Мощность лазера для резки металла: Настройки мощности лазера в зависимости от свойств материала – МНИТЕК
alexxlab | 08.05.2023 | 0 | Разное
Как выбрать лазерный станок для резки листового металла с ЧПУ?
- Главная
- / Станки
- / Лазерные
- / Для резки металла
- / Часто задаваемые вопросы и ответы о станке лазерной резки металла с ЧПУ
От мощности лазерного источника зависят такие параметры резки как:
- Качество резки
Толщина разрезаемого материала
| 1кВт/12мм | 2кВт/12мм | 3кВт/12мм | 4кВт/12мм |
 Мощность источника 1 Квт.
Мощность источника 1 Квт.На фотографии 1кВт/12мм видно, что на выходе из материала мощности лазерного источника недостаточно и рез происходит по полупараболе. На двухкиловатном источнике отклонение от вертикали уменьшается, а на трех и четырехкиловатном практически отсутствует.
Таблица подбора мощности лазерного источника в зависимости от толщины материала и марки стали
Черная сталь (Q235A)Нержавейка (201)АлюминийЛатунь
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 8.0-10 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 | ||||
| 2 мм | 4. 0-6.5 0-6.5 |
4.5-6.5 | 4.7-6.5 | 4.8-7.5 | 15-25 | 20-28.0 | ||||
| 3 мм | 2.4-3.0 | 2.6-4.0 | 3.0-4.8 | 3.3-5.0 | 7.0-12 | 13-17 | ||||
| 4 мм | 2.0-2.4 | 2.5-3.0 | 2.8-3.5 | 3.0-4.2 | 3.0-4.0 | 3.0-4.5 | ||||
| 5 мм | 1.5-2.0 | 2.0-2.5 | 2.2-3.0 | 2.6-3.5 | 2.7-3.6 | 3.0-4.2 | ||||
| 6 мм | 1.4-1.6 | 1.6-2.2 | 1. 8-2.6 8-2.6 |
2.3-3.2 | 2.5-3.4 | 2.5-3.5 | ||||
| 8 мм | 0.8-1.2 | 1.0-1.4 | 1.2-1.8 | 1.8-2.6 | 2.0-3.0 | 2.2-3.2 | ||||
| 10 мм | 0.6-1.0 | 0.8-1.1 | 1.1-1.3 | 1.2-2.0 | 1.5-2.4 | 1.8-2.5 | ||||
| 12 мм | 0.5-0.8 | 0.7-1.0 | 0.9-1.2 | 1.0-1.6 | 1.2-1.8 | 1.2-2.0 | ||||
| 14 мм | 0.5-0.7 | 0.7-0.8 | 0.9-1.4 | 0. 9-1.2 9-1.2 |
1.2-1.8 | |||||
| 16 мм | 0.6-0.7 | 0.7-1.0 | 0.8-1.0 | 0.8-1.3 | ||||||
| 18 мм | 0.4-0.6 | 0.6-0.8 | 0.6-0.9 | 0.6-0.9 | ||||||
| 20 мм | 0.5-0.8 | 0.5-0.8 | 0.5-0.8 | |||||||
| 22 мм | 0.4-0.8 | 0.4-0.8 | ||||||||
| 25 мм | 0. 3-0.5 3-0.5 |
|||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 | ||||
| 2 мм | 5-7.5 | 8.0-12 | 9.0-15 | 13-21 | 16-28 | 20-33 | ||||
| 3 мм | 3.0-5.0 | 4.0-6.5 | 6.0-10 | 7. 0-15 0-15 |
15-22 | |||||
| 4 мм | 1.2-1.3 | 1.2-2.4 | 3.0-4.5 | 4.0-6.0 | 5.0-8.0 | 10-15 | ||||
| 5 мм | 0.6-0.7 | 0.7-1.3 | 1.8-2.5 | 3.0-5.0 | 3.5-5.0 | 8.0-12 | ||||
| 6 мм | 0.7-1.0 | 1.2-2.0 | 2.0-4.0 | 2.5-4.5 | 4.8-8.0 | |||||
| 8 мм | 0.7-1.0 | 1.5-2.0 | 1.2-2.0 | 3.0-4.0 | ||||||
| 10 мм | 0. 6-0.8 6-0.8 |
0.8-1.2 | 1.6-2.5 | |||||||
| 12 мм | 0.4-0.6 | 0.5-0.8 | 0.8-1.5 | |||||||
| 14 мм | 0.4-0.6 | 0.6-0.8 | ||||||||
| 20 мм | 0.3-0.5 | |||||||||
| 25 мм | 0.2-0.4 | |||||||||
| 30 мм | ||||||||||
| 40 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6. 0-10 0-10 |
10-20 | 15-25 | 25-38 | 35-45 | 42-55 | ||||
| 2 мм | 2.8-3.6 | 5.0-7.0 | 7-10 | 10-18 | 13-24 | 20-40 | ||||
| 3 мм | 0.7-1.5 | 2.0-4.0 | 4.0-6.0 | 6.5-8.0 | 7.0-13 | 15-25 | ||||
| 4 мм | 1.0-1.5 | 2.0-3.0 | 4.0-5.5 | 9.5-12 | ||||||
| 5 мм | 0.7-1.0 | 1.2-1.8 | 2. 5-3.5 5-3.5 |
3.0-4.5 | 5.0-8.0 | |||||
| 6 мм | 0.7-1.0 | 1.5-2.5 | 2.0-3.5 | 3.8-5.0 | ||||||
| 8 мм | 0.6-0.8 | 0.7-1.0 | 0.9-1.6 | 2.0-2.5 | ||||||
| 10 мм | 0.4-0.7 | 0.6-1.2 | 1.0-1.5 | |||||||
| 12 мм | 0.3-0.45 | 0.4-0.6 | 0.8-1.0 | |||||||
| 16 мм | 0. 3-0.4 3-0.4 |
0.5-0.8 | ||||||||
| 20 мм | 0.5-0.7 | |||||||||
| 25 мм | 0.3-0.5 | |||||||||
| 30 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6. 0-10 0-10 |
8.0-13 | 10-16 | 20-35 | 25-35 | 35-45 | ||||
| 2 мм | 2.8-3.6 | 3.0-4.5 | 4.5-7.5 | 6.0-10 | 8.0-12 | 20-30 | ||||
| 3 мм | 0.5-1.0 | 1.5-2.5 | 2.5-4.0 | 4.0-6.0 | 5.0-8.0 | 12-18 | ||||
| 4 мм | 1.0-1.6 | 1.5-2.0 | 3.0-5.0 | 3.2-5.5 | 5.0-8.0 | |||||
