Можно ли чугун приварить к железу: Сварка чугуна со сталью
alexxlab | 22.05.2023 | 0 | Разное
надежная и доступная по цене
- Главная >
- Блог >
- Сварка чугуна со сталью: надежная и доступная по цене
Сварка
Время чтения: 9
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- В чем заключаются проблемы и особенности сварки чугуна со сталью
- Что предусматривает технология сварки чугуна со сталью
- Какие необходимы материалы для сварки чугуна со сталью
Сварка чугуна со сталью – операция, которая сегодня пользуется высокой популярностью. Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций.
Проблемы и особенности сварки чугуна со сталью
Чугун представляет собой углеродистый сплав железа, в котором углерода содержится более 2,11–2,14 %. Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Железоуглеродистые сплавы могут эффективно сглаживать вибрации. Этот материал отличается устойчивостью к износу и обладает отличными литейными характеристиками. Широкое применение чугуна для производства разных деталей приводит к тому, что такие сплавы часто приходится сваривать с различными металлами.
Технология такого сваривания особенно широко используется на чугунно-литейных предприятиях.
Особенность чугуна заключается в том, что он по своему составу напоминает сталь, но его строение затрудняет процесс сваривания. Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.
При сваривании изделий из чугуна, в структуре которого содержаться крупные зерна углерода, очень трудно добиться надежного соединения. Большие сложности возникают и при сваривании железоуглеродистых сплавов со сталью, что обусловлено разнородностью этих материалов.
Проблематичность этого процесса обусловлена особенностями структуры чугуна. Его химический состав способствует текучести при достижении температур плавления. Из-за этого невозможно при сваривании создать однородный прочный шов.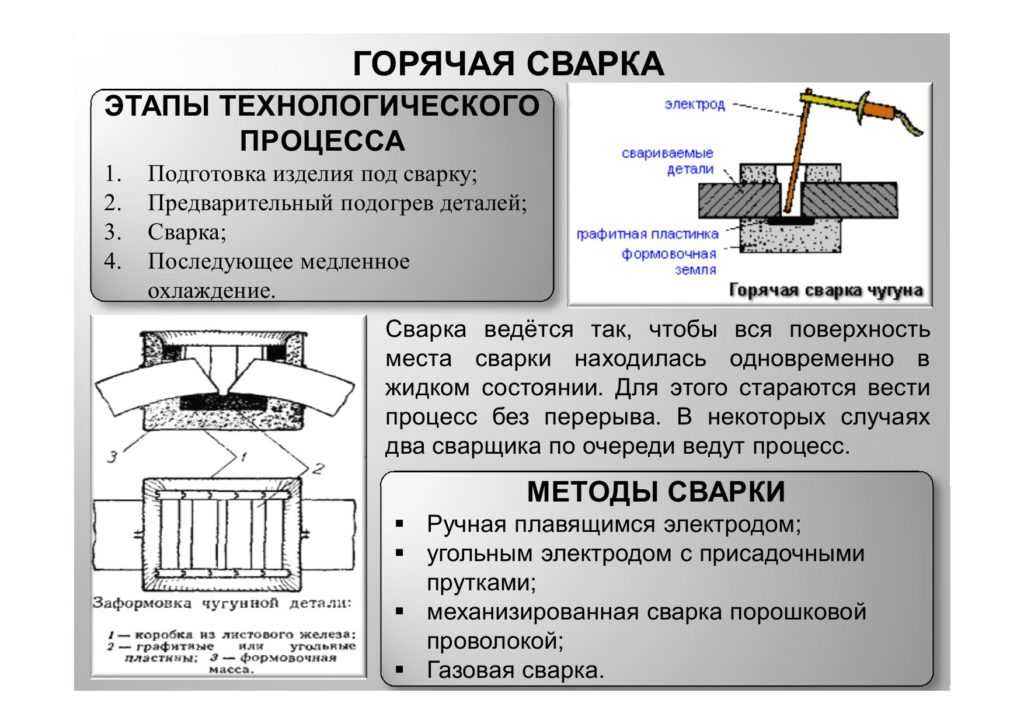
Сварка чугуна со сталью, технология которой учитывает описанные выше особенности, обеспечивает формирование сварного шва нормального качества. Для устранения текучести чугуна в местах соединения металлов нужно подложить платину из графита. Это позволит предотвратить вытекание расплавленного металла в случае его прожигания.
