Можно ли паять оловом серебро: Пайка серебра в домашних условиях оловом и серебряными припоями с помощью паяльника
alexxlab | 04.08.1987 | 0 | Разное
Строй дом
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Когда можно паять серебро?
Если случилась неприятность в виде разорвавшейся цепочки из серебра, не стоит отчаиваться и спешить избавляться от изделия. Поможет исправить положение ювелир. Однако возможность обратиться к нему за помощью есть не всегда.
Кроме того, подобная услуга будет стоить недешево и составит почти половину цены за сам предмет. Можно попытаться решить проблему самостоятельно и спаять серебряную цепочку в домашних условиях с применением доступных средств.
Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет 960 градусов. Это средний показатель для различных металлов, из которых производятся ювелирные украшения.
Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Он представляет собой прочное паяное соединение и применятся для пайки как цветных, так и черных металлов, а также различных сплавов. Для удобства использования все припои подлежат маркировке, включающей буквенно-цифровой набор. Цифровой показатель определяет количество серебра в припое в процентном соотношении.
Любой шов, спаянный при помощи припоя, устойчив к коррозии, не деформируется, является прочным. Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
Все компоненты расплавляются в муфельной печи. Смесь после плавки переливают на подложку и пропускают через станок, чтобы получились листы нужной толщины. Для спаивания применяют листы 1-3 мм. От них отрезают полоски необходимой длины.
1. Газовой горелкой. Этот метод не только прост, но и экономически выгоден.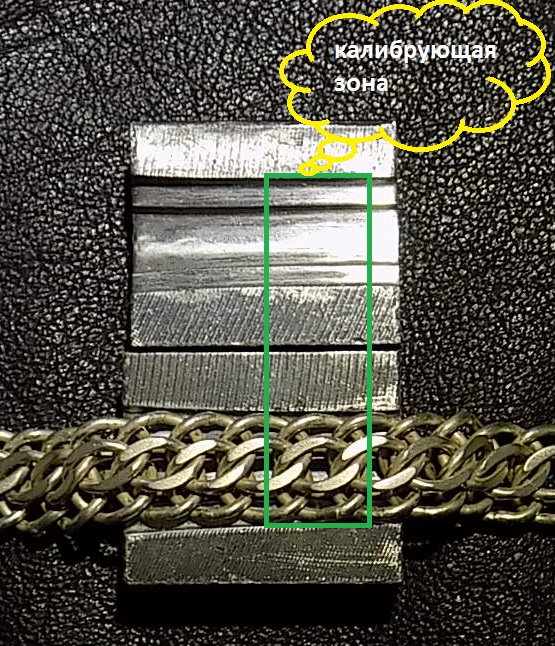 Действовать нужно следующим образом:
Действовать нужно следующим образом:
- Зачистить всю поверхность, спаиваемых деталей, от видимых загрязнений и черноты;
- Тонким слоем нанести на элементы флюс. Его можно приготовить самостоятельно. Для этого буру заливают водой и прогревают на водяной бане. Смесь остужают, а образовавшиеся кристаллы измельчают в ступке.
- Положить в место спаивания заранее подготовленный необходимый кусочек припоя. Его можно отрезать кусачками;
- Газовой горелкой следует прогревать изделие с боковой его части, обращая внимание на положение припоя. Он не должен сдуваться пламенем;
- По мере плавления флюса пламя стоит увеличивать до того момента, как припой образует шов. При недостаточности материалов, их можно добавлять в ходе работы;
- После того, как пайка завершена, дать изделию остыть и все части спаиваемого предмета в месте их соединения протереть наждачной бумагой для удаления следов флюса. Она же уберет лишний припой.
2. Паяльником. Чтобы спаять части изделия паяльником, следует выбрать прибор с тонким жалом. Припой для такой работы лучше купить ПОС-60. Он начинает плавиться при температуре в 180 градусов.
Припой для такой работы лучше купить ПОС-60. Он начинает плавиться при температуре в 180 градусов.
Данный припой несколько отличается от обычных видов. Он изготовлен в форме трубки, внутренняя часть которой заполняется смолой. Именно она является альтернативой флюса из буры и выполняет функцию защиты сплава от возможного окисления. Порядок действий будет следующим:
- Зачищается поверхность изделия от окислов и прочих загрязнений;
- Места соединения прогреваются до такой температуры, чтобы она стала выше температуры плавления;
- На место плавки укладывается припой, с заложенным в него флюсом;
- Паяльником прогревается поверхность изделия. Под воздействием высокой температуры припой начинает плавиться и равномерно распределяться по поверхности;
- Изделию дают остыть и зачищают стыки наждачной бумагой.
При работе с горелкой и паяльником нужно соблюдать меры предосторожности, поскольку оба прибора могут стать причиной пожара.
Важно понимать, что любая некачественная работа может испортить изделие. Поэтому, если есть возможность, лучше доверить порванную цепочку или другое украшение из серебра профессионалам.
Поэтому, если есть возможность, лучше доверить порванную цепочку или другое украшение из серебра профессионалам.