| 5 мм | 0.5-0.7 | 0.9-1.2 | 1. 5-2.0 5-2.0 |
2.0-3.0 | 4.5-6.0 | |||||
| 6 мм | 0.4-0.7 | 1.0-1.8 | 1.4-2.0 | 3.0-4.5 | ||||||
| 8 мм | 0.5-0.7 | 0.7-1.2 | 1.6-2.2 | |||||||
| 10 мм | 0.2-0.5 | 0.8-1.2 | ||||||||
| 12 мм | 0.2-0.4 | |||||||||
| 14 мм | ||||||||||
Скорость резки
Не все обращает внимание на такой важный параметр, как скорость резки металла.
Она зависит от многих параметров. От механической части станка и приводов, от используемого газа и его давления, а самое главное от мощности источника излучения.
На видеоролике ниже Вы можете увидеть эту зависимость.
2. Конструкция станины.
3. Комплектующие.
3. Скорость холостых перемещений
4. Программное обеспечение
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
Связанные товары
Код товара: 59837
Станок лазерной резки металла со сменным столом и кабинетной защитой LF3015GA-1500 (IPG 1500 Вт)
Мощность лазера, Вт1500
Лазерный источникIPG
Размер стола300х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.
 00 кВт
00 кВтНапряжение380В
Код товара: 59897
Лазерный станок для резки труб JQLaser FLT-h2
Макс. Ø трубы160 мм
Макс. длина трубы6000 мм
Максимальный вес трубы, кг250 кг
Напряжение380В
Масса6000 кг
Код товара: 48559
Лазерный станок для резки и гравировки TS 1390 (80W, W2 RECI)
Мощность лазера, Вт80
Размер стола1300×900
Длина стола1300 мм
Ширина стола900 мм
Напряжение220В
Масса280 кг
Код товара: 57321
Промышленный лазерный раскроечный комплекс для резки металла с ЧПУ P12030-6кВт с волоконным лазером IPG
Мощность лазера, Вт6000
Лазерный источникIPG
Размер стола12500х3200
Мощность 90.00 кВт
Напряжение380В
Масса65000 кг
Код товара: 59155
Автоматизированная установка лазерного раскроя BODOR P4020
Мощность лазера, Вт6000
Лазерный источникMAX
Размер стола4000×2000
Напряжение380В
Масса11000 кг
Код товара: 59980
2000W Raycus
Ручная волоконно лазерная сварка OR-HW2000 с автоподатчиком проволоки
Мощность лазера, Вт1500
Напряжение380В
Масса360 кг
Код товара: 59062
Лазерный станок для резки металла LF3015GCR 1000 ватт Raycus (сменный стол, труборез)
Мощность лазера, Вт1000
Лазерный источникRaycus
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.
 00 кВт
00 кВтНапряжение380В
Масса7500 кг
Код товара: 57906
Под заказ 45 дней
Лазерный маркиратор по металлам Raptor ABN-50E Raycus 50Вт
Мощность лазера, Вт50
Длина стола300 мм
Ширина стола300 мм
Мощность 0.60 кВт
Напряжение220В
Масса27 кг
Код товара: 48548
Лазерный станок для резки и гравировки TS 1318 (100W, W4 RECI)
Мощность лазера, Вт100
Размер стола1800х1300
Длина стола1800 мм
Ширина стола1300 мм
Напряжение220В
Масса900 кг
Код товара: 59568
45-60 дней
Лазерный ЧПУ станок для резки и гравировки RAPTOR S1390 PRO (YONGLI A6S 130W, CW5200, Ruida)
Мощность лазера, Вт130
Размер стола1300×900
Напряжение220В
Масса550 кг
Код товара: 59281
Лазер для очистки металла от ржавчины 2000w Raptor HS-LC2000 (CW 2000W)
Мощность лазера, Вт2000
Мощность 7.
 50 кВт
50 кВтНапряжение380В
Масса280 кг
Код товара: 57879
Лазерный станок для резки металла G-Weike LF3015LN IPG 1500 Вт с автофокусом
Мощность лазера, Вт1500
Лазерный источникIPG
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 16.00 кВт
Напряжение380В
Масса4200 кг
Вверх
Как выбрать мощность излучателя лазерного станка по металлу
Современные лазерные станки для резки и обработки металлов комплектуются твердотельными иттербиевыми лазерными излучателями оптоволоконного типа различных брендов.
ИзлучателиКакие факторы учитываются при выборе излучателя для станка
Компания Wattsan комплектует свои лазерные металлорезы продукцией, наиболее востребованной рынком, выпуск которой налажен производителями: IPG, MAX Photonics, Raycus.
