Можно ли алюминий запаять оловом: можно ли паять алюминий оловом и как это сделать в домашних условиях?
alexxlab | 07.04.2023 | 0 | Разное
Как паять алюминий оловом? » Изобретения и самоделки
Admin Электроника
Содержание
- Как запаять алюминиевые предметы обычным припоем
- Материалы:
- Как паять алюминий правильно
- Смотрите видео
- Как правильно паять алюминий
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Товары для изобретателей Ссылка на магазин.
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Электроника для самоделок вкитайском магазине.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
sdelaysam-svoimirukami.ru
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник
Сварочный провод – паяем алюминий и медь обычной горелкой.
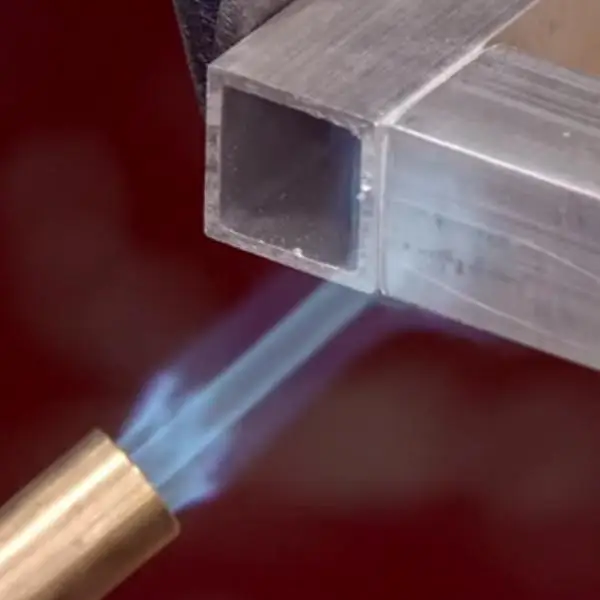
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.

Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.

Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.

Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Пайка– Прилипает ли припой к олову? (не алюминий)
спросил
Изменено 5 лет, 5 месяцев назад
Просмотрено 20 тысяч раз
\$\начало группы\$
Прилипает ли обычный (или не содержащий свинца) припой к олову или оловянная фольга ? Имеет ли олово достаточно низкую температуру плавления, чтобы оно плавилось вместе с припоем? Кто-нибудь пробовал паять медь с оловом обычным припоем?
(Я пытался гуглить, но все, что я нашел, похоже, касалось лужения паяльника)
Редактировать: Примечание, я говорил о настоящем металлическом олове. Я понимаю, что большая часть «оловянной фольги» на самом деле алюминий, и вы дали мне полезную информацию об алюминии, но как насчет настоящего олова?
Я понимаю, что большая часть «оловянной фольги» на самом деле алюминий, и вы дали мне полезную информацию об алюминии, но как насчет настоящего олова?
- пайка
\$\конечная группа\$
5
\$\начало группы\$
Обычный припой представляет собой смесь свинца и олова, так что есть вероятность, что да, он прилипнет к настоящему олову.
Имейте в виду, что большая часть того, что сегодня называют «оловянной фольгой», на самом деле изготовлена из алюминия. Вам придется потрудиться, чтобы найти фольгу из настоящего олова.
Общеизвестно, что алюминий трудно паять, на самом деле почти невозможно, но не совсем невозможно. По сути, вы должны исключить доступ кислорода к поверхности, к которой вы собираетесь присоединиться, что легче сказать, чем сделать.
Что касается настоящего олова, вы должны быть в состоянии паять с ним, так как большинство припоев для электроники содержат олово как часть сплава. Чистое олово будет плавиться при более высокой температуре, чем припой, поскольку температура плавления сплава ниже, чем у любого из отдельных компонентов, поэтому соединение должно быть паяным, а не сварным.
Чистое олово будет плавиться при более высокой температуре, чем припой, поскольку температура плавления сплава ниже, чем у любого из отдельных компонентов, поэтому соединение должно быть паяным, а не сварным.
