемещение детали увеличивает стоимость производства, поскольку обычно это нужно делать вручную. Более того, для сложных геометрии может потребоваться индивидуальное приспособление, что еще больше увеличит Стоимость. Особо сложные геометрические формы могут потребовать многоосевого ЧПУ. система, дополнительно увеличивая цену.
Рассмотрите возможность разделения детали на геометрические формы, которые можно обрабатывать с помощью ЧПУ. обрабатываются за одну установку и могут быть скреплены болтами или сварены вместе позже.Это также применимо к деталям с очень глубокими карманами.
Для минимизации затрат:
- Конструируйте детали, которые можно обработать только за одну установку.
- Если это невозможно, разделите геометрию на несколько частей, которые можно будет собрать позже.
Совет № 8 – Избегайте мелких деталей с высоким соотношением сторон
Рассмотрите возможность добавления поддержки распорок для небольших элементов с соотношением сторон больше 4
Small функции с высоким соотношением сторон ширины к высоте склонны к вибрации и, следовательно, особенно трудны для точной обработки.
Для повышения жесткости их следует подсоединять к более толстые стены или усиленные опорными ребрами жесткости (желательно четырьмя: по одному с каждой стороны).
Для минимизации затрат:
- Конструктивные элементы с соотношением сторон ширины к высоте менее 4.
- Добавьте распорную опору или прикрепите небольшие элементы к стене, чтобы повысить их жесткость.
Совет № 9 – Удалите весь текст и буквы
Добавление текста на поверхность деталей ЧПУ увеличивает цену
Добавление текст на поверхности обработанной детали с ЧПУ может увеличить стоимость значительно, так как дополнительные и трудоемкие операции обработки обязательный.
Методы отделки поверхности, такие как трафаретная печать или роспись, являются более экономичный способ добавления текста на поверхность станка с ЧПУ часть.
Для минимизации затрат:
- Удалите весь текст и надписи с деталей, обработанных на станке с ЧПУ.
- Если текст необходим, предпочтительнее выгравировать тисненые буквы, так как последнее требует удаления намного большего количества материала.
- Также рекомендуется использовать шрифт Sans-Serif (например, Arial или Verdana) с размером не менее 20 пунктов.
Совет № 10 – Учитывайте обрабатываемость материала
Обрабатываемость означает легкость резки материала. Чем выше обрабатываемость, тем быстрее можно обрабатывать материал с ЧПУ, что снижает стоимость.
Обрабатываемость каждого материала зависит от его физических свойств. Как правило, чем мягче (и пластичнее) металлический сплав, тем легче его обрабатывать.
Латунь C360 – металл с максимальной обрабатываемостью, позволяющий обрабатывать его на высоких скоростях.Алюминиевые сплавы (такие как Al 6061 и Al 7075) также очень легко обрабатываются.
Нержавеющая сталь обрабатывается в 10 раз меньше, чем алюминий, и займет как минимум в 2 раза больше на автомат. Обратите внимание, что разная сталь марки имеют разную обрабатываемость. Например, нержавеющая сталь 304 (наиболее распространенный сплав нержавеющей стали) имеет индекс обрабатываемости 45%, а нержавеющая сталь 303 (сплав с очень похожим химическим составом) имеет индекс 78%, что упрощает обработку.
Обрабатываемость пластмасс в основном зависит от их жесткости и термических свойств. . Во время обработки с ЧПУ пластмассы склонны к плавлению и короблению.
POM (Delrin) – пластик, который легче всего обрабатывать, в то время как ABS занимает второе место. PEEK и нейлон – другие распространенные инженерные пластмассы, которые немного сложнее обрабатывать.
Для минимизации затрат:
- Если у вас есть возможность выбирать между материалами, отдавайте предпочтение тому, который лучше обрабатываемость (особенно при больших объемах заказов).
Совет №11 – Учитывайте стоимость сыпучих материалов
Стоимость сыпучего материала – еще один фактор, который может сильно повлиять на цену деталей, обработанных с помощью ЧПУ.