Диапазон мощности упомянутых излучателей достаточно широк, 0.35-25.0 кВт. Заявленные изготовителем сроки службы изделий превышают 5 лет. Изделия отличаются существенной эффективностью и надёжностью, а КПД (соотношение энергии потребляемой и её результирующего значения) может достигать 30, а у отдельных моделей, 50%.
Изделия отличаются существенной эффективностью и надёжностью, а КПД (соотношение энергии потребляемой и её результирующего значения) может достигать 30, а у отдельных моделей, 50%.
У станков линейки Wattsan просматривается прямая зависимость толщины рамы и мощности установленных на них излучателей:
- Оборудование с рамой, толщина которой не превышает (8.0-10.0) мм, чаще всего, получает излучатели, мощность которых не превышает 2кВт;
- Оборудование с более мощными (10.0-12.0) мм рамами комплектуется излучателями, мощность которых задаётся диапазоном (1.5-6.0) кВт;
- Самые прочные рамы, толщина которых составляет (12.0-16.0) мм получают излучатели с N≥4кВт.
Станки Wattsan спроектированы с учётом работы на максимально доступных скоростях с излучателями до 6 кВт (включительно). Даже когда в качестве заготовки выступает тонколистовой металл.
Взаимосвязь таких параметров оборудования, как корпус и максимальные разрешённые скорости, затронута в специальной статье и подробно рассмотрена в данном видео.
Практика показывает, что подавляющее большинство материалов заготовок, имеющих различную толщину, может качественно обрабатываться волоконным лазером подобной мощности. Поэтому более «крутой» станок приобретать экономически нецелесообразно.
Самый большой процент приобретённых станков имеет излучатели мощностью один-два киловатта.
Определяемся с выбором требуемой мощности
Для взвешенного принятия решения следует выполнить небольшой сравнительный анализ возможностей излучателей различной мощности. Пусть это будут устройства: 0.5Вт, 1.5Вт, 3.0Вт, 6.0Вт.
- Лазер мощностью 0.5 кВт способен резать металлический лист толщиной 1 мм, выполняя данную работу на скорости порядка 12 м/мин. Но предельная толщина заготовки, для подобного устройства, составляет 3 мм. При этом скорость реза упадёт до 0.
 7 м/мин.
7 м/мин. - Более мощный излучатель в полтора киловатта с миллиметровым листом справится значительно быстрее. Обработка возможна на скоростях ≤26 м/мин. Заготовку толщиной в 3 мм он качественно режет, перемещаясь со скоростью 4 м/мин. Максимально доступной толщиной для этого устройства является 6 мм. Скорость реза упадёт, в данном случае, до 1 м/мин.
- Трёх киловатт достаточно, чтобы резать миллиметровую заготовку на скоростях до 34 м/мин. С листом в 3 мм подобный станок работает, перемещаясь со скоростью 8.5 м/мин. Толщина 6 мм поддаётся сложнее. Скорость падает до 3 м/мин. Максимально возможная для обработки толщина возрастает до 12 мм. а скорость реза падает до 0.5 м/мин.
- Шестикиловаттный излучатель является безусловным лидером «скоростных режимов». Лист в 1 мм режется на скоростях, которые могут достигать 41 м/мин. 3мм обрабатывается с перемещением на (15-16) м/мин. Толщина 6 мм обрабатывается медленнее, всего 5 м/мин.
 А предельная толщина заготовки в 16 мм, 0.6 м/мин.
А предельная толщина заготовки в 16 мм, 0.6 м/мин.
Следует иметь в виду, что скорость обработки напрямую зависит не только от толщины заготовки, но и от материала, из которого она изготовлена. А также газа, применяемого в процессе работы.
Примеры:
- излучатель мощностью в 500Вт, выполняет рез листа нержавеющей стали толщиной 1 мм, перемещаясь с V≤12 м/мин;
- этот же лазер прорежет лист углеродистой стали аналогичной толщины (с кислородом) при V≤8 м/мин;
- если предстоит обработка миллиметрового листа меди, алюминия (азот) на этом же станке, скорость упадёт до 5 м/мин.
Именно этим объясняется практически незаметная разница в работе 3.0 кВт и 1.5 кВт волоконного лазера при изготовлении средних и мелких деталей из тонколистовой заготовки. Оборудование не успевает выйти на максимально доступный скоростной режим.
Положение кардинально меняется, когда рез выполняется на длинной большой заготовке. В этом случае ощутимая разница видна даже при работе с тонколистовыми металлами.
А, при увеличении толщины обрабатываемого материала, различие становится колоссальным. Эту толщину предварительно следует пробить.
Зная соотношение между мощностью и скоростью реза и тем, какие предельные толщины может брать излучатель, можно определиться с тем какой выбор будет для вас оптимальным. Потому что иногда взять более мощный излучатель выгоднее так как он будет работать быстрее.
Несмотря на то, что для решения большинства задач достаточно 6 кВт, компания Lasercut готова изготовить станок с излучателем до 25 кВт.
Но здесь стоит отметить, что для подобного оборудования нужна специальная усиленная станина. Представьте, какие толщины такой станок будет брать. Соответственно нужно, чтобы он выдерживал этот материал.
Если вы из тех редких людей, которым нужно такое специфическое оборудование, обращайтесь по любому из контактов, указанных на сайте.
Защита волоконного лазера от отражённых лучей
Важно понимать, что отдельные металлы представляют определённую опасность для лазера, которым их обрабатывают. Это обусловлено свойственным им значительным коэффициентам отражения.
Это обусловлено свойственным им значительным коэффициентам отражения.
