Можно ли чугун сварить с железом: надежная и доступная по цене
alexxlab | 10.05.2023 | 0 | Разное
надежная и доступная по цене
- Главная >
- Блог >
- Сварка чугуна со сталью: надежная и доступная по цене
Сварка
Время чтения: 9
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- В чем заключаются проблемы и особенности сварки чугуна со сталью
- Что предусматривает технология сварки чугуна со сталью
- Какие необходимы материалы для сварки чугуна со сталью
Сварка чугуна со сталью – операция, которая сегодня пользуется высокой популярностью. Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций.
Проблемы и особенности сварки чугуна со сталью
Чугун представляет собой углеродистый сплав железа, в котором углерода содержится более 2,11–2,14 %. Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Железоуглеродистые сплавы могут эффективно сглаживать вибрации. Этот материал отличается устойчивостью к износу и обладает отличными литейными характеристиками. Широкое применение чугуна для производства разных деталей приводит к тому, что такие сплавы часто приходится сваривать с различными металлами.
Технология такого сваривания особенно широко используется на чугунно-литейных предприятиях.
Особенность чугуна заключается в том, что он по своему составу напоминает сталь, но его строение затрудняет процесс сваривания. Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.
При сваривании изделий из чугуна, в структуре которого содержаться крупные зерна углерода, очень трудно добиться надежного соединения. Большие сложности возникают и при сваривании железоуглеродистых сплавов со сталью, что обусловлено разнородностью этих материалов.
Проблематичность этого процесса обусловлена особенностями структуры чугуна. Его химический состав способствует текучести при достижении температур плавления. Из-за этого невозможно при сваривании создать однородный прочный шов.
Сварка чугуна со сталью, технология которой учитывает описанные выше особенности, обеспечивает формирование сварного шва нормального качества. Для устранения текучести чугуна в местах соединения металлов нужно подложить платину из графита. Это позволит предотвратить вытекание расплавленного металла в случае его прожигания.
Третью проблему сваривания деталей из стали и чугуна можно решить за счет выполнения такой операции в среде, содержащей инертные газы. К примеру, можно использовать CO₂. Этот газ будет вытеснять воздух из зоны сварки. При сварке чугуна со сталью аргоном может применяться смесь Ar (аргон) и CO₂ в соотношении 1:4.
В зависимости от температуры разогрева соединяемых деталей различают три способа сварки стали и чугуна:
- Горячая сварка – основной метод, который считается самым «правильным».
 Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C. - При полугорячем сваривании детали из чугуна разогревают до +300…+350 °C.
- Технология холодной сварки не предполагает нагревания соединяемых изделий.
Нужно отметить, что при разных методах сваривания деталей из стали и чугуна используются различные электроды. Важно строго соблюдать технологические нормы и требования для каждого способа.
Технология сварки чугуна со сталью
Необходимо следить, чтобы в процессе сваривания различных металлов в наплавляемом материале не формировались интерметаллидные структуры, которые отличаются хрупкостью. Это очень важное условие для получения надежного соединения деталей из стали и чугуна. Для сварки таких материалов используется технология с применением буферного слоя.
При этом не нужно стремиться к использованию металлов, которые по прочности и устойчивости к коррозии в большей степени надежны, чем более «слабый» материал соединяемой пары (в нашем случае это чугун). В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
В связи с этим, чтобы правильно выполнить сварку стали и чугуна, нужно изучить следующие рекомендации по прочностным характеристикам и устойчивости к коррозии:
- Чтобы предотвратить водородное растрескивание соединяемого элемента со стальной кромкой, используются электроды с фтористо-кальциевым покрытием.
- Для сварки деталей из разнородных металлов их кромки следует предварительно разогреть.
- В процессе сварки чугуна со сталью полуавтоматом вольфрамовым электродом с неплавящимся проводником в инертной газовой среде присадочным материалом могут выступать очищенные и выпрямленные стержни из порошковой проволоки с подходящим химическим составом либо стальные полосы. При этом следует учитывать, что такое решение может привести к формированию интерметаллических соединений, отличающихся хрупкостью.
Сварка стальных и чугунных деталей производится путем установки сварочного тока обратной полярности. Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт. Если используется оборудование для сварки с более высоким значением напряжения холостого тока, то сваривание этих металлов может выполняться в режиме переменного тока.
Рекомендуем статьи по металлообработке
- Сварочная дуга: ее свойства, виды, принцип работы
- Дефекты могут возникать при сварке – Трещины: разновидности, причины их образования
- Свойства титана и его сплавов и сфера их применения
В любом случае сварка чугуна со сталью полуавтоматом предполагает предварительный нагрев деталей до +600 °C. Это необходимо для предотвращения чрезмерного расширения материала в зоне сварки. Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если детали имеют большие габариты либо они включают легкоплавкие элементы, а также в других случаях, которые приводят к невозможности предварительного нагрева до требуемой температуры, то сварка должна производиться по другой методике. При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.
Методика сварки валиками применяется в ситуациях, когда отсутствуют строгие требования по герметичности шва. Дело в том, что плотному свариванию валиков будет мешать сам процесс охлаждения. Кроме того, готовый шов получается очень хрупким, поэтому такую технологию нельзя применять, если существуют требования по дальнейшей обработке места сварки.
Долговечность швов, наложенных на чугунные детали, зависит от правильно подобранного типа электродов. Нужно учитывать, что из-за хрупкости чугуна конструкции из этого материала могут иметь много разных дефектов.
После завершения сварки соединение не должно быстро остывать. Особое внимание этому условию следует уделять при приваривании патрубков из стали к батареям из чугуна. Скорость остывания стальных сплавов гораздо выше, поэтому нужно уровнять время остывания свариваемых элементов. Для этого детали из стали засыпают материалом, который дольше сохраняет тепло (уголь, песок и т. д.).
