Минимальный катет сварного шва: На что влияет катет сварного шва
alexxlab | 22.03.1986 | 0 | Разное
На что влияет катет сварного шва
При сварке ответственных конструкций большое внимание уделяется катету сварного шва. На заводах и предприятиях этот параметр проверяется отдельно и изделие могут признать негодным и отправить на переделку, что повлечет потерю времени и финансовые расходы. Здесь мы рассмотрим, что такое катет шва, как его правильно рассчитать и проверить.
- В каких швах бывает катет
- Что такое катет сварочного шва
- Выбор катета
- Расчет катета шва
- Последствия неправильного вычисления катета
- Что влияет на катет сварного шва
- Проверка качества шва
В каких швах бывает катет
Геометрия сварных соединений зависит от способа стыковки двух сторон между собой. При сварке пластин встык (на горизонтальной, вертикальной, потолочной поверхности) на месте соединения образуется валик. Для оценки качества шва измеряют его высоту, ширину, а методом разрушающего контроля или при помощи рентгена смотрят глубину провара.
Катет встречается только на угловых и тавровых соединения. Положение деталей в пространстве не имеет значения. При угловом шве, определить его высоту довольно сложно, поскольку нет плоскости, от которой можно оттолкнуться. Поэтому для оценки качества таких соединений измеряют ширину шва, катет и глубину провара (методами разрушающего и неразрушающего контроля).
Что такое катет сварочного шва
Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG).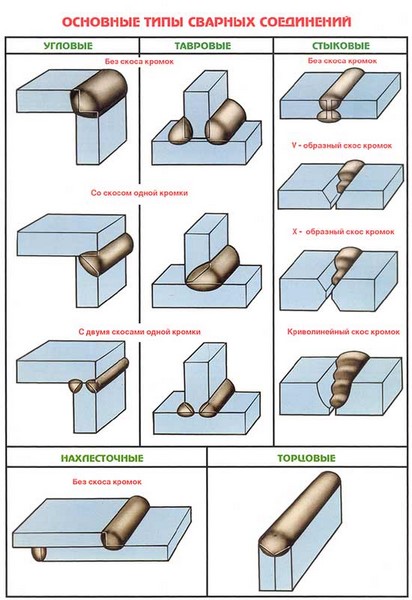
Выбор катета
Сама поверхность сварочного шва на угловых соединениях бывает:
-
Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм.
-
Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.
-
Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.
Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
T=S*cos45º
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0. 7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
| Толщина заготовок, мм | Тип соединения | Минимальный катет шва, мм |
|---|---|---|
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 17-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | 6-8 |
| 4-5 | Тавровое с односторонним проваром или угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром или угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром или угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром или угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром или угловое с односторонним проваром | 9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения.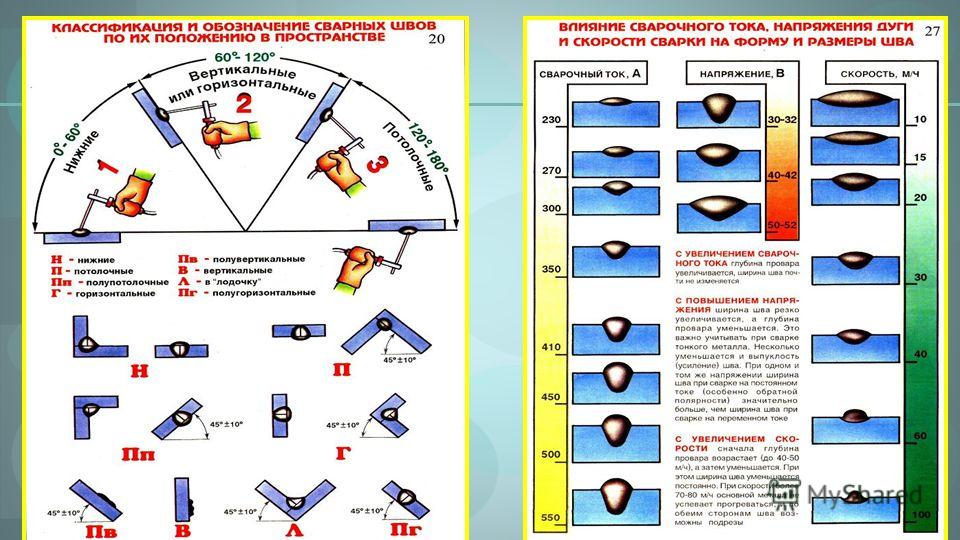 При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
При сварке деталей с разной толщиной катет выбирается по большему показателю. Например, если вы свариваете заготовки сечением 5 и 10 мм с проваром только с одной стороны, катет шва должен быть 6 мм (берется из расчета, как будто две стороны имеют толщину 10 мм). Если ориентироваться на тонкую сторону, то получится слабое усиление на толстом металле и соединение будет ненадежным. Но в таком случае важно правильно выбрать силу тока и варить с определенной техникой ведения дуги.
Последствия неправильного вычисления катета
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
-
Направленность горелки или электрода. Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва.
-
Положение изделия в пространстве.
 Получить равномерный шов на угловом соединении легче, разместив изделие “в лодочку”. Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
Получить равномерный шов на угловом соединении легче, разместив изделие “в лодочку”. Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
-
Скорость ведения дуги. При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия.
-
Сила тока. Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом.
-
Индуктивность.
 Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
-
Характеристики присадочного металла. Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
Проверка качества шва
На заводах и других предприятиях, где производится сварка ответственных конструкций, предъявляются строгие требования к получаемым швам. Они не должны содержать подрезы, поры, непровары, трещины, наплывы. Нередко сварщики получают прямые указания, какой катет требуется (например, все швы должны быть с катетом 6 или 8 мм). Несоблюдение требования ведет к замедлению производства, выговорам и денежному взысканию.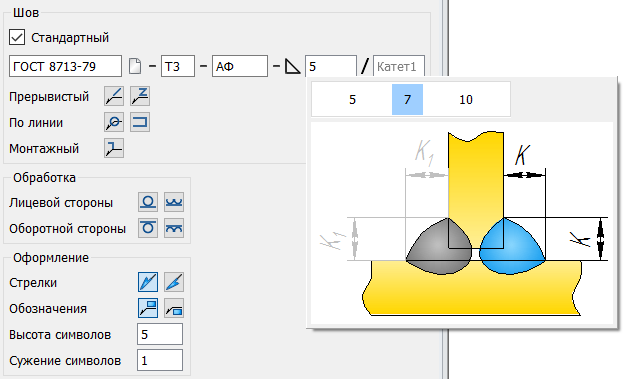
После сварки нужно проверить качество шва, включая катет. Чтобы не заниматься постоянными вычислениями, есть универсальные приборы и инструменты. Рассмотрим все существующие способы.
Неразрушающий контроль
Замер катета шва проводится очень быстро при помощи калибромера. Инструмент с вырезами упирается в стенку изделия и вторым концом наставляется на границу шва. Это показывает катет одной стороны. Перевернув калибромер наоборот и приставив к другой стенке, получаем второй катет.
Второй способ проверки катета — прикладывание стандартного шаблона. Это набор пластин с вырезами на торце. Форма выреза имеет разную ширину и линию гипотенузы. Рядом с каждым торцом выгравирована пометка со значением катета. Поочередно прикладывая торцы шаблона к созданному шву, подбирают наиболее подходящий по ширине и высоте поверхности. Найдя соответствующий, получают значение его катета.
Остальные параметры шва проверяют при помощи:
- рентгеновского излучения;
- ультразвукового обследования;
- гидравлического давления;
- раствора аммиака, керосина;
- внешнего контроля визуальным путем;
- воздушного давления;
- магнитографического способа;
- капиллярного контроля.

Разрушающий контроль
Точно определить катет сварного шва можно на заготовке, срезав край соединения, чтобы получить доступ к его сечению. Прочертив прямую линию по наружным плоскостям сторон, легко измерить грани полученного треугольника.
Среди других методов разрушающего контроля, показывающего качество соединения (методы не относятся к проверке катета) бывают:
- просверливание шва;
- давление на сжатие сторон;
- давление на разведение сторон;
- выкручивание сторон.
Понимая, что такое катет сварного шва, зная его оптимальные параметры, зависящие от толщины металла, получится выполнять качественные соединения. После сварки вы сможете проверить катет на вертикальной и нижней сторонах, чтобы убедиться в соответствии требованиям.
Ответы на вопросы: на что влияет катет сварного шва
Какой шаблон выбрать для измерения катета шва?
СкрытьПодробнее
Большинство сварщиков пользуются шаблоном УШС-2, содержащим 3 пластины с двумя выемками на каждой. Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Можно ли проверить катет шва прибором Ушерова-Маршака?
СкрытьПодробнее
Хотя в некоторых инструкциях к инструменту сказано, что можно, но у него нет такой функции. Он показывает высоту валика углового шва, а это не катет.
Как размер катета обозначается на чертежах по сварке?
СкрытьПодробнее
На чертежах для сварщиков значение катета помечается рисунком равнобедренного треугольника, лежащем на левом боку. Рядом прописывается цифра, указывающая на количество миллиметров.
Как добиться глубокого проплавления при малом катете?
СкрытьПодробнее
Иногда, при сварке толстого металла 5-10 мм, для высокого катета просто нет места (рядом близко расположены другие жесткие элементы конструкции или сварка ведется через узкое монтажное отверстие, ограничивающее угол установки электрода). Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Как связаны между собой предел текучести стали и катет шва?
СкрытьПодробнее
Чем выше предел текучести свариваемого металла, тем больше должен быть катет шва. Обычно разделяют значения до 400 МПа и 400-500 МПа.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Катет сварного шва: правила расчета и выбора
Из этого материала вы узнаете:
- Определение катета сварного шва
- Расчет катета сварного шва
- Измерение катета сварного шва
- Правила выбора катета сварного шва
- Факторы, влияющие на катет сварного шва
- Проверка качества сварного шва
Катет сварного шва наряду с другими параметрами (высотой, длиной, шириной и т. д.) определяет качество всего соединения. От правильности его расчета зависит, насколько прочным получится стык и сможет ли изделие выполнять свои функции.
Несмотря на кажущуюся простоту расчета, при выборе катета имеются свои «подводные камни». В нашей статье мы расскажем, в чем важность этого параметра, рассмотрим способы его вычисления, а также разберем ошибки, которые связаны с величиной катета сварного шва.
Определение катета сварного шва
Сварка позволяет создать прочное соединение на изделии из металла, способное служить долгие годы. Однако при формировании швов важно учитывать целый ряд нормативов. Так, катет сварного шва определяет, смогут ли тяжелые металлоконструкции крупных размеров справляться с постоянными эксплуатационными нагрузками.
Но, прежде чем разбираться, как определить катет сварного шва, следует понять, о чем идет речь, и какие функции ложатся на катет в конструкциях.
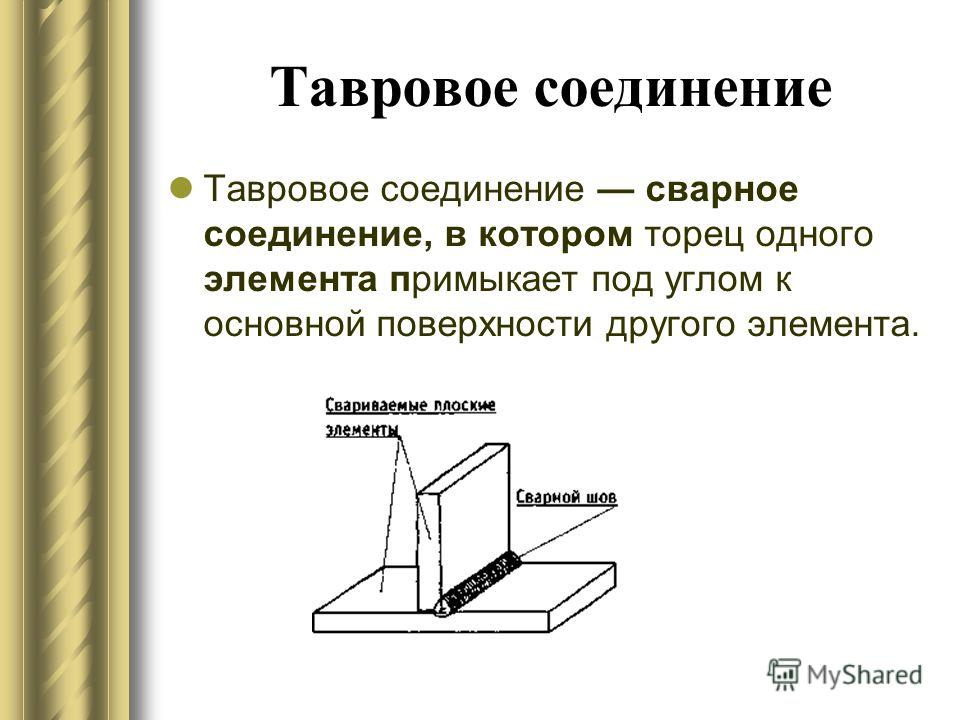
Правильно выполненное угловое сварное соединение в разрезе имеет форму равнобедренного треугольника. А расстояние от начала одного стыкового соединения до конца второго и является его катетом. Иначе говоря, так называют длину плоскости наибольшего треугольника, имеющего равные стороны и не выходящего за пределы поперечного сечения.
VT-metall предлагает услуги:
Размер катета определяет прочность сварного шва. Допустим, при данном минимальном показателе не стоит ждать высокой прочности, что объясняется малой площадью сечения.
Тогда как слишком большое значение чревато деформацией металла, связанной с увеличением объема наплавки. Кроме того, большая величина вызывает увеличение энергозатрат в процессе сварки.
Расчет катета сварного шва
Сечение углового сварного шва близко по форме к треугольнику, поэтому вычислить высоту и длину его сторон можно таким образом:
T = S × cos45°,
где:
T – искомая величина катета сварного шва;
S – ширина валика/гипотенуза треугольника;
cos45° – стандартное значение, имеющее коэффициент 0,7.
Разберем расчет на примере. Допустим, есть угловое соединение, у которого валик имеет ширину 5 мм. Тогда вычисление выглядит таким образом: 5 × 0,7 = 3,5 мм. То есть катет равен 3,5 мм.
Стоит отметить, что данная формула может использоваться, если наплавленный металл равномерно закрывает обе стороны углового соединения.
На данный момент установлены точные параметры сварного шва для деталей любой толщины – все показатели были получены опытным путем. Чтобы сформировать прочное соединение и не допустить перерасхода присадки, рекомендуется придерживаться таких показателей:
|
Толщина заготовок, мм |
Вид соединения |
Минимальный катет сварного шва, мм |
|
4-5 |
Тавровое с двухсторонним проваром |
4 |
|
6–10 |
Тавровое с двухсторонним проваром |
4-5 |
|
11–16 |
Тавровое с двухсторонним проваром |
4–6 |
|
17–22 |
Тавровое с двухсторонним проваром |
5–7 |
|
23–32 |
Тавровое с двухсторонним проваром |
6 |
|
4-5 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
5 |
|
6–10 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
6 |
|
11–16 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
7 |
|
17–22 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
8 |
|
23–32 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
9 |
Получается, что катет сварного шва имеет величину в 30-100% от толщины заготовки, и чем последняя тоньше, тем он ближе по размеру к сечению детали. Если необходимо соединить элементы различной толщины, при выборе катета учитывают больший показатель.
Так, сваривая детали сечением 5 и 10 мм с проваром с одной стороны, необходимо обеспечить катет в 6 мм. Во время подобной операции считают, что толщина обеих сторон составляет 10 мм.
Если за основу брать характеристики тонкой стороны, усиление на толстом металле окажется слабым и получится ненадежное соединение. Правда, не менее важно грамотно подобрать силу тока и вести дугу в соответствии с определенной техникой.
Помимо большого катета шва сварного соединения, слишком маленький тоже становится проблемой неопытных сварщиков. Здесь на кромках остается недостаточно наплавленного металла, из-за чего снижаются прочностные характеристики соединения. Поэтому при изломе или вибрации шов треснет, не справившись с нагрузкой.
Хотя малый катет позволяет сократить количество необходимых расходников, он подходит лишь для неответственных соединений, допустим, при изготовлении мангала, стола, пр.
Другая распространенная ошибка – формирование несимметричного катета, где нижняя полка шва оказывается очень широкой, а верхняя – короткой. Это объясняется ошибкой при выборе техники и режима, из-за чего горячий металл просто стекает вниз.
Внешне шов выглядит широким, но на самом деле он только немного находит на вертикальную сторону. В результате соединение неспособно выдерживать значительные нагрузки.
Измерение катета сварного шва
При определении интересующего нас показателя используют различные шаблоны по высоте катета (если в чертеже для обозначения катета сварного шва использована буква «z»), по толщине шва (если обозначен как «а») или по длине гипотенузы (отсутствуют обозначения).
Стоит пояснить, что гипотенузой называется самая длинная сторона прямоугольного треугольника, расположенная напротив прямого угла. Во время сварочных работ роль гипотенузы играет лицевая часть шва.
Шов может иметь разные виды усиления. Для замера катета с любым усилением чаще всего применяют универсальные шаблоны, такие как WG01, WG1, WG2+.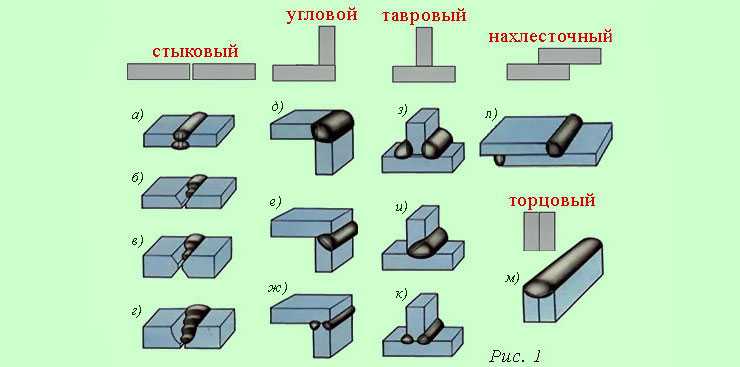 Указанные шаблоны измеряют длину катета сварного шва, не затрагивая усиление, то есть гипотенузу.
Указанные шаблоны измеряют длину катета сварного шва, не затрагивая усиление, то есть гипотенузу.
Немного менее удобны шаблоны с плоскими гранями, так как предполагают определение размеров катета за счет измерения гипотенузы. Недостаток этого подхода кроется в том, что он не позволяет измерять шов с усилением или валиком. Поэтому для оценки длины катетов на усиленных швах выбирают шаблоны, которые имеют вогнутую сторону или гипотенузу.
Либо замеры могут производиться по толщине шва при помощи шаблона Ушерова-Маршакова, если в чертеже перед размером стоит «a».
Правила выбора катета сварного шва
От катета зависит надежность конструкции, поскольку он влияет на площадь соединения элементов и наливочного материала. При грамотном выполнении сварочных работ нагрузка равномерно распределяется по всей площади контакта деталей, благодаря чему изделие справляется, например, с сильными ударами.
Однако не стоит полагать, что большой шов – это гарантия высокой надежности. Помимо этого, требуются подробные расчеты нагрузок, не допускается перенапряжение металла, в противном случае есть риск, что деталь согнется и станет непригодной для дальнейшей эксплуатации.
Помимо этого, требуются подробные расчеты нагрузок, не допускается перенапряжение металла, в противном случае есть риск, что деталь согнется и станет непригодной для дальнейшей эксплуатации.
А значит, сварочный стык должен выбираться под конкретные задачи и свариваемые материалы. Поэтому, задавая размеры катета сварного шва, нужно знать, какие характеристики от него требуются. Основным показателем является форма: важно, чтобы соединение было однородным, равномерным – проверить эти свойства можно просто визуально.
Если говорить подробнее, хороший шов имеет одинаковую высоту и ширину по всей площади контакта. Тогда нагрузки равномерно распространяются вдоль всего соединения.
Говоря о таком свойстве, как однородность, важно учитывать, что материалы, имеющие разный состав, обычно плохо свариваются. Избежать дефектов позволяет правильный выбор электродов.
Также необходимо, чтобы шов имел правильное геометрическое расположение и максимально охватывал соединяемые заготовки.
Глубина провара является еще одним значимым показателем, ведь если детали не контактируют по всей доступной площади, изделие не справится с серьезными нагрузками.
Специалисты заранее просчитывают все характеристики стыка, добиваясь таким образом максимальной прочности конструкции. Чтобы работать по аналогичной схеме, важно уметь рассчитать катет сварного шва – тогда удастся задать ему нужные параметры и выбрать необходимый подход к проведению работ.
Шов рассчитывают на основании типа обрабатываемых заготовок, точнее, учитывают все параметры материалов, такие как размеры, ширина, пр. Нужно понимать, что от толщины и длины изделия зависят его стойкостные характеристики.
Длина считается основным показателем при расчете и выборе типа шва, ведь она влияет на прочность соединения. Если длина достаточно большая, возрастает расход материалов изделия, а также становится возможной их деформация.