Достоинства продукции IPG заключается в том, что в ней конструктивно предусмотрена защита волоконных излучателей от возникающих отражённых лучей.
Лазеры данного бренда предлагаются в двух вариантах исполнения защиты:
- LK – имеют пассивную систему, датчики которой ловят переотражения и информируют оператора о выявленной опасности;
- LS – активная система. Позволяет нивелировать выявленные опасные отражения. Прерывать работу для этого не придётся.
Станки в исполнении второго типа являются лучшим решением для обработки заготовок из таких материалов, как алюминий, латунь, зеркальная нержавейка, медь.
Ещё одним бесспорным преимуществом продукции IPG является лучший Гауссов пучок, что обеспечивает более стабильный рез. Однако на толщину прорезаемых заготовок и скорость резки это не влияет.
Перспективы рынка
Аналитики компании выявили интересную закономерность. Большая часть наших клиентов осуществляет замену имеющихся лазерных излучателей на более мощные.
Большая часть наших клиентов осуществляет замену имеющихся лазерных излучателей на более мощные.
Сегодняшний рынок, усиливающаяся конкуренция требуют повышенных скоростей и большей мощности.
Поэтому решение приобрести сегодня лазеры, мощность которых меньше 1 кВт, дальновидным назвать нельзя.
Гарантии на оборудование
Практика подтверждает бесспорное мировое лидерство бренда IPG в сегменте изготовления лазерных излучателей любых типов. Этому производителю принадлежит внушительное количество запатентованных технологий.
IPG — единственный производитель, лазеры которого эксплуатируются свыше десяти лет. Бренд фактически подтвердил заявленную долговечность собственной продукции.
Ещё одним существенным плюсом выбора именно данной продукции, является наличие в России (Фрязино, Московская область) собственной сервисной службы, выполняющей комплексный ремонт излучателей этого бренда. Для сравнения, для восстановления излучателя «Райкус», его потребуется отправить в Китай.
Lasercut даёт годовую гарантию на реализуемые станки. Любая проблема, возникающая у их пользователей, будет оперативно решена нашими специалистами.
Компания ведёт любую сделку до её логического конца.
Наши контакты с потенциальным заказчиком начинаются с предварительных бесплатных консультаций по любым вопросам, касающимся нашего оборудования и лазерных станков по металлу в целом.
Мы помогаем с выбором, доставляет приобретённые станки и запасные части к ним, выполняем установку и пусконаладочные работы. При необходимости, обучим персонал заказчика. в течение трёх рабочих дней ваши будущие операторы получат информацию о конструкции станка, основных моментах его эксплуатации, обслуживания.
Наши сотрудники научат их подбирать требуемые настройки с учётом толщины и марки материала. Продемонстрируют порядок и особенности работы на режимах, упрощающих процесс, обеспечивающих экономию материалов и времени.
Длительный успешный опыт сотрудничества с различными производствами существенно обогатил и разнообразил профессиональное мастерство наших сотрудников.
Что позволяет им надлежащим образом организовать обучение, передать собственный опыт и уникальные наработки, позволяющие оптимизировать производство с использованием лазерного оборудования.
Купить станок, предназначенный для лазерной резки металла, клиент может в различных организациях. Но таким багажом знаний, практического опыта, который накоплен нашими мастерами сервисной службы, менеджерами, обладают далеко не все продавцы.
Мощность лазерной резки: сколько вам нужно?
Лазерные резаки — это универсальные инструменты, которые используются для различных целей и доступны с различной выходной мощностью.
Каждый материал имеет минимальную мощность лазера, необходимую для резки или гравировки.
Но что такое мощность лазера и как она влияет на операцию лазерной резки?
Мощность лазера от 5 Вт до 50 Вт оптимальна для большинства непромышленных операций лазерной резки и гравировки. Мощность лазера 80 Вт или выше рекомендуется для промышленных применений, требующих высокой скорости резки. Использование маломощных лазеров для резки толстых материалов требует нескольких проходов.
Использование маломощных лазеров для резки толстых материалов требует нескольких проходов.
В этой статье подробно обсуждается мощность лазерной резки и приводятся сведения об оптимальных настройках мощности для различных материалов.
Что в этой статье?
- Мощность лазера. Почему это важно?
- Как мощность лазера влияет на процесс резки?
- Какая мощность лазера требуется для вашего приложения?
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Мощность лазерной резки: почему это важно?
В зависимости от типа материала, глубины реза и типа используемого лазера оптимальная мощность лазера варьируется от одного приложения к другому.
Лазерный резак работает, фокусируя высокоэнергетический лазерный луч в маленьком пятне, чтобы испарить материал и произвести желаемый разрез, а энергия лазера зависит от его мощности.
В результате для твердых материалов, таких как алюминий и латунь, требуется сравнительно большая мощность лазерной резки, чем для мягких материалов, таких как дерево, бумага и т. д.
Точно так же для выполнения более глубокого разреза требуется больше энергии, чем для мелкого разреза, поэтому требуется большая мощность лазера.
Кроме того, оптимальная мощность лазерной резки также зависит от длины волны лазера и способности материала поглощать энергию на этой длине волны.
Это можно понять из того факта, что лазер мощностью 100 Вт CO 2 может делать чистые разрезы в таких материалах, как бумага, дерево, кожа и т. д., но не может использоваться для резки металла.
Это потому, что CO 2 лазеры имеют большую длину волны, и металлы плохо поглощают энергию на этой длине волны. В результате большая часть лазерной энергии теряется при отражении.