\$\конечная группа\$
\$\начало группы\$
Температура плавления олова 232°C, так что оно действительно плавится при нормальной температуре пайки, как вы предлагаете. Однако пайка — это не сплавление двух металлов вместе. Возьмем, к примеру, медь. Температура плавления составляет 1084°C, поэтому ваш паяльник никогда не расплавит медь. Тем не менее, вы можете припаять его, потому что атомы вашего припоя мигрируют в верхний слой меди. Это происходит даже тогда, когда медь не плавится.
Таким образом, способность к пайке определяется не температурой плавления, а тем, позволит ли металлическая структура проникнуть в нее припою. Оксид алюминия (то, что мы, собственно, и видим, когда говорим об алюминии) абсолютно неприступен для расплавленного припоя.
\$\конечная группа\$
\$\начало группы\$
Да, чистое олово смачивается припоем. Тем не менее, я считаю, что есть некоторые сплавы, которые делают это особенно трудным.
Если вы просто попытаетесь припаять что-либо непосредственно к большой оловянной детали (например, отливке), это будет чрезвычайно сложно из-за ее большой тепловой массы. Для этого вам придется использовать горелку или мощный паяльник.
В качестве альтернативы, если вы прикрепляете провод к большой детали, во многих случаях будет удобнее использовать шпильку (или болт), гайку и кольцевую клемму.
\$\конечная группа\$
\$\начало группы\$
Да. Олово (Sn) является основным компонентом припоев на основе олова. Если вы можете избежать коллапса расплавленного металла в шар, очень возможно сделать соединение.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Припой для алюминия и способ пайки
S Настоящее изобретение относится к трубчатому порошковому припою для использования при пайке алюминия, а также к способу пайки алюминия. В частности, изобретение относится к трубчатому порошковому припою из практически чистого олова, имеющему сердцевину из флюса, полученного сплавлением смеси хлорида металла, такого как хлорид цинка, и органической кислоты с более высокой молекулярной массой, такой как одна из высших жирные кислоты молекулярной массы, стеариновая, пальмитиновая или олеиновая.
Хотя пайке алюминия уделялось большое внимание специалистов в этой области, насколько нам известно, до сих пор не было разработано полностью удовлетворительного припоя или метода пайки алюминия. По-видимому, это произошло в основном из-за недостаточного понимания проблем, связанных с пайкой алюминия.
Серьезным препятствием для получения удовлетворительной пайки алюминия является активность алюминия по отношению к кислороду и плотная, плотно прилегающая оксидная пленка, которая постоянно образуется на всех алюминиевых поверхностях.
Другая проблема при пайке алюминия связана с относительно плохой растворяющей или легирующей способностью металлов для пайки алюминия и с чрезвычайно вялым характером алюминиевого сплава, образующегося при пайке. Поскольку пайка алюминия включает образование раствора или сплава между металлом припоя и алюминием, очевидно, что необходимо проникнуть через оксидную пленку на алюминии, если нужно получить удовлетворительное соединение. Оксид алюминия, однако, не поддается восстановительному действию флюсов, как оксиды других распространенных металлов. Мы обнаружили, что при пайке алюминия необходимо разрывать окисную пленку механически, а не химически, например, царапая оксидированную поверхность паяльником.
Поскольку такое механическое разрывание оксидной пленки приводит к примеси оксида к металлу припоя и придает паяному соединению пористость и шероховатость, перед завершением операции пайки необходимо удалить загрязненный оксидом припой. Таким образом, в соответствии с нашим методом предварительные этапы пайки включают механический разрыв пленки оксида 00, чтобы позволить припою смочить и растворить металлический алюминий, а затем удаление избытка расплавленного припоя и примеси оксида и растворенного алюминия.