Избежать дефектов получится, создав качественное и надежное металлическое изделие при помощи шаблонов – обычно достаточно универсального образца.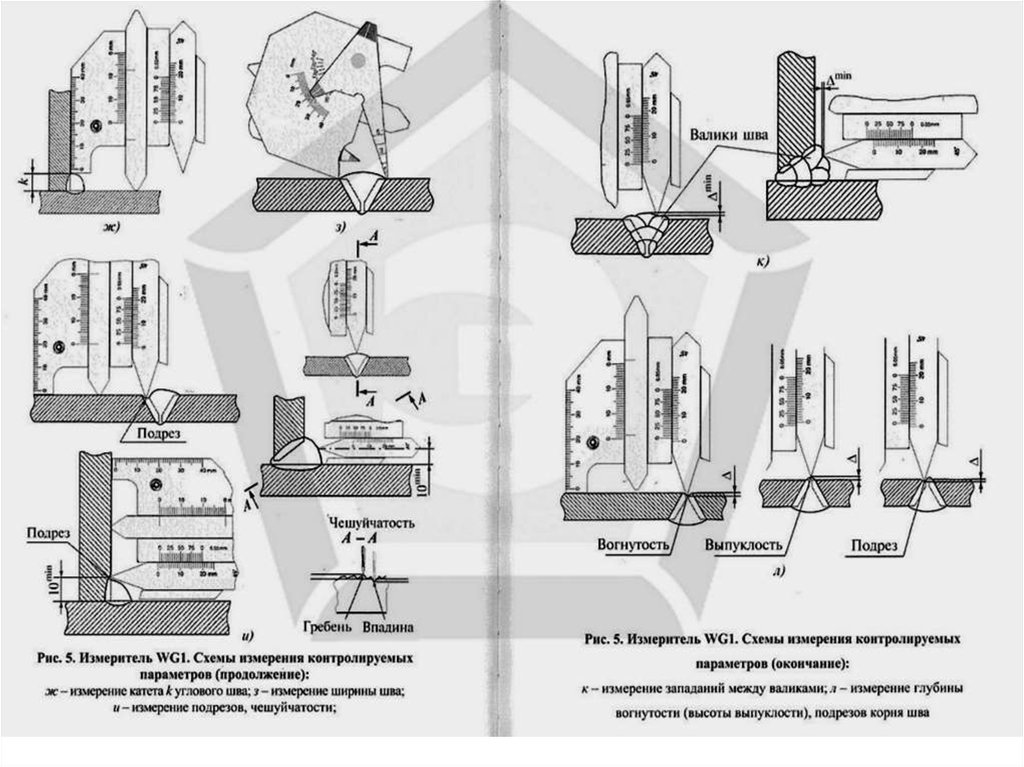
Факторы, влияющие на катет сварного шва
Катет угловых и тавровых сварных швов зависит от таких особенностей:
- Направленность горелки/электрода. Когда при формировании угловых швов электрод или горелку держат под углом 45°, расплавленный металл стекает на нижнюю полку, вызывая занижение вертикального катета. Чтобы изменить высоту катета, получить правильный треугольник в сечении шва, рекомендуется выбрать угол в пределах 20–30°, направив конец электрода на вертикальную поверхность.
- Размещение конструкции. Шов на угловом соединении с большей вероятностью получится равномерным, если изделие будет находиться в положении «в лодочку». Это позволяет обеспечить ровную поверхность сварочной ванны, ведь металлу некуда стекать, поэтому он одинаково покрывает кромки обеих заготовок.
- Скорость перемещения дуги. Слишком быстрое движение приводит к образованию узкого шва с маленьким катетом. За счет сварки с задержкой добиваются увеличения катета и высоты шва.
 Лучше всего подбирать скорость на черновой заготовке, чтобы иметь возможность проверить разные варианты и после этого браться за работу на ответственной конструкции.
Лучше всего подбирать скорость на черновой заготовке, чтобы иметь возможность проверить разные варианты и после этого браться за работу на ответственной конструкции. - Сила тока. Недостаточный показатель приводит к поверхностному наложению присадки, не обеспечивая полноценного проплавления металла. В итоге соединение оказывается ненадежным, несмотря на значительный катет сварного шва. Избыточная сила тока обеспечивает глубокое проплавление, однако приводит к повышенной текучести металла. Из-за этого на вертикальной стороне образуются дефекты, которые называются подрезами.
- Индуктивность. Данный показатель определяет скорость переноса капли расплавленного металла во время сварки полуавтоматом. При помощи грамотной настройки удается качественно прогреть заготовку, наложить аккуратный шов, параллельно снизив количество брызг металла.
- Свойства присадки. При наличии в стержне плавящегося электрода или проволоки полуавтомата высокотемпературных добавок получается более густая сварочная ванна, а это влечет за собой увеличение размеров катета сварного шва.
 Тогда как низкотемпературные сплавы быстрее растекаются, что приводит к снижению интересующего нас показателя.
Тогда как низкотемпературные сплавы быстрее растекаются, что приводит к снижению интересующего нас показателя.
Проверка качества сварного шва
Невозможно добиться надежного, крепкого соединения лишь благодаря правильному расчету размеров катета сварного шва. Необходимо также соблюдать технологию работ, отслеживать, чтобы шов по всей длине был однородным и равномерным.
Убедиться в прочности и большом сроке службы соединения можно при помощи нескольких методов, среди которых наиболее популярными считаются:
- Разрушающий. Испытания осуществляют на специальных макетах, что позволяет оценить прочность стыков и всей конструкции. Для этого изделие подвергают повышенным механическим нагрузкам, химическим, металлографическим исследованиям, пр.
- Неразрушающий. Сюда входит визуальный осмотр, проверка при помощи магнитных волн, ультразвука и иных приборов.
Рекомендуем статьи
- Типы сварных швов: отличия от соединений и описание разновидностей
- Как варить электросваркой: технология и важные правила
- Конденсаторная сварка: особенности процесса
Для проведения визуального контроля мастеру не требуются специальные навыки или дорогостоящее оборудование. Однако данный метод не позволяет выявить все проблемы. Чтобы не допустить формирования дефектов на сварочном шве, стоит выполнять такие рекомендации:
Однако данный метод не позволяет выявить все проблемы. Чтобы не допустить формирования дефектов на сварочном шве, стоит выполнять такие рекомендации:
- в месте проведения сварочных работ недопустим сквозняк, сильный ветер, так как подобные условия чреваты формированием пористого шва;
- не превышайте допустимую силу сварочного тока, чтобы не нарушить структуру металла;
- зазор подбирается в соответствии с толщиной обрабатываемого металла;
- работайте с короткой дугой;
- не допускайте попадания воды на металл или электроды, используя постоянный ток;
- шов должен иметь одинаковую ширину по всей своей длине, ведь даже небольшие отклонения приводят к неравномерному распределению нагрузок и повышенному риску растрескивания соединения с его дальнейшим полным разрушением;
- важно, чтобы глубина провара была равномерной, иначе вероятны внутренние трещины;
- при выборе электродов учитывайте их диаметр и состав, ведь, например, для выпуклых валиков необходимы расходники, обеспечивающие вязкую и густую консистенцию металла – жидкий расплав приведет к формированию вогнутой линии.

Выбранный режим влияет на качество сварки и форму соединения между заготовками. Чтобы увеличить глубину и сократить ширину шва, необходимо передвигать электрод с большей скоростью. Если нужно уменьшить глубину и увеличить ширину, стоит изменить напряжение.
Эти несложные советы вместе с правильными расчетами катета сварного шва позволяют добиться высокого качества и значительной прочности соединений.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что такое катет сварочного шва? Как рассчитать и измерить катет сварного шва
Содержание
- Что такое катет шва при сварке и какие критерии его контроля?
- Особенности стыкового и углового соединения заготовок
- Разновидности швов и геометрия стыков
- Катет в сварочном соединении
- Геометрия сварочного шва
- Оптимальная геометрия углового шва
- Виды швов в процессе сварки
- Свойства качественного шва
- Критерии выбора катета сварочного стыка
- Влияние катета на геометрические параметры углового шва
- Размер катета углового шва
- ГОСТ катетов стыковых швов
- Геометрия сварного шва
- Свойства
- Выбор катета шва
- Как измерить катет сварного шва
- Как рассчитать катет сварного шва
- Как провести расчеты катета сварочного стыка
- Как рассчитать катет с учетом толщины исходного материала
- Расчет размера катета с применением математических формул
- Как вычислить размер катета для соединения 1 м
- Другие способы визуального вычисления катета
- Влияние скорости и режима сварки
- Зачем нужен расчет катета
- Как контролировать процесс
- Последствия неправильного вычисления сварного катета
- Нормативные документы
- Влияние скорости и режима сварки
- Оптимальная геометрия углового шва
- Ошибки при неверном вычислении катета сварного шва
- Вместо заключения
Что такое катет шва при сварке и какие критерии его контроля?
Сварочные соединения характеризуются несколькими параметрами.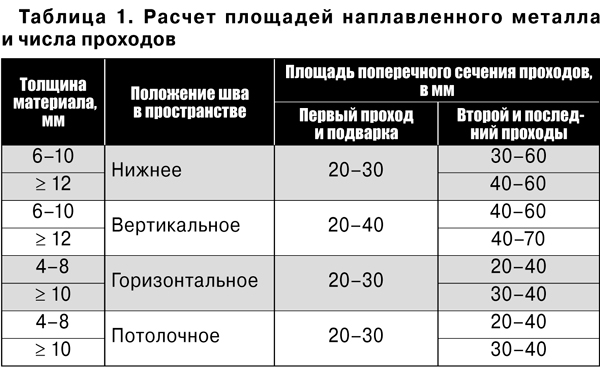 К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
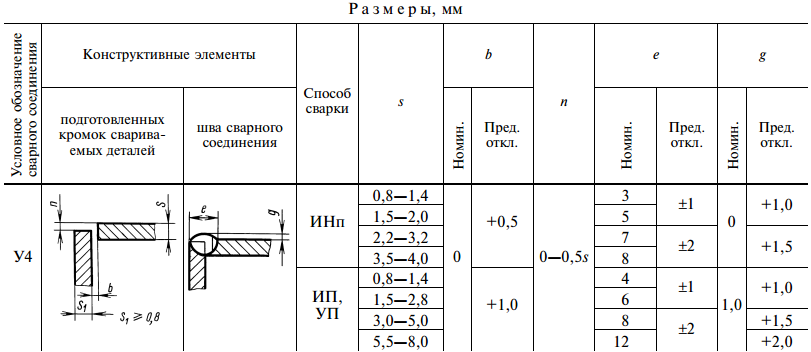
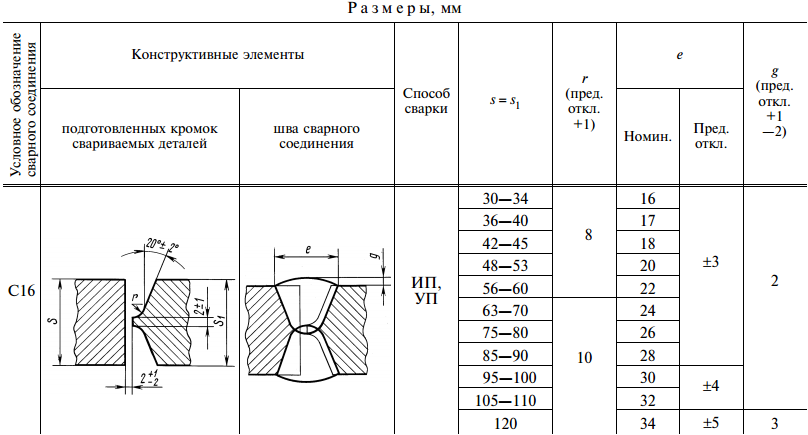
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой.
 Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
Детали расположены в одной плоскости, торцы их стенок упираются один в другой. - Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй — вдоль боковых по обеим сторонам.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
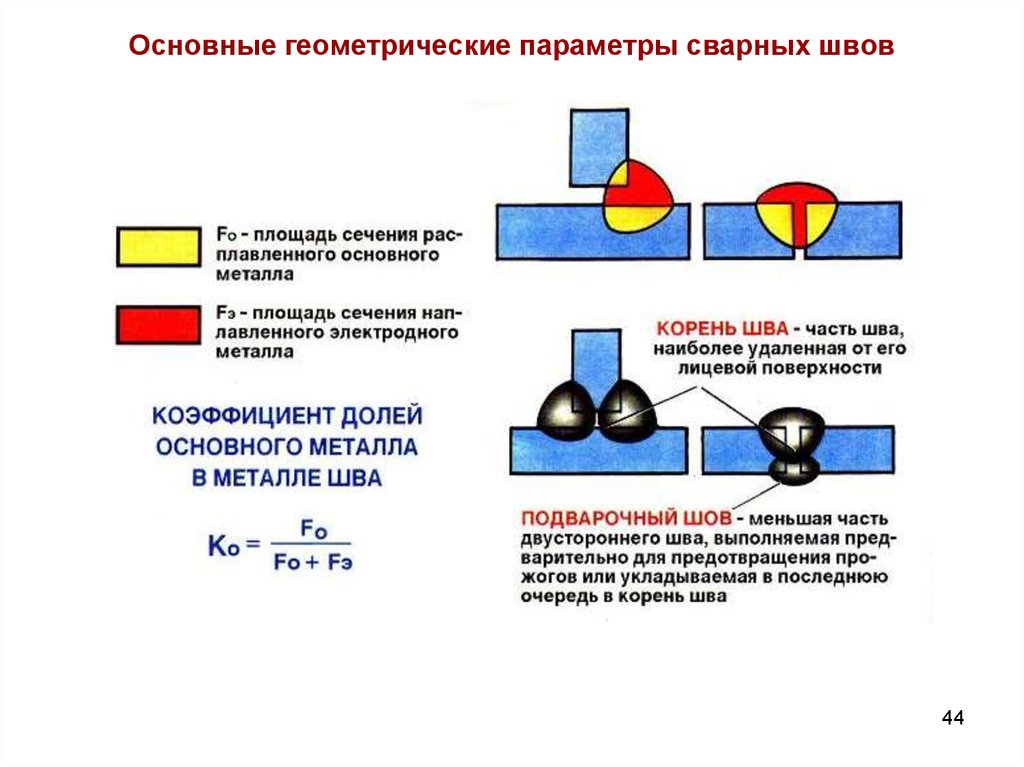
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня — наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
Длина сварного шва.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей.
Длина каждой из них – это катет углового шва.
Данный параметр характеризует:
- Прочность конструкции. С увеличением размеров усиления, а значит, и его катетов, возрастают объем наплавки и площадь ее прилегания к деталям. Соответственно, повышается стойкость соединения к нагрузкам.
- Качество шва. При соблюдении технологии оба катета равны. Невыполнение этого условия свидетельствует об отклонении дуги в сторону, в результате чего одна из заготовок удерживается слабо. По этой причине снижается прочность конструкции.
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Оптимальная геометрия углового шва
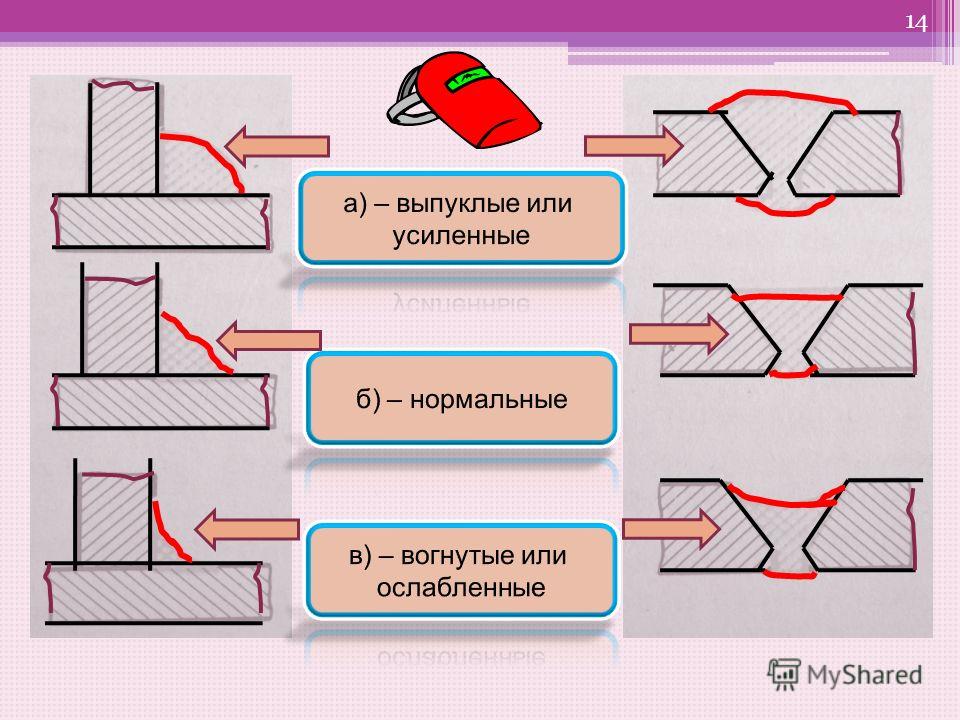
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.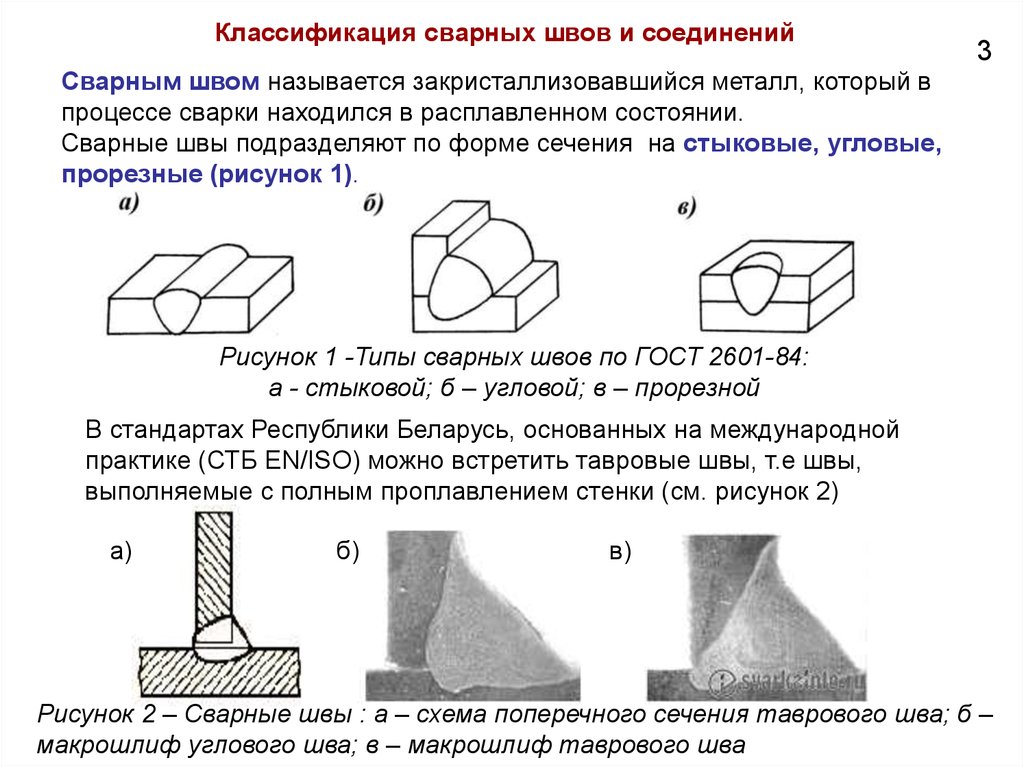
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Размер катета углового шва
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки.
Согласно расчетной нагрузке выбирают катет углового шва.
Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.
Схема определения катета сварного шва
Применяя шаблон на практике, придерживаются таких условий:
- для соединения листов, имеющих толщину меньше 4 мм, катет углового шва принимают равным этой величине;
- при больших поперечных размерах металла за необходимую величину катета сварочного шва берут 40% от толщины деталей плюс 2 мм к получившейся цифре.
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:
Таблица минимальных катетов углового шва
- увеличит расход материала;
- поднимет стоимость строительных работ;
- спровоцирует деформацию изделия.
Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Геометрия сварного шва
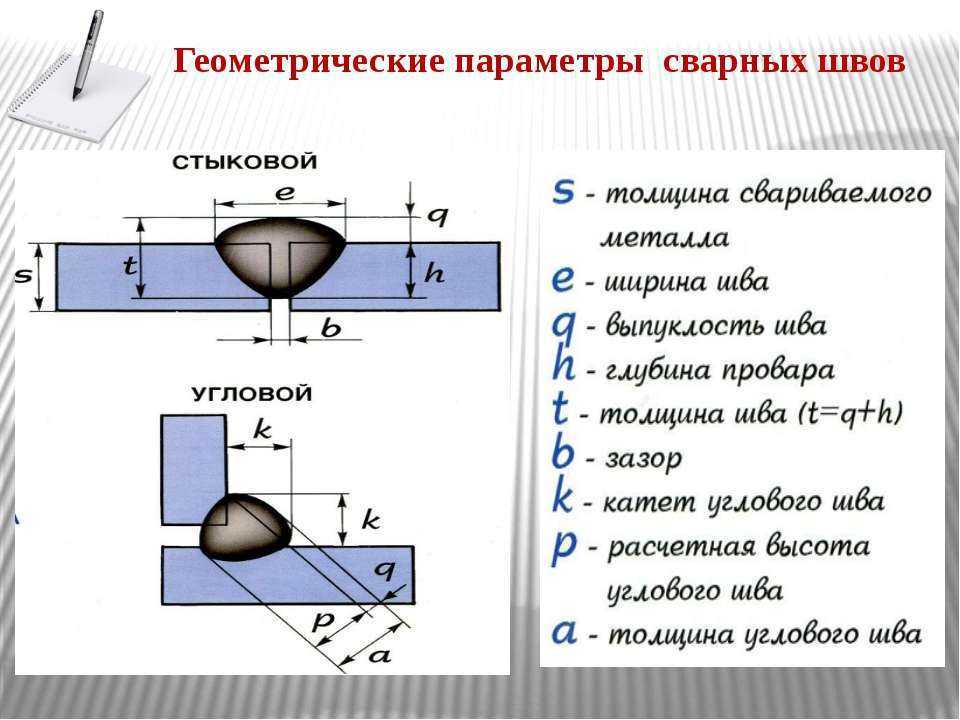
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Итоговый размер катета соединения и будет искомой величиной.