В таблице ниже приведены цены на металлические сплавы и пластик. материалы, обычно используемые в ЧПУ для листа размером 6 x 6 дюймов x 1 ” (или приблизительно 150 x 150 x 25 мм).
| Материал | Оптовая цена |
|---|---|
| Алюминий 6061 | $ 25 |
| Алюминий 7075 | $ 80 |
| Нержавеющая сталь 304 | $ 90 |
| Нержавеющая сталь 303 | $ 150 |
| Латунь C360 | $ 148 |
| АБС | $ 17 |
| Нейлон 6 | $ 30 |
| ПОМ (Делрин) | $ 27 |
| PEEK | $ 300 |
Источник: McMaster
Алюминий 6061, несомненно, является наиболее экономичным способом создание металлических прототипов, так как он сочетает в себе невысокую стоимость и очень хорошую обрабатываемость.
Обратите внимание, что металлы с большей обрабатываемостью, например Нержавеющая сталь 303 и латунь C360 имеют более высокую стоимость и для этого причина, лучше подходят для крупносерийного производства, так как более крупные затраты на материалы будут омрачены гораздо более коротким временем обработки, пользуясь эффектом масштаба.
Что касается пластиков, то цены на АБС, нейлон и ацеталь (делрин) примерно такие же, как на алюминий 6061. Однако их труднее обрабатывать, поэтому ожидайте, что цена будет выше. PEEK – очень дорогой материал, и его следует использовать только при необходимости.
Для минимизации затрат:
- Выберите материал с низкой оптовой стоимостью (особенно для небольших заказов).
Совет №12 – Избегайте (множественной) обработки поверхности
Обработка поверхности улучшает внешний вид и устойчивость к агрессивным воздействиям. среды обработки деталей с ЧПУ, но также увеличивают их стоимость.
Запрос нескольких различных отделок поверхностей одной и той же детали увеличивает цену еще больше, поскольку требуются дополнительные шаги (для например, чтобы замаскировать поверхности).
Статью, в которой обобщаются преимущества каждой обработки поверхности деталей с ЧПУ, можно найти здесь.
Для минимизации затрат:
- Выберите чистоту поверхности после обработки.
- Заказывайте несколько вариантов отделки поверхности только в случае крайней необходимости.
Совет № 13 – Думайте, пустой размер
Размер заготовки должен быть примерно на 3 мм (0,125 дюйма) больше, чем размер детали
размер заготовки (стокового материала) может повлиять на общую стоимость: до обеспечить хорошую точность, необходимо удалить часть материала со всех краев часть.
Как показывает практика, заготовка должна быть на минимум на 3 мм (0,125 дюйма) больше, чем на , чем торцевая часть. Давайте посмотрим, как размер заготовки влияет на ценообразование в ЧПУ на примере:
Если вы проектируете деталь с габаритами 30 x 30 x 30 мм, то будет использоваться следующий бланк большего размера, который в этом случае обычно будет вырезать из листа толщиной 35 мм. Если бы деталь имела конверт 27 x 27 x 27 мм, тогда можно использовать лист толщиной 30 мм, сэкономив много материала.
Для минимизации затрат:
- Конструируйте детали, размер которых на 3 мм меньше размера стандартной заготовки.
Самый простой вопрос фрезерования о глубине резания
Надеюсь, это поможет вам прояснить этот вопрос, Pcmaker. Я прикрепляю сюда несколько pdf-файлов, потому что по какой-то причине я не могу загрузить их в раздел загрузок. Несколько замечаний:
- Данные предполагают, что у вас есть полноразмерный промышленный комбинат, которого у вас нет.Поэтому я предлагаю вам снизить рекомендуемые скорости и подачу примерно на 20%.
- Используемый вами процесс имеет значение. Вы можете выполнять профилирование, резку по периметру или прорезь. Величина диаметра или длины концевой фрезы, которую вы выбираете, влияет на скорость.
- Максимальная глубина, которую вы должны использовать при прорезании паза, – это диаметр концевой фрезы, поэтому для концевой фрезы с внешним диаметром 1/4 дюйма вы можете резать на глубину 1/4 дюйма за раз. Если вам нужно пройти глубже, сделайте несколько проходов.
- Максимальная осевая глубина резания, означающая максимальное количество концевой фрезы, которая касается детали при выполнении профильных пропилов, составляет 1-1 / 2 диаметра концевой фрезы.Таким образом, для концевой фрезы 1/4 дюйма, выполняющей обрезку кромки, вы можете задействовать до 3/16 дюйма максимальной длины. Это больше всего связано с прогибом концевой фрезы. Карбид может выдержать больше, но соблюдение этого правила подходит для большинства концевых фрез, которые вы будете использовать.