Третью проблему сваривания деталей из стали и чугуна можно решить за счет выполнения такой операции в среде, содержащей инертные газы. К примеру, можно использовать CO₂. Этот газ будет вытеснять воздух из зоны сварки. При сварке чугуна со сталью аргоном может применяться смесь Ar (аргон) и CO₂ в соотношении 1:4.
В зависимости от температуры разогрева соединяемых деталей различают три способа сварки стали и чугуна:
- Горячая сварка – основной метод, который считается самым «правильным».
 Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C. - При полугорячем сваривании детали из чугуна разогревают до +300…+350 °C.
- Технология холодной сварки не предполагает нагревания соединяемых изделий.
Нужно отметить, что при разных методах сваривания деталей из стали и чугуна используются различные электроды. Важно строго соблюдать технологические нормы и требования для каждого способа.
Технология сварки чугуна со сталью
Необходимо следить, чтобы в процессе сваривания различных металлов в наплавляемом материале не формировались интерметаллидные структуры, которые отличаются хрупкостью. Это очень важное условие для получения надежного соединения деталей из стали и чугуна. Для сварки таких материалов используется технология с применением буферного слоя.
При этом не нужно стремиться к использованию металлов, которые по прочности и устойчивости к коррозии в большей степени надежны, чем более «слабый» материал соединяемой пары (в нашем случае это чугун). В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
- Чтобы предотвратить водородное растрескивание соединяемого элемента со стальной кромкой, используются электроды с фтористо-кальциевым покрытием.
- Для сварки деталей из разнородных металлов их кромки следует предварительно разогреть.
- В процессе сварки чугуна со сталью полуавтоматом вольфрамовым электродом с неплавящимся проводником в инертной газовой среде присадочным материалом могут выступать очищенные и выпрямленные стержни из порошковой проволоки с подходящим химическим составом либо стальные полосы. При этом следует учитывать, что такое решение может привести к формированию интерметаллических соединений, отличающихся хрупкостью.
Сварка стальных и чугунных деталей производится путем установки сварочного тока обратной полярности. Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
Рекомендуем статьи по металлообработке
- Сварочная дуга: ее свойства, виды, принцип работы
- Дефекты могут возникать при сварке – Трещины: разновидности, причины их образования
- Свойства титана и его сплавов и сфера их применения
В любом случае сварка чугуна со сталью полуавтоматом предполагает предварительный нагрев деталей до +600 °C. Это необходимо для предотвращения чрезмерного расширения материала в зоне сварки. Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если детали имеют большие габариты либо они включают легкоплавкие элементы, а также в других случаях, которые приводят к невозможности предварительного нагрева до требуемой температуры, то сварка должна производиться по другой методике. При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.
Методика сварки валиками применяется в ситуациях, когда отсутствуют строгие требования по герметичности шва. Дело в том, что плотному свариванию валиков будет мешать сам процесс охлаждения. Кроме того, готовый шов получается очень хрупким, поэтому такую технологию нельзя применять, если существуют требования по дальнейшей обработке места сварки.
Долговечность швов, наложенных на чугунные детали, зависит от правильно подобранного типа электродов. Нужно учитывать, что из-за хрупкости чугуна конструкции из этого материала могут иметь много разных дефектов.
После завершения сварки соединение не должно быстро остывать. Особое внимание этому условию следует уделять при приваривании патрубков из стали к батареям из чугуна. Скорость остывания стальных сплавов гораздо выше, поэтому нужно уровнять время остывания свариваемых элементов. Для этого детали из стали засыпают материалом, который дольше сохраняет тепло (уголь, песок и т. д.).
Если метод сваривания чугуна со сталью выбран правильно, а сварщик имеет соответствующую квалификацию, то поврежденные чугунные детали несложно восстановить. Им можно вернуть необходимое состояние без ущерба для долговечности изделий.
Специалисты по сварке могут применять и другие технологии для работы с рассматриваемыми материалами. В этой статье мы приводим только проверенные методики. С их помощью выполнять сварку чугуна со сталью можно и в домашних условиях.