Однако использование мощного CO 2 лазера (более 500 Вт) компенсирует потери энергии в отраженных лазерах и нагревает металл для получения желаемого разреза.
Таким образом, мощность лазера является важным параметром, определяющим способность лазера производить качественные разрезы в заготовке.
Как мощность лазера влияет на процесс резки?
Мощность лазера является одним из наиболее важных параметров в процессе лазерной резки, поскольку она напрямую влияет на различные другие факторы, такие как скорость резки, глубина резки, качество резки, эффективность и производительность.
Скорость резки увеличивается с увеличением мощности
Зависимость между скоростью резки и мощностью лазераСкорость резки — это скорость, с которой лазер перемещается по заготовке.
Когда лазер попадает на поверхность заготовки, энергия лазера поглощается заготовкой и преобразуется в тепло.
Чем медленнее скорость лазера при резке, тем выше подводимая энергия и тем выше будет температура в зоне резки.
Таким образом, при использовании лазерного резака мощность лазера определяет оптимальное время выдержки для получения желаемого результата.
Например, диодный лазер мощностью 10 Вт, такой как Comgrow Z1, может выполнять сквозные пропилы в фанере толщиной 2 мм со скоростью резки около 400 мм/мин.
Напротив, диодный лазер мощностью 5 Вт, такой как Atomstack X7, будет выполнять аналогичную операцию при гораздо более низкой скорости резки, около 200 мм/мин.
Это связано с тем, что более высокая мощность резки лазера мощностью 10 Вт обеспечивает больше энергии в секунду для нагрева и испарения материала.
С другой стороны, лазер мощностью 5 Вт требует более длительного времени выдержки для подачи аналогичного количества энергии.
Это означает, что чем выше мощность лазера, тем выше может быть скорость резки.
Однако использование высокой мощности лазерной резки при чрезвычайно низкой скорости резки может привести к пережогу заготовки.
Поэтому важно определить оптимальную конфигурацию мощности лазерной резки и скорости резки, которая дает наилучшие результаты.
Глубина реза увеличивается с увеличением мощности
Другим параметром лазерной резки, который зависит от мощности лазера, является максимальная глубина реза, которую лазер может выполнить в заготовке.
Маломощные лазеры не могут производить глубокие разрезы, поскольку количество лазерной энергии, необходимой для испарения материала, увеличивается с увеличением глубины разреза.
Хотя увеличение времени выдержки увеличит энергию лазера, подаваемую в зону резки, это также приведет к увеличению зоны термического влияния, что приведет к повреждению заготовки.
Однако вы можете использовать несколько проходов для достижения большей глубины резания, не повреждая заготовку, но за счет времени цикла.
Увеличение глубины реза за счет увеличения количества проходовТаким образом, более мощные лазеры идеально подходят для промышленного применения, где необходимо выполнять глубокие пропилы с коротким временем цикла.
Качество
Разница в качестве резки при изменении параметров лазераМощность лазерной резки влияет на качество резки с точки зрения ее точности и внешнего вида.
Использование мощного лазера может привести к перегреву материала, расплавлению заготовки и увеличению ширины реза.
Например, при лазерной резке полипропилена (разновидность пластика) получаются чистые разрезы с гладкой поверхностью, но это термочувствительный материал, который может легко плавиться и оставлять липкое месиво на режущем столе.
Точно так же при лазерной резке легковоспламеняющихся материалов, таких как бумага и дерево, можно получить чистые разрезы с легким обугливанием по краям, но использование чрезвычайно высокой мощности лазера может привести к перегоранию материала.
Это перегорание легковоспламеняющихся заготовок может повлиять на качество резки, вызывая сильное обугливание, и даже создать опасность возгорания.
Поэтому важно регулировать мощность лазера, чтобы не допустить перегрева материала и обеспечить качественный рез с хорошей точностью.
Производительность
Производительность в зависимости от мощности лазераМощность лазера также влияет на производительность процесса, влияя на время его цикла.
Хотя лазер мощностью 20 Вт может выполнять чистые разрезы акрила, его нельзя использовать для операций, требующих крупномасштабной резки акрила.
Это связано с тем, что по сравнению с 60-ваттным лазером 20-ваттный лазер будет сравнительно медленнее выполнять тот же разрез, что увеличивает время выполнения заказа.
Кроме того, более мощный лазер также обеспечивает большую гибкость материала, а регулирование мощности его лазера позволяет использовать один лазерный резак для резки и гравировки различных материалов.
Поэтому для промышленного применения рекомендуется использовать более мощный лазер для более быстрого цикла и большей гибкости материала.
Стоимость
Мощный лазерный резак требует мощного лазерного модуля, способного производить лазер высокой энергии. Но по мере увеличения номинальной мощности лазера стоимость оборудования также увеличивается.
Кроме того, мощные лазеры выделяют большое количество тепла, поэтому необходимо использовать систему охлаждения для предотвращения перегрева оборудования, такого как фокусирующие линзы.
Это еще больше увеличивает первоначальные затраты на покупку лазерного резака.
Кроме того, высокая потребляемая мощность и работа с дополнительными аксессуарами увеличивают почасовую стоимость эксплуатации лазерного станка.
Однако более высокая мощность лазера повышает производительность и позволяет производить более высокую продукцию, увеличивая общую прибыль.
Таким образом, мощный лазерный резак окупает свою стоимость, обеспечивая более высокую годовую производительность и больший доход.
Какая мощность лазера требуется вашему приложению?