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
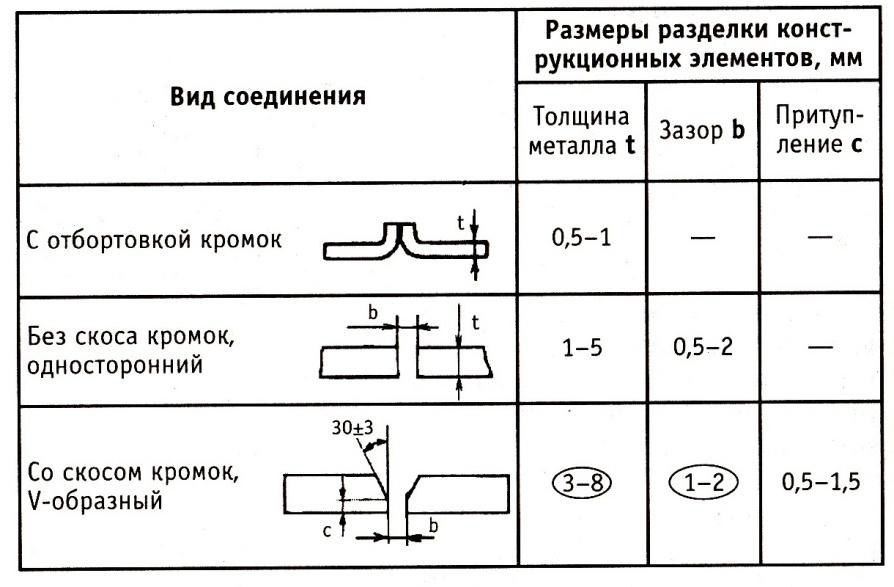
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.
Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.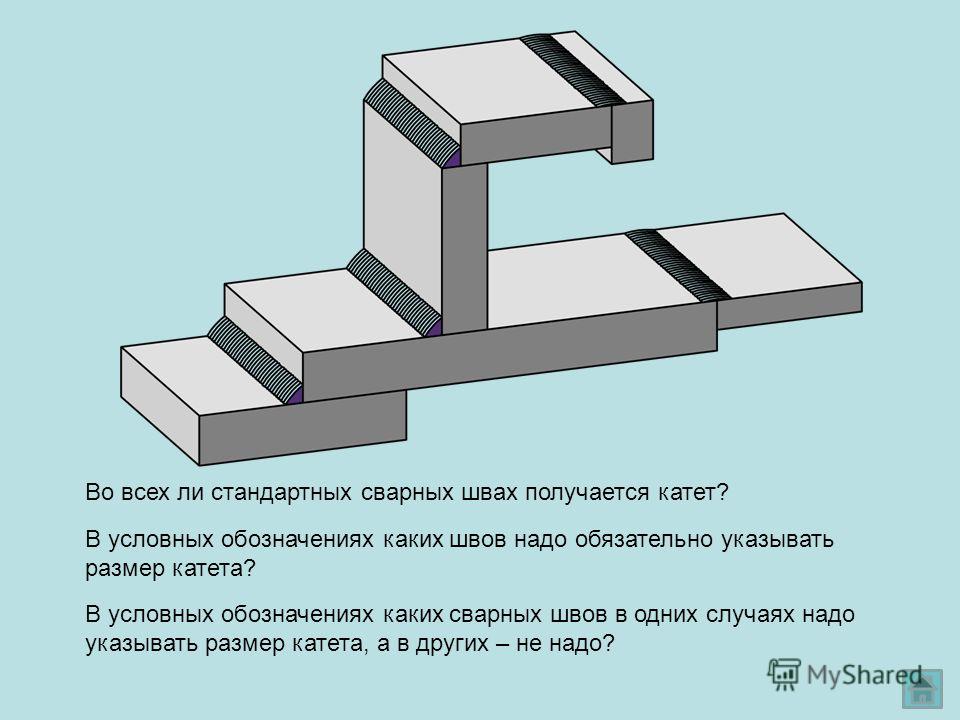
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.

Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.
ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам.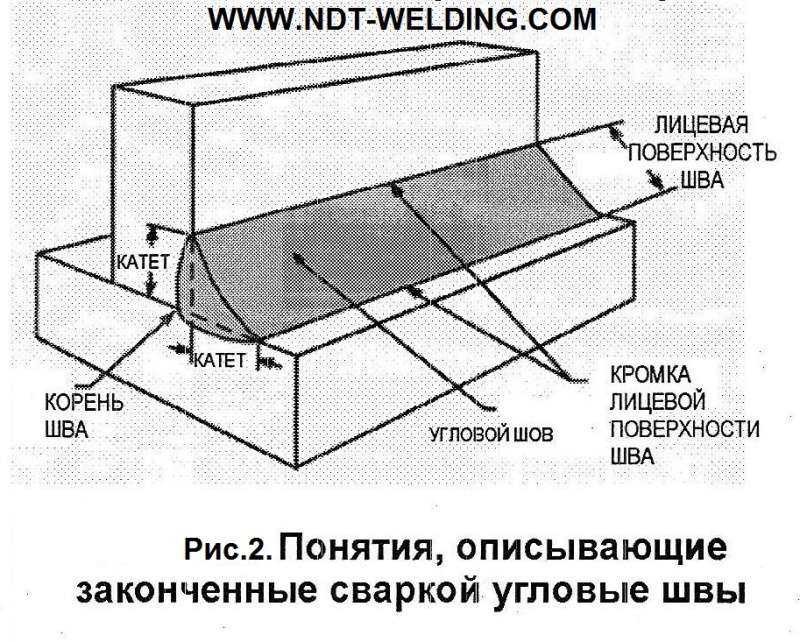 Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:
L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой
К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет
К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4.
 Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.

- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.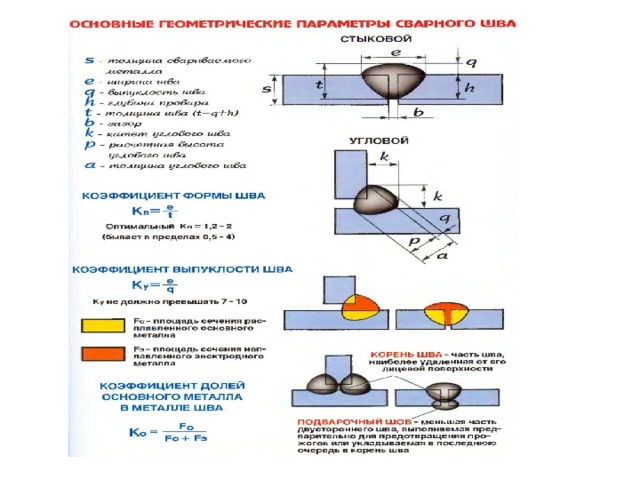
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.
Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.

- Капиллярный метод.
- Магнитное зонирование.
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета.
 При избытке возможен непровар.
При избытке возможен непровар. - При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва.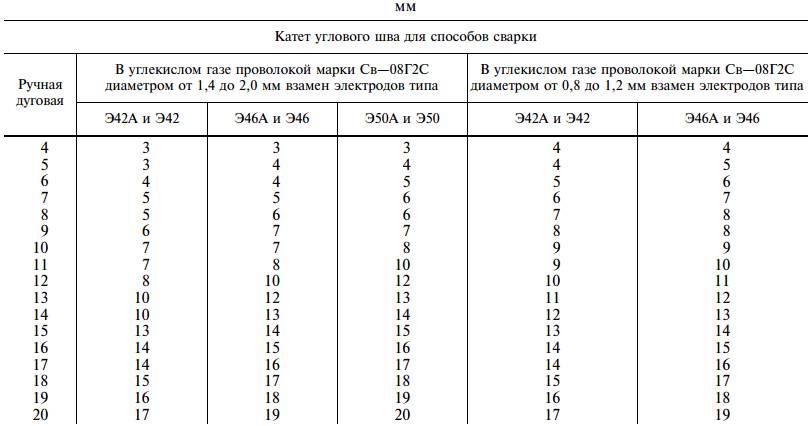 Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Источники
- https://elton-zoloto.ru/metalloprokat/chto-takoe-katet-svarnogo-shva.
 html
html - https://intehstroy-spb.ru/spravochnik/chto-takoe-katet-shva-pri-svarke-i-kakie-kriterii-ego-kontrolya.html
- https://forte-drilling.ru/tehspravochnik/katet-shva-pri-svarke.html
- https://svarkaved.ru/tekhnologii/shvy-i-soedineniya/raschet-kateta-shva-pri-svarke
- https://obrmetalla.ru/izmerenie-kateta-svarnogo-shva.html
- https://svarkaed.ru/svarka/poleznaya-informatsiya/rasschet-kateta-svarnogo-shva.html
- https://osvarka.com/shvy-i-soedineniya/katet-svarnogo-shva
- https://MetalListen.ru/oborudovanie/katet-shva-pri-svarke.html
- https://electrod-svel.ru/tehnika-svarki/chto-takoe-katet-svarnogo-shva.html
- https://WikiMetall.ru/metalloobrabotka/katet-svarnogo-shva.html
Сварные соединения. Беспокоиться или нет?
Сварные швы и болты – наиболее сложные элементы с точки зрения моделирования узлов. Заготовки в Excel могут немного упростить их расчёт. Моделировать такие соединения в FEA программах весьма сложно ввиду отсутствия готовых моделей и наборов для болтов и сварки.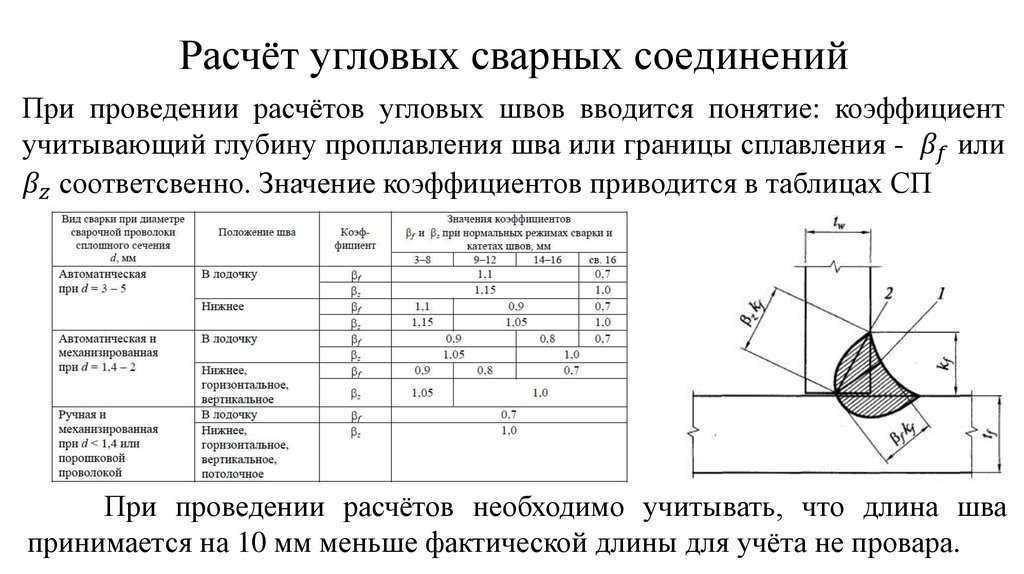 Для решения этих задач был разработан КМКЭ и реализован в программе IDEA StatiCa.
Для решения этих задач был разработан КМКЭ и реализован в программе IDEA StatiCa.
Модель сварных швов в КМКЭ
В решатель IDEA StatiCa заложена уникальная методика, которая носит название Компонентного метода конечных элементов (КМКЭ). Модель сварных швов, используемая в КМКЭ, подробно описана и верифицирована на соответствие различным нормам проектирования. Прочность и деформативность модели сварных швов также сравнивалась с результатами в известных научно-вычислительных программах.
Есть несколько подходов к описанию сварных швов в численных моделях. Большие деформации делают механический анализ более сложным. Здесь могут быть использованы различные способы описания сетки конечных элементов, кинетические и кинематические переменные, а также сложные модели. Как правило, в расчётах используются различные типы геометрических 2D и 3D моделей, и, как следствие, разные типы конечных элементов в зависимости от требуемой точности. Наиболее часто применяемой моделью материала является общая пластическая модель, не зависящая от времени, с критерием текучести по фон Мизесу.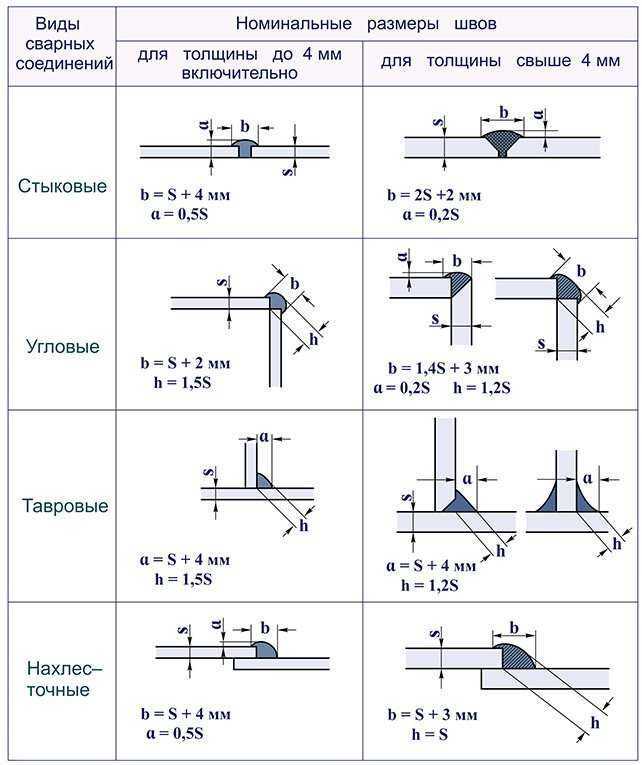 Остаточные напряжения и деформации, вызванные свариванием деталей, в расчётной модели не учитываются.
Остаточные напряжения и деформации, вызванные свариванием деталей, в расчётной модели не учитываются.
Передача нагрузки на соседнюю пластину описывается совместностью усилий и деформаций, сформулированной на основе Лагранжиана. Такое соединение называется многоузловым объединением ( МО, multi-point constraint, MPC, в английском варианте). Оно связывает узлы конечно-элементной сетки одной пластины с гранью или поверхностью другой пластины. Узлы не соединяются напрямую. Преимущество такого подхода – возможность соединять пластины с несогласованными сетками конечных элементов (сетки различной плотности). Эти ограничения позволяют моделировать срединную поверхность свариваемых пластин с небольшим смещением, соответствующим реальной конфигурации сварного шва и его толщине. Распределение нагрузки по сварному шву наследуется от МО (МРС), а напряжения вычисляются в сечении шва. Этот момент очень важен при распределении напряжений в пластине, расположенной под сварным швом при моделировании Т-образных соединений.
В наших Теоретических основах вы можете найти больше информации об особенностях моделирования сварных швов в КМКЭ и верификации их моделей.
Если вы хотите узнать больше о КМКЭ в общем, то Общие теоретические основы – это определённо то, что вам нужно для начала.
Сварные швы в нормативных методиках
Проверка сварных швов по СП 16
В IDEA StatiCa можно задавать швы с полным проваром или угловые швы, они могут быть непрерывными по всей длине граней соединяемых деталей, частичными или прерывистыми. Швы с полным проваром считаются равнопрочными материалу соединяемых деталей и поэтому не проверяются. В случае угловых швов между интерполяционными кинематическими вставками, соединяющими пластины, добавляется специальный упругопластический элемент сварки. Материал этого элемента работает идеально-упруго-пластически, что позволяет перераспределять напряжения с более нагруженных элементов сварного шва на менее нагруженные и получить прочность шва, схожую с ручным расчётом в случае произвольных сварных швов или тавровых сварных швов в соединениях, не подкреплённых рёбрами жёсткости. Проверка выполняется для самого нагруженного элемента сварного шва.
Проверка выполняется для самого нагруженного элемента сварного шва.
Самый нагруженный элемент углового сварного шва проверяется согласно п. 14.1 СП 16. Длина сварных швов в расчётах берётся равной фактической за вычетом 1 см на каждом непрерывном участке согласно п. 14.1.16 СП 16.13330.2017.
Проверка по металлу шва выполняется по формуле:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Аналогичным образом выполняется проверка по металлу границы сплавления:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
где:
- N – приведённое усилие сдвига, действующее в элементе сварки
- βf – cкоэффициент проплавления металла шва по Табл. 39 СП 16.13330.2017. Он назначается в Настройках норм и расчётов в зависимости от вида сварки и положения шва (настроек материалов сварки)
- βz – коэффициент проплавления металла границы сплавления по Табл. 39 СП 16.13330.2017. Он задаётся в Настройках норм и расчётов в зависимости от вида сварки и положения шва (настроек материалов сварки)
- kf – катет сварного шва; угловые швы подразумеваются с одинаковыми катетами
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – расчётная длина элемента сварки
- lw = l – 10 mm – расчётная длина элемента сварки
- l – фактическая длина сварного шва
- le – фактическая длина элемента сварки
- \( R_{wf} = 0.
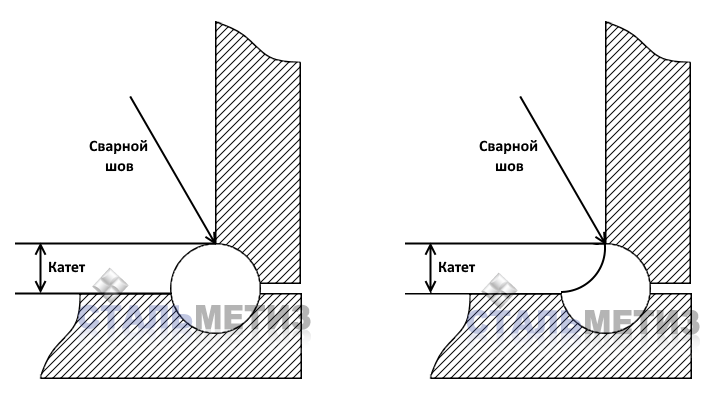 55 \frac{R_{wun}}{\gamma_{wm}} \) – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу шва – СП 16.13330.2017, Таблица 4
55 \frac{R_{wun}}{\gamma_{wm}} \) – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу шва – СП 16.13330.2017, Таблица 4 - Rwz = 0.45 Run – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу границы сплавления – СП 16.13330.2017, Таблица 4
- γc – коэффициент условий работы по Табл. 1 СП 16.13330.2017, может быть изменён в Настройках норм и расчётов
- Rwun – нормативное сопротивление металла швов сварных соединений с угловыми сварными швами по Табл. Г.2 СП 16.13330.2017
- γwm – коэффициент надёжности по металлу шва, принимается равным γwm = 1.25 для Rwun ≤ 490 МПа и γwm = 1.35 в остальных случаях – СП 16.13330.2017, Таблица 4
- Run – временное сопротивление стали соединяемых элементов
| Электрод | Rwun [МПа] | Rwf [МПа] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Положение сварного шва может быть задано при выборе электрода и вида сварки в настройках Норм и расчётов. 2 } \]
2 } \]
Проверка сварных швов по AISC
Проверка выполняется согласно AISC 360 – Chapter J2. Прочность сварных швов CJP groove подразумевается такой же, как прочность металла границы сплавления и не проверяется. Все результаты необходимых проверок, как уже привыкли многие пользователи IDEA StatiCa, выводятся в табличном формате с текстовыми пояснениями.
К конструктивным здесь относятся проверки минимального и максимального размера шва, а также достаточности длины шва. Максимальный размер шва проверяется по AISC 360-16 – J2. Минимальный – по Табл. J2.4. Подробные пояснения к параметрам можно найти в этой статье.
Результаты IDEA StatiCa тщательно проверяются и верифицируются в соответствии с требованиями AISC:
- Стык на сварке
- Соединения на сварке из спаренных уголков
- Простой стык на сварке
- Простой стык на сварке – LRFD
- другие примеры
Будьте уверены в результатах. Ваши решения будут надёжными и полноценными.
Ваши решения будут надёжными и полноценными.
Проверка сварных швов по Еврокоду
Угловые сварные швы проверяются по EN 1993-1-8. В этом случае инженер следит за расчётным сопротивлением и коэффициентами использования сварки.
Для сварных швов используется автоматическое перераспределение пластических деформаций во избежание сингулярности напряжений в элементах сварки. что позволяет передавать напряжения на недогруженные участки сварного шва по его длине в случае текучести других участков.
Здесь также важно помнить о том, что прочность швов с полным проваром считается равной прочности основного металла и в программе они не проверяются.
Чтобы больше узнать о проверке сварных швов по Еврокоду, обратитесь за помощью к нашим Теоретическим основам.
