Можно ли паять алюминий паяльником: Как паять алюминий паяльником в домашних условиях: выбор флюса и припоя
alexxlab | 16.02.2023 | 0 | Разное
Как паять алюминий паяльником
по Йосту Нуссельдеру | Обновление: 20 июня 2021
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы получить комиссию без каких-либо дополнительных затрат для вас. Узнать больше
Паять алюминий может быть непросто, если вы этого раньше не делали. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
- Что такое пайка?
- Пайка алюминия
- Как припаять алюминий паяльником | Шаги
- Заключение
Что такое пайка?
Пайка – это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Довольно надежный клей для металла.
Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Довольно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы. Ты можешь сделать свой паяльник только для ваших конкретных задач.
Припой
Он представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. В настоящее время чаще используются варианты без свинца. Паяльные провода обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Поток
Флюс имеет решающее значение для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, используемых в электронных припоях которые обычно используются, обычно сделаны из канифоли. Вы можете получить сырую канифоль из сосны.
Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, используемых в электронных припоях которые обычно используются, обычно сделаны из канифоли. Вы можете получить сырую канифоль из сосны.
Пайка алюминия
Никогда не бывает такой же ортодоксальной пайки. Алюминиевые заготовки, занимающие 2-е место в мире по пластичности и высокой теплопроводности, часто бывают гораздо тоньше. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильные инструменты
Перед началом очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, – это флюс, предназначенный для пайки алюминия. Канифольные флюсы на это просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать. Большинство изделий из алюминия – это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Паять алюминий может быть сложно по сравнению с другими металлами. Вот почему ты все-таки здесь. В случае алюминиевых сплавов они покрыты слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим вам придется соскоблить его. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы освоили основы, вы должны быть готовы приступить к пайке. Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать влажную ткань или губку рядом с счистить утюг любой лишний припой. Пока вы работаете, надевайте защитную маску, очки и перчатки.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия.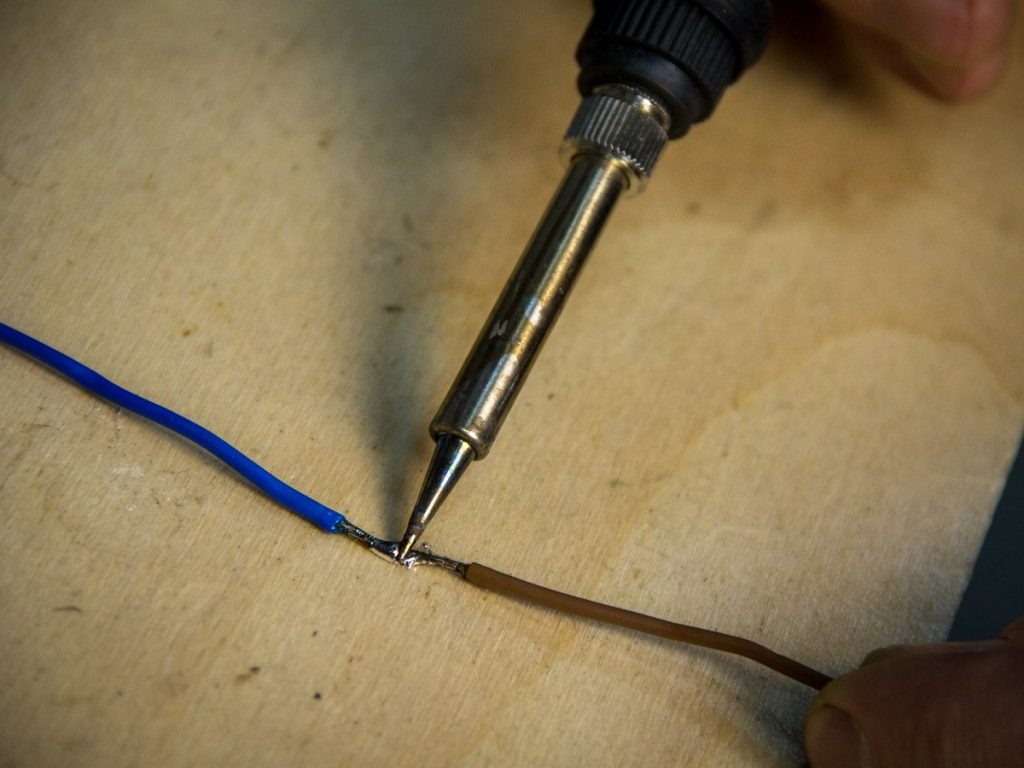 Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: нанесение флюса
После очистки кусочков нанесите флюс на те места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два куска алюминия вместе. Зажмите их в том положении, в котором вы хотите присоединиться к ним. Убедитесь, что алюминиевые куски имеют небольшой зазор между ними при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагрев заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение». Нагрейте паяльником части деталей, прилегающие к стыку. Применение тепла к одной области может вызвать поток и припаяйте, чтобы перегреться, поэтому не забывайте перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на сустав. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить кусочки. Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите оставшийся флюс ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием. Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить лишний припой для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, идем.