Если метод сваривания чугуна со сталью выбран правильно, а сварщик имеет соответствующую квалификацию, то поврежденные чугунные детали несложно восстановить. Им можно вернуть необходимое состояние без ущерба для долговечности изделий.
Специалисты по сварке могут применять и другие технологии для работы с рассматриваемыми материалами. В этой статье мы приводим только проверенные методики. С их помощью выполнять сварку чугуна со сталью можно и в домашних условиях.
До того, как начать сваривать чугун со сталью инвертором, необходимо провести подготовительные мероприятия. Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Зачищенное место нужно обязательно обезжирить бензином или другим растворителем. Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Дуговая сварка чугунных и стальных изделий может выполняться с помощью шпилек из стали или послойно без применения опорных элементов. Размеры шпилек строго регламентированы. К примеру, их диаметр должен быть менее 40 % от толщины чугуна. При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
Сварка чугуна со сталью в домашних условиях требует соблюдения некоторых требований. Кромки деталей не должны иметь острых срезов в месте соединения (оптимальная форма кромок – сферическая). Для такой сварки используются специальные электроды. Нужно применять марки электродов с медью, хромом, никелем и других лигатур (соединений), которые обеспечивают возможность наплавления стали на чугун.
Что нужно учесть перед началом работ по сварке чугуна и стали:
- полярность подключения должна быть обратной;
- выбирайте минимально допустимую мощность сварочного аппарата для определенной толщины электрода;
- непрерывный сварной шов не должен быть длиннее 3–5 см;
- для предотвращения перегрева чугуна используют частые перерывы;
- первый и последний слои в многослойных швах нужно проковать молотком (при минимальном усилии).
Необходимые материалы для сварки чугуна со сталью
Как было отмечено ранее, для сваривания чугунных и стальных изделий необходимо использовать особые марки электродов. Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Производители выпускают в широком ассортименте электроды для сварки чугуна со сталью. Важно сделать правильный выбор, так как от этого зависит долговечность сварного соединения. Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.
Основное назначение электродов ЦЧ-4 – сварка чугуна по холодной и горячей технологии. Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Марка электродов ОЗЧ-2 может применяться для решения тех же задач, что и изделия ЦЧ-4. Сварка ими выполняется при нижнем или вертикальном формировании шва. Для этого также используется постоянный ток обратной полярности. Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Чтобы получить шов высокого качества, следует обязательно зачистить кромки деталей. На них не должно быть посторонних веществ, включая масляных пятен. Поскольку структура чугуна способствует впитыванию масел и различных технических жидкостей, то участок сваривания следует обработать до совершенно чистой поверхности.
Сварка чугуна со сталью аргоном или в среде других инертных газов, так же как сваривание неплавящимися электродами, может выполняться с помощью специальной проволоки, которая маркируется как ПП АНЧ-1, ПП АНЧ-2 и ПП АНЧ-3.
Каждая отдельная марка проволоки предназначается для определенной технологии сваривания (горячей, полугорячей или холодной сварки). Конструкционно проволока изготавливается в форме металлической трубки, в которой находится флюс. С ее помощью можно выполнять полноценные швы, прочность которых будет такой же, как и у свариваемых чугунных изделий.
Читайте также
20.04.2023
Электродуговая сварка: преимущества и недостатки, виды и особенности
Подробнее
17.04.2023
Шлифовка металла: методы, виды
Подробнее
13.04.2023
Структура стали после закалки: виды и технологии термообработки
Подробнее
10.04.2023
Сварочная ванна: советы по ее идеальной отработке
Подробнее
07.04.2023
Какие соединения относятся к резьбовым: разновидности и функции
Подробнее
04.04.2023
Высокоуглеродистая сталь и ее особенности
Подробнее
31. 03.2023
03.2023
Температура закалки стали: какой должна быть
Подробнее
29.03.2023
Плазмотрон: устройство, виды, задачи
Подробнее
Сварка чугуна со сталью
Главная » Технологии
Технологии
Автор Сварщик На чтение 4 мин Просмотров 117 Опубликовано
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Содержание
- Технология сварки чугуна со сталью плавящимся электродом
- Выбор электродов
- Применение аргонодуговой сварки
- Важные моменты сварочного процесса чугуна и стали
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.

Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки.
 Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.

Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Важно!
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.

- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Важные моменты сварочного процесса чугуна и стали
- Работа производят в низком положении.
- Валик делают быстро, не создавая широкую ванну расплава.
- Серый чугун варится хуже, его обязательно разогревают, затем наплавляют никельсодержащий слой. Тогда соединение будет прочным.
- С легированными сталями чугун образует рыхлый шов, его обязательно хорошо проковывают.
- Варить шов надо ровно, без резких колебаний держателем.
советов о том, как успешно сварить чугун – сделать из металла
Не могу передать, сколько раз мне говорили, что нельзя сваривать чугун. В какой-то степени многие опасения верны, работать с такими вещами довольно жалко. Но есть – способа заставить это работать.
В какой-то степени многие опасения верны, работать с такими вещами довольно жалко. Но есть – способа заставить это работать.
В этом посте я расскажу о некоторых из этих вариантов, а также о плюсах и минусах каждого из них.
Содержание
Почему сварка чугуна является такой сложной задачей
Вероятно, это лучшее место для начала. Что особенного в чугуне? Он довольно легко плавится, так почему же его так трудно сваривать?
Сварка чугуна затруднена, поскольку в нем высокое содержание углерода (примерно в 10 раз больше, чем в большинстве сталей), он хрупок и склонен к растрескиванию. Термические напряжения трудно удалить из зоны термического влияния, и трещины, вероятно, со временем будут распространяться.