Верификация сварных соединений по Еврокоду:
- Угловые сварные швы в нахлесточном стыке накладок
- Угловые сварные швы в соединении на срезной планке
- Угловые сварные швы крепления уголка к пластине
- Сварной стык жёсткого рамного узла
- другие примеры
Проверка сварных швов по другим нормам
Многие из вас уже знают, что IDEA StatiCa позволяет выполнять проверку стальных узлов по нескольким нормативным документам. Кроме описанных выше СП, AISC и Еврокода, в КМКЭ осуществляется проверка сварных швов по следующим нормам:
Кроме описанных выше СП, AISC и Еврокода, в КМКЭ осуществляется проверка сварных швов по следующим нормам:
- Проверка сварных швов по CISC (Канада)
- Проверка сварных швов по AS (Австралия) + Конструктивные требования
- Проверка сварных швов по СП (Россия) + Конструктивные требования
- Проверка сварных швов по GB (Китай) + Конструктивные требования
- Проверка сварных швов по HKG (Гонконг) + Конструктивные требования
- Проверка сварных швов по IS (Индия) + Конструктивные требования
Передача сварных швов c помощью BIM интерфейсов
При моделировании стальных узлов в CAD программах в работе с BIM интерфейсами IDEA StatiCa раньше имелось несколько слабых мест, когда дело доходило до сварных швов. В новой версии IDEA StatiCa 20.1, вышедшей в октябре 2020 года, было реализовано несколько улучшений, полезных для инженеров-проектировщиков, которые значительно ускорили процесс расчёта и конструирования в целом.
Экспорт рекомендованных сварных швов
Иногда в процессе импорта моделей из CAD программ некоторые сварные швы могли пропускаться или не передавались корректно. Для таких случаев теперь есть опция “Добавить рекомендуемые сварные швы”. Когда эта функция активна, программа выполняет проверку отсутствующих, но потенциально необходимых сварных швов. Такие сварные швы затем добавляются в модель и импортируются вместе с остальными компонентами.
Проверка отсутствующих сварных швов
Чтобы избежать сингулярности в модели узла после его импорта в IDEA StatiCa, лучше обязательно проверить, все ли сварные швы на месте. Для этой цели мы добавили новую полезную функцию, которая поможет пользователю быстро находить неприваренные детали узла. Программа сама распознаёт нужные элементы и отображает список всех пластин и их краёв, позволяя быстро и удобно добавить нужные сварные швы.
Вызвать команду можно щелчком правой кнопки мыши на заголовке Операции дерева проекта в правой части рабочей области.
Заключение
Расчёт узлов в IDEA StatiCa – это верифицированный КМКЭ метод, в который заложена верифицированная модель сварных швов, отражающая реалистичное распределение напряжений в конструкции, позволяющая выполнять все необходимые нормативные проверки и соединять пластины с несогласованными сетками конечных элементов. С валидацией результатов можно ознакомиться в примерах, выполненных по каждым нормам. Конечно-элементная модель узла в IDEA StatiCa создаётся автоматически, что является большим преимуществом для любого программно-вычислительного комплекса на основе МКЭ. Не так давно было реализовано несколько улучшений, позволяющих ускорить процесс импорта узлов из CAD систем.
Сварка деталей – отличный технологический приём, очень полезный в конструировании стальных узлов. Однако, для расчёта и проверки сварных швов по нормам инженеру необходим точный и высокотехнологичный инструмент. И IDEA StatiCa как нельзя лучше подходит под это определение. Она будет незаменима в работе с любыми вашими проектами.
Попробуйте IDEA StatiCa бесплатно
Хотите улучшить свои навыки по моделированию и расчёту узлов? Пройдите онлайн-курс на платформе IDEA StatiCa Campus.
ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 5264–80* «Ручная дуговая сварка.
Соединения сварные. Основные типы, конструктивные элементы и размеры»1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов ГОСТ 16037–80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение соединения | |
| подготовленных кромок | сварного шва | |||||
| Стыковое | С отбортовкой кромок | Односторонний | 1 — 4 | С1 | ||
| 1 — 12 | С28 | |||||
| С отбортовкой одной кромки | 1 — 4 | С3 | ||||
| Без скоса кромок | С2 | |||||
| Односторонний на съемной подкладке | 1 — 4 | С4 | ||||
| Односторонний на остающейся подкладке | С5 | |||||
| Односторонний замковый | 1 — 4 | С6 | ||||
| Двусторонний | 2 — 5 | С7 | ||||
| Без скоса кромок с последующей строжкой | 6 — 12 | С42 | ||||
| Со скосом одной кромки | Односторонний | 3 — 60 | С8 | |||
| Односторонний на съемной подкладке | С9 | |||||
| Односторонний на остающейся подкладке | С10 | |||||
| Односторонний замковый | С11 | |||||
| Двусторонний | С12 | |||||
| С криволинейным скосом одной кромки | 15 — 100 | С13 | ||||
| С ломаным скосом одной кромки | С14 | |||||
| С двумя симметричными скосами одной кромки | 8 — 100 | С15 | ||||
| С двумя симметричными криволинейными скосами одной кромки | 30 — 120 | С16 | ||||
| С двумя несимметричными скосами одной кромки | 12 — 100 | С43 | ||||
| Со скосом кромок | Односторонний | 3 — 60 | С17 | |||
| Односторонний на съемной подкладке | С18 | |||||
| Односторонний на остающейся подкладке | 6 — 100 | С19 | ||||
| Односторонний замковый | 3 — 60 | С20 | ||||
| Двусторонний | С21 | |||||
| Со скосом кромок с последующей строжкой | 8 — 40 | С45 | ||||
| С криволинейным скосом кромок | 15 — 100 | С23 | ||||
| С ломаным скосом кромок | С24 | |||||
| С двумя симметричными скосами кромок | 8 — 120 | С25 | ||||
| С двумя симметричными криволинейными скосами кромок | 30 — 175 | С26 | ||||
| С двумя симметричными ломаными скосами кромок | 30 — 175 | С27 | ||||
| С двумя несимметричными скосами кромок | Двусторонний | 12 — 120 | С39 | |||
| С40 | ||||||
| Угловое | С отбортовкой одной кромки | Односторонний | 1 — 4 | У1 | ||
| 1 — 12 | У2 | |||||
| Без скоса кромок | 1 — 6 | У4 | ||||
| 1 — 30 | ||||||
| Двусторонний | 2 — 8 | У5 | ||||
| 2 — 30 | ||||||
| Со скосом одной кромки | Односторонний | 3 — 60 | У6 | |||
| Двусторонний | У7 | |||||
| С двумя симметричными скосами одной кромки | Двусторонний | 8 — 100 | У8 | |||
| Со скосом кромок | Односторонний | 3 — 60 | У9 | |||
| Двусторонний | У10 | |||||
| Тавровое | Без скоса кромок | Односторонний | 2 — 40 | Т1 | ||
| Двусторонний | Т3 | |||||
| Со скосом одной кромки | Односторонний | 3 — 60 | Т6 | |||
| Двусторонний | Т7 | |||||
| С криволинейным скосом одной кромки | 15 — 100 | Т2 | ||||
| С двумя симметричными скосами одной кромки | 8 — 100 | Т8 | ||||
| 12 — 100 | Т9 | |||||
| С двумя симметричными криволинейными скосами одной кромки | 30 — 120 | Т5 | ||||
| Нахлесточное | Без скоса кромок | Односторонний | 2 — 60 | h2 | ||
| Двусторонний | Н2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| С1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | +1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| С28 | От 1 до 2 | От s до 2s | 3s + 2 | 0 | +1 | ||
| Св. 2 до 6 |
2s + 3 | ||||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С3 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 |
+1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | е1, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g ±1 |
||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| С7 | 2 | 2 | ±1,0 | 8 | 1,5 | ||
| Св. 2 до 4 | 9 | ||||||
| Св. 4 до 5 | +1,5 -1,0 |
10 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
f ±1 |
е, не более | е1, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
| Св. 8 до 10 |
6 | 9 | 12 | 14 | |||
| Св. 10 до 12 | 8 | 11 | 14 | 16 | |||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±2 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С9 | От 3 до 5 | 3 | 10 | +2 | 4 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | ||||||||
| Св. 8 до 11 | 4 | 18 | |||||||
| Св. 11 до 14 | 22 | 6 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 30 | ||||||||
| Св. 20 до 24 | 34 | 8 | |||||||
| Св. 24 до 28 | 38 | ||||||||
| Св. 28 до 32 |
41 | ||||||||
| Св. 32 до 36 | 44 | ||||||||
| Св. 36 до 40 | 49 | ||||||||
| Св. 40 до 44 | 53 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 64 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
|||
| С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
| Св. 40 до 44 |
53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 |
14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
| Св. 40 до 44 | 53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 20 | |||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 28 | |||||||
| Св. 20 до 24 | 32 | |||||||
| Св. 24 до 28 | 35 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 41 | 12 | ||||||
| Св. 36 до 40 |
44 | |||||||
| Св. 40 до 44 | 49 | ±4 | ||||||
| Св. 44 до 48 | 53 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 64 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | e1 ±2 |
s =s1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
| Св. 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 22 | 12 | |||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
| Св. 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | е1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
| Св. 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 12 | 22 | 12 | ||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 36 | ±5 | 14 | +3,0 -0,5 |
|||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
| Св. 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
| Св. 14 до 17 |
14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
| Св. 82 до 88 |
51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 | 58 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 -0,5 |
||
| Св. 32 до 36 |
17 | |||||||
| Св. 36 до 40 | 18 | |||||||
| Св. 40 до 44 | 19 | |||||||
| Св. 44 до 48 | 20 | |||||||
| Св. 48 до 52 | 21 | |||||||
| Св. 52 до 56 | 22 | |||||||
| Св. 56 до 60 | 23 | |||||||
| Св. 60 до 64 | 10 | 24 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 25 | |||||||
| Св. 70 до 76 | 26 | |||||||
| Св. 76 до 82 | 27 | |||||||
| Св. 82 до 88 | 28 | |||||||
| Св. 88 до 94 | 29 | |||||||
| Св. 94 до 100 | 30 | |||||||
| Св. 100 до 106 | 32 | |||||||
| Св. 106 до 112 | 34 | |||||||
| Св. 112 до 118 | 36 | |||||||
| Св. 118 до 120 |
38 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 14 до 17 | 19 | ±3 | 16 | +2,0 -0,5 |
|||||
| Св. 17 до 20 |
20 | 17 | |||||||
| Св. 20 до 24 | 22 | 18 | |||||||
| Св. 24 до 28 | 24 | 19 | |||||||
| Св. 28 до 32 | 27 | 20 | |||||||
| Св. 32 до 36 | 30 | 21 | |||||||
| Св. 36 до 40 | 33 | 22 | |||||||
| Св. 40 до 44 | 36 | 23 | |||||||
| Св. 44 до 48 | 39 | 25 | |||||||
| Св. 48 до 52 | 42 | 27 | |||||||
| Св. 52 до 56 | 45 | 29 | |||||||
| Св. 56 до 60 | 48 | 31 | |||||||
| Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 54 | 35 | |||||||
| Св. 70 до 76 |
57 | 37 | |||||||
| Св. 76 до 82 | 60 | 39 | |||||||
| Св. 82 до 88 | 63 | 41 | |||||||
| Св. 88 до 94 | 66 | 43 | |||||||
| Св. 94 до 100 | 69 | 45 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 |
12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±1 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 16 | ||||||||
| Св. 8 до 11 | 4 | 20 | |||||||
| Св. 11 до 14 | 24 | 6 | |||||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 32 | ||||||||
| Св. 20 до 24 | 36 | 8 | |||||||
| Св. 24 до 28 | 40 | ||||||||
| Св. 28 до 32 |
44 | ||||||||
| Св. 32 до 36 | 48 | ||||||||
| Св. 36 до 40 | 50 | ||||||||
| Св. 40 до 44 | 54 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 63 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
|||
| С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 10 до 14 | 19 | |||||||
| Св. 14 до 18 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 18 до 22 | 24 | |||||||
| Св. 22 до 26 | 12 | 26 | ||||||
| Св. 26 до 30 | 28 | |||||||
| Св. 30 до 35 | 30 | |||||||
| Св. 35 до 40 | 32 | |||||||
| Св. 40 до 47 | 34 | ±4 | ||||||
| Св. 47 до 54 | 36 | |||||||
| Св. 54 до 60 | 38 | |||||||
| Св. 60 до 66 |
40 | ±5 | +3,0 -0,5 |
|||||
| Св. 66 до 72 | 44 | |||||||
| Св. 72 до 78 | 48 | |||||||
| Св. 78 до 85 | 52 | |||||||
| Св. 85 до 92 | 56 | |||||||
| Св. 92 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 |
16 | |||||||
| Св. 8 до 11 | 4 | 20 | ||||||
| Св. 11 до 14 | 24 | |||||||
| Св. 14 до 17 | 5 | 28 | +3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 32 | |||||||
| Св. 20 до 24 | 36 | |||||||
| Св. 24 до 28 | 40 | |||||||
| Св. 28 до 32 | 44 | |||||||
| Св. 32 до 36 | 48 | |||||||
| Св. 36 до 40 | 50 | |||||||
| Св. 40 до 44 | 54 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 63 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 19 | |||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 26 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 34 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 42 | 12 | ||||||
| Св. 36 до 40 |
47 | |||||||
| Св. 40 до 44 | 52 | ±4 | ||||||
| Св. 44 до 48 | 54 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 65 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | с +2 -1 |
h +2 -1 |
f +2 -1 |
е | e1 ±2 |
g =g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||||
| С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 16 | ||||||||||
| Св. 14 до 17 | 20 | ±3 | +2,0 -0,5 |
||||||||
| Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 | ||||||
| Св. 20 до 24 | 27 | ||||||||||
| Св. 24 до 28 | 30 | ||||||||||
| Св. 28 до 32 | 10 | 12 | 16 | 34 | 22 | ||||||
| Св. 32 до 36 |
36 | ||||||||||
| Св. 36 до 40 | 38 | ||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
| Св. 17 до 20 |
28 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 32 | |||||||
| Св. 28 до 32 | 33 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 35 | |||||||
| Св. 40 до 44 | 36 | ±4 | ||||||
| Св. 44 до 48 | 38 | |||||||
| Св. 48 до 52 | 40 | |||||||
| Св. 52 до 56 | 42 | |||||||
| Св. 56 до 60 | 44 | |||||||
| Св. 60 до 64 | 46 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 48 | |||||||
| Св. 70 до 76 | 50 | |||||||
| Св. 76 до 82 | 52 | |||||||
| Св. 82 до 88 | 54 | |||||||
| Св. 88 до 94 |
56 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
| Св. 17 до 20 |
26 | |||||||
| Св. 20 до 24 | 28 | |||||||
| Св. 24 до 28 | 30 | |||||||
| Св. 28 до 32 | 32 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 36 | |||||||
| Св. 40 до 44 | 38 | ±4 | ||||||
| Св. 44 до 48 | 40 | |||||||
| Св. 48 до 52 | 42 | |||||||
| Св. 52 до 56 | 44 | |||||||
| Св. 56 до 60 | 46 | |||||||
| Св. 60 до 64 | 48 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 50 | |||||||
| Св. 70 до 76 | 52 | |||||||
| Св. 76 до 82 | 54 | |||||||
| Св. 82 до 88 | 56 | |||||||
| Св. 88 до 94 |
58 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 |
16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
| Св. 82 до 88 | 51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 |
57 | ||||||
| Св. 100 до 106 | 60 | ||||||
| Св. 106 до 112 | 63 | ||||||
| Св. 112 до 118 | 66 | ||||||
| Св. 118 до 120 | 68 | ||||||
| z | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 -0,5 |
||
| Св. 34 до 38 |
24 | ||||||
| Св. 38 до 42 | 25 | ||||||
| Св. 42 до 46 | 26 | ||||||
| Св. 46 до 50 | 27 | ||||||
| Св. 50 до 54 | 28 | ||||||
| Св. 54 до 60 | 29 | ||||||
| Св. 60 до 66 | 31 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 33 | ||||||
| Св. 72 до 78 | 34 | ||||||
| Св. 78 до 84 | 36 | ||||||
| Св. 84 до 90 | 38 | ||||||
| Св. 90 до 96 | 40 | ||||||
| Св. 96 до 100 | 42 | ||||||
| Св. 100 до 108 | 44 | ||||||
| Св. 108 до 116 | 46 | ||||||
| Св. 116 до 124 | 48 | ||||||
| Св. 124 до 132 | 50 | ±5 | |||||
| Св. 132 до 140 |
52 | ||||||
| Св. 140 до 148 | 54 | ||||||
| Св. 148 до 156 | 56 | ||||||
| Св. 156 до 164 | 60 | ||||||
| Св. 164 до 170 | 64 | ||||||
| Св. 170 до 175 | 68 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 -0,5 |
||
| Св. 34 до 38 |
18 | |||||||
| Св. 38 до 42 | 20 | |||||||
| Св. 42 до 46 | 21 | |||||||
| Св. 46 до 50 | 22 | |||||||
| Св. 50 до 54 | 23 | |||||||
| Св. 54 до 60 | 25 | |||||||
| Св. 60 до 66 | 12 | 28 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 30 | |||||||
| Св. 72 до 78 | 32 | |||||||
| Св. 78 до 84 | 34 | |||||||
| Св. 84 до 90 | 36 | |||||||
| Св. 90 до 96 | 38 | |||||||
| Св. 96 до 100 | 40 | |||||||
| Св. 100 до 108 | 20 | 42 | ||||||
| Св. 108 до 116 | 44 | |||||||
| Св. 116 до 124 | 46 | |||||||
| Св. 124 до 132 |
50 | ±5 | ||||||
| Св. 132 до 140 | 54 | |||||||
| Св. 140 до 148 | 57 | |||||||
| Св. 148 до 156 | 60 | |||||||
| Св. 156 до 164 | 64 | |||||||
| Св. 164 до 170 | 68 | |||||||
| Св. 170 до 175 | 72 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | Е1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. |
Пред. откл. | ||
| С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 | 18 | ±3 | 12 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 20 | 13 | |||||||
| Св. 20 до 24 | 22 | 14 | |||||||
| Св. 24 до 28 | 25 | 16 | |||||||
| Св. 28 до 32 | 28 | 18 | |||||||
| Св. 32 до 36 | 30 | 20 | |||||||
| Св. 36 до 40 | 32 | 22 | |||||||
| Св. 40 до 44 | 35 | 24 | |||||||
| Св. 44 до 48 |
38 | 25 | |||||||
| Св. 48 до 52 | 41 | 26 | |||||||
| Св. 52 до 56 | 44 | 77 | |||||||
| Св. 56 до 60 | 47 | 28 | |||||||
| Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 51 | 30 | |||||||
| Св. 70 до 76 | 53 | 31 | |||||||
| Св. 76 до 82 | 55 | 32 | |||||||
| Св. 82 до 88 | 57 | 33 | |||||||
| Св. 88 до 94 | 60 | 34 | |||||||
| Св. 94 до 100 | 63 | 35 | |||||||
| Св. 100 до 106 | 66 | 36 | |||||||
| Св. 106 до 112 | 69 | 38 | |||||||
| Св. 112 до 118 |
72 | 40 | |||||||
| Св. 118 до 120 | 75 | 42 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | E1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 |
22 | ±3 | 11 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 23 | 12 | |||||||
| Св. 20 до 24 | 24 | 13 | |||||||
| Св. 24 до 28 | 25 | 14 | |||||||
| Св. 28 до 32 | 26 | 15 | |||||||
| Св. 32 до 36 | 27 | 16 | |||||||
| Св. 36 до 40 | 28 | 18 | |||||||
| Св. 40 до 44 | 29 | 20 | |||||||
| Св. 44 до 48 | 30 | 21 | |||||||
| Св. 48 до 52 | 31 | 23 | |||||||
| Св. 52 до 56 | 32 | 25 | |||||||
| Св. 56 до 60 | 33 | 27 | |||||||
| Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 |
36 | 30 | |||||||
| Св. 70 до 76 | 38 | 31 | |||||||
| Св. 76 до 82 | 40 | 32 | |||||||
| Св. 82 до 88 | 42 | 34 | |||||||
| Св. 88 до 94 | 44 | 36 | |||||||
| Св. 94 до 100 | 47 | 38 | |||||||
| Св. 100 до 106 | 50 | 40 | |||||||
| Св. 106 до 112 | 52 | 42 | |||||||
| Св. 112 до 118 | 54 | 44 | |||||||
| Св. 118 до 120 | 56 | 46 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| У1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | + 1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У2 | От 1 до 2 | От s до 2s | 5 | 0 | +1 | ||
| Св. 2 до 6 |
7 | +2 | |||||
| Св. 6 до 9 | 13 | ||||||
| Св. 9 до 12 | 17 | ||||||
| Условное обозначение сварного соединения | Конструктивные | элементы | s | n | b | е, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У4 | От 1,0 до 1,5 | От 0 до 0,5 | 0 | +0,5 | 6 | ||
| Св. 1,5 до 3,0 | +1,0 | 8 | |||||
| Св. 3,0 до 5,0 |
+2,0 | 10 | |||||
| Св. 5,0 до 6,0 | 12 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У4 | От 1,0 до 1,5 | Св. 0,5s до s | 0 | +0,5 | ||
| Св. 1,5 до 3,0 | +1,0 | |||||
| Св. 3,0 до 30,0 | +2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||||
| У5 | От 2 до 3 | От 0 до 0,5s | 0 | +1 | 8 | ||
| Св. 3 до 5 | +2 | 10 | |||||
| Св. 5 до 6 | 12 | ||||||
| Св. 6 до 8 | 14 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У5 | От 2 до 3 | Св. 0,5s до s |
0 | +1 | ||
| Св. 3 до 30 | +2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У6 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 |
20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||
| У7 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 |
53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | e1 | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 |
12 | 11 | |||||||
| Св. 14 до 17 | 14 | ±3 | 12 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | 14 | |||||||
| Св. 20 до 24 | 18 | 16 | |||||||
| Св. 24 до 28 | 20 | 18 | |||||||
| Св. 28 до 32 | 22 | 20 | |||||||
| Св. 32 до 36 | 24 | 22 | |||||||
| Св. 36 до 40 | 26 | 24 | |||||||
| Св. 40 до 44 | 28 | 26 | |||||||
| Св. 44 до 48 | 30 | 28 | |||||||
| Св. 48 до 52 | 32 | 30 | |||||||
| Св. 52 до 56 | 34 | 32 | |||||||
| Св. 56 до 60 | 36 | 34 | |||||||
| Св. 60 до 64 |
39 | ±4 | 37 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | 40 | |||||||
| Св. 70 до 76 | 45 | 43 | |||||||
| Св. 76 до 82 | 48 | 46 | |||||||
| Св. 82 до 88 | 51 | 48 | |||||||
| Св. 88 до 94 | 54 | 52 | |||||||
| Св. 94 до 100 | 58 | 56 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||
| У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 |
54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 |
16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. |
||
| Т1 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 | +3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т3 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 |
+3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т6 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 | 10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 |
33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т7 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 |
10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| Т2 | От 15 до 17 | 8 | 14 | ±3 | ||
| Св. 17 до 20 | 15 | |||||
| Св. 20 до 24 | 16 | |||||
| Св. 24 до 28 | 17 | |||||
| Св. 28 до 32 | 18 | |||||
| Св. 32 до 36 | 20 | |||||
| Св. 36 до 40 | 22 | |||||
| Св. 40 до 44 | 24 | ±4 | ||||
| Св. 44 до 48 | 26 | |||||
| Св. 48 до 52 | 28 | |||||
| Св. 52 до 56 | 30 | |||||
| Св. 56 до 60 | 32 | |||||
| Св. 60 до 64 | 10 | 34 | ±5 | |||
| Св. 64 до 70 |
36 | |||||
| Св. 70 до 76 | 38 | |||||
| Св. 76 до 82 | 40 | |||||
| Св. 82 до 88 | 42 | |||||
| Св. 88 до 94 | 44 | |||||
| Св. 94 до 100 | 46 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т8 | От 8 до 11 | 9 | ±2 | ||
| Св. 11 до 14 | 11 | ||||
| Св. 14 до 17 | 12 | ±3 | |||
| Св. 17 до 20 |
14 | ||||
| Св. 20 до 24 | 16 | ||||
| Св. 24 до 28 | 18 | ||||
| Св. 28 до 32 | 20 | ||||
| Св. 32 до 36 | 22 | ||||
| Св. 36 до 40 | 24 | ||||
| Св. 40 до 44 | 26 | ||||
| Св. 44 до 48 | 28 | ||||
| Св. 48 до 52 | 30 | ||||
| Св. 52 до 56 | 32 | ||||
| Св. 56 до 60 | 34 | ||||
| Св. 60 до 64 | 37 | ±4 | |||
| Св. 64 до 70 | 40 | ||||
| Св. 70 до 76 | 43 | ||||
| Св. 76 до 82 | 46 | ||||
| Св. 82 до 88 | 48 | ||||
| Св. 88 до 94 | 52 | ||||
| Св. 94 до 100 | 56 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | ||
| Т9 | От 12 до 14 | 8 | ±2 | ||
| Св. 14 до 17 | 10 | ±3 | |||
| Св. 17 до 20 | 12 | ||||
| Св. 20 до 24 | 14 | ||||
| Св. 24 до 28 | 16 | ||||
| Св. 28 до 32 | 17 | ||||
| Св. 32 до 36 | 18 | ||||
| Св. 36 до 40 | 19 | ||||
| Св. 40 до 44 | 20 | ||||
| Св. 44 до 48 | 21 | ||||
| Св. 48 до 52 | 22 | ||||
| Св. 52 до 56 | 24 | ||||
| Св. 56 до 60 | 26 | ||||
| Св. 60 до 64 | 28 | ±4 | |||
| Св. 64 до 70 | 30 | ||||
| Св. 70 до 76 |
32 | ||||
| Св. 76 до 82 | 34 | ||||
| Св. 82 до 88 | 36 | ||||
| Св. 88 до 94 | 38 | ||||
| Св. 94 до 100 | 40 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Т5 | От 30 до 32 | 8 | 14 | ±3 | ||
| Св. 32 до 36 | 15 | |||||
| Св. 36 до 40 |
16 | |||||
| Св. 40 до 44 | 17 | |||||
| Св. 44 до 48 | 18 | |||||
| Св. 48 до 52 | 19 | |||||
| Св. 52 до 56 | 20 | |||||
| Св. 56 до 60 | 21 | |||||
| Св. 60 до 64 | 10 | 22 | ±4 | |||
| Св. 64 до 70 | 23 | |||||
| Св. 70 до 76 | 24 | |||||
| Св. 76 до 82 | 25 | |||||
| Св. 82 до 88 | 26 | |||||
| Св. 88 до 94 | 27 | |||||
| Св. 94 до 100 | 28 | |||||
| Св. 100 до 106 | 30 | |||||
| Св. 106 до 112 | 32 | |||||
| Св. 112 до 118 | 34 | |||||
| Св. 118 до 120 | 36 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||
| h2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 | 8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Н2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 |
8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 — 10 мм;
0,1s, но не более 3 мм — для деталей толщиной 10 — 100 мм;
0,01s + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, e1.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва K, K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Kп (черт. 5), установленного при проектировании.