Я Йоост Нуссельдер, основатель Tools Doctor, контент-маркетолог и папа. Мне нравится пробовать новое оборудование, и с 2016 года вместе со своей командой я пишу подробные статьи в блогах, чтобы помочь постоянным читателям с инструментами и советами по изготовлению.
Пайка алюминия паяльником в домашних условиях своими руками
Составы припоев для пайки алюминия
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C. - По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.

Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Читать также: Как проверить тестером обрыв провода
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Читать также: Пилорама с шиной от бензопилы
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Как паять алюминий паяльником
16 января 2023 г. 16 января 2023 г. | 9:41
Паять алюминий не так легко и просто, как паять медь или другие металлы. Это связано с тем, что алюминий имеет высокое сродство к кислороду, что затрудняет формирование хорошего паяного соединения. Однако при наличии правильных инструментов и методов можно паять алюминий с помощью паяльника. Вот что вам нужно знать.
Однако при наличии правильных инструментов и методов можно паять алюминий с помощью паяльника. Вот что вам нужно знать.
Типы припоев для алюминия
При выборе припоя для алюминия всегда следует выбирать припой с кислотным флюсом, не содержащий цинка. Кислота в сердечнике поможет очистить поверхность металла перед началом пайки. Также важно избегать цинкосодержащего припоя, потому что при нагревании цинк вступает в реакцию с алюминием, образуя сплав, который не принимает припой. Для достижения наилучших результатов рассмотрите возможность использования низкотемпературного серебряносодержащего припоя для вашего проекта.
Подготовка перед пайкой
Крайне важно подготовить поверхности перед паянием алюминия. Очистите обе поверхности стальной ватой или наждачной бумагой, пока на них не останется грязи и мусора. Вы также должны убедиться, что нет заусенцев, так как они могут вызвать слабые места в вашем соединении после завершения пайки. После того, как поверхности подготовлены и очищены, обильно нанесите пастообразный флюс только с одной стороны — это помогает предотвратить окисление при нагревании процесса и способствует растеканию припоя при нанесении.
Процесс нагрева
Когда начинается процесс нагрева, держите утюг при температуре около 500°F (260°C). Слишком сильный нагрев может повредить флюсовое покрытие на соединениях, поэтому будьте осторожны, чтобы не перегреть их при нанесении утюга. Как только начнется процесс нагрева, нанесите немного дополнительного флюса — это поможет гарантировать, что все открытые поверхности останутся чистыми, пока вы работаете с ними. Как только все достаточно нагреется, добавьте еще немного флюса-пасты, затем прикоснитесь кончиком утюга непосредственно к области соединения, оказывая давление, чтобы помочь равномерно распределить расплавленный припой по обоим соединяемым кускам металла. Как только будет добавлено достаточное количество расплавленного припоя, удалите железный наконечник из области соединения и дайте ему время остыть, прежде чем обращаться с ним или каким-либо другим образом манипулировать им. Наконец, внимательно осмотрите свою работу на предмет любых признаков окисления или других дефектов, прежде чем продолжать делать то, что нужно сделать дальше!