Это может стать кошмаром, если не сделать это правильно — вы получите деталь, которая будет постоянно ломаться или мгновенно ломаться под нагрузкой. Хотя, справедливости ради, чугун треснет даже в хороший день, если он находится под нагрузкой на растяжение.
Тем не менее, есть несколько способов снизить этот риск.
Подготовка зоны сварки
Это очень важно для железа. Вероятно, на части, над которой вы работаете, будет значительное количество ржавчины, поэтому убедитесь, что вы хорошо поработали, дойдя до голого блестящего металла.
Вообще, сваривать две железяки вместе – плохая идея, лучше спаять. Подробнее о пайке позже. Сварка чугуна намного лучше работает при ремонтных работах, таких как треснутые детали или когда вы просверлили отверстие в неправильном месте, и вам нужно его заполнить.
Если есть трещина, которую вы пытаетесь отремонтировать, вам нужно правильно ее заделать. Это должно быть довольно очевидно, когда вы доберетесь до голого металла, трещина будет видна в виде темной линии. Иногда использование более тонкого диска для сглаживания металлической поверхности поможет лучше увидеть трещину.
На обоих концах трещины просверлите отверстие. Это предотвратит распространение трещины. Мне нравится сверлить чуть дальше конца видимой трещины. Таким образом, трещина дойдет до отверстия, а затем остановится. Это снижает вероятность того, что на другой стороне отверстия есть трещина, которая просто позволит трещине продолжиться там, где она остановилась.
Мне нравится сверлить чуть дальше конца видимой трещины. Таким образом, трещина дойдет до отверстия, а затем остановится. Это снижает вероятность того, что на другой стороне отверстия есть трещина, которая просто позволит трещине продолжиться там, где она остановилась.
Если вы не просверлите концы трещины перед ее сваркой, маловероятно, что деталь останется вместе после повторной сварки. Он вполне может продолжать трескаться, пока вы его свариваете, или просто сломается со временем.
Затачивайте до дна трещины. Для большинства работ это будет означать шлифование металла насквозь.
Сварка с подогревом
Я предпочитаю этот метод сварки, когда это возможно. Это не очень сложно, но поможет, если вы достаточно опытный сварщик. Знание того, как правильно предварительно нагревать металл и контролировать нагрев на лету, — это хорошие навыки, которые нужно иметь за плечами, прежде чем пытаться это сделать.
Плюсы:
- Самый стабильный способ сварки чугуна, но он все еще не идеален.

- Идеально подходит для деталей, которые должны выдерживать термоциклирование.
Минусы:
- Иногда просто невозможно нагреть деталь до нужного предварительного нагрева.
- Установка более сложная — вам понадобится факел с бутоном розы и способ замедлить охлаждение, например, изолирующее одеяло или сухой песок.
- Зона сварки редко бывает прочнее незатронутой зоны.
- Существует риск растрескивания области вокруг сварного шва, даже если процесс выполнен правильно.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много вариантов, которые отлично работают.
Инструкции по предварительному нагреву
Нагревая утюг до 500-1200 градусов по Фаренгейту, вы существенно снизите внутренние напряжения в утюге. Это поможет предотвратить растрескивание детали вокруг сварного шва в околошовной зоне.
Это поможет предотвратить растрескивание детали вокруг сварного шва в околошовной зоне.
Если у вас есть инфракрасный термометр, то обязательно используйте его. Однако, если нет, вот хитрость, чтобы узнать, какова температура:
Железо начинает светиться тускло-красным цветом примерно при 900 градусах по Фаренгейту. Так что, если вы поднесете к нему свой факел в виде бутона розы и позволите ему просто начать светиться, то Вы знаете, что у вас хорошая температура для сварки. Лучше всего делать это внутри в более темном месте, чтобы вы заметили, когда он начнет светиться.
Не торопитесь, разогревайте медленно и равномерно. Кроме того, не позволяйте утюгу нагреваться выше 1400 F (ярко-красный). Это критический температурный диапазон железа. Такая горячая сварка = плохо.
В идеале нагреть всю деталь. Если деталь слишком велика и вы не можете нагреть ее целиком, нагрейте как можно большую площадь. Вам нужно, чтобы область вокруг сварного шва была должным образом предварительно нагрета на несколько дюймов (мне нравится снимать не менее 12 дюймов), чтобы должным образом рассеять внутренние напряжения.
Инструкции по сварке
Не допускайте слишком сильного остывания детали во время работы с ней. Остановитесь и подогрейте столько раз, сколько вам нужно, чтобы поддерживать температуру детали выше 500 F. Плохие вещи случаются, когда вы пытаетесь выполнить предварительно нагретые сварные швы ниже этой температуры — внутреннее напряжение просто не рассеивается, и вы получите треснутая часть.
Честно говоря вариантов наполнителей десятки. Не стесняйтесь экспериментировать. Многие люди рекомендуют наполнители на основе никеля, и они действительно хорошо работают, особенно если вам нужно обработать деталь после сварки. Они просто очень дорогие.
Если вы делаете что-то, что не требует механической обработки, например выпускной коллектор, попробуйте использовать проволоку 308L. Он по-прежнему недешев, но не так плох, как никель. Он будет хорошо держаться и выдержит жару.
Сварка на слабом токе. Слишком высокие, и будут дополнительные напряжения, которые гарантированно треснут позже, если не во время сварки.
Совет для профессионалов: Не начинайте и не останавливайте сварку в одной и той же точке при накладывании дополнительных валиков. Вы получите накопление напряжений и потенциальную точку растрескивания. Вместо этого попробуйте использовать плавные движения в форме буквы L или J по линии сварки, чтобы каждый шов начинался и заканчивался в разных местах.