- Скорость резания зависит от радиальной глубины резания при профилировании и осевой глубины резания при прорезании пазов. Чем глубже вы идете, тем медленнее вам нужно идти.
- Скорость резания также зависит от типа концевой фрезы – концевые фрезы для черновой обработки могут работать примерно на 20% быстрее и подавать примерно на 20% быстрее. Подачи
- предназначены для фрезерных станков с ЧПУ или ЧПУ. Для тех из нас, у кого есть ручные машины, подача на зуб мало что значит. Лучший подход, который я нашел, – это почувствовать порез концевой фрезы. При правильной скорости и глубине резания подайте так, чтобы подаче было небольшое сопротивление. То есть подавайте до тех пор, пока не почувствуете легкое сопротивление силе, прилагаемой к колесу. Это относится ко всем материалам, и вы быстро почувствуете и сможете адаптироваться к крою.
При профилировании / периферийной резке чем больше канавок, тем лучше. При прорезании пазов меньшее количество канавок лучше для удаления стружки. Узнайте о концевых фрезах с большим шагом спирали для алюминия и используйте их.
Купите, пожалуйста, концевые фрезы для черновой обработки, чтобы выполнять основную часть фрезерования. Сохраните концевые фрезы для чистовой обработки. Шероховатые машины значительно превосходят финишеры, сокращают их быстрее и экономят ваше время и силы.
Это всего лишь общие рекомендации. Если у вас есть конкретное применение, свяжитесь с производителем концевых фрез и обсудите свои потребности. Записывайте, как вы отрезали, что сработало, а что не сработало. Со временем у вас будет достаточно данных и опыта, чтобы чувствовать себя комфортно при фрезеровании.
Также не бойтесь ошибаться; вот как мы учимся. Ну, по крайней мере, я так учусь.
Как конструировать детали для обработки с ЧПУ
Введение
Чтобы в полной мере воспользоваться возможностями обработки с ЧПУ, проектировщик должен следовать определенным правилам Design for Manufacturing .Однако это может быть непросто, поскольку конкретных отраслевых стандартов не существует.
В этой статье мы собрали исчерпывающие рекомендации с лучшими методами проектирования для обработки с ЧПУ. Мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ, чтобы составить обширный список актуальной информации.
Мы сосредоточились на описании того, что возможно с современными системами ЧПУ, пренебрегая соответствующими затратами. Руководство по разработке экономичных деталей для ЧПУ можно найти в этой статье.
Наше автоматизированное программное обеспечение и наши специалисты по производству проверят надежность ваших проектов
Загрузите свои детали
Процесс обработки с ЧПУ
Схема станка с ЧПУОбработка с ЧПУ – это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью (тысячи оборотов в минуту) для изготовления детали на основе модели САПР. Металлы и пластмассы могут обрабатываться на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски . ЧПУ подходит как для крупносерийного производства , так и для разовых заданий . Фактически, обработка с ЧПУ в настоящее время является наиболее экономичным способом изготовления металлических прототипов, даже по сравнению с 3D-печатью.
Здесь можно найти введение в основной принцип обработки с ЧПУ.
Видео на станке с ЧПУ, фрезеровании контура полости. Источник: Чистовой проход с минимальным удалением материала для обеспечения высокой точности размеров и качества поверхности.ИсточникОсновные ограничения проектирования ЧПУ
ЧПУпредлагает большую гибкость проектирования, но существуют определенные конструктивные ограничения. Эти ограничения относятся к базовой механике процесса резания и в основном связаны с геометрией инструмента и доступом к инструменту.
Геометрия инструмента
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания .
По мере удаления материала из заготовки геометрия инструмента переносится на обработанную деталь.Это означает, например, что внутренние углы детали с ЧПУ всегда будут иметь радиус, независимо от того, насколько мал был использован режущий инструмент.
Доступ к инструменту
Для удаления материала режущий инструмент приближается к заготовке прямо сверху. Элементы, к которым нельзя получить доступ таким образом, нельзя обработать на станке с ЧПУ.
Есть исключение из этого правила: поднутрения . В последнем разделе мы увидим, как вы можете использовать поднутрения в своих проектах.
Хорошая практика проектирования – выровнять все элементы модели (отверстия, полости, вертикальные стены и т. Д.) В одном из 6 основных направлений.Однако рассматривайте это правило как рекомендацию, а не как ограничение, поскольку 5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовок.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, требуются специальные инструменты с длинными валами. Это снижает жесткость рабочего органа, увеличивает вибрацию и снижает достижимую точность.