Примечание. Катетом Kп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 — 1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св. 400 до 450 |
4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
| Номинальный размер катета углового шва | Предельное отклонение размера катета углового шва |
| От 3 до 5 | +1,0 |
| -0,5 | |
| Св. 5 до 8 |
+2,0 |
| -1,0 | |
| Св. 8 до 12 | +2,5 |
| -1,5 | |
| Св. 12 | +3,0 |
| -2,0 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
Данный документ представлен для ознакомления и не является точной копией нормативного документа (ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»).
2 Общие требования к сварным соединениям при проектировании стальных конструкций
2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки.
Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях.
2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки:
- ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно;
- автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров;
- механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства.
Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А. 1, А.2, А.3 и А.4 (см. приложение А).
2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов:
- высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений;
- резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений;
- пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние.
2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др. ).
2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями.
2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов.
2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий:
а) катеты угловых швов Kf должны быть не более 1,2t, где t; – наименьшая толщина свариваемых элементов;
б) катеты угловых швов Kf следует принимать по расчету, но не менее указанных в таблице 2.1;
в) расчетная длина углового сварного шва должна быть не менее 4 Kf и не менее 40 мм;
г) расчетная длина флангового шва должна быть не более 85 Kfза исключением швов, в которых усилие действует на всем протяжении шва;
д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п. 1.6а, а примыкающий к более толстому элементу – требованиям п. 1.6б;
ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40°С > t≥-65°С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения.
2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых Kf следует принимать по расчету, но не менее указанных в таблице 2.1.
Таблица 2.1
| Вид соединения | Вид сварки | Предел текучести стали, МПа (кгс/см²) | Минимальные катеты швов Kf, мм при толщине более толстого из свариваемых элементов t, мм | ||||||
| 4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | 41-8 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Тавровое с двусторонними угловыми швами, нахлесточное и угловое | Ручная | до 430 (4400) | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| св. 430 (4400) до 530 (5400) | 5 | 6 | 7 | 8 | 9 | 10 | 12 | ||
| Автоматическая и полуавтоматическая | до 430 (4400) | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| св. 430 (4400) до 530 (5400) | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Тавровое с односторонними угловыми швами | Ручная | до 380 (3900) | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
| Автоматическая и полуавтоматическая | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах в конструкциях либо их элементах, работающих в особо тяжелых условия или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых эксплуатируемых в климатических районах с температурой -40°С > 1 ≥ -65°С.
2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положен» шва при сварке.
2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке.
2.11 Применение комбинированных соединений, в которых часть усилий воспринимается сварными швами, а часть – болтами, не допускается.
2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений.
Угловой сварной шов – mewelding.com
Эта статья посвящена угловым швам: что такое угловой шов, какой размер электрода следует использовать, сколько проходов следует использовать и т. д. Некоторые термины, связанные с угловыми швами, были указаны выше. фигура. Некоторая информация об угловых сварных швах, относящаяся к разделу IX ASME, была включена на последних этапах этой статьи.
Раздел IX в основном посвящен следующим вопросам: что означает размер скругления в разделе IX? Указывает ли он на размер стороны углового сварного шва? Или размер горла? Как аттестовать сварщика для выполнения угловых швов на кодированных работах? Как квалифицировать WPS для выполнения угловых сварных швов в соответствии с разделом IX ASME?
Что такое угловой шов?
Номенклатура углового сварного шва
Размер ноги филе
корень филе
лицо филе
Палец
Горло
Как обозначить угловой сварной шов на чертеже?
Прочность углового шва
Что такое прерывистый угловой шов?
Какой размер электрода следует использовать для угловых сварных швов?
Как квалифицировать сварщика для угловой сварки?
Квалификация WPS для углового сварного шва
Что означает размер филе? Размер горла или длина ног?
Осмотр углового сварного шва
Что такое угловой шов?
A угловой шов – это треугольный сварной шов, используемый для соединения двух поверхностей, расположенных примерно под прямым углом друг к другу. т. е. соединения внахлестку, тройники и угловые соединения обычно свариваются угловыми швами. Угловой сварной шов может быть выполнен между двумя пластинами, что приводит к тройниковому соединению, угловому соединению или соединению внахлестку; или его также можно сделать между двумя трубами, что приведет к круглому сварному шву.
Форма сварного шва обычно треугольная, а поверхность может быть плоской, выпуклой или вогнутой в зависимости от техники, используемой сварщиком. Угловые сварные швы плоской формы иногда также называют угловыми.
Угловой шов требует гораздо меньшей подготовки соединения, чем шов с разделкой кромок, и поэтому является экономичным и быстрым вариантом соединения металлов, когда прочность соединения не является критическим требованием.
Угловой сварной шов должен иметь длину стороны, равную толщине листа до 3/8-дюймового листа. Для листов толщиной 3/8 дюйма и более требуется минимальная длина катета 3/8 дюйма для всех сварных швов. Угловой шов также является одним из типов сварных швов, который используется для выполнения раструбных сварных швов.
Связанный: Сварка встык и сварка внахлест: чем они отличаются?
Номенклатура углового сварного шва
Любой угловой сварной шов состоит из пяти отдельных областей: носок, лицевая сторона, горловина, корень и ножка. Давайте посмотрим на каждый из них.
Номенклатура угловых сварных швовРазмер сторон угловых швов
Как показано на рисунке выше, сторона представляет собой распространение металла сварного шва вдоль сторон двух основных металлов, выровненных перпендикулярно друг другу. Размер филе, обычно указанный в нормах и стандартах, относится к этой длине ноги. См. небольшое обсуждение в конце этой статьи по этому поводу.
Корень скругления
Это самая глубокая часть сварного шва в основных металлах. Правильно выполненный угловой шов обеспечивает хорошее сплавление корня. Хорошее сплавление корня означает полное и одинаковое проплавление обоих основных металлов без образования зазоров в углах.
Сторона скругления
Как показано цифрой 3 на рисунке выше, это часть, видимая наблюдателю, расположенная вдоль гипотенузы прямоугольного треугольника.
Носок
Это самая дальняя часть сварного шва по длине плеча. Неправильная сила тока приводит к подрезам в этой области. Качественное скругление гарантирует отсутствие подрезов и плавное слияние скругления с основным металлом в области носка.
Горловина
Это кратчайшее расстояние от угла соединения до гипотенузы прямоугольного треугольника. Его размер можно считать равным 0,707 длины ножки филе. Неофициальное эмпирическое правило гласит, что горловина должна быть как минимум равна толщине основного металла.
Как обозначить угловой сварной шов на чертеже?
Правильное указание угловой сварки важно для того, чтобы сварщик понял, что имел в виду проектировщик. Как и другие сварные швы, обозначение состоит из треугольника, показанного над контрольной линией. Просто рядом с треугольником написана цифра, обозначающая размер скругления. Обычно это одно число.
Однако иногда этот номер можно встретить и в формате y x z. Это указывает на то, что скругление имеет неравные длины катетов. Число у «y» указывает длину вертикального участка, а число у z указывает длину горизонтального участка.
Треугольник может располагаться над опорной линией или под ней, или по треугольнику с обеих сторон. На американских чертежах треугольник на вершине опорной линии указывает, что скругление должно быть выполнено на стороне, противоположной линии стрелки.
Если треугольник показан на нижней стороне опорной линии, это означает, что скругление должно быть выполнено на стороне стрелочной линии. Треугольник на оба сторон опорной линии указывает, что скругление должно быть выполнено на с обеих сторон .
На некоторых чертежах эта путаница между «стрелкой» и «другой стороной» предотвращается использованием двух линий: одной базовой линии, как обычно, сопровождаемой пунктирной линией непосредственно под ней. Если показан треугольник, охватывающий пунктирную линию, это означает, что угловой шов необходимо выполнить на противоположной стороне. Если треугольник выполнен на сплошной линии, это означает, что скругление необходимо выполнить со стороны стрелки.
Кружок на пересечении контрольной линии и линии стрелки указывает, что скругление должно быть выполнено по всему периметру .
Иногда можно увидеть флаг, установленный на пересечении линии стрелки и контрольной линии. Это указывает на то, что сварка должна быть выполнена в поле .
Иногда небольшая кривая рядом с треугольником указывает, должно ли скругление иметь выпуклую/вогнутую/плоскую форму.
Иногда на стороне гипотенузы треугольника пишут число. Указывает длину углового шва. Если за этим числом в скобках следует другое число, это указывает на прерывистый шов, а число в скобках указывает на шаг.
Некоторые производители помимо треугольника также указывают прочность галтели, хотя такая практика встречается не так часто.
Обозначения на чертеже углового сварного шваПрочность углового сварного шва
Размер шейки является определяющим фактором прочности углового соединения.
Обычно угловой шов имеет одинаковую длину катетов. В таком случае лицевая сторона скругления расположена под углом 45° к горизонтали, а горловина равна 0,707 длины штанины. В этом случае размер скругления можно указать, указав только один размер, который будет указывать размер стороны скругления.
Однако иногда угловые сварные швы имеют разную длину катетов. В таком случае обе длины ног должны быть указаны отдельно. В этом случае поверхность скругления не лежит под углом 45°. Размер горловины не равен 0,707 длины ноги, его нужно рассчитывать отдельно.
Прочность углового шва зависит от размера шва. Горловина – это кратчайшее расстояние между корнем филе и его поверхностью. Армирование следует игнорировать при расчете прочности. Корневое проникновение также не учитывается при расчете прочности, если не используется процесс глубокого проникновения.
Когда используется процесс глубокого проникновения, дополнительное проникновение также может учитываться при расчете прочности. Это может позволить уменьшить размер филе. Однако делать это следует только при условии дополнительного провара по всей длине шва, а работа строго контролируется технологическим процессом.
На следующем рисунке показаны нормальные угловые швы с одинаковым размером катета, угловые швы с неодинаковым размером и угловые швы с глубоким проплавлением.
Когда требуется увеличить прочность углового соединения, можно увеличить размер шва. Однако следует иметь в виду, что увеличение диаметра шва также влечет за собой увеличение веса металла шва. Например, если горловина удваивается, вес металла шва, который необходимо наплавить, увеличивается в 4 раза!
Это показано на рисунке ниже. Размер горловины в угловом соединении 2 и в два раза больше, чем в угловом соединении 1 st . Это удваивает прочность сварного шва. Однако обратите внимание, что 1 st скругление содержит один треугольник, а 2 nd скругление содержит четыре треугольника одинакового размера! Большая площадь поперечного сечения сварного шва приводит к большему объему сварного шва и, следовательно, к большему весу сварного шва, который необходимо наплавить.
Однако размер скругления для различных работ определяется не только теоретическими расчетами конструкции. В него также входит много практических соображений. Прерывистые скругления иногда используются, когда код диктует требования, или из практических соображений — вместо проектных расчетов.
Для прерывистых сварных швов помимо размера галтели указываются шаг и длина галтели. Однако следует избегать указания прерывистых сварных швов с большим размером галтеля. Например, угловой шов размером 3/8 дюйма (9,5 мм), длиной 2 дюйма (50 мм) и шагом 4 дюйма (100 мм) можно заменить непрерывным угловым швом размером 3/16 дюйма (4,8 мм). . Объем металла шва, необходимый для выполнения этого непрерывного шва, будет вдвое меньше, чем для прерывистого шва.
См. следующий параграф, чтобы узнать больше о прерывистом угловом шве.
Что такое прерывистый угловой шов?
Прерывистая галтель, как следует из названия, укладывается прерывисто по длине галтели вместо сплошного прогона. На рисунке выше мы видели, как аннотировать прерывистость на чертеже сварки.
Прерывистый угловой шов иногда применяют по двум причинам:
- Непрерывный шов не нужен. Прерывистое филе будет служить по назначению.
- Основной металл имеет малую толщину и может деформироваться при непрерывной работе.
Иногда применяется прерывистый сварной шов в шахматном порядке с обеих сторон вертикальной детали, чтобы «сбалансировать» подвод тепла, чтобы сдержать деформацию сварного шва и коробление. Чтобы обозначить на чертеже прерывистый шов в шахматном порядке, треугольник с другой стороны от базовой линии помещают немного смещенным (вместо прямого под ним) к треугольнику со стороны стрелки.
Какой размер электрода следует использовать для угловых сварных швов?
Как и при поверхностной сварке, использование мокрых сварочных электродов большего размера приведет к большему наплавлению металла шва. Однако электроды большего размера, как правило, создают большую пористость (газовые пустоты) в наплавленном металле сварного шва.
Кроме того, однопроходный сварной шов большего размера будет иметь меньшую ударную вязкость и многопроходный сварной шов эквивалентного размера; это результат эффекта отпуска, который каждый проход многопроходной сварки оказывает на предыдущие проходы.
Для большинства позиционных работ рекомендуется электрод диаметром 1/8 дюйма. Следовательно, сварщику должно быть выполнено несколько проходов, обычно от 3 до 5, чтобы получить длину ноги 3/8 дюйма. Количество пробежек будет определяться позицией и техникой.
Важным моментом является не количество прогонов, а получение длины ноги 3/8 дюйма. В тех случаях, когда свариваемый металл тонкий и при всех работах над головой требуется электрод 1/8 дюйма. Использование меньшего электрода означает большее количество проходов, но, как указывалось ранее, последующие проходы закаляют предыдущие.
Многопроходная сварка с использованием электродов меньшего диаметра на самом деле приводит к более высокому качеству мокрых сварных швов с лучшими металлургическими свойствами.
Связанный: Многопроходная сварка: все, что вам нужно знать
Как аттестовать сварщика для угловой сварки?
Различные коды определяют разные правила квалификации сварщика для выполнения угловой сварки. Мы кратко коснемся требований, установленных разделом IX ASME.
Угловой шов, выполненный квалифицированным сварщиком, демонстрирует полное сплавление и отсутствие трещин в корне и зоне термического влияния, с минимальной вогнутостью/выпуклостью и с минимальной разницей в длине катетов. Подходящая квалификация сварщика проверяет эти навыки.
В соответствии с разделом IX ASME, сварщик, получивший квалификацию по любому испытательному образцу сварки разделки кромок, получает квалификацию для сварки угловых соединений на материалах основы любой толщины, с наплавкой углов всех размеров и на трубы всех диаметров. Это соответствует QW 452.6. Ассортимент забавно широк.
Однако сварщик, выполняющий угловую сварку, также может быть аттестован по контрольному образцу углового сварного шва. Иногда это предпочтительный вариант по разным причинам, которые я изложил в этой статье. Этот вариант требует взлома тестового купона и проверки макросов. Макро-экзамен должен соответствовать требованиям QW 184.
Третьим вариантом является квалификация посредством макета производственной сборки. Я подробно описал этот вариант здесь.
Квалификация WPS для углового сварного шва
Квалификация WPS для сварки угловых соединений в соответствии с Разделом IX следует той же траектории, что и квалификация сварщиков. Образец для испытания сварного шва с разделкой кромок квалифицирует PQR для всех размеров галтелей для всех толщин основного металла и для труб всех диаметров.
Раздел IX предполагает, что квалификация WPS для угловых сварных швов, выдерживающих давление, должна выполняться только с использованием образцов разделочных сварных швов. На это тонко указано в QW 202.2 (c).
Иногда вариант сварки разделкой не является предпочтительным/нецелесообразным по многим причинам. В таких случаях WPS также можно аттестовать с помощью контрольного образца углового сварного шва. Этот вариант требует взлома тестового купона и проверки макросов.
Что означает размер скругления? Размер горла или длина ног?
Раздел IX в ряде мест использует термин «размер углового шва» или «размер углового шва». Например, этот термин упоминается в QW 451.3, QW 451.4, QW 452.5, QW 452.6. Что обозначает этот термин? Означает ли это размер горловины углового шва? Или там указана длина ноги? Это разъяснено где-то в Разделе IX?
Термин “размер углового шва” в разделе IX означает длину катета углового сварного шва. Это можно сделать из QG 109.2, в котором приводится определение «размера угловых швов». Определение было разделено на две части: одно для угловых швов равной длины катетов, а другое для неравных катетов.
Кроме того, в форматах QW 484A и QW 484B для квалификации сварщика и оператора сварки соответственно указано место для записи «размер галтеля __ X __». Это указывает на то, что необходимо записывать длину катетов угловых сварных швов (а не размер шва).
Кроме того, этот вопрос был задан кем-то из ASME. ASME в Интерпретации IX-83-127 (qs2) пояснил, что этот термин относится к длине бедра углового соединения, а не к горловине. Таким образом, это твердо устанавливает, что, когда в Разделе IX упоминается термин «размер углового шва», речь идет о длине катета (или размере катета углового шва) углового шва.
PS: Когда угловой шов имеет разную длину катетов, считается, что размер углового шва равен меньшей длине катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Это можно понять из других строительных норм ASME.