Тестовые прогоны лазерной резки для определения оптимальной настройки мощности| Материал | Мощность лазера | Количество проходов |
|---|---|---|
| Cutting Regular Paper | 100% of 20W Diode laser | 1 |
| Cutting 2mm Plastic | 100% of 20W Diode laser | 5 |
| Cutting 5mm Wood | 100% of 20W Диодный лазер | 5 |
| ГРАВИТЕЛЬНАЯ Ткань (джинсовая ткань) | 65% из диода 20 Вт | 1 |
| Engraving Glass | ||
. 0149 0149 | ||
| Гравировка металла | 100% 20Вт Диодный лазер | В зависимости от типа металла |
Но какой мощности лазера достаточно? И как определить оптимальную потребляемую мощность для вашего приложения?
Оптимальная потребляемая мощность зависит от типа материала, с которым вы хотите работать, и типа выполняемых операций.
Лазерные резаки можно использовать для выполнения таких операций, как маркировка, гравировка, травление и резка, при этом каждая операция требует различной выходной мощности лазера.
Как правило, лазерная резка требует большей мощности лазера, чем гравировка, что, в свою очередь, требует большей мощности, чем травление и маркировка.
Точно так же материалы с высокой плотностью требуют большей мощности лазера для испарения их поверхности по сравнению с более мягкими материалами, которые легко испаряются.
Несмотря на то, что существуют различные диаграммы мощности и скорости лазерной резки, оптимальные настройки варьируются от одной настройки к другой, и значения в диаграммах следует рассматривать как справочные, чтобы начать пробные прогоны.
Поэтому необходимо выполнить пробные прогоны и найти наилучшую конфигурацию для вашей установки.
Мощность лазера, необходимая для резки бумаги
Бумажная доска, вырезанная на Atomstack X7Бумага — легковоспламеняющийся материал, обычно мягкий, поэтому для резки или гравировки не требуется высокая мощность лазера.
Использование чрезвычайно высокой мощности лазера может привести к обугливанию кромок реза и даже к возгоранию.
Как правило, для лазерной резки бумаги требуется лазерный резак для домашнего применения с мощностью лазера около 10–15 Вт для выполнения чистых разрезов с высокой скоростью резки.
Мощность лазера, необходимая для резки пластика
Лазерная резка акрила Пластмассы представляют собой синтетические материалы различных типов, и каждый тип ведет себя по-разному под действием лазера.
Акрил — один из наиболее подходящих пластиков для лазерной резки и гравировки, так как он дает чистые срезы с полировкой пламенем.
Кроме того, такие пластмассы, как полипропилен, делрин, майлар и т. д., также подходят для лазерной резки.
Однако эти синтетические материалы чувствительны к теплу и склонны плавиться при обработке лазером.
Поэтому важно иметь высокую скорость резания, чтобы свести к минимуму время выдержки и обеспечить контролируемую зону термического влияния.
Как правило, лазер мощностью 40–80 Вт рекомендуется для небольших применений, связанных с лазерной резкой пластика, и 80–100 Вт для промышленного применения.
Использование мощных лазеров дает возможность получить желаемый результат с минимальным временем выдержки.
Мощность лазера, необходимая для резки дерева
xTool D1 Pro для резки фанеры Древесина — это натуральный материал, который не плавится, но легко воспламеняется при воздействии на него очень высокой мощности лазера.
Хотя мощный лазер может делать чистые пропилы практически в любом типе дерева, мягкая древесина, такая как ольха, бальза, липа, тополь, кедр и сосна, является лучшим вариантом для лазерной резки.
Лазерная резка древесины требует подачи воздуха под высоким давлением, чтобы облегчить процесс резки и достичь желаемой глубины с минимальной зоной термического воздействия.
Как правило, для промышленных применений, связанных с лазерной резкой древесины, требуется мощность лазера выше 150 Вт, но вы также можете использовать диодный лазер мощностью 20 Вт, такой как xTool D1 pro, для создания проектов своими руками из хвойной древесины с использованием многопроходной техники.
Мощность лазера, необходимая для резки ткани
Доступны ткани разных типов, и оптимальная мощность лазера для лазерной резки ткани зависит от типа и толщины используемой ткани.
Натуральные ткани, такие как хлопок и джинсовая ткань, при резке лазером дают потрепанные края, в то время как синтетические ткани, такие как нейлон, войлок, флис, бархат, микрофибра и т. д., дают запаянные края.
д., дают запаянные края.
Для лазерной резки синтетических тканей требуется сравнительно меньшая мощность лазера, чем для натуральных тканей. Использование более высокой мощности лазера, чем оптимальные настройки, может привести к плавлению и затвердеванию этих тканей.
Как правило, маломощный лазер, такой как лазерный резак k40, рекомендуется для небольших проектов, а мощность лазера около 80 Вт рекомендуется для промышленного применения.
Мощность лазера, необходимая для резки кожи
Лазерная резка кожи (Источник: Etsy)Лазерная резка кожи — одно из самых популярных применений в мелкосерийном и крупномасштабном производстве для изготовления аксессуаров, таких как кошельки, сумки, браслеты и т. д.
При обработке лазером кожа срезается с коричневатым краем, что добавляет контраста заготовке, а оптимальная мощность лазера зависит от типа используемой кожи.
Как правило, синтетическую кожу легче резать, и для мелкосерийного производства требуется мощность лазера около 40 Вт, тогда как для промышленного применения, включающего лазерную резку натуральной кожи, требуется мощность лазера около 80 Вт для выполнения чистых разрезов с минимальным ожогом краев.
Мощность лазера, необходимая для резки стекла
Лазерная гравировка стеклаЛазерная резка стекла может быть сложной задачей из-за его высокой отражательной способности и прочности.
Недорогие лазерные резаки, такие как диодные лазеры, как правило, подходят для лазерной гравировки стекла и не могут использоваться для операций резки.