Специалистыпо ЧПУ рекомендовали проектировать детали, которые можно обрабатывать с помощью инструмента с наибольшим возможным диаметром и наименьшей возможной длиной .
Наше автоматизированное программное обеспечение и наши специалисты по производству проверят обрабатываемость ваших конструкций
Загрузите свои детали
Правила проектирования ЧПУ
Проблема, которая часто возникает при проектировании детали для обработки с ЧПУ, заключается в том, что не существует каких-либо конкретных отраслевых стандартов: производители станков и инструментов с ЧПУ постоянно улучшают возможности технологии, расширяя границы возможного.
В таблице ниже мы суммировали рекомендуемые и возможные значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
| Элемент | Описание |
|---|---|
| Полости и карманы Глубина полости: Концевые фрезы имеют ограниченную длину резания (обычно в 3-4 раза больше их диаметра). Прогиб инструмента, удаление стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине. Фрезерование глубоких полостей: полостей глубиной более 6x диаметра инструмента считаются глубокими. Отношение диаметра инструмента к глубине полости до 30: 1 возможно при использовании специализированного инструмента (максимальная глубина: 30 см с концевой фрезой диаметром 1 дюйм). | |
| Внутренние кромки Радиус вертикального угла: Рекомендуется: ⅓ x глубина полости (или больше) Использование рекомендованного значения для внутренних угловых радиусов гарантирует, что инструмент подходящего диаметра может быть использован и совмещен с рекомендации по рекомендуемой глубине полости.Увеличение угловых радиусов немного выше рекомендованного значения (например, на 1 мм) позволяет инструменту резать по круговой траектории вместо угла 90 o . Это предпочтительно, поскольку это приводит к более качественной отделке поверхности. Если требуются острые внутренние углы под углом 90 градусов, рассмотрите возможность добавления поднутрения Т-образной кости вместо уменьшения радиуса угла. Радиус пола: Рекомендовано: 0,5 мм, 1 мм или без радиуса Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку.Другие радиусы пола могут быть обработаны с помощью инструментов со сферическим концом. Рекомендуется использовать рекомендуемые значения, так как это предпочитают машинисты. | |
| Тонкие стенки Минимальная толщина стенки: Рекомендуется: 0,8 мм (металлы), 1,5 мм (пластмассы) Уменьшение Толщина стенки снижает жесткость материала, что увеличивает вибрацию во время обработки и снижает достижимую точность. | |
| Отверстия Диаметр: Рекомендовано: стандартных размеров сверл Отверстия обрабатываются с помощью сверла или концевой фрезы.Размер сверл стандартизирован (в метрических и британских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий менее ⌀20 мм рекомендуется использовать стандартный диаметр. Максимальная глубина: Рекомендуемое: 4 x номинальный диаметр Отверстия нестандартного диаметра должны обрабатываться с помощью инструмент концевой фрезы.В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендованное значение максимальной глубины. Отверстия глубже типичного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). | |
| Резьба Размер резьбы: Минимум: M2 [Внутренняя резьба] (https: // www.3dhubs.com/knowledge-base/thread-types/) нарезаются метчиками, а внешняя резьба – плашками. Метчики и плашки можно использовать для нарезания резьбы до M2. Инструменты для нарезания резьбы с ЧПУ Длина резьбы: Минимум: 1,5 x номинальный диаметр Большую часть нагрузки на резьбу принимают несколько первых зубцов (до 1 .5-кратный номинальный диаметр). Таким образом, нет необходимости в резьбе, превышающей 3-кратный номинальный диаметр. | |
| Мелкие элементы Минимальный диаметр отверстия: Рекомендуемый: 2.5 мм (0,1 дюйма) Большинство механических цехов смогут точно обрабатывать полости и отверстия с помощью инструментов диаметром до 2,5 мм (0,1 дюйма). | |
| Допуски Стандарт: ± 0.125 мм (0,005 дюйма) Допуски определяют границы допустимого размера. Достижимые допуски зависят от базового размера и геометрии детали. Приведенные выше значения являются разумным ориентиром. | |
| Текст и надписи Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм Выгравированный текст предпочтительнее тисненого текста, так как удаляется меньше материала. |
Настройки машины и ориентация деталей
Схема детали, требующей нескольких настроек.Ранее упоминалось, что доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы охватить все поверхности модели, заготовку нужно повернуть несколько раз.