До того, как начать сваривать чугун со сталью инвертором, необходимо провести подготовительные мероприятия. Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Зачищенное место нужно обязательно обезжирить бензином или другим растворителем. Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Дуговая сварка чугунных и стальных изделий может выполняться с помощью шпилек из стали или послойно без применения опорных элементов. Размеры шпилек строго регламентированы. К примеру, их диаметр должен быть менее 40 % от толщины чугуна. При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
Сварка чугуна со сталью в домашних условиях требует соблюдения некоторых требований. Кромки деталей не должны иметь острых срезов в месте соединения (оптимальная форма кромок – сферическая). Для такой сварки используются специальные электроды. Нужно применять марки электродов с медью, хромом, никелем и других лигатур (соединений), которые обеспечивают возможность наплавления стали на чугун.
Что нужно учесть перед началом работ по сварке чугуна и стали:
- полярность подключения должна быть обратной;
- выбирайте минимально допустимую мощность сварочного аппарата для определенной толщины электрода;
- непрерывный сварной шов не должен быть длиннее 3–5 см;
- для предотвращения перегрева чугуна используют частые перерывы;
- первый и последний слои в многослойных швах нужно проковать молотком (при минимальном усилии).
Необходимые материалы для сварки чугуна со сталью
Как было отмечено ранее, для сваривания чугунных и стальных изделий необходимо использовать особые марки электродов. Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Производители выпускают в широком ассортименте электроды для сварки чугуна со сталью. Важно сделать правильный выбор, так как от этого зависит долговечность сварного соединения. Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.
Основное назначение электродов ЦЧ-4 – сварка чугуна по холодной и горячей технологии. Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Марка электродов ОЗЧ-2 может применяться для решения тех же задач, что и изделия ЦЧ-4. Сварка ими выполняется при нижнем или вертикальном формировании шва. Для этого также используется постоянный ток обратной полярности. Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Чтобы получить шов высокого качества, следует обязательно зачистить кромки деталей. На них не должно быть посторонних веществ, включая масляных пятен. Поскольку структура чугуна способствует впитыванию масел и различных технических жидкостей, то участок сваривания следует обработать до совершенно чистой поверхности.
Сварка чугуна со сталью аргоном или в среде других инертных газов, так же как сваривание неплавящимися электродами, может выполняться с помощью специальной проволоки, которая маркируется как ПП АНЧ-1, ПП АНЧ-2 и ПП АНЧ-3.
Каждая отдельная марка проволоки предназначается для определенной технологии сваривания (горячей, полугорячей или холодной сварки). Конструкционно проволока изготавливается в форме металлической трубки, в которой находится флюс. С ее помощью можно выполнять полноценные швы, прочность которых будет такой же, как и у свариваемых чугунных изделий.
Читайте также
08.03.2023
Гриндер своими руками: нюансы изготовления
Подробнее
07.03.2023
Виды гидравлических прессов, применяемых на производстве
Подробнее
28.02.2023
Плавление латуни в различных условиях
Подробнее
27.02.2023
Пассивация: способ защиты от коррозии
Подробнее
24.02.2023
Пайка металлов: описание технологии
Подробнее
22.02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20. 02.2023
02.2023
Хонингование: как и для чего выполняется
Подробнее
Сварка чугуна со сталью
0
Опубликовано: 17.05.2018
Сегодня сварка деталей из чугуна со сталью — это обычная процедура, которая применяется в самых разнообразных отраслях: металлургической, машиностроительной, станкостроительной и прочих. Раньше чугун являлся одним из основных материалов, используемых для создания металлических конструкций. Изделия из чугуна имеют множество достоинств, при этом относительно недорогие.
Оглавление:
- Технология сварки чугуна со сталью с использованием плавящихся электродов
- Сварка толстостенных образцов с легированными добавками
- Некоторые технические моменты сварочной процедуры
Технология сварки чугуна со сталью с использованием плавящихся электродов
- Приварить сталь к чугуну при напряжении холостого хода агрегата более 54 В можно только при использовании переменного тока.
- При напряжении холостого хода агрегата менее 54 В (для многих моделей сварочного оборудования это стандартное значение) сварочные работы выполняются постоянным током, имеющим обратную полярность.
Детали из чугуна и стали в обеих ситуациях нагреваются до 600 градусов, чтобы предотвратить их расширение в процессе сваривания.