Это связано с тем, что диодные лазеры неэффективны при обработке прозрачных поверхностей. Однако можно нанести черную краску, чтобы сделать поверхность непрозрачной и выполнить гравировку.
С другой стороны, лазерная резка предполагает создание более глубоких разрезов, что делает технику маскировки неэффективной.
Как правило, лазер CO 2 с номинальной мощностью более 80 Вт рекомендуется для лазерной резки стекла, но требует специальных методов, таких как использование влажного бумажного полотенца для покрытия поверхности и достижения чистого реза.
Мощность лазера, необходимая для резки металла
Лазерная резка углеродистой стали Металлы являются одним из самых сложных материалов для лазерной резки.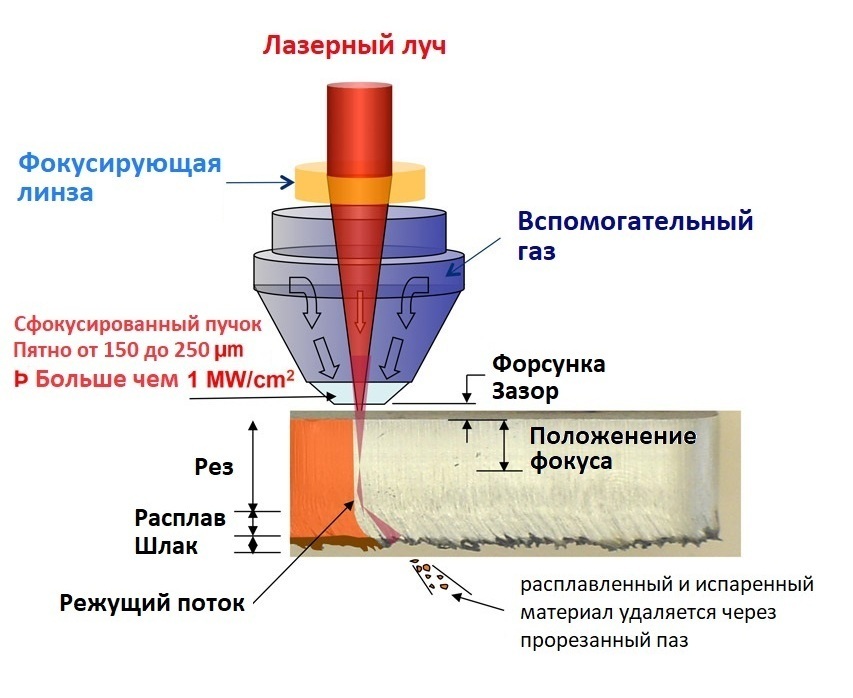 Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
В связи с этим для лазерной резки металла требуются мощные лазерные станки.
Как правило, для лазерной резки металлов рекомендуется использовать волоконный лазер с номинальной мощностью более 500 Вт.
Хотя лазеры CO 2 нельзя использовать для гравировки металлов, более мощные CO 2 лазеры (мощностью более 1 кВт) подходят для лазерной резки.
Это связано с тем, что по мере увеличения глубины реза отражение лазерного луча внутри пропила усиливает процесс и обеспечивает чистый рез.
Поэтому волоконные лазеры рекомендуются для лазерной резки листового металла, тогда как мощные импульсные CO 2 лазеры используются для резки более толстых металлических заготовок.
Кроме того, последние разработки позволили создать прямые диодные лазеры с номинальной мощностью более 5 кВт, которые можно использовать для выполнения чистых резов в металлических заготовках различной толщины.
Заключительные мысли
Мощность лазерной резки играет важную роль в определении способности лазерного резака выполнять качественную резку различных материалов.
Однако определение оптимальной мощности лазера для вашего приложения может быть сложной задачей и требует выполнения тестовых прогонов с различными конфигурациями мощности и скорости.
Максимальная выходная мощность лазерного резака напрямую влияет на его стоимость. Поэтому рекомендуется определить ваши требования и выбрать лучший лазерный резак, который обеспечивает требуемую выходную мощность.
Кроме того, лазеры могут быть опасны при неосторожном обращении, особенно мощные лазеры. Поэтому настоятельно рекомендуется следовать протоколам лазерной безопасности и носить защитные очки.
Часто задаваемые вопросы (FAQ)
Рекомендуется ли использовать лазерный резак на полную мощность?
Нет, не рекомендуется использовать лазерный резак на полную мощность, поскольку регулярное использование максимального потенциала лазера может изнашивать оборудование и сокращать срок его службы. Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Влияет ли фокус лазера на мощность лазера?
Да, фокус лазера напрямую влияет на мощность лазера. Наличие чрезвычайно сфокусированного лазерного луча приводит к высокой плотности энергии, что делает лазер способным быстрее испарять материал, тогда как расфокусированный лазер приводит к рассеиванию мощности лазера по более широкой области, что делает его сравнительно менее способным к испарению материала.
Лазерная резка требует больших затрат на электроэнергию?
Да, промышленные лазерные резаки, обеспечивающие высокую выходную мощность лазера, требуют больших затрат электроэнергии, чем большинство традиционных станков. Однако способность лазеров производить более быструю и эффективную резку позволяет им производить больше продукции за час работы, тем самым покрывая высокие эксплуатационные расходы, предоставляя возможность выпускать больше продукции за то же время.
Металлы – Kern Laser Systems
Kern Laser Systems легко режет металл
МЯГКАЯ СТАЛЬ / ХОЛОДНОКАТАНАЯ СТАЛЬ
Станки Kern для резки CO2 и волокнистого металла способны выполнять лазерную резку мягкой стали. Сжатый воздух под высоким давлением подает кислород через оптическое сопло, что обеспечивает чистый и гладкий срез.