Например, часть изображения выше должна быть повернута в общей сложности три раза: два раза, чтобы обработать отверстия по двум основным основным направлениям, и третий раз, чтобы получить доступ к обратной стороне детали.
Каждый раз, когда деталь вращается, станок должен быть повторно откалиброван и должна быть определена новая система координат.
При проектировании важно учитывать настройки машины по двум причинам:
5-осевая обработка с ЧПУ
Необходимость в настройке нескольких станков может быть устранена при использовании 5-осевой обработки с ЧПУ. Многоосевая обработка с ЧПУ позволяет изготавливать детали со сложной геометрией, поскольку они предлагают 2 дополнительные оси вращения.
5-осевая обработка с ЧПУ позволяет инструменту оставаться постоянно касательным к режущей поверхности. Могут использоваться более сложные и эффективные траектории движения инструмента, что приводит к получению деталей с лучшей обработкой поверхности и меньшим временем обработки.
Конечно, у 5-осевого ЧПУ есть свои ограничения.Базовая геометрия инструмента и ограничения доступа к инструменту по-прежнему применяются (например, детали с внутренней геометрией не могут быть обработаны). Также стоимость использования таких систем выше.
Видео 5-осевого станка с ЧПУ в действии. ИсточникНаши передовые алгоритмы ценообразования определят сложность вашей детали.
Получите мгновенную цитату
Проектирование поднутрений
Обработка односторонней и двусторонней канавки в форме ласточкина хвоста. Поднутрения Source– это элементы, которые нельзя обработать стандартными режущими инструментами, так как некоторые из их поверхностей недоступны непосредственно сверху.
Существует два основных типа поднутрений: Т-образные пазы и ласточкин хвост . Поднутрения могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образным пазом по существу состоят из горизонтального режущего лезвия, прикрепленного к вертикальному валу. Ширина поднутрения может составлять от 3 мм до 40 мм. Рекомендуется использовать стандартные размеры для ширины (т.е. целые миллиметры или стандартные дюймовые доли), поскольку более вероятно, что инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Инструменты типа «ласточкин хвост» под углом 45 o и 60 o градусов считаются стандартными. Инструменты с углом 5 o , 10 o и до 120 o (с шагом 10 o ) также существуют, но используются реже.
При проектировании деталей с поднутрениями на внутренних стенках не забудьте добавить к достаточный зазор для инструмента. Хорошее практическое правило – добавить пространство, равное как минимум 4-кратной глубине поднутрения, между обработанной стенкой и любой другой внутренней стенкой.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2: 1, ограничивает глубину резания . Когда требуется нестандартная поднутрение, механические цеха обычно изготавливают свои собственные инструменты для поднутрения. Это может увеличить время выполнения заказа и увеличить стоимость, поэтому по возможности этого следует избегать.
Т-образный паз (слева), поднутрение «ласточкин хвост» (посередине) и одностороннее подрезание на внутренней стене (справа).Составление технического чертежа
Хорошо составленный технический чертежНесмотря на то, что технический чертеж не всегда требуется для размещения заказа на ЧПУ (достаточно файла STEP или IGES), рекомендуется также представить чертеж, поскольку он улучшает взаимодействие между проектировщиком и оператором станка с ЧПУ.
Имейте в виду, что определенные проектные спецификации не могут быть включены в файл STEP или IGES. Если ваша модель включает в себя одно или несколько из следующего, предоставление двухмерного технического чертежа обязательно:
- Резьбовые отверстия или валы.
- Размеры с допусками .
- Особые требования к обработке поверхности .
- Примечания для оператора станков с ЧПУ.
Подробную статью о подготовке технического чертежа для обработки с ЧПУ можно найти здесь.
Интересно узнать о стоимости обработки с ЧПУ? Получите мгновенную смету
Загрузите свои детали
Практические правила
- Конструируйте детали, которые можно обрабатывать инструментом максимально возможного диаметра.
- Добавьте большие скругления (не менее x глубины полости) ко всем внутренним вертикальным углам.
- Ограничьте глубину полостей до 4-х кратной их ширины.
- Совместите основные элементы вашего дизайна с одним из шести основных направлений.Если это невозможно, возможно использование 5-осевой обработки с ЧПУ.