Сварка толстостенных образцов с легированными добавками
Чтобы сварить чугун и сталь, когда в их структуру входят легированные добавки или соединяемые образцы достаточно большого сечения, необходимо учитывать следующие моменты.
- Предварительный подогрев деталей не производится.
- Соединение двух разных металлов осуществляется при помощи небольших валиков длиной до 2.5 мм.
- Второй валик формируется после полного охлаждения первого.

Некоторые технические моменты сварочной процедуры
- Для такого варианта соединения разных металлов подбор сварочных параметров, материалов осуществляется, исходя из ограничений свариваемости чугуна. Если к сварочному шву не предъявляются особые прочностные требования, используются только присадочные материалы из никеля.
- Не рекомендуются сварочные процессы с повышенным удельным тепловложением, формированием значительной сварной ванны.
- Ряд чугунов, в состав которых входит большое количество углерода, из-за склонности к формированию трещин считаются несвариваемыми.
- Сваривать вместе чугунные и стальные элементы конструкций можно напрямую с применением присадочного материала из никеля, изготавливаемого специально для соединения чугунов. Но при проявлении критической деформации материала, значительных нагрузках этого будет недостаточно.
 В подобных ситуациях, прежде чем приваривать стальной элемент к чугунному изделию, рекомендуется на поверхности детали из чугуна выполнить наплавление присадочного материала из никеля.
В подобных ситуациях, прежде чем приваривать стальной элемент к чугунному изделию, рекомендуется на поверхности детали из чугуна выполнить наплавление присадочного материала из никеля. - Сварка чугуна со сталью может производиться без выполнения предварительного разогрева металла, но только в том случае, если деталь впоследствии будет работать в температурных условиях больше 300 градусов. В данном случае свариваемые изделия небольших размеров подвергаются общему нагреву, при соединении крупных деталей разогревается только сварочная зона.
- Коэффициент линейного расширения чугуна достаточно низкий, также этот металл отличается низкой пластичностью. Поэтому усадочное напряжение, возникающее в соединении, необходимо понижать. Для этого сразу после завершения сварки необходимо выполнить проковку шва.
- Качественного результата соединения можно достичь, если для сварки использовать электроды малого сечения, наплавку выполнять короткими валиками (не более 5 см) в поперечном направлении.
 С подобной целью нужно наклонять сварочную дугу на предшествующий валик, но не в направлении основного металла.
С подобной целью нужно наклонять сварочную дугу на предшествующий валик, но не в направлении основного металла.
Практика показывает, что все разработанные на сегодняшний день технологии соединения стали и чугуна достаточно эффективны, но только если правильно подобран сварочный режим, расходные материалы.
Сергей Одинцов
tweet
Можно ли сваривать чугун проволокой MIG из мягкой стали?
Всем известно, что чугун хрупкий. Он содержит примеси, такие как углерод, кремнезем в цветных количествах, обычно 2-4. Есть также комбинированные чугуны, которые содержат небольшое количество хрома, никеля, молибдена, меди или других компонентов, добавленных для придания однозначных свойств. Обычно они дают чугуны повышенного качества. Поскольку металл по своей природе слаб, содержащийся в нем углерод заставляет его плавиться и расщепляться при нагревании до определенной точки. В экстремальных сварочных процессах цикл нагрева и охлаждения вызывает развитие и сжатие, что создает пластические проблемы во время сжатия. Соответственно, аргентинский чугун плохо поддается сварке без чрезвычайных мер безопасности. Кроме того, гибкие чугуны, подобные ковкому чугуну, гибкому чугуну и чугуну с шаровидным графитом, могут быть эффективно сварены. Для стильных изделий такие чугуны следует сваривать в закаленном состоянии. Чугун можно сваривать линией из мягкой стали. Результатом такого усилия станет быстрогасящийся сварной шов из высокоуглеродистой стали. Скорее всего, вы получите мартенсит, слабый и не поддающийся механической обработке.