Этот предварительный этап удаления любого избытка расплавленного припоя и растворенного оксида алюминия также устраняет трудности, с которыми ранее приходилось сталкиваться из-за вялого характера, придаваемого припою растворенным алюминием. Присутствие алюминия даже в таких малых количествах, как 0,01%, придает расплавленному припою чрезмерную вялость и изморозь, в результате чего паяное соединение становится шероховатым, пористым и неприглядным, если не принять меры для удаления загрязненного расплавленного припоя перед завершением пайки. сустава. Из-за большого сродства алюминия к кислороду для получения удовлетворительной связи между алюминием и припоем необходимо защищать вновь образованные алюминиевые поверхности от воздуха. Мы обнаружили, что лучше всего этого можно добиться, используя относительно неподвижный флюс некоррозионного характера и применяя такой флюс в качестве основного материала трубчатого оловянного припоя. Таким образом, флюс наносится одновременно с оловянным припоем и защищает как олово, так и алюминиевую поверхность.
До сих пор при пайке алюминия либо вообще не применялся флюс, либо этот флюс использовался как внешний флюс. Когда флюс наносится снаружи, а припой расплавляется поверх зафлюсованной алюминиевой поверхности, сам припой имеет достаточно времени для окисления во время плавления. Кроме того, тепло пайки приводит к тому, что флюс стекает с места нанесения, оставляя обугленный и неэффективный остаток. О том, что ранее использовавшиеся флюсы, как правило, неадекватны, свидетельствует тот факт, что практически все алюминиевые припои рекомендуется использовать без флюса. Мы обнаружили, что в качестве припоя для пайки алюминия наиболее удовлетворительным образом может быть использовано практически чистое олово как потому, что олово растворяется в алюминии во всех соотношениях, так и потому, что олово полностью жидкое при температуре около 232°С и, следовательно, позволяет использовать обычные припои. температуры «мягкого припоя» в процессе пайки. Очевидно, что лучший припой с точки зрения эффективности пайки тот, который минимально растворим в припаиваемом металле. Использование олова также устраняет необходимость использования высоких температур плавления, которые вызывают большее окисление алюминия и, таким образом, затрудняют операцию пайки.
Использование олова также устраняет необходимость использования высоких температур плавления, которые вызывают большее окисление алюминия и, таким образом, затрудняют операцию пайки.
Кроме того, из-за высокой теплопроводности алюминия трудно, когда требуется высокотемпературное плавление, подавать достаточное количество тепла к алюминиевому изделию, чтобы поднять температуру изделия до требуемой.
Таким образом, важной целью настоящего изобретения in2 2052 является создание трубчатого припоя с порошковым оловом для использования при пайке алюминия.
Еще одной важной целью настоящего изобретения является создание трубчатого припоя с сердцевиной, состоящего, по существу, из чистого олова и имеющего сердцевину из флюсового материала, по существу, не вызывающего коррозию, и специально приспособленного для использования при пайке алюминия.
Еще одной важной задачей настоящего изобретения является создание способа пайки алюминия с использованием практически чистого олова в качестве припоя и с использованием флюса, содержащего продукт реакции хлорида металла и жирной кислоты с более высокой молекулярной массой.
Еще одной важной задачей настоящего изобретения является создание усовершенствованного способа пайки алюминия, который включает предварительное лужение участка алюминиевой поверхности, предназначенного для пайки, с последующим удалением избытка расплавленного оловянного припоя и содержащихся в нем примесей и последующая пайка луженой поверхности.
Другие важные цели настоящего изобретения станут очевидными из следующего описания и прилагаемой формулы изобретения.
Мы предпочитаем использовать практически чистое олово в качестве припоя для пайки алюминия. Мы обнаружили, что чем чище олово, используемое в качестве припоя, тем более удовлетворительной является операция пайки. Следовательно, при приготовлении нашего алюминиевого припоя используется самое чистое коммерческое олово.
С другой стороны, следует понимать, что преимущества настоящего изобретения все еще могут быть обеспечены, но в меньшей степени, если в оловянном припое присутствуют небольшие проценты легирующих ингредиентов. Поскольку добавление легирующих элементов, таких как цинк, кадмий, висмут, свинец и медь, не повышает эффективность оловянного припоя для пайки алюминия, мы предпочитаем использовать практически чистое олово в качестве единственного металла припоя.