Осмотр углового сварного шва
В отличие от сварных швов с разделкой кромок, объемный неразрушающий контроль не является практичным вариантом для угловых сварных швов. Следовательно, прибегают к таким методам, как цветная дефектоскопия, магнитопорошковая экспертиза, визуальный осмотр и т. д. Эти методы, конечно, имеют свои ограничения и могут исследовать сварной шов только вблизи поверхности.
Образцы для квалификационных испытаний рабочих характеристик и процедур в соответствии с разделом IX ASME проверяются посредством макроконтроля поперечного сечения сварного шва. Макрос должен показать полное сплавление корня и отсутствие трещин в корне, а также в зоне термического влияния, чтобы купон прошел.
Далее разница в длине катетов галтели не должна превышать 3 мм. Для квалификационных купонов вогнутость/выпуклость не должна превышать 1,5 мм.
Образцы для квалификационных испытаний также подвергаются испытаниям на разрушение. При испытании на разрушение стержень образца нагружается так, что корень испытывает растяжение. При разрушении поверхность излома должна иметь полное срастание корней и отсутствие трещин, а сумма длин пористости и включений не должна превышать 10 мм.
Размер углового сварного шва можно измерить по образцу, взятому для макроисследования. В качестве альтернативы размер также можно измерить напрямую с помощью калибра для филе. Эти датчики бывают разных форм и конфигураций. Вот пример на картинке ниже.
Итак, речь шла об угловых сварных швах. Пожалуйста, оставьте свои мысли в разделе комментариев ниже. Спасибо за чтение.
Какова длина катета углового сварного шва?
Длина ноги относится к расстояние от корня до носка и должно быть измерено в обоих направлениях. Размер стороны — это длина сторон воображаемого треугольника, который может быть вписан в реальный сварной шов, как показано элементами L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва.
Что такое колено углового сварного шва?
Поверхность сварного шва — это внешняя визуальная или гипотенуза, которую вы видите, глядя на угловой шов. Ноги две другие стороны треугольного углового шва . Длина ноги обычно обозначается как размер сварного шва. Горловина сварного шва – это расстояние от центра поверхности до корня сварного шва.
Как рассчитать длину сварного шва?
- Умножьте размер сварного шва и его прочность.
- Разделите максимально допустимое растягивающее напряжение на указанное выше произведение.
- Умножьте результат на 0,707, чтобы получить длину сварного шва.
Что такое длина горловины при сварке?
Горловина – это кратчайшее расстояние от корня до поверхности сварного шва . Измерить этот размер в обычном угловом шве под углом или с плоской поверхностью относительно просто. Форма равнобедренного треугольника, горло составляет 0,7 длины ноги.
Какова указанная длина прихваточного шва в угловом шве?
Как правило, длина прихваточного шва 10 мм подходит для встроенных прихваток в угловой шов. Прихваточные швы, которые необходимо зашлифовать, должны иметь длину не менее 1 дюйма.
Как рассчитывается площадь углового шва?
Асимметричный угловой шов немного сложнее; площадь треугольника равна основанию Z 2 , умноженному на высоту Z 1 , деленному на 2, поэтому, когда угловой шов наплавлен с неравными длинами катетов, площадь можно рассчитать как , умножив ширину шва a на длина лица I и делится на 2 , как показано на .
Как измерить неравнополочный угловой шов?
Что такое глубина плавления?
Согласно Американскому обществу сварщиков (AWS), проплавление (или глубина проплавления) составляет расстояние до этого проплавления в основной металл (или до предыдущего прохода) от поверхности, расплавленной во время сварки .
Что такое полный угловой шов?
Полный угловой шов – это сварной шов, размер которого равен толщине более тонкого объекта, соединенного вместе . Ступенчатый прерывистый угловой шов – относится к двум линиям прерывистой сварки на стыке.
Что такое корневое отверстие?
Разделитель на стыке заготовок .
Как измерить колено углового сварного шва?
Толщина шва делит равнобедренный треугольник пополам, разделяя единственный треугольник на два прямоугольных треугольника с толщиной шва на одной стороне и катетом углового шва, являющимся гипотенузой. Таким образом, сторона углового сварного шва равна 90 225 L = T/COS(45) 90 226 или, как обычно приблизительно, L = T/(0,7).
Какая длина ноги?
Определенная длина ноги
Строгое анатомическое определение длины ноги (LL): длина бедренной кости + большеберцовая кость . Из-за того, что человеческий вид двуногий, «длина ноги» часто измеряется как: (бедренная кость + большеберцовая кость + высота стопы от сочленения большеберцово-таранной кости до земли).
Как измерить длину ноги?
Поместите плоский предмет между ног на уровне промежности, например, высокую тонкую книгу, уровень или линейку, чтобы использовать ее в качестве ориентира. Затем с помощью рулетки измерьте расстояние от пола до верха эталонного объекта. Вы можете использовать свои измерения по внутреннему шву, чтобы помочь вам выбрать брюки с нужной вам длиной штанин.
Как рассчитать длину сварной трубы?
1) Рассчитайте площадь сварного шва (поперечное сечение сварного шва), включая корневую и верхнюю арматуру, в квадратных миллиметрах. 2) Умножьте площадь сварного шва на окружность трубы (длину сварного шва), чтобы получить объем сварного шва в кубических миллиметрах . 3) Разделите этот ответ на 1 000 000 000, чтобы получить объем сварного шва в кубических метрах.
Каков минимальный размер сварного шва?
| Толщина основного металла (T)a | Минимальный размер углового шваb | |
|---|---|---|
| in | mm | in |
| 1/4 < T < 1/2 | 6 < T < 12 | 3/16 |
| 1/2 < T < 3/4 | 12 < T < 20 | 1/4 |
| ¾ < T | 20 < T | 5/16 |
Что такое ответвление сварного шва?
Ножка – Расстояние от корня шва до носка сварного шва . Лицевая сторона – открытая поверхность сварного шва со стороны, с которой производилась сварка.
Какое кратчайшее расстояние от поверхности углового шва до корня шва после сварки?
Кратчайшее расстояние между корнем шва и поверхностью углового шва.
Что такое 4 позиции сварки?
- Плоское положение.
- Горизонтальное положение.
- Вертикальное положение.
- Верхнее положение.
Что такое корень сварного шва?
Точки, в которых металл сварного шва пересекает основной металл и максимально проникает в сварной шов .
Что понимается под прочностью углового шва?
(ii) Угловые сварные швы просты в изготовлении, требуют меньшей подготовки материала и их легче устанавливать, чем стыковые сварные швы. (iii) Однако для данного количества наплавленного материала они не являются прочными и вызывают большую концентрацию напряжения. вот почему прочность углового сварного шва составляет примерно 80-95 % основного элемента .
Что такое корневая грань?
[′rüt ‚fās] (металлургия) Часть поверхности плавления, которая не скошена при сварке .
Какова минимальная длина участка сварного шва для углового шва?
Угловой сварной шов должен иметь длину стороны, равную толщине листа до листа 3/8 дюйма . Для листов толщиной 3/8 дюйма и более требуется минимальная длина катета 3/8 дюйма для всех сварных швов. Угловой шов также является одним из типов сварных швов, который используется для выполнения раструбных сварных швов.
Видео по теме
Статьи по теме
Сколько ампер у 6013?
Что такое сварка и производство?
Сколько стоит сертификация AWS по сварке?
Сколько электроэнергии потребляет сварщик?
Есть ли сварщик, который делает MIG и TIG?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.
8.3. Угловые сварные швы | Американский институт стальных конструкций
JavaScript отключен!
Посмотреть все сайты
8.3.1. Являются ли угловые швы прочнее при поперечной нагрузке, чем при продольной?
Да. Это давно известное изменение прочности в зависимости от угла нагрузки признано в разделе J2.4 спецификации AISC. Максимально допустимое увеличение прочности при этом составляет 50 процентов, что происходит при нагрузке, перпендикулярной угловому шву. Увеличение силы идет с компромиссом; сварной шов имеет меньшую деформационную способность в поперечном направлении. Когда угол нагрузки является промежуточным между продольным и поперечным, увеличение прочности будет варьироваться от нуля до 50 процентов соответственно. Есть ограничения. Когда угловые швы применяют в группах с элементами разнонаправленными; следует учитывать совместимость штаммов. Один из способов сделать это — использовать метод мгновенного определения центра вращения, как описано в части 8 Руководства AISC по стальным конструкциям. Спецификация недавно запретила повышенную прочность угловых сварных швов, подверженных растяжению по периметру концов квадратных и прямоугольных элементов из быстрорежущей стали.
8.3.2. Нужно ли проверять зону сплавления вдоль катета углового шва в дополнение к теоретическому горлу для определения прочности углового шва?
Нет. Пока используется согласующая прочность электрода (см. также FAQ 8.7.5), прочность, рассчитанная на основе сварного шва, будет более критической, чем зона сплавления (основной металл) на плече сварного шва.
8.3.3. Какие корректирующие процедуры необходимы, если угловые сварные швы слишком велики?
Допустимые и неприемлемые профили сварных швов указаны в AWS D1. 1/D1.1M, раздел 7.23. Такие профили могут быть неверно истолкованы, если размер углового сварного шва был непреднамеренно увеличен. AISC рекомендует, чтобы размер одной или обеих сторон угловых сварных швов был увеличен без коррекции, при условии, что избыток металла сварного шва не мешает удовлетворительному конечному использованию элемента. Попытки удалить такой лишний металл сварного шва могут вызвать усадку, деформацию и/или растрескивание. Профиль угловых швов должен соответствовать AWS D1.1/D1.1M, раздел 7.23.1.
8.3.4. Требуются ли корректирующие процедуры, если угловые сварные швы меньшего размера?
Из таблицы 8.1 AWS D1.1/D1.1M, Угловой шов должен быть ниже номинального размера углового шва, указанного на 1/16 для 3/16, на 3/32 для 1/4 и на 1/ 8 для сварных швов, равных или превышающих 5/16 дюйма, без коррекции, при условии, что участок сварного шва меньшего размера не превышает 10 % длины сварного шва. Если этот предел превышен, дополнительный металл сварного шва может быть нанесен поверх дефектной зоны для увеличения размера по мере необходимости. Сварные швы стенок к полкам балок не могут быть уменьшены на каждом конце на длину, равную удвоенной ширине полки.
8.3.5. Как должны заканчиваться угловые швы?
Эта тема подробно освещена в Разделе J2.2b Спецификации AISC и соответствующем Комментарии.
8.3.6. Почему размер углового сварного шва обычно ограничен 1/16 дюйма? меньше толщины материала при размещении по краю соединяемой детали?
В комментарии к разделу J2.2b Спецификации AISC 2016 года объясняется: «Для более толстых элементов в соединениях внахлест сварщик может оплавить верхний угол, в результате чего сварной шов будет выглядеть полноразмерным, но на самом деле не хватает требуемого размера сварного шва. См. рисунок C-J2.1(a). На более тонких элементах, скорее всего, будет достигнута полная ширина сварного шва, даже если кромка расплавится. Соответственно, когда толщина листа составляет 1/4 дюйма (6 мм) или больше, максимальный размер углового сварного шва на 1/16 дюйма (2 мм) меньше толщины листа t, что достаточно для обеспечения того, чтобы кромка оставалась неподвижной. . См. рисунок C-J2.1(b).
8.3.7. Допустимо ли обозначение сварного шва по всему периметру, если угловой шов должен продолжаться вне плоскости?
Как правило, нет. Символ сварки по всему периметру может быть опасно простым инструментом, который может вызвать чрезмерную работу. Вплоть до 2015 года связывание сварных швов вне плоскости было запрещено, и это часто фактически запрещало использование символа сварного шва по всему периметру. Этот запрет был удален, но заменен предостережением. Он был удален, чтобы разрешить герметизирующие сварные швы, такие как те, которые требуются для цинкования сварных узлов. Предостережения, добавленные в AWS D1.1/D1.1M, касаются склонности к плавлению выемок в углах элементов и сокрытию плохого соответствия. Таким образом, хотя обвязка неплоских углов больше не запрещена, она по-прежнему не рекомендуется. Кроме того, сварка по всему периметру подразумевает сварку коротких кромок, вокруг галтелей и других контуров, что может быть сложно и редко требуется. Гораздо предпочтительнее определить соединения, которые необходимо сварить. Это можно сделать с помощью символов или эскизов.
8.3.8. Что представляет собой приемлемая подгонка угловых сварных соединений?
Согласно AWS D1.1:D1.1M, раздел 7.21.1, корневое отверстие, не превышающее 1/16 дюйма, допускается без изменений. Раскрытие корня, не превышающее 3/16 дюйма, обычно допускается, если размер сварного шва увеличивается на величину раскрытия корня или продемонстрировано, что получен требуемый эффективный проход. Для пластин толщиной более или равной 3 дюймам, 5/16-дюймовый. открытие корня допускается, если используется подходящая подложка.
Что, Символ, Диаграмма, Процесс, Машина, Прочность и несколько фактов Другой.
Угловые швы могут иметь треугольную, вогнутую, выпуклую или плоскую форму в зависимости от метода сварки. Наиболее часто используемый тип сварки в производственных отраслях, охватывающий широкий спектр (почти 70-80%) соединений, выполненных методом дуговой сварки.
Неплавящиеся процессы, такие как пайка твердым припоем и пайка, также используются для углового сварного соединения.
Угловые сварные швы рассматриваются как Т-образные соединения, в которых две металлические детали соединяются друг с другом, образуя прямой угол, а также рассматриваются как соединения внахлестку, где одна часть металла перекрывает другую часть металла.
Что такое угловой сварной шов?A Угловой шов требует меньшей подготовки кромок и имеет почти треугольное поперечное сечение.
Угловой сварной шов является очень экономичным, а также простым методом соединения, поэтому он является одним из наиболее широко используемых типов сварки в производственной отрасли. разные 9Процессы дуговой сварки 0041, такие как металлическая дуга, вольфрамовая дуга, дуга с защитным металлом и т. Д., Используются для получения углового сварного шва.
Угловые сварные швы. Изображение предоставлено Википедией.Обычно сварщики предпочитают угловые сварные швы, когда хотят соединить фланцы с трубами, приварить поперечные сечения инфраструктуры и заменить болты, поскольку они недостаточно прочны и имеют высокие шансы износа.
Угловой сварной шовУгловой сварной шов возникает, когда две металлические поверхности или другие формы соединяются или привариваются друг к другу перпендикулярно или под углом.
Тройник, соединение внахлестку, угловое соединение – все они подпадают под угловой сварной шов. Угловые швы приобретают вид треугольника и в зависимости от техники сварщика и различных параметров могут иметь вогнутую, плоскую или выпуклую поверхность.
Символы также указывают размеры сварного шва по-разному, такие как длина катета, длина сварного шва, промежутки между сварными швами. Прочность сварного шва также указывается с помощью комбинации букв и цифр, как и E60.
Символы углового сварного шва Основной символ углового сварного шва имеет форму треугольника, состоящего из базовой линии, стрелки и хвоста.
Треугольник расположен либо ниже, либо выше контрольной линии, наконечник стрелки всегда указывает на место сварки. Хвост является необязательным элементом символа, который дает информацию о сварном шве.
В ISO 2553 в качестве базовой линии используется система, состоящая из одной сплошной и одной пунктирной линии, расположенных параллельно друг другу. Если символ состоит из одной контрольной линии с треугольником над линией, это означает, что сварной шов будет находиться на противоположной стороне стрелки.
Если соединение состоит из двух скруглений, то для обозначения используется стрелка с двумя треугольниками выше и ниже базовой линии. Для непрерывного сварного шва вокруг стыка вокруг точки соединения контрольной линии и стрелки, указывающей на стык, помещается небольшой кружок.
Для описания внешнего вида сварного шва используются различные символы. Для вогнутого сварного шва для представления используется простая кривая, направленная от гипотенузы углового треугольника, а для выпуклого сварного шва — кривая, направленная к гипотенузе.
Обычно используемыми конструкциями соединений для угловых сварных швов являются тройник, соединение внахлестку и угловое соединение, в каждом из соединений две поверхности расположены под прямым углом друг к другу.
Различные части углового соединения можно пояснить с помощью рисунка ниже:
Различные части углового соединения; Изображение предоставлено: ВикипедияЧасти углового сварного шва можно увидеть на рисунке выше: нога, корень, лицо, носок и горло. Длина (5) представляет собой толщину шва, расстояние от центральной точки лицевой поверхности галтели до основания углового соединения.
Толщина шва должна быть равна толщине свариваемой металлической детали. Используя длину горловины, мы можем рассчитать прочность, которую может выдержать угловой шов.
Длина стороны(1) представляет собой две стороны треугольного скругления. Для указания размера сварного шва используется длина катета галтели. Торец (3) дает внешний вид сварного шва, корень (2) представляет собой самую глубокую часть провара.
На техническом чертеже символ галтели может состоять из размеров сварного шва.
Мы можем определить размер сварного шва по-разному, например, длину сварного шва, размер ножек, размер зазора между сварными швами.
В обозначении размер полки указан слева, для углового соединения с неравным размером полки необходимо указать оба размера, например 1″ x 1,3″. С другой стороны, для сварного шва с одинаковыми размерами катетов для представления достаточно одного размера.
В правой части углового треугольника указывается длина сварного шва. В случае двойного галтеля размеры указываются отдельно для обеих сторон соединения. Если угловой шов не сплошной, длина и шаг между центрами прерывистых угловых швов указываются справа от символа.
Размер углового шва Формула Расчет минимального и максимального размера углового шва необходим для того, чтобы выдерживать максимальные напряжения, действующие на сварной шов.
Мы всегда предпочитаем оптимальное значение для сварного шва, необходим точный расчет для получения правильного размера углового шва. Если проектировщик выбирает размер сварного шва выше оптимального значения, это не добавляет прочности сварному соединению, вместо этого наблюдается увеличение металла шва, рабочей силы и затрат.
Чтобы определить длину участка углового сварного шва, мы всегда должны помнить, что минимальный размер участка должен составлять 3/4 толщины листа, а при неравной толщине листа следует учитывать меньший размер.
Минимальный размер углового шва = 3/4, t = толщина углового шва, учитывая двустороннее угловое соединение с полноразмерным угловым швом. Только для одной стороны Филейная ножка должна быть удвоена.
Расчетная длина углового сварного шва Адаптивность и простота изготовления являются преимуществами, благодаря которым угловой шов отказывается от одного элемента. Один элемент перекрывает другой, поэтому требуется меньшая точность при подгонке.
Чтобы вычислить эффективную длину углового шва, мы должны вычесть удвоенный размер углового шва из общей длины углового шва.
Эффективная длина скругления, l eff = l – 2 . Z
l eff должен иметь минимальное значение четырехкратного размера сварного шва, l eff > 4 . Z
Длина сварного шва, показанная на диаграмме, считается эффективной длиной сварного шва и 2 . Z — дополнительная длина, предоставленная сварщиком.
Толщина шва углового сварного шваПоперечное сечение углового шва может быть представлено прямоугольным треугольником, а расстояние по перпендикуляру от гипотенузы до точки пересечения катетов называется толщиной шва.
Ниже приведен пошаговый метод расчета толщины шва:
Поперечный разрез углового сварного шваНа приведенном выше рисунке для треугольника ABC Z= размер стороны или размер сварного шва
BD= толщина шва=t
Длина шва=l
Минимальная площадь шва получается на шве BD, которая определяется произведением t и Z.
Теперь T = Z COS 45 0 или 0,707 Z
Минимальная площадь сварного шва или области горла
A = толщина горла x Длина сварного шва = 0,707 Z L
, если σ ,
, если σ ,
, если σ 9,
. – допустимое растягивающее напряжение для металла сварного шва, тогда предел прочности соединения для одиночного галтеля
P=площадь шва x допустимая прочность на растяжение=
Соединение с двойным угловым швом,
Конструкция углового сварного шваХотя угловые соединения очень распространены, перед выполнением такого сварного шва необходимо учитывать различные аспекты.
Толщина шва и размер стороны всегда должны находиться в определенном диапазоне для идеального углового шва.
Добиться правильного размера сварного шва, сохраняя требуемую длину катета и толщину шва, немного сложно. Обычно проектировщики допускают коэффициент безопасности при расчете размера, поэтому размер сварного шва, указанный на производственном чертеже, обычно больше, чем требуемый расчетный размер
Угловые сварные швы могут быть определены двумя условиями: Z = размер сварного шва или размер стороны и t = размер шва.
Горловина — это минимальное поперечное сечение сварного шва, расположенного на уровне 45 0 по отношению к размеру полки.
Теперь t= z cos 45 0 Или 0,707 Z
Размер сварного шва определяется размером его стороны (Z).
Параллельный угловой шов подвергается разрушению при сдвиге в горловине,
Прочность одиночного углового шва составляет
Где l= длина всего сварного шва
= максимально допустимое касательное напряжение
P = нагрузка, действующая на пластины.
Поперечный угловой шов Угловые швы бывают двух типов: поперечное и параллельное. Основная цель конструкции поперечного углового соединения – выдерживать прочность на растяжение.
В поперечном угловом шве направление шва перпендикулярно направлению силы, действующей на соединение, а в параллельном шве направление шва параллельно направлению силы, действующей на соединение. Поперечный шов можно разделить на одинарный и двойной поперечный угловой шов.
Одиночный поперечный шов может деформироваться от края, который не сварен, это основной недостаток одиночного поперечного шва. При поперечном угловом сварном шве нагрузка считается растягивающей, потому что нагрузка перпендикулярна сварка.