Заключение:
Пайка алюминия с помощью паяльника требует особого внимания и подготовки по сравнению с другими металлами, такими как медь или латунь, из-за его сродства к кислороду, что делает формирование прочных соединений более сложным, чем обычно. Выбрав подходящий тип припоя с кислотным флюсом без содержания цинка и выполнив соответствующие этапы подготовки перед процессом нагрева (который включает в себя тщательную очистку обеих поверхностей и обильное нанесение пастообразного флюса), вы можете успешно соединить два куска алюминия вместе, используя всего лишь паяльник! Любители, любители и мастера по металлу могут извлечь большую пользу из изучения того, как правильно использовать эту технику в своих проектах!
Выбрав подходящий тип припоя с кислотным флюсом без содержания цинка и выполнив соответствующие этапы подготовки перед процессом нагрева (который включает в себя тщательную очистку обеих поверхностей и обильное нанесение пастообразного флюса), вы можете успешно соединить два куска алюминия вместе, используя всего лишь паяльник! Любители, любители и мастера по металлу могут извлечь большую пользу из изучения того, как правильно использовать эту технику в своих проектах!
Палак Кариа
Увлеченный эксперт в области металлургии и блоггер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Может ли паяльник плавить алюминий?
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
0 акции
- Поделиться
- Твит
Может ли паяльник плавить алюминий? Что ж, алюминий — это металл с невероятным теплоотводом; это означает, что вам понадобится источник тепла достаточной мощности, чтобы нагреть алюминий до необходимой температуры. Паять алюминий относительно сложно по сравнению с пайкой меди.
Как пользоваться цифровым мультиметром
Включите JavaScript
Как пользоваться цифровым мультиметром
Содержание:
- Пайка алюминия
- Определите свой сплав
- Низкотемпературный припой
- Используйте правильный флюс
- Как использовать алюминий припой
- Предварительная пайка
- Очистка алюминия
- Закрепление металлического основания
- Нанесение флюса
- Нагрев металла
- Нанесение припоя
- Избавьтесь от избытка оксида и флюса
- Сплав
- Заключительные мысли
Недостаточно нагреть, а затем расплавить припой, даже при использовании правильного флюса в сочетании с припоем, пайка алюминия будет трудной для большинства людей.
Вам потребуется около 300 градусов Цельсия или выше, чтобы паяльник расплавил алюминий. Вам придется измерять температуру алюминия, а не источника тепла.
Это может вызвать трудности у большинства пользователей, особенно у новичков. В этой статье мы расскажем вам, как паять металлический алюминий.
Пайка алюминия Металл
Нет сомнений в том, что алюминий довольно сложно соединить без использования специального сварочного оборудования. Вам придется найти припой или специальный припой, предназначенный для использования с алюминием, и соединить два алюминиевых сплава для вашего проекта.
После получения одного из этих припоев начинается основная задача. Вам придется работать с невероятной скоростью, чтобы соединить алюминиевый сплав, как только вы избавитесь от окисленного слоя алюминия.
Когда дело доходит до пайки алюминиевого сплава, вам необходимо учитывать следующее:
Определите свой сплав Если возможно, рекомендуется указать свой сплав, так как можно паять чистый алюминий; тем не менее, это никогда не бывает легким материалом для работы. Большинство алюминиевых предметов представляют собой алюминиевые сплавы, и большинство из них можно паять таким же образом. Некоторые могут быть сложными, и вам может потребоваться обратиться к профессиональному сварщику.