В экстремальных сварочных процессах цикл нагрева и охлаждения вызывает развитие и сжатие, что создает пластические проблемы во время сжатия. Соответственно, аргентинский чугун плохо поддается сварке без чрезвычайных мер безопасности. Кроме того, гибкие чугуны, подобные ковкому чугуну, гибкому чугуну и чугуну с шаровидным графитом, могут быть эффективно сварены. Для стильных изделий такие чугуны следует сваривать в закаленном состоянии. Чугун можно сваривать линией из мягкой стали. Результатом такого усилия станет быстрогасящийся сварной шов из высокоуглеродистой стали. Скорее всего, вы получите мартенсит, слабый и не поддающийся механической обработке.
ПРОЦЕСС СВАРКИ ЧУГУНА ПРОВОЛКОЙ MS MIG
ОПРЕДЕЛИТЕ СПЛАВ
Обязательно осмотрите все компоненты, чтобы убедиться в отсутствии разрывов давления или других признаков повреждения. Проверка сорта из чугуна . Различные структуры могут казаться относительными, но они меняются в металлургии, а также могут иметь разные температуры растворения, и это может привести к хрупкому сварному шву.
ОЧИСТКА ОТЛИВКИ Тщательно
Не обращая внимания на композит, все отливки перед сваркой должны быть аккуратно сложены. При подготовке заливки к сварке важно удалить весь лицевой материал, чтобы полностью очистить заливку в зоне сварного шва. Удалить косметику, масло и другие посторонние материалы из зоны сварки. Идеально осторожно и постепенно подавать тепло в зону сварки в течение короткого промежутка времени, чтобы вытеснить захваченный газ из зоны сварки основного металла.
Выбор ТЕМПЕРАТУРЫ ПРЕДНАГРЕВАНИЯ
Чугун имеет более низкую температуру размягчения, чем сталь. С более низкой температурой размягчения вы должны быть уверены, что не только правильно измените настройки своего сварочного аппарата, но и будете осторожны с более тонкими кусками чугуна. Все чугуны подвержены растрескиванию под нагрузкой, но этого можно избежать с помощью предварительного нагрева. Для сварки чугуна требуются три процесса.
- Предварительный нагрев
- Низкая тепловая мощность
- Медленное охлаждение
Предварительный нагрев снижает температурный градиент вокруг зоны сварки, снижает пластическую нагрузку и предотвращает появление трещин. Отливка может быть нагрета почти до 500-1200 градусов по Фаренгейту перед сваркой. Если вся деталь не может быть предварительно нагрета, попытайтесь в любом случае прогреть зону сварки до 100 градусов. Приварите всего 1 дюйм, чтобы исключить поломку. Вы можете сшить сварные сегменты и впоследствии вернуться к заполнению отверстий. Скорость охлаждения является еще одним фактором, напрямую влияющим на напряжения в сварном шве. Быстрое охлаждение вызывает отрыв, что делает сварные швы слабыми, безболезненными. С другой стороны, низкое охлаждение снижает напряжение затвердевания и сжатия.
Отливка может быть нагрета почти до 500-1200 градусов по Фаренгейту перед сваркой. Если вся деталь не может быть предварительно нагрета, попытайтесь в любом случае прогреть зону сварки до 100 градусов. Приварите всего 1 дюйм, чтобы исключить поломку. Вы можете сшить сварные сегменты и впоследствии вернуться к заполнению отверстий. Скорость охлаждения является еще одним фактором, напрямую влияющим на напряжения в сварном шве. Быстрое охлаждение вызывает отрыв, что делает сварные швы слабыми, безболезненными. С другой стороны, низкое охлаждение снижает напряжение затвердевания и сжатия.
ОБРАБОТКА
Растрескивание происходит естественным образом во время фазы термического сжатия, растягивающее напряжение действует, когда сварной шов остывает и согласуется. В том случае, если давление достигает точки ввода, сварной шов расщепляется. Вероятность поломки можно снизить, применяя компрессионное беспокойство, чтобы противостоять податливому беспокойству во время охлаждения. Сварщики используют систему, называемую проковкой (умеренные удары молотком с шариковым бойком) для получения деформируемого мазка сварного шва, пока сварной шов еще нежный. Проклевка уменьшает опасность расщепления сварного шва и HZ, но, по-видимому, ее следует попробовать при работе с обычно гибким наплавленным металлом.
Сварщики используют систему, называемую проковкой (умеренные удары молотком с шариковым бойком) для получения деформируемого мазка сварного шва, пока сварной шов еще нежный. Проклевка уменьшает опасность расщепления сварного шва и HZ, но, по-видимому, ее следует попробовать при работе с обычно гибким наплавленным металлом.