Несущая способность или прочность сварного шва равна σ t = F/A, где
σ t = предел прочности сварного шва на растяжение
F= сила, которую может выдержать сварной шов
A=эффективная площадь сварного шва
Эффективное значение с учетом того, что обе стороны равны, теоретическое сечение будет равно z cos 45 0
Или 0,707 Z
Для всех угловых соединений площадь можно рассчитать, умножив ширину сварного шва на длину участка (z) сварного шва.
Если σ t является допустимым растягивающим напряжением материала сварного шва, тогда предел прочности при растяжении одиночного поперечного углового шва равен
P = площадь шва x допустимое растягивающее напряжение
P = 0,707Z . л . о t
Для двойного поперечного углового шва
P = 2 x 0,707Z . л . σ t
Fillet weld Vs ButtweldThe differences between Fillet and Butt welds are mentioned below:
| Fillet | Butt |
| Suitable for automatic welding situations. | В связи с подготовкой разделки перед сваркой автоматические процессы не применяются. |
| Отказ от использования в сварочной промышленности из-за отсутствия необходимости в обширной подготовке шва. | Иногда не используется из-за обязательной подготовки кромок. |
| Требуют более высокой тепловложения, чем сварка встык, при той же толщине металлического листа. |
Деформация – распространенное нарушение, связанное со сварными соединениями, основными причинами которой являются тепловое расширение и сжатие материала шва и основного материала при сварке.
Симметричный шов снижает деформацию, но адаптация симметричного шва в каждом конкретном случае невозможна. Переварка также вызывает искажения.
В европейских странах в технических чертежах углового соединения указывается размер горловины, а в Великобритании обычно указывается размер ноги. Для углового сварного шва с равными длинами катетов треугольник поперечного сечения представляет собой прямоугольный треугольник с углами 45 градусов в каждом углу.
Соотношение между размером шва и размером стороны указано ниже:
Если \tau – допустимое напряжение сдвига материала сварного шва, то прочность на сдвиг одинарного параллельного углового шва составляет
P= площадь шва x допустимое напряжение сдвига=
Для двойного параллельного углового шва
Формулы расчета прочности на растяжение для поперечного углового шва приведены выше (заголовок поперечный угловой шов).
Как правило, галтели должны быть спроектированы таким образом, чтобы выдерживать напряжение сдвига. Для углового соединения с равными катетами толщина шва составляет 0,707 размера катета, что дает площадь сварного шва, равную размеру шва, умноженному на длину сварного шва.
Как использовать Измеритель угловых швов?Измеритель угловых сварных швов используется двумя основными способами: измерение длины колена и проверка толщины шва.
Чтение филеметра очень простое и очень четкое без каких-либо сложностей. Каждый конец калибра измеряет как длину ноги, так и толщину горловины. Выпуклые стороны рассчитывают длину стержня, а стороны с выступами в середине сварочного углового калибра рассчитывают толщину шва.
В зависимости от типа углового соединения мы должны выбрать сторону калибра, используемого для измерения. Всегда следует избегать чрезмерной выпуклости, так как высокая выпуклость соединения увеличивает концентраторы напряжения и приводит к трещинам и нарушениям сварки.
В случае вогнутого сварного шва размер сварного шва измеряется с помощью той стороны калибра для сварки, где центральный выступ должен касаться поверхности сварного шва. Толщину самой глубокой части проникновения трудно измерить, так как она находится в зоне термического влияния и трудно точно определить ее протяженность.
Заключение:
В завершение нашего поста отметим, что инженеру необходимо доскональное знание конструкции угловых швов. Соответствующий символ сварного шва необходим для представления размера сварного шва. В Великобритании длина стороны обозначается буквой «Z» в EN ISO 2553, а число указывает размер сварного шва в миллиметрах.
размер и прочность углового шва
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, дуговая и кислородно-топливная сварка
- размер и прочность углового шва
29.04.2016 # 26
Re: размер и прочность углового шва
Первоначально Послано DSW
Это своего рода то, что он говорит.
Он предлагает использовать 3/8-дюймовую ножку на угловом соединении на 1/4-дюймовом заготовке.Меня учили, что МАКСИМАЛЬНЫЙ размер ноги равен толщине самого тонкого материала в моем классе инженерных сооружений. Это предполагало базовую мягкую сталь A36, а не высокопрочные сплавы. Существуют таблицы для минимальных размеров опор, основанные на толщине заготовки, но нам сказали, что для основных простых расчетов просто используйте скругление, равное или 1/16 дюйма под толщину заготовки, как самый простой способ определить расчеты нагрузки с использованием базовых таблиц.
Нас также учили не просто сваривать одну сторону элемента, если он не поддерживается. И корневая сторона всегда будет ахиллесовой пятой.Сварка методом “WELDOR”, а не “DERR”
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
30.04.2016 # 27
Re: размер и прочность углового шва
Первоначально Послано Daniel-B
Вау. У меня болит голова. Я убегаю отсюда.
Так что я не единственный, у кого голова болит от чтения сообщений wnytom. Хороший.Первоначально написал Мистер Смит
Эти черты развились в его ранние годы работы телеграфистом.
ААА, это все объясняет! Заглавные буквы и знаки препинания не требовались. Интерпретируйте точки, разделяющие абзацы, как «СТОП».Ryan
Miller Multimatic 200 tig/spool gun/wireless remote
Millermatic 350P, Bernard/XR Python guns
Miller Dynasty 350, Coolmate 3.5 & wireless remote
CK WF1 TIG wire feeder
Miller Spectrum 375 Xtreme
Optrel e684
Miller Digital Elite
Сварочная маска MillerОтветить с цитатой
30.04.2016 # 28
Re: размер и прочность углового шва
Ну дерьмо.
Я напечатал хорошее длинное объяснение, и мне не хочется печатать все это снова. В значительной степени он частично прав, но это действительно зависит от нагрузки и конструкции сустава. Действительно, при правильно спроектированном соединении можно обойтись меньшим сварным швом. И о том, что металл сварного шва не такой прочный, как основной металл, лучше, чтобы он был.. A36 имеет предел прочности на растяжение 36 тысяч фунтов на квадратный дюйм, а предел текучести ER70 составляет около 65 тысяч фунтов на квадратный дюйм (предел текучести и предел прочности на растяжение сильно различаются). Я украл эти картинки из старого домашнего задания, когда я учился в школе, из моего курса проектирования машин. А затем я немного подправил их для этого поста. Я понимаю, что это для соединения внахлест, я думаю, что большинство из вас имеет в виду Т-образное соединение. Но в любом случае это будет зависеть от конструкции сустава и от того, под какими нагрузками он находится.Итак, это пластина толщиной 5/16″, приваренная по всему периметру с валиком 5/16″.
В нижней части последнего рисунка показаны усилия, необходимые для разрушения сварного шва и основного материала. Конечно, при сварке по всему периметру в первую очередь выходит из строя основной материал. При сварке только с двух сторон основной металл выходит из строя первым. С одной стороны сварной шов выйдет из строя. Таким образом, в первых двух случаях больший валик сварного шва не поможет (не то, чтобы в этом случае вы могли бы сделать валик большего размера..)Если вы замените его на пластину толщиной 1 дюйм, сварив три стороны с 5/ Для галтелей диаметром 16 дюймов требуется 57 400 фунтов для разрушения сварного шва и 36 000 фунтов для разрушения основного материала. Это лучший пример, когда увеличение филе абсолютно бесполезно.
Кроме того, я, возможно, где-то ошибся, я не специалист в этом, и я давно не занимался этими расчетами. Это только то, что я узнал и что я понимаю.
Вот фото:
Последний раз редактировалось andyh29; 30.
04.2016 в 00:57.Ответить с цитатой
30.04.2016 # 29
Re: размер и прочность углового шва
Прикрепленные изображенияПервоначально Послано DSW
Это своего рода то, что он говорит. Он предлагает использовать 3/8-дюймовую ножку на угловом соединении на 1/4-дюймовом заготовке.
Меня учили, что МАКСИМАЛЬНЫЙ размер ноги равен толщине самого тонкого материала в моем классе инженерных сооружений. Это предполагало базовую мягкую сталь A36, а не высокопрочные сплавы.
. Существуют таблицы для минимальных размеров опор, основанные на толщине заготовки, но нам сказали, что для основных простых расчетов просто используйте скругление, равное или 1/16 дюйма под толщину заготовки, как самый простой способ определить расчеты нагрузки с использованием базовых таблиц.
еще раз скажу тройник приварен только с одной стороны тройник приварен только с одной стороны
.
, поэтому вам нужен размер сварного шва, в 1,4 раза превышающий толщину материала, или 3/8 сварного шва для 1/4 пластины, если тройник приварен только с одной стороны.
.
, если угловой шов таврового соединения приварен с ОБЕИХ сторон, его толщина в 0,7 раза больше толщины материала 0,25 = сварной участок 0,18 дюйма с каждой стороны тройникового соединения для обеспечения соответствующей прочности. приварен ОБЕИХ сторон да 3/16 шва для 1/4 пластины хорошо, если приварены с ОБЕИХ сторон
.
тройник, сваренный с одной стороны, является обычным. возьмите стальную трубу 3×3 на 1/4 стенки, приваренную к тройнику. требуется сварной шов 3/8 с 2 сторон, чтобы соответствовать прочности материала стенки 1/4. 2 другие стороны представляют собой стыковое соединение. проплавление и плохая посадка соединения влияют на прочность. по-другому, если у меня есть соединение трубы с зазором 1/4 и я заполню зазор сварным швом, будет ли соединение труб таким же прочным, как правильно выполненное соединение с надлежащим полным проплавлением до корня. Конструкционная труба такая же. Плохое соединение с большим зазором при заполнении сварным швом, вы не можете рассчитывать на проплавление, если что-нибудь эффект надреза заполненный шов будет концентрировать напряжение в нижней части плохо подогнанного шва, заполненного сварным швом.0885 .
Я показываю изображение обычного калибра сварных швов, и он выгравирован в соответствии с размером ноги, хотя вы также проверяете вогнутый сварной шов, но размер указан в размере ноги. неравномерный размер ноги вы выбираете наименьшую сторону ноги и наименьший размер вогнутого сварного шва. Этот тип сварочного калибра у меня был более 36 лет, так как он измеряет угловые сварные швы внахлестку. не требует длинного тройника. Я не претендую на звание эксперта-сварщика, но я легко сварил более 1000 тонн стали и проштамповал свой сертификат сварки на своих сварных соединениях в течение многих десятилетий сварки. На первом курсе сварки я научился читать размер углового сварного шва, и меня научили определять размер сварного шва для полнопрочного конструкционного соединения.
.
это не ракетостроение. полезно прочитать несколько книг по сварке.
.
, и с практической точки зрения, если сварщик использует стержень диаметром 1/8 для сварки листов толщиной 1/4 в тройнике, сваренном только с одной стороны, трудно, если не невозможно, получить размер сварного участка 3/8 за один проход, особенно если приваривается не в том положении. как правило, я бы использовал 3 прохода сварки, чтобы получить размер сварного шва 3/8 на тройнике толщиной 1/4, если сваривать не в том положении, как вертикально вверх. как любой, кто сварил стальную трубу 4×4 на 1/4 стенки на большой конструкции, знает, что вы не можете все время переворачивать соединение и должны сваривать в другом месте на большой конструкции, для выполнения достаточно больших сварных швов требуется время. и ко мне приходил мастер со своим сварочным калибром, и мне приходилось объяснять основной размер сварного шва, необходимый для сварного тройника только с одной стороны. если косметический шов, конечно, вы можете использовать сварные швы меньшего размера. если у вас есть тонны на стыках, хотя вам нужны сварные швы подходящего размера, если вы хотите, чтобы конструкция выдерживала тоннаж веса.Последний раз редактировалось WNY_TomB; 30.04.2016 в 09:40.
Ответить с цитатой
30.
04.2016
#30Re: размер и прочность углового шва
Первоначально Послано xryan
Так что я не единственный, кто получает головную боль, читая посты wnytom. Хороший.
ААА, это все объясняет!
И вот все эти годы я думал, что хорошо разбираюсь в этом вопросе. Он меня так запутал, что я начинаю задаваться вопросом, как мне вообще удалось пройти тест CWI.Ответить с цитатой
30.
04.2016
#31Re: размер и прочность углового шва
Первоначально Послано HT2-4956
И вот все эти годы я думал, что хорошо разбираюсь в этом вопросе. Он меня так запутал, что я начинаю задаваться вопросом, как мне вообще удалось пройти тест CWI.
.
, если вас смущает минимальный размер сварного шва, необходимый для полной прочности тройникового соединения, сваренного ТОЛЬКО с одной стороны, то любое обучение сварке, которое вы прошли, очевидно, было неадекватным, или вы спали в классе в тот день.
.
большая разница в минимальном сварном шве, необходимом для тройника, сваренного ТОЛЬКО с одной стороны, и тройника, сваренного с ОБЕИХ сторон. математически сварной шов ТОЛЬКО с одной стороны должен быть в 2 раза больше, чем швы, необходимые для тройникового соединения, сваренного с ОБЕИХ сторон.Последний раз редактировалось WNY_TomB; 30.04.2016 в 10:41.
Ответить с цитатой
30.04.2016 #32
Re: размер и прочность углового шва
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом.
Я еду на ВЧ, чтобы обновить свой сварочный арсенал, заменю свой Miller syncrowave 250Последний раз редактировалось rick9345; 30.04.2016 в 10:48.
Эверласт 250EX
Миллер 250 Syncrowave
Вертикальная мельница Sharp LMV
Токарный станок Такисава TSL-800-D
Grob 18 в ленточной пиле
Отрезная пила Greenlee
плоскошлифовальный станок Sanford
Точильно-шлифовальный станок в стиле Deckel
и 40+ лет и т. д. и т. д.Ответить с цитатой
30.04.2016 #33
Re: размер и прочность углового шва
Первоначально Послано rick9345
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом.
. Я еду на ВЧ, чтобы обновить свой сварочный арсенал, заменю свой Miller syncrowave 250
, на самом деле я продал свой Miller Synchrowave 250 и заменил его ВЧ-сварочным аппаратом за 200 долларов. он у меня уже 6 месяцев и я очень доволен им. приятно нести сварочный аппарат одной рукой на задний двор и просто использовать удлинитель 10ga 50 футов. также приятно просто положить сварочный аппарат в свой грузовик, неся его одной рукой, конечно, с удлинителем, и сваривать в других домах.
.
я делал это много раз. работает очень хорошо. За более чем 36 лет сварки я должен сказать, что ВЧ-сварщик — самый удобный сварочный аппарат, который я когда-либо использовал.Последний раз редактировалось WNY_TomB; 30.04.2016 в 10:55.
Ответить с цитатой
30.
04.2016
#34Re: размер и прочность углового шва
Мистер Том, если вы не возражаете, я вставлю несколько слов новичкам-сварщикам, которые приходят сюда за советом. Это особенно адресовано тем, кто может начать работать в сфере мобильной сварки. Ссылаясь на комментарий, сделанный в нескольких сообщениях о том, что это математически жизнеспособный вариант сделать большой сварной шов с одной стороны Т-образного соединения, это может быть правдой, когда дело доходит до математической стороны проблемы. Однако, когда соединение, подобное Если предложенное соединение выходит из строя, математик не будет оплачивать или повторно сваривать неисправность (если только математик не является также сварщиком!!).
Я не говорю, что КАЖДОЕ соединение, подобное обсуждаемому, выйдет из строя. Но в некоторых приложениях это не удастся. Итак, хорошо подумайте о путях ваших и будьте мудры!! Опять же, я не суперученый — я просто деревенский кузнец!!Последний раз редактировалось villageblacksmith; 30.04.2016 в 12:21.
Ответить с цитатой
30.04.2016 #35
Re: размер и прочность углового шва
Первоначально Послано shovelon
Нас также учили не просто сваривать одну сторону элемента, если он не поддерживается.
Меня тоже этому учили. И корневая сторона всегда будет ахиллесовой пятой.В основном сводится к гипотетическому одностороннему сварному шву (с изнаночной стороны), которого я избегаю.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
30.04.2016 #36
Re: размер и прочность углового шва
Первоначально Написал MinnesotaDave
Меня тоже этому учили.
В основном сводится к гипотетическому одностороннему сварному шву (с изнаночной стороны), которого я избегаю.
Или, по-другому, можно сказать, что корень углового шва не подвергается натяжению. Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.Ответить с цитатой
30.04.2016 #37
Re: размер и прочность углового шва
Вся эта ветка заставляет меня вспомнить эту старую поговорку о том, что если вы не можете ослепить их блеском, сбейте их с толку ерундой! И если ни один из этих вариантов не работает, просто смешивайте их с фактами.
Ответить с цитатой
30.04.2016 #38
Re: размер и прочность углового шва
Прикрепленные изображенияПервоначально Послано HT2-4956
Или по-другому можно сказать, что вы не подвергаете корень углового сварного шва натяжению. Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать.
хт2; это может быть еще один пример. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
30.04.2016 #39
Re: размер и прочность углового шва
Первоначально Послано docwelder
ht2; это может быть еще один пример.
Это довольно хороший пример того, чего я хотел добиться. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны.Чтобы сделать еще один шаг… сторона, которую вы не хотели бы сваривать, находится там, где я нарисовал красную линию, потому что усилие от затягивания зажима приведет к возникновению корня углового сварного шва. с той стороны в напряжении. Вместо того, чтобы прижимать нужную деталь, зажим просто откатывается назад до тех пор, пока не разорвется сварной шов.
Ответить с цитатой
30.04.2016 #40
Re: размер и прочность углового шва
Первоначально Послано HT2-4956
Это довольно хороший пример того, что я пытался получить.
Чтобы сделать еще один шаг… сторона, которую вы не стали бы приваривать, находится там, где я нарисовал красную линию, потому что усилие от затягивания зажима поместит корень галтели. приварить с этой стороны на растяжение. Вместо того, чтобы прижимать нужную деталь, зажим просто откатывается назад до тех пор, пока не разорвется сварной шов.0003 Вздор. Вы упускаете суть. Все, что вам нужно сделать, это сделать сварной шов в два раза больше с помощью 6013, используя инвертор Harbour Freight на конце 50-футового удлинителя. Том посчитал за тебя.
-Крис
Ответить с цитатой
30.04.2016 #41
Re: размер и прочность углового шва
Итак, если вы хотите, чтобы удвоил размером 1/4-дюймового углового сварного шва, вы бы сделали его угловым швом 3/8 или 1/2 дюйма?
Ответить с цитатой
30.
04.2016
#42Re: размер и прочность углового шва
Первоначально написал HT2-4956
Итак, если бы вы хотели удвоить размер углового сварного шва 1/4 дюйма, вы бы сделали его угловым швом 3/8 или 1/2 дюйма?
Да, именно так. Дух.-Крис
Ответить с цитатой
30.
04.2016
#43Re: размер и прочность углового шва
Первоначально Послано rick9345
wnywelder—- подобен человеку, который смотрит на одно дерево и объявляет его лесом. Я отправляюсь на ВЧ, чтобы обновить свой сварочный арсенал, заменю мой Miller syncrowave 250
Не хотите подробнее рассказать об этом приятеле?Отправлено с моего SM-G900V с помощью Tapatalk
IAMAW Местный 330
Airco 300 AC/DC Heliwelder
Airco Dip-Pak 200 с пистолетом Profax
Powr-Kraft AC225
Everlast PowerArc 200st
Сверлильный станок Buffalo Forge No. 21
Спидглас 9100xx
Горелки Airco, Oxweld, Purox, Victor
Линкольн Рейнджер 8Ответить с цитатой
30.04.2016 #44
Re: размер и прочность углового шва
ооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооо одностороннее скругление с размером ноги 75% от основного материала.
сохраняют слегка выпуклую форму.сделайте еще один с ножками в 2 раза толще материала (или в 10 раз для прикола) и посмотрите разницу в силе их сломать.
для справки, насколько мне известно, ни одно одностороннее скругление не будет иметь приличных характеристик разнонаправленной нагрузки, если только мы не говорим о Т-образном соединении, где пересекающаяся часть скошена для обеспечения полного проникновения.
односторонние галтели на листе (например, 16ga или меньше) могут быть относительно прочными, потому что «провар корня» может быть близок к толщине материала, что делает сварной шов способным выдерживать нагрузки во всех направлениях.
сварные швы на листе никогда не будут прочными при изгибе в сторону сварного шва, потому что независимо от размера (без того, чтобы сварной шов считался косынкой), проплавление корня будет номинальным, поэтому, естественно, между пересекающиеся пластины, которые будут распространяться либо в сварной шов, либо, что более вероятно, рядом с ним (учитывая электроды с низким содержанием водорода).
галтели с одной стороны становятся «петлями», но реальной гибкости у них нет, что приводит к поломкевещи боссов:
первопроходец 325
maxstar 200мои вещи:
са 200
Транспондер Fronius 180
Линкольн на 100 ампер ж/ф
97 f350 ДИТКевин
Ответить с цитатой
30.04.2016 #45
Re: размер и прочность углового шва
Первоначально Послано HT2-4956
Или по-другому можно сказать, что вы не подвергаете корень углового сварного шва натяжению.
Пример… в большинстве случаев при догинге и заклинивании вы накладываете угловой сварной шов только на одну сторону собачки, чтобы ее было легче оторвать. Важно, чтобы угловой шов располагался на той же стороне собачки, с которой вы будете вбивать клин.Первоначально Послано docwelder
ht2; это может быть еще один пример. я мог сварить опорную плиту по всей длине с одной стороны и отломить ее одним или двумя толчками с незаваренной стороны.
Очень хорошие очки.Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
30.
04.2016
#46Re: размер и прочность углового шва
«Открытие — это видеть то, что видели все остальные, и думать так, как никто другой не думал» — Альберт Сент-Дьёрдьи
Ответить с цитатой
30.