Поскольку добавление легирующих элементов, таких как цинк, кадмий, висмут, свинец и медь, не повышает эффективность оловянного припоя для пайки алюминия, мы предпочитаем использовать практически чистое олово в качестве единственного металла припоя.
В своей предпочтительной форме припой по нашему изобретению получают в виде трубчатого припоя с сердцевиной из практически чистого олова, имеющей сердцевину из флюсового материала, который относительно неподвижен при температурах пайки. Такой флюс может быть получен реакцией хлорида металла, такого как хлорид цинка, магния или кальция, с органической кислотой с более высокой молекулярной массой, такой как любая из так называемых высокомолекулярных жирных кислот, стеариновой, пальмитиновой и олеиновой, или органические кислотные компоненты жиров, масел, восков и смол. Жирные кислоты, воски или смолы сами по себе пригодны для использования, но слишком подвижны, чтобы быть полностью удовлетворительными. Наш предпочтительный флюс получают путем взаимодействия безводной смеси хлорида цинка и стеариновой кислоты при температуре плавления смеси или выше, предпочтительно при около 250°С.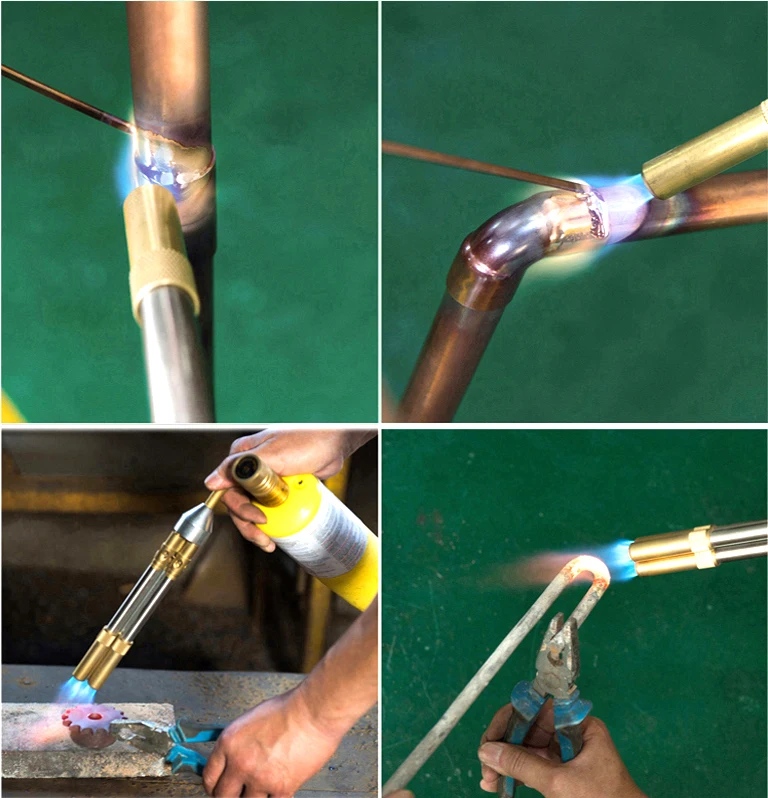 При получении такого продукта реакции стеариновую кислоту сначала нагревают примерно до 250°С и постепенно при перемешивании добавляют твердый хлорид цинка, и нагревание продолжают до тех пор, пока свободное неорганическое вещество, которое первоначально не осядет на дно реакционный сосуд, прореагировал со стеариновой кислотой с образованием полностью гомогенного продукта.0005
При получении такого продукта реакции стеариновую кислоту сначала нагревают примерно до 250°С и постепенно при перемешивании добавляют твердый хлорид цинка, и нагревание продолжают до тех пор, пока свободное неорганическое вещество, которое первоначально не осядет на дно реакционный сосуд, прореагировал со стеариновой кислотой с образованием полностью гомогенного продукта.0005
Поскольку скорость реакции зависит от поверхности компонентов, находящихся в контакте друг с другом, реакцию можно ускорить путем интенсивного перемешивания. Если соль очень тонко измельчить, а материал взболтать механической мешалкой, реакция протекает очень быстро и при небольших количествах хлорида цинка может завершиться за несколько минут. Максимальная массовая доля хлорида цинка в стеариновой кислоте, которая может реагировать со стеариновой кислотой для получения продукта, практически не содержащего свободного хлорида цинка, составляет приблизительно 2 части хлорида цинка на 3 части стеариновой кислоты.