Контроль охлаждения — последний этап сварки. В этой процедуре используются защитные материалы для замедления охлаждения, как можно было бы ожидать, или применяется прерывистое нагревание сварного шва, чтобы помешать нормальному процессу охлаждения.
steeloncall
30 марта 2020 г.
Можно ли сваривать чугун? (Ответы) – Часто задаваемые вопросы по чугуну
Чугун можно сваривать, но используемый метод и оборудование зависят от типа чугуна. Чугун – очень прочный и долговечный материал; однако сама эта прочность затрудняет работу с ним при сварке, поскольку он расширяется и сжимается с разной скоростью из-за высокого теплового расширения его сплавов.
Сварка чугуна
Чугун представляет собой сплав, состоящий более чем из 2% углерода и часто содержащий другие элементы. Чугун не ковкий, поэтому его нельзя ковать. Его можно отлить (переплавить в форму), но большинство людей, имеющих опыт сварки, предпочитают использовать ковкий чугун.
В большинстве случаев ремонт чугуна можно производить только с помощью специальных стержней, плавящихся при температуре литейного материала, находящегося в чугунной детали. Эти стержни обычно содержат никелевый сплав и другие металлы, которые дополняют состав литейного материала.
Дело в том, что без качественного оборудования и обучения самостоятельно сделать успешный ремонт вряд ли получится. Если вы все равно решите попробовать, вы можете обжечь себя или других, уничтожить ценное имущество или даже создать угрозу пожара в своем доме или офисе.
Какой чугун можно сваривать?
В большинстве случаев можно сваривать серый чугун. Однако прочность сварного шва обычно очень низкая (около 10% от основного металла). Серый чугун нередко трескается после сварки. Для повышения свариваемости в процессе литья добавляют небольшое количество углерода и кремния.
Серый чугун нередко трескается после сварки. Для повышения свариваемости в процессе литья добавляют небольшое количество углерода и кремния.
Какой чугун нельзя сваривать?
Белый чугун нельзя сваривать, так как он содержит углерод в форме цементита (Fe3C). Это делает белый чугун хрупким.
Почему нельзя ковать чугун?
Чугуны имеют более высокую температуру плавления, чем другие металлы, такие как сталь или алюминий. Кроме того, они являются плохими проводниками тепла. Это затрудняет их подделку.
Высокая температура плавления в сочетании с плохой теплопроводностью затрудняет достижение температуры ковки только с помощью кузнечного огня. На самом деле, если вы попытаетесь выковать чугун без использования соответствующих методов нагрева, он растрескается и сломается, вместо того чтобы принять желаемую форму.
Чугун нельзя выковать, потому что он не имеет зернистой структуры, поэтому при ковке он треснет.
Почему металл сварного шва из чугуна должен быть пластичным?
Чугунный наплавленный металл Пластичность важна для большинства сварочных процессов, но она особенно важна в случае сварки кованого железа или стали с серым или ковким чугуном, когда усадочные напряжения в металле сварного шва обычно достаточно велики, чтобы растрескивание соединения в сплавах, не обладающих высокой пластичностью.
Кто сваривает чугун?
Сварщик, имеющий опыт работы с этими типами металлов, может сварить их для вас. Если вы решите нанять кого-то, убедитесь, что они знают, какой тип материала требуется вашему проекту, прежде чем начинать работу над ним, чтобы не было сюрпризов в будущем!
Стержневой электрод, имеющий классификацию E70XX или E80XX, является лучшим выбором для этого применения. Стержневой электрод с низким содержанием водорода, такой как EXX18, обеспечит более стабильный наплавленный металл при сварке чугуна со сталью и поможет свести к минимуму растрескивание в области сварного соединения.
Будет ли JB Weld работать с чугуном?
Это зависит от того, какой ремонт вам нужно сделать и сколько времени у вас есть. Если это просто небольшая трещина в чугунной посуде, то да – jb Weld, вероятно, подойдет, но если вы стараетесь не покупать новые кастрюли/сковородки, то, возможно, не так много…
JB Weld можно использовать как альтернативу пайка/сварка в неструктурных применениях, где заметные нагрузки отсутствуют или не ожидаются.