Преимущество сварки с предварительным подогревом заключается в том, что вам не нужно сшивать сварные швы, если вы не перегреваете их. Вы можете просто дать и сделать. Во всяком случае, гораздо больше, чем подход без предварительного нагрева.
Инструкции после сварки
После каждого валика убедитесь, что вы тщательно проковываете сварной шов. Это поможет отработать лишние напряжения и предотвратит растрескивание в дальнейшем.
Одна вещь, которая действительно важна, — медленное время восстановления. Оберните деталь изолирующим одеялом или закопайте ее в сухой песок, чтобы она медленно остыла и позволила снять напряжение. Быстрое охлаждение на воздухе = растрескивание.
Быстрое охлаждение на воздухе = растрескивание.
В целом, я считаю, что метод предварительного нагрева лучше всего подходит для всего, что будет подвергаться термоциклированию (например, выпускные коллекторы или старые блоки цилиндров). Это самый эффективный способ получить прочный сварной шов, который не треснет сразу.
Однако для более декоративных элементов можно обойтись без предварительного нагрева.
Сварка без предварительного нагрева
Во-первых, вы не хотите выполнять эту сварку в холодном состоянии. В идеале заготовка должна быть нагрета примерно до 100 градусов по Фаренгейту, иначе она точно треснет.
Эмпирическое правило для этого заключается в том, чтобы заготовка имела температуру, при которой вы можете держать ее голой кожей, не обжигаясь. Некоторые ребята просто бросают часть в барбекю на 15 минут и запекают до нужной температуры. Не позволяйте ему слишком сильно остывать, пока вы работаете над ним, но как только вы начнете, вероятно, тепло от сварки сохранит его достаточно теплым.
Плюсы:
- Простая установка, не требуется горелка для предварительного нагрева или медленного охлаждения среды.
- Для многих приложений работает достаточно хорошо.
Минусы:
- Более подвержен растрескиванию, чем метод предварительного нагрева.
- Гораздо больше внутренних напряжений.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много других вариантов, которые прекрасно работают.
- Изолирующее покрытие или сухой песок, способный выдерживать высокие температуры. Это используется для медленного охлаждения детали.
Подготовка
Практически то же самое, что требуется для предварительного нагрева.
- Сошлифуйте всю ржавчину в зоне сварки и убедитесь, что металл блестит.
- Просверлите отверстия на обоих концах трещины, чтобы предотвратить ее распространение.
- Отшлифовать до дна трещины.
- Отшлифовать фаску для сварного шва.
Инструкции по сварке
Опять же, вам нужно поддерживать низкое напряжение и контролировать нагрев. Прошивайте шов не более 1 дюйма за раз и дайте ему остыть, прежде чем продолжить. Очень важно, чтобы работа не светилась, пока вы над ней работаете.
Если вы начнете с любого конца и сделаете стежки «классиками», вам не придется ждать, пока они остынут, так как они остынут, пока вы будете приваривать другой участок.
Инструкции по сварке после сварки
Упрочнение абсолютно необходимо, если вы не выполняете предварительный нагрев. В идеале используйте пневматический молоток или аналогичный инструмент, чтобы вы могли очень тщательно удалить напряжения.
Внимательно осмотрите его на наличие трещин после закалки. Пройдитесь по городу проволочной щеткой и посмотрите, есть ли какие-либо видимые области, где началось растрескивание.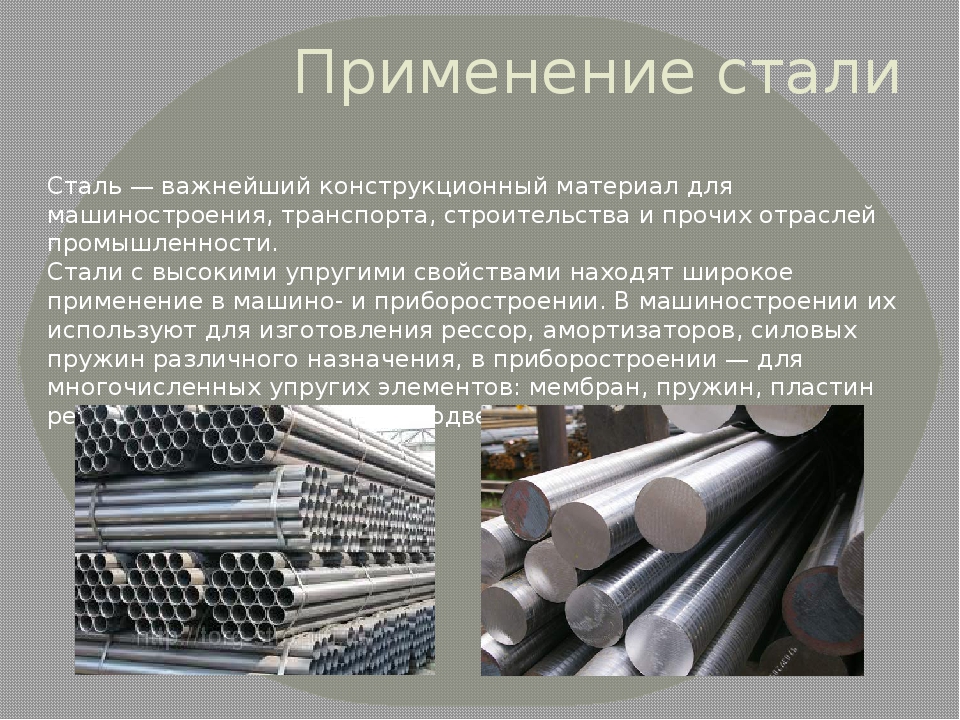 Постарайтесь подправить эти области как можно лучше, со временем они станут только хуже.
Постарайтесь подправить эти области как можно лучше, со временем они станут только хуже.