04.2016
#47Re: размер и прочность углового шва
Первоначально Послано andyh29
Ну дерьмо. Я напечатал хорошее длинное объяснение, и мне не хочется печатать все это снова. В значительной степени он частично прав, но это действительно зависит от нагрузки и конструкции сустава. Действительно, при правильно спроектированном соединении можно обойтись меньшим сварным швом. А насчет того, что металл шва не такой прочный, как основной металл, то лучше бы… A36 имеет предел прочности на растяжение 36 тысяч фунтов на квадратный дюйм, а предел текучести ER70 составляет около 65 тысяч фунтов на квадратный дюйм (предел текучести и предел прочности на разрыв сильно различаются).
Я украл эти картинки из старого домашнего задания, когда я учился в школе, из моего курса проектирования машин. А затем я немного подправил их для этого поста. Я понимаю, что это для соединения внахлест, я думаю, что большинство из вас имеет в виду Т-образное соединение. Но в любом случае это будет зависеть от конструкции сустава и от того, под какими нагрузками он находится.Итак, это пластина толщиной 5/16″, приваренная по всему периметру с валиком 5/16″. В нижней части последнего рисунка показаны усилия, необходимые для разрушения сварного шва и основного материала. Конечно, при сварке по всему периметру в первую очередь выходит из строя основной материал. При сварке только с двух сторон основной металл выходит из строя первым. С одной стороны сварной шов выйдет из строя. Таким образом, в первых двух случаях наличие большего валика сварного шва не помогло бы (хотя в этом случае вы не могли бы иметь больший валик ..)
Если вы замените его на пластину толщиной 1 дюйм, для сварки трех сторон с галтелями 5/16 дюйма потребуется 57 400 фунтов для разрушения сварного шва и 36 000 фунтов для разрушения основного материала.
Это лучший пример, когда увеличение филе абсолютно бесполезно.Кроме того, я мог где-то ошибиться, я не специалист в этом, и я давно не имел дело с этими расчетами. Это только то, что я узнал и что я понимаю.
…………………………..
На самом деле в спецификации для A36 указано, что он должен иметь минимальный предел прочности на растяжение 58 000 р си. Минимальный предел текучести для него составляет 36 000 p si. Предполагается, что наполнитель классаER70 должен иметь минимальное сопротивление растяжению 70 000 фунтов на квадратный дюйм в состоянии после сварки.
Ответить с цитатой
30.04.2016 #48
Re: размер и прочность углового шва
Первоначально Послано wnywelder
Хотите уточнить, что приятель?
Отправлено с моего SM-G900V с использованием Tapatalk
wnywelder,Я думаю, что “rick9345”, скорее всего, имел в виду адресовать этот комментарий “WNY_TomB”, а не вам.
Ответить с цитатой
30.04.2016 #49
Re: размер и прочность углового шва
Я тоже так думал, но хотел проверить.
Отправлено с моего SM-G900V с помощью Tapatalk
IAMAW Местный 330
Airco 300 AC/DC Heliwelder
Airco Dip-Pak 200 с пистолетом Profax
Powr-Kraft AC225
Everlast PowerArc 200st
Сверлильный станок Buffalo Forge No.21
Спидглас 9100xx
Горелки Airco, Oxweld, Purox, Victor
Линкольн Рейнджер 8Ответить с цитатой
30.
04.2016
#50Re: размер и прочность углового шва
Мне нечего добавить, кроме того, что видео Джо Уолша — единственное, что делает этот тред терпимым.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
1.0 КРИТЕРИИ ПРИЕМКИ ЗАВЕРШЕННЫХ СВАРНЫХ СОЕДИНЕНИЙ | Угловой шов
Пример: стоматолог-гигиенист
1.0 КРИТЕРИИ ПРИЕМКИ ЗАВЕРШЕННЫХ СВАРНЫХ ШВОВ
engstandards. lanl.gov
1.2.3 Угловой и угловой швы могут варьироваться от выпуклых до вогнутых сварных швов. Размер углового сварного шва определяется, как показано на схемах углового сварного шва в конце этого приложения. Типовые сведения о минимальном угловом сварном шве для вставных фланцев и компонентов, привариваемых враструб, также содержатся в разделе 9.0040 Схемы угловых швов в конце этого приложения.
Размер, минимум, скругление, минимальное скругление
Сварка легких оцинкованных стальных труб …
www.wheatland.com
формирование тройника, уголка или углового шва 40, размер и требуемая длина должны быть указаны на чертеже. Как правило, горловина углового сварного шва (см. рисунок ниже) должна быть такой же, как … Минимальный размер углового сварного шва Толщина стенки трубы (дюймы) Минимальный размер углового сварного шва …
Размер, минимальный размер, сварной шов, угловой сварной шов, угловой шов, минимальный размер углового шва
Угловой сварной шов • Размеры углового сварного шва – показаны на той же стороне от исходной линии, что и символ сварного шва • Размер углового сварного шва с неравными сторонами – показан в скобках слева от символ •Прерывистый угловой шов – Приращения длины и шага расположены справа – Используется для …
Размер, символы, сварной шов, угловой шов, угловой шов, символы сварного шва
www. aisc.org
Сварка угловых швов под контролем CHECK Несколько общих вопросов (и ответов) по проверке конструкций угловых швов . … который, вероятно, основан на угловом сварном шве размером , который был округлен до ближайшей 1/16 дюйма или основан на минимуме … Минимум сварного шва Прочность > Минимум Прочность материала на растяжение — превосходит присадочный металл.
Сохранение, Размер, Минимум, Проверка, Сварка, Сварка, Угловой шов, Угловой шов, Размер углового шва, Контроль углового шва, Минимальный шов УГЛОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ Символ сварки для углового сварного шва включает требуемый символ углового сварного шва и (при необходимости) размер, длину, шаг, контур, метод выполнения контура, сварной шов по всему периметру, монтажный сварной шов и любую другую дополнительную информацию. указаны в конце символа сварки. См. Рисунок 10-14. Слева показан размер углового шва …
Сварной шов, Угловой шов, Угловой
2. Расчет сварных соединений 2.1 Напряжения
app.aws.org
2.4.4 Минимум Ножка Размер . См. 5.14 для минимальных размеров катетов , необходимых для угловых сварных швов . 2.4.5 Максимальный размер углового сварного шва . Максимальный размер углового сварного шва , указанный вдоль кромок материала, должен быть следующим: AWS D3.6M: 200X3 (1) толщины основного металла, для металла толщиной менее ¼ дюйма (6 мм) (см. рис. 2.1). , Деталь …
Размер, Минимум, Сварной шов, Скругление, Размер углового шва, Размер углового шва
Минимальный сварной швартовую сварку размером – Los Alamos National Laboratory www.lanl. gov
Минимальный размер сварного шва для доквалифицированного сустава. Угловой сварной шов T меньше или равен ¼ дюйма 1/8 дюйма T больше ¼ дюйма и меньше или равен ½ дюйма 3/16 дюйма
Размер, минимальный, сварной шов, минимальный размер, угловой шов , Угловой, Минимальный размер углового шва
Стыковые швы — LearnEASY
www.learneasy.info
Угловой шов — это сварной шов в углу. … Найти минимальный размер сварного шва . Обратите внимание, что этот сварной шов находится в РАСТЯЖЕНИИ, но мы можем предположить, что угловых швов до … (Конечно, мы округлим это до большего (номинального) размера сварного шва , например, 5 мм или 6 мм, но сохраним исходный номер для викторины…) Пример Филе 2 Вторник, 5 марта 2013 г.
Размер, Минимум, Сварной шов, Угловой шов, Угловой шов, Размер шва, Минимальный размер шва
Оценка и проверка
Угловых и Тройниковых стыковых сварных швов wtia. com.au
Размер стыкового шва Длина стороны
Размер, Сварной шов, Угловой шов, Угловой
Проект соединения в новом Руководстве AISC -structuremag.org
www.structuremag.org
Угловой сварной шов Направленная прочность (J2.4) … Скругление Сварные швы – Минимальный размер (J2.2b) Предыдущие спецификации AISC всегда сопоставляли минимальный размер скругления с большей толщиной соединяемых деталей. Изменения в Спецификации 2005 г.0003
РУКОВОДСТВО ПО ВЫБОРУ ПРИПЛАВОЧНОГО МЕТАЛЛА ДЛЯ РАЗЛИЧНЫХ … Сокращения обозначают положения сварки F=Flat; V= Вертикальное, OH= Верхнее, H= Горизонтальное, H-
Скругления = Горизонтальное Скругления . б. Термин dcep относится к положительному электроду постоянного тока (постоянный ток, обратная полярность).Угловой шов
Руководство по проектированию AWS
для расчета углового сварного шва Sizespubs.aws.org
nesses, минимальный размер скругления определяется более толстым элементом (ссылки 1 и 2). Хотя этот подход является консервативным, размеры сварного шва и могут быть не оптимальными. Угловой шов
Проектирование, руководство, размер, минимум, расчет, сварной шов, угловой шов, руководство по расчету углового шва, минимальный размер углового шва
Американское общество сварщиковapp.aws.org
Ответ: (1) Да, квалификация однопроходного углового шва максимального размера для использования в строительстве может быть выполнена без выполнения многопроходного углового шва минимального размера для использования в аттестации строительства, т. е. показано в таблице 4.4.
Американское, Общество, Размер, Минимум, Сварка, Сварка, Американское общество сварщиков, Угловой шов, Размер углового шва, Минимальный размер углового шва
Руководство по визуальному контролю сварных швов, Приложение A – Raytheon…host.tcomlp.com
минимальный размер углового шва устанавливается либо по печати (имеет приоритет), либо по таблице в п.п. 5.7.2, в любом случае минимальный размер углового шва должен использоваться для установления максимального размера
Руководство по техническим стандартам LANL ISD 341-2, главы 13 …
engstandards.lanl.gov
Размер углового сварного шва определяется, как показано на рисунке 2 настоящего Приложения. Типовые детали минимального углового сварного шва для вставных фланцев и компонентов для сварки враструб также приведены на рис. 2 настоящего Приложения. Подрезы не должны превышать 1/32 дюйма и
Размер, Минимум, Сварной шов, Угловой шов, Угловой шов, Минимальный угловой шов
ФОРМА QW-484A РЕКОМЕНДУЕМЫЙ ФОРМАТ A ДЛЯ СВАРЩИКИ …
www.asme.org
Угловые сварные швы в листе [QW-462.4(b)] Угловые сварные швы в трубе [QW-462.4(c)] Название: BPVC_IX_QW-484A Дата создания: 29 июля/ 2013 9:15:50 …
Сварка, угловой шов, угловой шов
2.
Проектирование сварных соединений — Американское общество сварщиковapp.aws.org
конструкция сварных соединений . Он разделен на четыре части, де- … 2.3.3.1 Минимальный размер сварного шва . Частичный провар стыка … 2.4.5 Максимум Размер углового сварного шва . Максимальный размер углового шва , указанный вдоль краев материала, должен соответствовать
Конструкция, соединение, размер, минимум, сварка, сварка, конструкция сварных соединений, угловой шов, размер углового шва, минимальный размер шва
1.
0 ПОДГОТОВКА СОЕДИНЕНИЯ И ВЫРАВНИВАНИЕ – Los Alamos National …engstandards.lanl.gov
2.2.2 Состояние поверхности готового гнезда и угловые сварные швы должны быть пригодны для правильной интерпретации неразрушающего контроля, где это необходимо. Подготовка поверхности, если это требуется для PT, MT или UT, должна иметь как минимум 250 RMS или эквивалентную отделку. 2.2.3 Раструбные и угловые сварные швы могут варьироваться от выпуклых до вогнутых.
Сварной шов, угловой шов, угловой шов
по стали – Главная страница AISCwww.aisc.org Эрик Андерс Нельсон является владельцем структур Workshop, Inc., в … легко определить необходимые размер углового сварного шва на каждой стороне элемента вместо указания сварного шва с канавкой CJP . Удивительно,
Размер, Сварной шов, Филе, Размер углового шва, Steelwise
MANSFIELD DELI – ешьте здесь.
Ешьте хорошо.-2PM8SRNQE0Y286HAX3C9NBH8-WPENGINE.NETDNA-SSL.com
ПЕСПО ЦИКА0040 Филе , бекон, салат, помидоры и майонез на плетеном рулете TRUMP TOWER $12 ½ фунта жареной пастрами и солонины, плавленого швейцарского сыра, салата из капусты и соуса «Тысяча островов» на объемном рулете
Филе
Дизайн филе
Сварные швы и стыковые швы с частичным проплавлением Nwww.newsteelconstruction.com
Направленный метод расчета угловых швов и стыковых швов с частичным проплавлением в EN 1993-1-8 пункт 4.5.3.2 включает … и стыковые сварные швы с частичным проплавлением и показывает, как формула комбинированного напряжения связана с …, что приводит к тому же самому размеру сварного шва .
Размер, частичный, сварной шов, провар, стыковой, угловой, размер сварного шва, частичный стыковой шов с проплавлением Направляющие предварительного нагрева для раздела 9 ASME0041 VIII Отд. ceprofs.civil.tamu.edu Минимальный размер углового сварного шва Минимальный размер сварного шва основан на закалочном эффекте толстых листов на небольших сварных швах. Если металл сварного шва охлаждается слишком быстро из-за большого поток тепла в толстую опорную плиту, сварной шов может стать хрупким (низкая вязкость разрушения). Размер, Минимум, Сварной шов, Скругление, Минимальный размер углового шва, Минимальный размер шва www. Что такое “сварной шов ”?» AWS A3.0, Стандартные термины и определения по сварке, определяет сварной шов как: «0 Любой 1 Код>> … Примечание: Для углового шва в сочетании с разделкой кромки шва , T – либо глубина … включая шов зон термического влияния (ЗТВ). минимальная ширина этого объема представляет собой наибольшую ширину сварного шва плюс 1 т или 2 дюйма. сварных швов – Техасский университет A&M Будьте внимательны при указании “
Сварные швы ” – Фундамент jflf.org
Уплотнение, размер, минимум, сварной шов, уплотнительные швы, угловой шов, минимальный размер углового шва
WPSAmerica.com
Краткий обзор основных переменных из угловой шов или канавка PJP сварной шов для любой толщины или диаметра (см. пункт 4.11.3 для требований к испытаниям Macroetch). Примечание «b» к AWS D1.1, Таблица 9. 10 [Труба]: для квадратных канавокОбзор, Основной, Размер, Быстрый, Переменный, Сварка, Скругление, Краткий обзор основных переменных
Spectrem 2 – Tremco Sealants
www.tremcosealants.com
Швы по периметру окон: Для галтелей или уголков вокруг окон и дверей герметик должен иметь глубину контакта минимум [C] 1/4 дюйма (6,34 мм) на каждую подложку. Должна быть обеспечена надлежащая подложка или разрыв соединения, чтобы герметик мог действовать при движении шва.0041 – g-w.com
www.g-w.com
Проверка и ремонт сварных швов … операция выполнена правильно. При минимуме сварщики должны проверить следующие области: • Основной материал соответствует спецификации. • Конструкция соединения соответствует спецификации и находится в пределах требуемых допусков. … Размер сварного шва Калибр V-WAC Угловой шов Датчики Удлинительные зеркала Оптический компаратор со шкалой Увеличительные линзы
Ремонт, Размер, Проверка, Минимум, Сварка, Угловой шов, Скругление, Проверка и ремонт сварных швов, Размер сварного шва
Полевое руководство по сварке конструкций —
michigan. gov www.michigan.gov
Угловой сварной шов — Сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности под прямым углом друг к другу под прямым углом соединение внахлестку, Т-образное соединение или угловое соединение.
Мичиган, Сварка, Угловой сварной шов, Угловой шов
Экономия в стальных соединениях жесткой опорной балки
www.structuremag.org
ber с угловым швом размером , D, равным 5/16 дюйма. Обратите внимание, что расчетная прочность соединения примерно на 10 процентов выше, чем конечная потребность. Доступная прочность сварного шва , ϕR n, равна 6,96 тысяч фунтов на дюйм. Предлагаемый альтернативный метод проектирования 1
Размер, сварной шов, угловой шов, размер углового шва
Ограничения для любительского морского рыболовства
www. dec.ny.gov
МИНИМАЛЬНЫЙ РАЗМЕР (1) Количество рыб) ОТКРЫТЫЕ СЕЗОНЫ Зимняя камбала 12 2 1 апреля – 30 мая Полосатый окунь: река Гудзон (2) … следующее исключение: белая сторона скругление или белую оболочку только разрешенного размера можно удалить до …
Минимум, скругление
SOLIDWORKS: Урок II — вращения, скругления и фаски на последнем уроке мы начали строить базовые детали в SolidWorks, используя только выдавленные тела (бобышка/основание) и выдавленныеУрок, Революция, Solidworks, Скругление, Урок ii обороты
Manly Freezers Pty Ltdwww.manlyfreezers.com.au
Barramundi PNG 10KG Barramundi – Bream Braim 10Kg Basa Filles 5KG Blue Ey Синий …
Морозильник, Филе, Мэнли фризерс pty ltd, Мэнли
ARC
ПРИВАРНЫЕ ШПИЛЬКИ И ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ ПРИВАРКИ www. studwelding.ca
ARC STUDСварной шов 0040 можно визуально осмотреть, осмотрев галтель у основания шпильки. Иллюстрации и комментарии ниже …
Сварка, Пыль, Сварка, Угловая сварка, Оборудование, Приварка шпилек и оборудование для дуговой сварки шпилек
Сварка в
Сдвиг, изгиб, кручение и осевая нагрузка Пользователь …www.technouk. com
Сварные швы в Сдвиг, изгиб, кручение и осевая нагрузка Автоматический анализ сварных швов Групп Расчет из Скругление Толщина шва от 60° до 90°, а = 0,7 с от 91° до 100°, а = 0,65 с от 101° до 106°, а = 0,6 с от 107° до 113°, а = 0,55 с от 114° до 120°, а = 0,5 с
Доли, нагрузка, осевая нагрузка, сварка, изгиб, кручение, кручение и осевая нагрузка, скругление
Глава 8
Multiview Чертежи – mhhe.com mhhe. com
7. Представление линий, кривых поверхностей отверстия, скруглений , скругления, фаски, выступы и эллипсы в мультипросмотр рисунков. 8. Применить визуализацию по телам и поверхностям к многовидовым чертежам. 9. Объясните важность многовидовых чертежей. 10. Определите ограничивающие элементы, скрытые элементы и пересечения двух плоскостей на чертежах Multiview …
Скругление, Multiview, Mhhe
Конструкционная сталь
Welding – American Welding app Society.aws.org 9148.org
свариваемый металл и тип соединения (например, паз, галтель и т. д.) определяет параметры сварки и процедуру, которую необходимо соблюдать для получения качественного сварного соединения. Типичная дуговая сварка Процессы: Дуговая сварка в защитном металле (SMAW): Дуговая сварка в защитном металле , которая также известна как сварка стержнем , является наиболее широко используемым процессом.
Сварка, угловая сварка
Руководство по рассмотрению/утверждению рабочих чертежейwww.aisc.org
• Размер из угловых швов и частичного проплавления; соответствующие конфигурации частичного и полного сварного шва с проплавлением 1.8 Изменение конструкции Изменения требований Контракта, включая проектные планы, спецификации и специальные положения, после присуждения Подрядчику считаются «Изменениями конструкции».
Направляющие, Обзор, Детали, Размер, Чертежи, Утверждение, Магазины, Скругление, Руководство по утверждению чертежа деталей цеха
Конструкция плит основания колонны — Исламский университет Газыsite.iugaza.edu.ps
2- Основная функция сварного шва — надежно удерживать вал колонны на опорной плите. и обеспечить стабильность колонки в любом временном состоянии. 3- Угловые сварные швы , как правило, имеют длину катета 6 мм или 8 мм, как правило, вдоль внешней стороны фланцев и на небольшом расстоянии с обеих сторон стенки. Полнопрофильные сварные швы обычно
Проект, плита, основание, сварной шов, колонны, скругление, расчет опорных плит колонн
ФОРМА QW-483 РЕКОМЕНДУЕМЫЙ ФОРМАТ ДЛЯ ПРОЦЕДУРЫ…
www.asme.org QW-180) Испытания на ударную вязкость (QW-170) Испытания на направленный изгиб (QW-160) № PQR Комментарии № образца Ширина Толщина Площадь Предельная общая нагрузка Предельное единичное напряжение, (psi или МПа) Результат Ударные значения ft-lb или J % сдвига в милах (дюймах) или мм при падении веса на разрыв (Да/Нет) Температура испытания Образец Размер № образца Расположение надреза Тип и № рисунка …
Размер, сварной шов, галтель
Присадочные металлы –
Lincoln Electric требуют соответствующего присадочного металла. В зависимости от типа сварного соединения и нагрузки, более низкая прочность присадочного металла может быть приемлемой или желательной для конкретных конструкций. Кроме того, коды, спецификации или контрактные документы могут требовать определенных механических свойств, которые
Electric, Weld, Lincoln, Lincoln electric, Угловой сварной шов, Угловой шов
7. Приварка шпилек – AWS Sectionwww.awssection.org
стальных элемента с использованием оборудования для приварки шпилек с автоматической синхронизацией 1 . Тип и размер шпильки должны соответствовать чертежам, спецификациям или специальным … [1 дюйм], если это не утверждено Инженером. Минимальное расстояние от края основания стойки до края … Угловой сварной шов Профили, показанные на рис. 3.3, не
Размер, Минимум, Сварка, Пыль, Сварка, Угловой сварной шов, Угловой сварной шов, Угловой сварной шов
Угловой сварной шов Ножки Определить Размер и горловина и горловина 0 ld 70 Сварной шов 1 www.