Большинство алюминиевых предметов представляют собой алюминиевые сплавы, и большинство из них можно паять таким же образом. Некоторые могут быть сложными, и вам может потребоваться обратиться к профессиональному сварщику.
При соединении алюминия с другим металлом в большинстве случаев ограничивающим фактором являются свойства алюминия. Следовательно, определение состава другого сплава не требуется. Однако соединение алюминия со сталью часто бывает очень сложным и требует специальных методов сварки.
Низкотемпературный припойОбычно алюминий плавится при температуре 660 градусов Цельсия, что делает пайку универсальным припоем практически невозможной. Именно по этой причине вам потребуется использовать специальный припой с низкой температурой плавления. Всегда следует избегать работы с припоями, содержащими свинец. Всегда рассматривайте возможность использования сплава, созданного из комбинации алюминия, цинка и/или кремния.
Используйте правильный флюс Как и в случае с припоем, вам следует искать флюс, предназначенный для алюминия. Лучший вариант — покупать флюс у того же поставщика, что и припой, так как они часто работают вместе.
Лучший вариант — покупать флюс у того же поставщика, что и припой, так как они часто работают вместе.
Флюс и припой должны иметь одинаковую температуру плавления. Если купленный вами припой имеет температуру плавления выше 450 градусов Цельсия, вам следует подумать о покупке флюса для пайки.
Источник теплаПаяльник можно использовать для пайки алюминиевой проволоки; однако фонарик часто считается лучшим вариантом. При использовании горелки следует выбирать низкотемпературную; выберите один с пламенным наконечником, который достигает температуры от 315 до 425 градусов по Цельсию. Однако при использовании паяльника вам следует рассмотреть вариант с мощностью 150 Вт.
Как паять алюминиевый сплав
При пайке алюминиевого сплава необходимо выполнить следующие важные шаги:
Предварительная пайка Предварительная пайка каждой детали не является обязательной; однако он идеально подходит для защиты алюминия от лужения. Однако вы можете пропустить этот шаг при ремонте трещины или отверстия в алюминиевом предмете.
Однако вы можете пропустить этот шаг при ремонте трещины или отверстия в алюминиевом предмете.
Прежде чем приступить к работе с алюминием, подумайте о его очистке с помощью щетки из нержавеющей стали. Это жизненно важно, поскольку алюминиевый сплав имеет тенденцию довольно быстро окисляться при контакте с воздухом.
Тонкий слой, который был окислен, должен быть соединен. Вы должны быть готовы к очистке, флюсу и пайке алюминия в быстрой последовательности. Это защитит его от окисления.
Крепление металлического основанияПри соединении двух частей следует подумать о том, чтобы закрепить их в наиболее удобном для вас положении. Убедитесь, что вы оставили небольшой зазор между двумя металлами; это позволит вашему припою течь вместе. Расстояние должно быть 1 мм (1/25 дюйма) или меньше.
Нанесение флюса После того, как вы закончите очистку алюминиевого сплава, нанесите его на область соединения. Тем самым вы защитите его от окисления.
Тем самым вы защитите его от окисления.
С помощью паяльника нагрейте металл рядом с соединением; вам следует подумать о том, чтобы начать с нижнего конца вашей заготовки. Избегайте использования прямого пламени, так как это приведет к перегреву флюса и припоя. Перед использованием паяльника дайте ему нагреться в течение 10 минут.
Нанесите припойОбычно большинство флюсов имеют свойство пузыриться и приобретать светло-коричневый цвет после достижения необходимой температуры. Как только это будет достигнуто, вы должны провести стержень или проволоку вашего припоя над соединением. Затем вы должны продолжить косвенное нагревание области; вы должны сделать это с противоположной стороны вашего металла или близлежащей поверхности.
Убедитесь, что он проведен вдоль зазора; делайте это медленным и постоянным движением, что позволит вам создать ровный бисер. Таким образом, вы сможете создать прочное и привлекательное соединение.