Пайка горелкой
На самом деле это действительно хороший вариант, когда приложение позволит вам это сделать. Пайка восстановит деталь почти до ее первоначальной прочности.
Железо очень хорошо поддается пайке, потому что оно очень пористое. Обычно требуется немного дополнительной подготовки, чтобы убедиться, что поверхность достаточно чистая, но обычно это того стоит.
Подготовьте металл так же, как вы готовите его к сварке, – скосите или сделайте надрезы в месте пайки. Вы также захотите зажать деталь как можно лучше — железо действительно будет деформироваться по мере остывания, и зажим поможет противодействовать этому.
Многие справочники сообщают вам, что пайка не идеальна для деталей, которые работают при температуре выше 400 градусов по Фаренгейту, поскольку пайка часто теряет значительную прочность при этой температуре. Честно говоря, есть много парней, которые ремонтируют выпускные коллекторы пайкой, и они прекрасно служат. Припой размягчается, но этого достаточно. Просто, возможно, не используйте это, если это часть, которая находится под нагрузкой при этой температуре.
Припой размягчается, но этого достаточно. Просто, возможно, не используйте это, если это часть, которая находится под нагрузкой при этой температуре.
Обычные прутки для припоя для железа изготавливаются из серебра, латуни или никеля. Обычно я использую латунь, но делаю то, что доставляет вам удовольствие.
Плюсы:
- Действительно надежный способ ремонта трещин и соединения металла.
- Может также использоваться для соединения разнородных материалов. Например, сталь к железу.
Минусы:
- Чрезвычайно заметный – любой ремонт будет заметен, так как пайка будет другого цвета. Это может быть непрактично для некоторых косметических применений.
Необходимое оборудование:
- Паяльная горелка или кислородно-ацетиленовая сварочная горелка. Для более крупных деталей потребуются горелки большего размера.
- Прутки для пайки – обычно выбирают латунь, серебро и никель.

- Изолирующее покрытие для медленного охлаждения.
Очистка утюга
Есть несколько дополнительных проблем, которые более заметны при пайке. Одна из этих проблем связана с графитом.
Так как железо имеет такое высокое содержание углерода (примерно 2-4%), этот углерод не полностью поглощается металлом. Вместо того, чтобы хорошо и последовательно распределяться по железу, он слипается и кристаллизуется в графитовые чешуйки.
Это может быть настоящей болью при пайке, это очень затрудняет смачивание. Даже если поверхность свежеотшлифованная и чистая, железо, которое находится на более высоком углеродном конце спектра, может доставить вам проблемы.
Мне нравится кататься на нем по городу с очень чистой латунной проволочной щеткой. Это просто помогает выбить некоторые из этих графитовых чешуек. После этого протрите поверхность спиртом до тех пор, пока серый графит не перестанет отделяться, пока вы ее протираете.
Если у вас есть оборудование для дробеструйной обработки детали стальной или никелевой дробью, самое время его использовать. Это действительно хорошо справится с очисткой от лишнего графита.
Это действительно хорошо справится с очисткой от лишнего графита.
После этого используйте окислительное пламя (со слишком большим количеством кислорода, поэтому оно издает громкое шипение), чтобы сжечь оставшийся графит. Вы можете увидеть этот удар в виде искр, когда поверхность нагревается.
Когда все будет готово, можете идти.
Зажим
Это очень важно. Если вы не закрепите деталь плотно, вы не сможете получить ее прямо.
Если можете, закрепите его на прочном плоском сварочном столе с помощью С-образных зажимов. Если вы работаете над каким-то корпусом, вы можете даже подумать о том, чтобы изготовить для себя небольшое приспособление, которое сможет действительно надежно удерживать все на месте.
Зажим должен быть прочным, чтобы ничто не могло сдвинуться с места во время пайки. В противном случае деталь будет деформироваться как сумасшедшая, и вам придется потратить жалкое время на перенастройку всего. Это шаг, на который стоит потратить время, не торопитесь.
Инструкции по пайке
Убедившись, что поверхности чистые и все надежно закреплено, можно нагреть деталь.
Добавьте приличное количество флюса в область, которую вы будете спаивать, и постарайтесь сделать это как можно тщательнее. Нагревайте заготовку хорошо и равномерно, не слишком быстро, особенно если вы работаете с небольшой деталью.
Чтобы это сработало, утюг должен стать вишнево-красным. В этот момент флюс будет полностью прозрачным. Не нагревайтесь так, чтобы железо не начало плавиться.
Когда утюг станет красивым и блестящим, соскребите стержень для пайки по поверхности. Если она достаточно горячая и флюс делает свое дело, он должен сразу же смочить поверхность металла и прочно к ней прилипнуть.
Не торопитесь и постепенно наносите присадочный припой, пока он не станет немного выше скошенной области. Таким образом, вы сможете отшлифовать его обратно, чтобы он был наполовину респектабельным.
Действительно, для этого нужно немного умения. Будьте терпеливы к себе и не ждите, что первый будет выглядеть нетронутым. В идеале попробуйте несколько пробных деталей, прежде чем припаивать железо, которое действительно важно для чего-то.
Будьте терпеливы к себе и не ждите, что первый будет выглядеть нетронутым. В идеале попробуйте несколько пробных деталей, прежде чем припаивать железо, которое действительно важно для чего-то.
Инструкции по охлаждению
Крайне важно не разжимать деталь, пока она не станет прохладной на ощупь. В нагретом железе так много внутреннего напряжения, что вы, скорее всего, никогда не получите его снова.
Медленное охлаждение тоже очень важно. Когда вы закончите пайку, накройте деталь изолирующим одеялом, чтобы замедлить процесс. Вам понадобится несколько часов, чтобы он стал достаточно прохладным, чтобы его можно было трогать.