Серебряная цепочка может порваться в самый неподходящий момент, при этом не всегда есть возможность отнести ее к специалисту для ремонта. Если под рукой есть весь необходимый инструмент, то можно починить серебряную цепочку в домашних условиях, выбрав один из двух возможных способов.
Если серебряная цепочка порвалась, то вернуть ее первоначальное состояние можно двумя способами.
Этот способ рекомендуется выбирать в том случае, если есть хотя бы минимальный опыт работы с паяльником. Подойдет инструмент с самым тонким жалом. Припой нужен с маркировкой ПОС60, поскольку у него меньшая температура плавления (всего 180 градусов). Кроме того, он имеет форму трубки со смолой внутри. Смола в данном случае выполняет роль флюса и предотвращает окисление металла. Паять серебро надо следующим образом:
- Зачистить обрабатываемую поверхность от грязи и черноты. В последнем случае поможет травильный раствор кислоты.
 Работать при этом надо в перчатках.
Работать при этом надо в перчатках. - Места соединений прогреть до температуры выше плавления.
- Теперь на это место уложить припой, на который предварительно нужно вложить флюс.
- Теперь этот участок надо прогреть паяльником до момента плавления припоя и равномерного его распределения по поверхности.
- Теперь цепочке надо дать время остыть, а потом шов зачистить наждачкой.
Паять серебро в домашних условиях газовой горелкой экономически выгодно. Пошаговая инструкция следующая:
- Серебряное кольцо или цепочку очистить от видимых загрязнений.
- Покрыть металл канифолью или самостоятельно приготовленным флюсом.
- Затем на место соединения материала положить полоску припоя, которую можно отрезать кусачками.
- Теперь горелкой равномерно прогреть поврежденное изделие сбоку, при этом постоянно надо следить за положением припоя — он должен оставаться на месте.
- Постепенно пламя горелки надо увеличивать. Делать это нужно до тех пор, пока припой для серебра не образует прочный шов.
 Если во время работы было обнаружено, что материала не хватает, то его можно добавить в процессе, качество ремонта от этого не пострадает.
Если во время работы было обнаружено, что материала не хватает, то его можно добавить в процессе, качество ремонта от этого не пострадает. - После того как сварка серебра будет закончена, отремонтированному изделию надо дать время остыть.
- После этого шов нужно протереть наждачкой с целью удаления остатков флюса и излишков припоя.
- При необходимости осветлить место стыка можно использовать травильный раствор кислоты.
Украшения из серебра любят все девушки без исключения. Они отлично подходят и в качестве повседневных аксессуаров, и в качестве вечерних, да и обходятся дешевле других драгоценных металлов, а по внешнему виду ничем им не уступают. К сожалению, иногда любимые серебряные вещички требуют ремонта, и у владельца возникает вопрос:
- Разместите на огнеупорном основании детали, которые нужно спаять, жестко зафиксируйте их.
- Тщательно очистите поверхность деталей от оксидных пленок. Только так можно добиться качественного соединения.

- Покройте тонким слоем флюса обезжиренные элементы. Разведите флюс водой до кашицеобразного состояния и нанесите кистью.
- Разместите кусок припоя на месте сварки. Удобно использовать кусочки размерами 2х1 и 2х2 мм. Разделение полоски сплава на части производится кусачками или бокорезами.
- Подведите горелку сбоку к изделию. Аккуратно прогрейте место соединения. Проследите, чтобы газ не сдувал флюс и припой, контролируйте равномерность прогревания. После того, как флюс расплавился, постепенно увеличивайте силу пламени, до образования паяного шва. При нехватке флюса и припоя осторожно добавляйте и то, и другое.
- Заключительным этапом является очистка соединения от флюса. Поверхность чернится “серной печенью” (сплав поташа с серой) или осветляется кислотным раствором.
Предлагаем ознакомиться Мирт — уход в домашних условиях, как реанимировать, если он засох
Для пайки ювелирного изделия применяют паяльник с тонким жалом. В работе применяют сплав ПОС60, с температурой плавления 180 градусов. Продается такой припой в виде трубочек со смолой внутри. Смола играет роль флюса, защищающего металлическую поверхность от воздействия кислорода.
Продается такой припой в виде трубочек со смолой внутри. Смола играет роль флюса, защищающего металлическую поверхность от воздействия кислорода.
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Чтобы отремонтировать цепочку, вам понадобятся терпение, немного теории и инструменты для работы (полный список приведен ниже).
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Как сделать серебряный припой в домашних условиях своими руками
Многим радиолюбителям известно, как сделать припой для пайки. Для этого нужно знать характеристики припоев и соотношение элементов. В качестве сырья могут использоваться металлический бой или отработанные детали из приборов, батареек, монет и т. д. Что можно использовать в качестве припоя, и где найти вещества:
Для этого нужно знать характеристики припоев и соотношение элементов. В качестве сырья могут использоваться металлический бой или отработанные детали из приборов, батареек, монет и т. д. Что можно использовать в качестве припоя, и где найти вещества:
- Олово можно снять с лампочки или плат старой ненужной техники. Тонким слоем покрываются стенки пищевых банок, крышек.
- Свинец находится в чистом состоянии в аккумуляторах, кабелях, автомобильных дисках.