Мягкая сталь, или холоднокатаная сталь, является одним из наиболее часто используемых в промышленности материалов для лазерной резки. Лазерная резка — это гибкий, свободный от стресса процесс, позволяющий производить качественные готовые детали с минимальной последующей обработкой или без нее. Резка начинается, когда металл нагревается до точки плавления, в результате чего получается чистая кромка и рез без окалины. Лазеры создают узкие линии пропила и обеспечивают высокоточный рез, что приводит к минимальным потерям материала.
Лазерная резка может использоваться для различных металлов, включая мягкую сталь. Начиная с CO2-лазеров Kern мощностью от 100 до 650 Вт, можно резать низкоуглеродистую сталь различной толщины до 0,250 дюйма. Доступны волоконные лазеры мощностью до 3 кВт, которые могут обрабатывать мягкую сталь толщиной до 0,375 дюйма.
Начиная с CO2-лазеров Kern мощностью от 100 до 650 Вт, можно резать низкоуглеродистую сталь различной толщины до 0,250 дюйма. Доступны волоконные лазеры мощностью до 3 кВт, которые могут обрабатывать мягкую сталь толщиной до 0,375 дюйма.
ТАКЖЕ ИЗВЕСТЕН КАК
ОБЫЧНОЕ ИСПОЛЬЗОВАНИЕ
НЕРЖАВЕЮЩАЯ СТАЛЬ
Системы CO2 и волоконного лазера Kern могут быть оснащены инновационной технологией резки металла. Опция резки металла позволяет точно резать нержавеющую сталь, оставляя чистый край без окалины. Нержавеющая сталь до 0,090″ можно обрабатывать с помощью самого большого CO2-лазера Kern мощностью 650 Вт. Для более толстых материалов лучше всего использовать Kern FiberCELL с возможностью резки до 0,1875 дюйма с использованием лазера мощностью 3 кВт.
СО2-лазерные системы Kern могут гравировать непосредственно на металлической поверхности или оставлять долговечную метку с помощью маркировочного спрея, такого как Cermark.
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ
АЛЮМИНИЙ
Для резки отражающих металлов, таких как алюминий, требуется импульсный лазер мощностью не менее 250 Вт. Это позволяет достаточной мощности лазера пробивать металл и достигать хорошего качества резки. Также возможна маркировка алюминия с помощью лазерной системы Kern. Спрей для лазерной маркировки используется для того, чтобы оставить темный прочный след на поверхности металла. Cermark и Thermark — это два спрея для лазерной маркировки, используемые на металле.
Это позволяет достаточной мощности лазера пробивать металл и достигать хорошего качества резки. Также возможна маркировка алюминия с помощью лазерной системы Kern. Спрей для лазерной маркировки используется для того, чтобы оставить темный прочный след на поверхности металла. Cermark и Thermark — это два спрея для лазерной маркировки, используемые на металле.
Для получения дополнительной информации о возможностях резки металла Kern посетите нашу страницу резки металла CO2.
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ
АНОДИРОВАННЫЙ АЛЮМИНИЙ
Травление алюминия с покрытием — это простой процесс, при котором удаляется верхний слой покрытия, обнажая необработанный металл под ним. Анодированный алюминий — выдающийся материал, используемый для лазерной гравировки. Анодированное покрытие нагревается лазерной энергией и испаряется, практически не требуя очистки. Анодированный алюминий дает потрясающий конечный продукт. Кружки с термоизоляцией, чехлы для мобильных телефонов и формы для выпечки — это несколько популярных предметов, на которые можно наносить лазерную гравировку.
Будь то лазерная резка или лазерное травление анодированного алюминия, лазеры Kern подходят для различных областей применения для производства высококачественной продукции.
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ
МЕДЬ
Лазерная система FiberCELL способна обрабатывать широкий спектр металлов, включая медь. Медь является металлом с высокой отражающей способностью, поэтому источнику CO2-лазера с меньшей мощностью трудно проникнуть в материал или проколоть его. Однако длина волны волоконного лазера легко поглощается материалом, что делает его идеальным способом обработки этого материала.
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ
Латунь представляет собой сплав, состоящий из цинка и меди. Мощные лазерные лучи поглощаются металлом, позволяя резать латунь. Лазерные системы способны резать листы латуни с высокой производительностью, что приводит к сокращению отходов материала и оптимальному использованию листа. Лазерная обработка латуни позволяет выполнять чистую резку с помощью сжатого воздуха, что значительно уменьшает или устраняет образование окалины.
CO2-лазеры мощностью менее 400 Вт с трудом режут этот отражающий металл. Система резки металла Kern мощностью 400 и 650 Вт может резать большинство латунных сплавов размером до 0,040 дюйма и 0,048 дюйма соответственно. Система FiberCELL мощностью 3 кВт может резать латунь диаметром до 0,125 дюйма.
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ
METALPHOTO
Металлофото, также известное как фотоанодированный алюминий, можно обрезать по заданной форме с помощью лазерного оборудования Kern. Применение этого материала включает таблички с именами, идентификационные этикетки и панели оборудования. Долговечность Metalphoto позволяет размещать его в средах, где могут присутствовать тепло, истирание, УФ-излучение и химические вещества. Кроме того, продукт Metalphoto соответствует военным спецификациям, в том числе MIL-STD-130N для приложений штрих-кода матрицы данных UID Министерства обороны. Система резки металла Kern мощностью 650 Вт способна резать Metalphoto толщиной до 0,063 дюйма.