Лучше всего будет просто изолировать его и дать остыть на ночь. Таким образом, вы действительно сведете к минимуму риск растрескивания и деформации.
В конце концов, я обнаружил, что пайка дает наилучшие результаты с точки зрения механики. Это может выглядеть не очень красиво, когда это будет сделано, так как цвет пайки подчеркнет ремонт, но он должен быть очень прочным.
Однако на самом деле не существует единого подхода, который будет работать для всех приложений. Если вы обнаружите, что часто работаете с железом, было бы неплохо изучить все эти методы ремонта.
Есть ли у вас какие-нибудь хитрости или безотказные способы работы с железом? Или есть вопросы? Поделитесь ими в комментариях.
Можно ли сваривать чугун со сталью? Удивительный ответ!
Последнее обновление
Чугун является одним из самых сложных материалов для сварки. Он не только твердый, но и хрупкий, склонный к растрескиванию. Вот почему многие сварщики избегают сварки чугуна. Однако с помощью правильных инструментов и методов можно сваривать чугун со сталью.
Ключом к сварке чугуна со сталью является использование стержня из низкоуглеродистой стали. Это поможет предотвратить растрескивание чугуна. Кроме того, важно использовать сварочный пруток того же размера, что и основной металл. Это создаст прочную связь между двумя металлами. Тем не менее, можно сваривать большинство типов чугуна со сталью с помощью подходящих инструментов.
Это создаст прочную связь между двумя металлами. Тем не менее, можно сваривать большинство типов чугуна со сталью с помощью подходящих инструментов.
Если вы новичок в сварке чугуна, вам повезло, так как в этой статье будет подробно рассмотрена сварка чугуна со сталью, лучшие инструменты и методы сварки, а также другие сопутствующие вопросы.
В чем уникальность чугуна и стали?
1. Содержание углерода
Разница между чугуном и сталью заключается в содержании углерода в каждом металле. Для чугуна содержание углерода составляет около 1,7–4% углерода, а для стали — 0,05–1,7%. С другой стороны, чугун содержит больше кремния и примесей по сравнению со сталью, что в конечном итоге влияет на такие параметры, как скорость усадки, температура плавления, твердость, пластичность, свариваемость и литейность.
Одной из самых простых для сварки сталей является низкоуглеродистая сталь, содержащая около 0,05–0,30% углерода. С другой стороны, среднеуглеродистая сталь содержит около 0,30–0,50% углерода, ее довольно трудно сваривать, и могут возникнуть проблемы с растрескиванием, что требует небольшого предварительного нагрева перед работой с ней.
Одним из самых твердых типов стали для работы является сверхвысокоуглеродистая сталь, содержащая около 0,90–1,70% углерода. Вы можете обвинить это в металлургических изменениях, которые он претерпевает при нагревании, что мешает ему служить своей цели.
Как видно, чем выше содержание углерода в определенном металле, тем сложнее с ним работать.
Давайте рассмотрим некоторые из основных типов чугуна:
- Серый чугун : Это один из наиболее распространенных типов чугуна, который является хрупким с пониженной эластичностью, что делает его легко растрескивающимся, особенно при он остывает. Перед сваркой может потребоваться предварительный нагрев.
- Чугун с шаровидным графитом : Чугун с шаровидным графитом — это чугун, пластичность которого повышается за счет добавления легирующих элементов, таких как магний. Это снижает вероятность растрескивания, что может снизить пластичность в зонах термического влияния (ЗТВ), которые находятся рядом со сварными соединениями.

- Белый чугун : Похож на высоколегированный чугун, так как он чрезвычайно твердый и хрупкий, что затрудняет его сварку.
- Ковкий чугун : Это белое железо, прошедшее термическую обработку для повышения пластичности. Это снижает вероятность растрескивания, что делает его легко свариваемым. Однако может также потребоваться дополнительная термическая обработка для снижения твердости и сохранения пластичности (ЗТВ).
2. Различное изменение объема при воздействии высоких температур
Существует разница между чугуном и сталью в отношении расширения и сжатия при различных температурах. В случае чугуна, такого как серый чугун, нет большого воздействия с точки зрения расширения и сжатия, и если температура достаточно высока, металл сломается.
С другой стороны, сталь расширяется и сжимается гораздо больше, чем чугун. В случае сварки чугуна со сталью повышенное расширение и сжатие добавят некоторую нагрузку на чугунную сторону и увеличат вероятность растрескивания.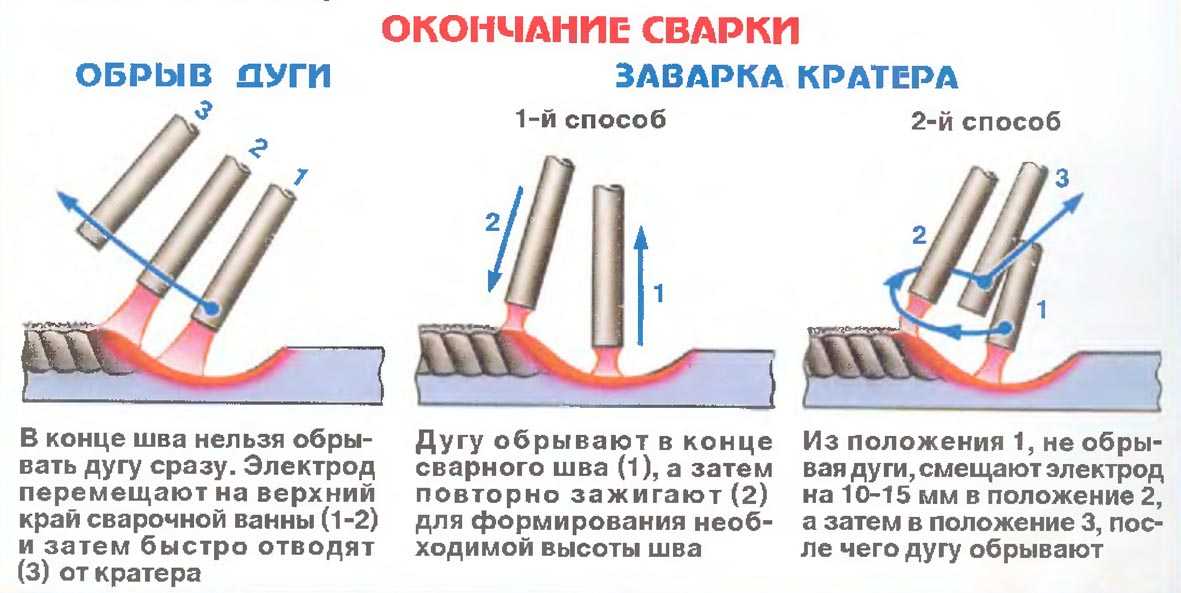
Посмотреть этот пост в Instagram
Пост, опубликованный Price Welding & Fabrication (@pricewelding)
3. Точки плавления
Еще одно различие, которое следует учитывать при сварке чугуна со сталью, — это разные температуры плавления. Для чугуна температура плавления довольно низкая – 2200°F, а для стали – 2600°F.