- Отправляйте технический чертеж вместе с чертежом, если в вашем проекте есть резьба, допуски, характеристики поверхности или другие примечания для оператора станка.
Убивающая нержавеющая сталь: Руководство по обработке
Нержавеющая сталь может быть столь же распространена, как алюминий, во многих цехах, особенно при производстве деталей для аэрокосмической и автомобильной промышленности. Это довольно универсальный материал с множеством различных сплавов и марок, который может применяться в самых разных областях.Однако он также является одним из самых сложных в обработке. Нержавеющие стали – печально известные убийцы концевых фрез, поэтому выбор скорости и подачи и выбор подходящего инструмента имеют важное значение для успеха обработки.
Свойства материала
Нержавеющие стали – это высоколегированные стали с превосходной коррозионной стойкостью по сравнению с углеродистыми и низколегированными сталями. Во многом это связано с высоким содержанием хрома, поскольку большинство марок нержавеющих сталей содержат не менее 10% этого элемента.
Нержавеющую сталь можно разделить на пять категорий: аустенитная, ферритная, мартенситная, дисперсионно-упрочненная (PH) и дуплексная.В каждой категории есть один основной сплав общего назначения. Оттуда в основу вносятся небольшие изменения в составе, чтобы создать определенные свойства для различных приложений.
Для справки, вот свойства каждой из этих групп, а также несколько примеров популярных сортов и их общего использования.
| Категория | Недвижимость | Популярные сорта | Обычное использование |
| Аустенитный | Немагнитный, с исключительной коррозионной и термостойкостью. | 304, 316 | Пищевое оборудование, желоба, болты, гайки и прочий крепеж. |
| Ферритный | Магнитная, более низкая коррозионная и термостойкость, чем аустенитная. | 430, 446 | Автозапчасти и кухонная техника. |
| Мартенситный | Магнитная, умеренная коррозионная стойкость – не для сильной коррозии. | 416, 420, 440 | Ножи, огнестрельное оружие, хирургические инструменты и ручные инструменты. |
| Закаленная при осадках (PH) | Самый прочный сорт, поддающийся термообработке, высокая коррозионная стойкость. | 17-4 PH, 15-5 PH | Аэрокосмические компоненты. |
| Дуплекс | Более прочная смесь аустенитных и ферритных. | 244, 2304, 2507 | Водоочистные сооружения, сосуды под давлением. |
Выбор инструмента
Выбор правильного инструмента для вашего применения имеет решающее значение при обработке нержавеющей стали.Траектории черновой обработки, чистовой обработки, обработки пазов и высокоэффективного фрезерования можно оптимизировать для нержавеющей стали, выбрав правильный тип концевой фрезы.
Традиционная черновая обработка
Для традиционной черновой обработки рекомендуется концевая фреза с 4 или 5 зубьями. Концевые фрезы с 5 канавками обеспечат более высокие скорости подачи, чем их аналоги с 4 канавками, но любой стиль будет хорошо работать для черновой обработки. Ниже приведен отличный пример традиционной черновой обработки нержавеющей стали 17-4.
Прорези
При обработке пазов из нержавеющей стали удаление стружки является ключевым моментом.По этой причине инструменты с 4 зубьями являются лучшим выбором, поскольку меньшее количество канавок позволяет более эффективно отводить стружку. Инструменты с геометрией стружколома также обеспечивают эффективную обработку пазов в нержавеющей стали, поскольку более мелкую стружку легче удалить из реза.
Чистовая
При чистовой обработке деталей из нержавеющей стали для достижения наилучших результатов требуется большое количество канавок и / или большое число спиралей. Концевые фрезы для чистовой обработки нержавеющей стали будут иметь угол наклона спирали более 40 градусов и число канавок 5 и более.Для более агрессивных траекторий чистовой обработки количество канавок может варьироваться от 7 до 14. Ниже приведен отличный пример чистовой обработки из нержавеющей стали 17-4.
Высокоэффективное фрезерование
Высокоэффективное фрезерование может быть очень эффективным методом обработки нержавеющей стали, если выбран правильный инструмент. Шероховатые стружколомы станут отличным выбором с 5 или 7 стилю канавок, в то время как стандартные концевые фрезы с 5-7 зубьями и переменным шагом также могут хорошо работать с траекториями HEM.