Обычно соотношение хлорида цинка и стеариновой кислоты должно составлять от 1 до 4 частей хлорида цинка на 6 частей стеариновой кислоты по весу. Наша предпочтительная композиция содержит около 20% хлорида цинка по массе реакционной смеси. Конечный продукт реакции полностью гомогенен при исследовании под микроскопом и не содержит свободных кристаллов свободного хлорида цинка.
Трубчатый припой с сердцевиной по нашему изобретению может быть приготовлен любым из известных способов, например методом экструзии. Предпочтительно флюс составляет от 3 до 4% по весу трубчатого припоя с сердцевиной и в любом случае не более 10%.
При использовании порошкового трубчатого припоя процесс пайки в основном состоит в следующем. соскабливание, напильник или шлифовка для удаления любого жира и оксидного покрытия, которое всегда присутствует:. на алюминиевой посуде. Если необходимо отремонтировать толстую, тяжелую алюминиевую деталь, такую как треснувший картер двигателя, головка блока цилиндров или литой алюминиевый предмет значительного веса, рекомендуется выточить или стачивать значительную часть общей толщины поврежденной стенки в форма V-образной траншеи около 90°, сохраняя трещину на дне траншеи.
Паяльник, который должен быть относительно тяжелым для пайки алюминия, нагревают и рабочие поверхности паяльника покрывают плавленым припоем из трубчатого оловянного припоя с сердечником нашего изобретения. Небольшое количество трубчатого припоя с сердцевиной затем расплавляют под утюгом на месте пайки и медленным вращательным движением поверхность утюга протирают взад и вперед по этому месту, используя достаточное давление. Когда это движение будет продолжаться в течение минуты или около того, можно заметить, что припой начинает прилипать местами.
Таким же образом добавляется небольшое количество припоя к припаиваемому участку алюминиевой поверхности, и притирка продолжается, при этом поверхность железа плотно прижимается к заготовке. Припой вскоре проявляет явную адгезию к алюминию, а также имеет гранулированную и тягучую консистенцию. «Как только припой равномерно прилипает» ко всей поверхности изделия, паяльник поднимают и расплавленный припой полностью стирают с изделия, как бы протирая стальной ватой. e Это следует делать быстро, так как припой очень быстро затвердевает после удаления паяльника.
e Это следует делать быстро, так как припой очень быстро затвердевает после удаления паяльника.
c Поверхность ремонтируемых работ c должна. теперь будет полностью луженым, так как будет видно разницу в цвете между луженой и нелуженой поверхностями. Затем паяльник снова нагревают и тщательно очищают от расплавленного, тягучего или гранулированного припоя, который может прилипнуть к его рабочим поверхностям из-за трения. н эрация. Затем достаточное количество трубчатого* припоя с сердцевиной наплавляют на ремонтируемый участок поверхности, чтобы заполнить трещину и т.п.
,y Во время этого этапа заливки утюг не следует двигать взад и вперед, как при лужении, потому что, если это произойдет, в припой будет введено столько алюминия, что ремонт будет грубым и тягучим.
)- Оловянный припой и флюс должны растекаться и распределяться равномерно и плавно без большого движения железа. 2,065 Затем изделию дают остыть в покое, чтобы избежать каких-либо трещин или дефектов в паяном ремонте.
Важной особенностью нашего процесса является то, что ремонтируемая алюминиевая поверхность сначала лужится, а затем выполняется операция пайки в соответствии с обычными методами пайки мягким припоем. Для удовлетворительного лужения поверхности ремонтируемого алюминиевого изделия необходимо, конечно, чтобы флюс предотвращал повторное окисление алюминиевых поверхностей в температурных условиях операции пайки. Было обнаружено, что флюс по нашему изобретению, описанный выше, выполняет эту функцию наиболее эффективно.