4. Примеси
Чугун имеет несколько примесей, включая свободный углерод, воздушные зазоры, песок, масло, серу и фосфор, а также жир. Эти примеси могут вызывать некоторые дефекты, такие как пористость и горячее растрескивание.
С другой стороны, сталь намного чище и содержит меньше примесей.
8 шагов сварки чугуна со сталью
Прежде чем приступить к сварке чугуна со сталью, убедитесь, что у вас есть подходящее оборудование для работы. Давайте посмотрим, как сварить чугун со сталью.
Давайте посмотрим, как сварить чугун со сталью.
1. Определите материалы для работы
Прежде чем приступить к работе, вы должны сначала выбрать правильные материалы. Важно знать природу чугунных деталей, поскольку вы можете работать с литой сталью, а не с чугуном. Одним из наиболее распространенных типов чугуна является серый чугун, но у вас может быть и другой вид чугуна.
2. Очистите металлы
Вы можете использовать угловой райдер или пескоструйную очистку, а затем напильник для удаления остатков углерода или абразивных материалов. Чугун имеет несколько примесей, которые необходимо удалить перед работой с металлом.
В случае, если чугунный металл впитал некоторое количество масла, для удаления масла может пригодиться газовая горелка или обезжиривающие средства, не содержащие хлора. Избегайте использования хлора в любой сварочной среде, так как вы можете выделить ядовитые газы в случае электрической дуги или газового пламени.
instagram.com/p/COGEhZvlxAm/?utm_source=ig_embed&utm_campaign=loading” data-instgrm-version=”14″>
Посмотреть этот пост в Instagram
Публикация Eagle Alloys Ltd (@eaglealloys.ca)
3. Подготовка соединения
В зависимости от используемого чугуна, перед началом работы необходимо подготовить соединение. Вы можете использовать молоток и долото, чтобы скосить чугунную сторону металла. Это позволит избежать загрязнения пористой отливки абразивами.
Вы также можете подготовить соединение с помощью прямошлифовальной машины с твердосплавными борами или угловой шлифовальной машины, но избегайте слишком сильного нагревания чугуна. Затем вы можете использовать напильник для удаления любого абразивного материала.
4. Предварительный подогрев соединения
Предварительный нагрев соединения снижает вероятность растрескивания, особенно при остывании. Лучшая температура для предварительного нагрева металла составляет 500 ° F; Вы можете использовать палочки для измерения температуры сварки, чтобы проверить температуру. Для предварительного нагрева вы можете использовать горелку или духовку.
Для предварительного нагрева вы можете использовать горелку или духовку.
Изображение предоставлено: kboyd, Pixabay
5. Сварите маленькие валики, разбросанные по стыку
Даже если вы предварительно нагрели металлы, вы не сможете сварить непрерывный валик, потому что чугун может поглотить слишком много тепла и заполниться несколькими трещины. Вы будете приваривать 1-дюймовые шарики, разбросанные по стыку.
Сосредоточьтесь на дуге, так как одна сторона из чугуна, а другая из стали, особенно если вы используете кислородное топливо для работы. Это позволит меньше нагревать чугун, что защитит его от быстрого расширения. Это также предотвратит попадание большого количества углерода в ванну и даст больше тепла стальной части металла, которая имеет более высокую температуру плавления.
Лучшим советом было бы также сварить прямые валики без переплетения. Кроме того, убедитесь, что скорость перемещения высока во время сварки, чтобы избежать перегрева чугуна.
6. Ударьте каждую бусину
Это процесс, при котором вы несколько раз ударяете по каждой бусине маленьким закругленным молотком со средней силой. Это предотвратит усадку металла шва, тем более что одна сторона стальная. Это еще более важно, если вы не используете материалы на основе никеля.
Изображение предоставлено: Ханна Йоханна, Shutterstock
7. Предварительный нагрев до того, как металл начнет остывать
После сварки убедитесь, что металлы равномерно распределены при одинаковой температуре предварительного нагрева. Проверьте температуру и, при необходимости, предварительно подогрейте металл.
- См. также : Можно ли сваривать цинк? Удивительный ответ!