HEV-5
Helical Solutions предлагает концевую фрезу HEV-5, которая является чрезвычайно универсальным инструментом для множества применений. HEV-5 выделяется при чистовой обработке и траекториях обработки HEM, а также значительно выше среднего при обработке пазов и традиционной черновой обработки. Этот универсальный инструмент, доступный в вариантах с квадратным, угловым радиусом и с большим вылетом, является отличным выбором, чтобы запустить инструментальную стойку и оптимизировать ее для обработки нержавеющей стали.
Рабочие параметры
Хотя выбор инструмента является критическим шагом к более эффективной обработке, не менее важен набор правильных рабочих параметров.Есть много факторов, которые влияют на определение рабочих параметров для обработки нержавеющей стали, но есть некоторые общие рекомендации, которым следует следовать в качестве отправной точки.
Вообще говоря, при обработке нержавеющих сталей рекомендуется SFM от 100 до 350, с нагрузкой на стружку от 0,0005 дюйма для концевой фрезы 1/8 дюйма до 0,006 дюйма для концевой фрезы 1 дюйм. Полная разбивка этих общих рекомендаций доступна здесь.
Machining Advisor Pro
Machining Advisor Pro – это новейший ресурс, предназначенный для точного расчета параметров работы высокопроизводительных концевых фрез Helical Solutions из таких материалов, как нержавеющая сталь, алюминий и многие другие.Просто введите свой инструмент, точную марку материала и настройку станка, и Machining Advisor Pro сгенерирует полностью настраиваемые рабочие параметры. Этот бесплатный ресурс позволяет вам продвигать свои инструменты сильнее, быстрее и умнее, чтобы по-настоящему доминировать в соревнованиях.
Заключение
Обработка нержавеющей стали не должна быть сложной. Благодаря определению надлежащего сорта материала для каждой детали, выбору идеального режущего инструмента и оптимизации рабочих параметров головные боли, связанные с обработкой нержавеющей стали, могут уйти в прошлое.
Металлорежущий инструмент | Режущие инструменты для стали для продажи через Интернет
Металлорежущие инструменты
Наши стальные режущие инструменты на продажу необходимы для обработки и формовки деталей. Без этих инструментов металлообрабатывающая промышленность практически не существовала бы. Один из самых умных инвесторов нашего времени, Уоррен Баффет, даже предусмотрительно купил в 2006 году компанию по производству режущего инструмента, зная, насколько важны режущие инструменты для производства в Соединенных Штатах.Эта компания стала одним из крупнейших вложений в его портфель. Думаю, это говорит о том, что режущие инструменты – это не шутки. Это одни из самых ценных инструментов, которые производство может использовать в наши дни для создания деталей.
Простым режущим инструментом может быть пила, которую вы держите в руке для более сложных разверток с твердосплавными наконечниками. Режущие инструменты для металлообработки подразделяются на три очень разных типа: одноточечные, многоточечные и абразивные. Режущие инструменты с одноточечной резкой делают именно это.Существует единая точка соприкосновения, например, когда ленточная пила разрезает деталь. Когда режущий инструмент использует несколько поверхностей для резки, это называется многоточечным режущим инструментом. Когда вы, например, исследуете сверло или развертку, вы действительно можете увидеть, что спираль имеет несколько вершин или канавок. При повороте на станке режущий инструмент будет контактировать с деталью в самых разных точках. Абразивные режущие инструменты работают именно так, как звучит из названия. Это просто еще одна форма режущего инструмента с высокоскоростным вращением, например, в настольной шлифовальной машине – колесо трется о деталь и таким образом удаляет материал.
Лучшие режущие инструменты бывают разных видов, таких как инструменты для сверления отверстий, индексируемые, фрезерные, резьбонарезные, расточные, развертки и токарные. Penn Tool Co. предлагает огромное разнообразие стальных режущих инструментов на продажу . От зенкеров, концевых фрез, ракушечных фрез, коронок для обработки металла , расточных оправок, продольно-резательных станков, протяжек, сверл, накатных инструментов, метчиков, инструментов для трепанации, долбежных пил, разверток, держателей долот, сменных пластин и полотна ленточных пил. Их слишком много, чтобы упоминать.Penn Tool Co. предлагает инструменты от ведущих мировых производителей, включая TMX Cutting Tools, Micro 100, YG-1, Keo, Noga, Shaviv, Bison, SPI, Tapmatic, Aloris и многие другие.