Нам известно, что многочисленные детали процесса могут варьироваться в широких пределах без отхода от принципов настоящего изобретения, и поэтому мы не ставим своей целью ограничение выданного патента иначе, чем это необходимо в предшествующем уровне техники.
В качестве нашего изобретения мы заявляем: 1. Трубчатый припой с сердцевиной для использования при пайке алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из практически неагрессивного продукта реакции хлорида металла и органической кислоты.
2. Трубчатый припой с сердцевиной для использования при пайке алюминия, содержащий трубчатый припой, состоящий, по существу, из чистого олова и сердцевины сплавленного продукта реакции хлорида цинка и высшей жирной кислоты.
3. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции не более 2 частей хлорида цинка на 3 части по массе стеариновой кислоты.
4. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции примерно 1 часть цинка. хлорида на 4 части стеариновой кислоты.
5. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой из практически чистого олова и сердцевину, состоящую из безводного продукта плавления, содержащего не менее 1 части и не более 4 частей хлорида цинка на 6 частей стеариновой кислоты. кислоты по массе.
кислоты по массе.
6. Трубчатый оловянный припой с сердцевиной для пайки алюминия, часть припоя которого представляет собой в основном чистое олово, а сердцевина – относительно неподвижный, неагрессивный флюс, процентное содержание 2740 3 флюсовой сердцевины к общему количеству припоя плюс сердцевины менее 10% по весу.
7. Способ пайки алюминия, включающий механическую очистку алюминиевой поверхности, предназначенной для пайки, расплавление припоя из чистого олова с сердцевиной, имеющей относительно неподвижное неагрессивное флюсовое ядро, на очищенной поверхности для лужения поверхности, вытирание излишков расплавленного олова , добавляли оксиды и растворенный алюминий с поверхности и наносили дополнительное количество расплавленного чистого олова на луженую поверхность для завершения паяного соединения, причем указанное расплавленное олово поддерживали при температуре, достаточной для предотвращения затвердевания олова.
8. Способ пайки алюминия, включающий механическую очистку припаиваемой алюминиевой поверхности для разрыва оксидной пленки на ней, расплавление части трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижное коррозионностойкое флюсовое ядро, на очищенную поверхность ilumin, механическое соскабление указанной поверхности с постоянным приложением к ней тепла до тех пор, пока расплавленный металл на указанной поверхности не приобретет волокнистый характер, удаление избытка указанного расплавленного металла и нанесение большего количества указанного чистого оловянного припоя и флюса на указанную поверхность без механического нарушения указанного поверхности, причем указанное расплавленное олово поддерживается при температуре, достаточной для предотвращения затвердевания металла.
9. Способ пайки алюминия, включающий механическую очистку части поверхности алюминия, предназначенной для пайки, наплавление на указанную поверхность трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижную неагрессивную сердцевину из флюса, при непрерывном нагревании и перемешивании расплавленного олова. после этого удаляют избыток расплавленного олова с указанной поверхности и наносят на нее дополнительное количество порошкового припоя из чистого олова и флюса, при этом указанный оловянный припой поддерживают при температуре, достаточной для предотвращения затвердевания металла. 10. Способ пайки алюминия, включающий расплавление на алюминиевой поверхности трубчатого припоя из чистого олова с сердцевиной, содержащей продукт реакции хлорида металла и органической кислоты, механическое скобление указанной поверхности при непрерывном приложении к ней тепла до тех пор, пока расплавленный металл на поверхности приобретает волокнистый характер, стирая избыток указанного расплавленного металла и повторно нанося указанный трубчатый припой из чистого олова с сердцевиной и флюс на указанную поверхность без механического нарушения указанной поверхности, причем указанный оловянный припой поддерживается при температурах, достаточных только для предотвращения затвердевания из этого.