8. Убедитесь, что они хорошо защищены
Убедитесь, что вы накрываете металл, когда он остывает, чтобы предотвратить растрескивание железа после завершения процесса сварки. Если вы использовали печь для предварительного нагрева, используйте ее снова для охлаждения металлов.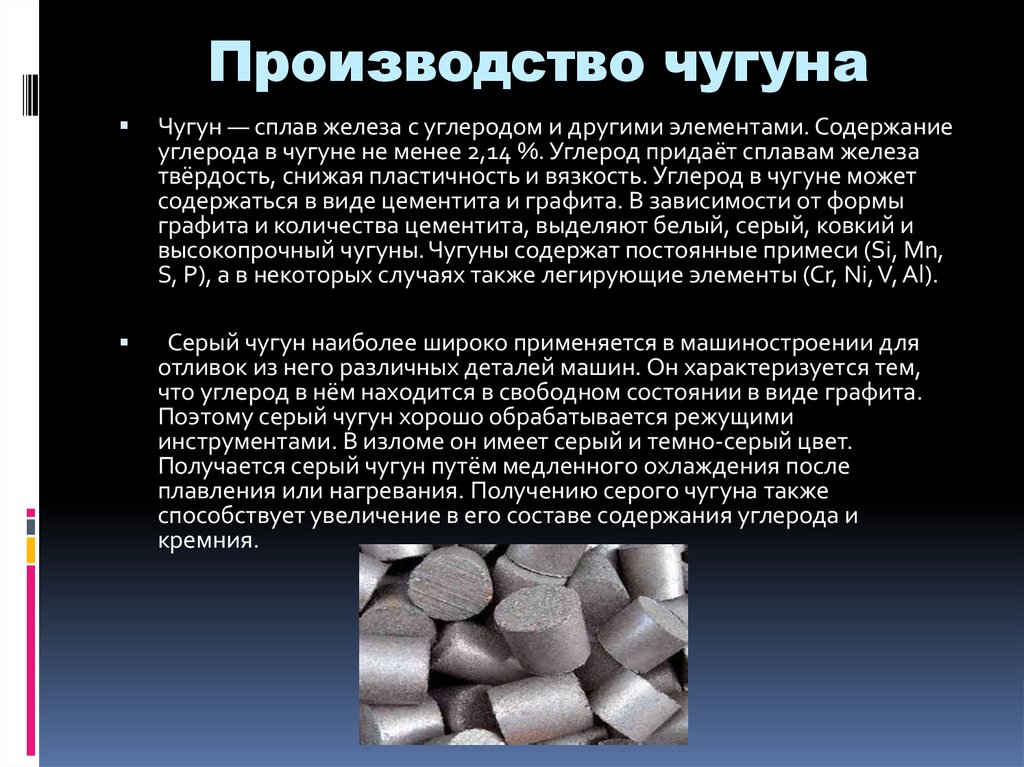
Методы сварки чугуна со сталью
Сварка ВИГ
Можно использовать сварку ВИГ для сварки чугуна со сталью. Для этого потребуется использование никелевых стержней, в том числе ERNiFe-Cl. Для этого вы должны убедиться, что и основной, и наполнительный материалы чистые. Стержни из мягкой стали, такие как ER70S-6, не рекомендуются, так как они имеют высокий риск растрескивания.
Сварка МИГ
Используя метод передачи короткого замыкания, вы также можете использовать сварку МИГ для сварки чугуна со сталью. Основным недостатком этого метода является высокая стоимость никелевой проволоки и дополнительного газа для работы.
Лучшей проволокой для этой работы является проволока ERNiFe-Cl, стоимость которой превышает 100 долларов США за 900-граммовую никелевую катушку.
Стержни из мягкой стали по сравнению со сварочными стержнями
Стержни из мягкой стали создают большие шансы растрескивания свариваемых металлов, поскольку они начинаются как стержни с низким содержанием углерода и заканчиваются с высоким содержанием углерода в процессе сварки. Это приведет к усадке металла, растяжению и растрескиванию. Некоторые распространенные стержни, представляющие огромный риск, включают E7018, E6013 и E6011.
Это приведет к усадке металла, растяжению и растрескиванию. Некоторые распространенные стержни, представляющие огромный риск, включают E7018, E6013 и E6011.
Если вы решите использовать эти стержни, лучше всего использовать их для небольших малоценных проектов.
С другой стороны, если вы выберете стержни для сварки стержнями, используемый вами материал будет влиять на тип получаемой вами продукции. Для достижения наилучших результатов используйте ENiFe-Cl и ENi-Cl или ENiCu. Стальной стержень ESt и обычные сварочные стержни не подходят для этой работы, так как они не обладают большой пластичностью, а также дают усадку.
Заключительные мысли
Из-за сложных условий сварки чугуна со сталью большинство людей не будут рекомендовать это, но если вы готовы выполнить работу, использование никелевого присадочного материала будет иметь большое значение для достижения результата. . Всегда предварительно нагревайте металл, чтобы уменьшить растрескивание, и медленно охлаждайте его, чтобы свариваемые детали держались. Тем не менее, сваривайте чугун со сталью для достижения наилучших результатов при работе над небольшими проектами.
Тем не менее, сваривайте чугун со сталью для достижения наилучших результатов при работе над небольшими проектами.
Источники
- Принципиальное различие между чугуном и сталью заключается в содержании углерода в каждом металле
- Сталь будет расширяться и сжиматься намного больше, чем чугун
- Предварительный нагрев соединения снижает вероятность растрескивания
- Используйте сварку MIG для сварки чугуна со сталью.
Авторы избранных изображений: Strannik_fox, Shutterstock
- Что делает чугун и сталь уникальными?
- 1. Содержание углерода
- 2. Различное изменение объема при воздействии высоких температур
- 3. Температуры плавления
- 4. Примеси
- 8 этапов сварки чугуна со сталью
- 1. Определение материалов для работы
- 46 2. Очистка металлов
- 3. Подготовка стыка
- 4. Предварительный нагрев стыка
- 5.