В качестве припоев используются легкоплавкие металлы (относительно температуры плавления соединяемых деталей). В основном это двухкомпонентные сплавы, реже 3-составные. Основное значение имеет соотношение этих элементов: при повышении содержания в составе более легкоплавкого металла, понижается температура плавления, и наоборот. Как сделать серебряный припой в домашних условиях, самый тугоплавкий из всех существующих, расскажем в статье.
Разновидности и особенности припоев
Важно! Легкоплавкие припои до 450° С наносятся при помощи паяльника, тугоплавкие (до 1100°С) сплавляются газовой горелкой.

Во избежание порчи изделия, можно узнать, как сделать припой в домашних условиях. Существует 3 основных типа.
Большая доля припоев, используемых для пайки радиоэлектроники, изготавливается на основе олова. Вторым и обязательным компонентом является свинец. В зависимости от пропорций отличаются свойства припоя: чем больше содержания свинца, тем выше температура плавления. Для повышения прочности и температуры плавления, в припой может быть добавлен третий элемент: кадмий, сурьма.
Бессвинцовые припои — это новая разработка химиков. Такие припои изготавливаются на основе олова, но с добавлением серебра, кадмия, цинка, меди, алюминия. Все припои на основе олова отличаются высокой адгезией с металлическими поверхностями. Хорошо смываются кислотами, а также позволяют проводить работы с большим количеством металлов. Они относятся к легкоплавким и маркируются индексами ПОС.
Тугоплавкие припои имеют температуру плавления 450-1100° С. В их состав входят такие элементы: медь, серебро, магний, никель в разных соотношениях. Предназначены для соединения меди, латуни, серебра, бронзы. Маркируются Cu-Ag как ПСР, а Cu-Zn как ПМЦ. Оба типа припоев можно изготовить в самостоятельно.
Предназначены для соединения меди, латуни, серебра, бронзы. Маркируются Cu-Ag как ПСР, а Cu-Zn как ПМЦ. Оба типа припоев можно изготовить в самостоятельно.
Выше перечисленные элементы встречаются во многих деталях, которые можно найти в хозяйстве, но можно ли чем заменить припой в домашних условиях? Сам припой — нет, но замену можно найти канифоли, используя нехитрые вещества, которые находятся в аптечке или на кухне. Это обычный аспирин (не шипучий), жир, смола хвойных деревьев, кислоты со стеарином, электролит из батарейки и, самый дорогой, — янтарь.
Инструкция по изготовлению
Готовим припой для пайки серебра своими руками. Поскольку для расплавления тугоплавких элементов используется горелка, делаем это в гараже или мастерской. Серебряный припой состоит из 2 элементов:
- серебра в количестве 3 гр;
- латуни (медь + цинк) 1 гр.
Серебро должно быть максимально чистым – 925 пробы. В качестве латуни можно использовать бой латунных изделий, монеты. Или взять в соотношении 70% меди и 30% цинка. Двухкомпонентный сплав должен быть именно в таком соотношении, поскольку при увеличении содержания цинка уже до 40%, повышается хрупкость.
Или взять в соотношении 70% меди и 30% цинка. Двухкомпонентный сплав должен быть именно в таком соотношении, поскольку при увеличении содержания цинка уже до 40%, повышается хрупкость.
Расплавлять элементы нужно в первую очередь те, которые иметь высокую температуру плавления и добавлять остальные по уменьшению. Температура плавления меди – 1080° С, серебра – 930° С, цинка — 420° С.
Для производства домашнего припоя нам понадобится небольшая изложница и чаша, в которой мы будем плавить. Лучше всего, если это будет чугун. Прогреваем изложницу и добавляем в нее немного воска, нагреваем чашу. Если мы используем готовую латунь, то плавление начинается с серебра. Если это 3 отдельных элемента, то плавление начинаем с меди. При неполном расплавлении добавим серебро, при смешивании процесс начинает происходить быстрее. В конце добавляем цинк. Не переставая нагревать чашу с металлом, сливаем получаемый расплав в изложницу. Охлаждение расплава происходит очень быстро, за считанные секунды. После кристаллизации можно полученную заготовку охладить.
После кристаллизации можно полученную заготовку охладить.
Чем можно заменить припой для пайки оловянный? Эта категория отличается высокой пластичностью и адгезией к металлической поверхности. Невысокая тугоплавкость позволяет применять припой для цветных металлов и тонких деталей. Получается смесь при смешивании олова и свинца в чистом виде. Получить сами элементы можно химическим методом, извлекая олово из консервных банок и крышек. Делаем поэтапно:
- Наливаем воду в банку, ставим на огонь и кипятим. Моем.
- Соединяем 3 батарейки и аккумулятор на 9-2 вольт. Положительный полюс соединяем с банкой, отрицательный с металлом любой формы (пусть это будет электрод).
- Заполняем банку едким натрием или раствор соды.
- Опускаем электрод в банку, но так, чтобы он не дотрагивался до ее стенок.
- Со временем на аноде (электроде) появится осадок чистого олова.
Метод извлечения олова из старых плат требует использования соляной кислоты с последующим выщелачиванием.
Свинец получить в домашних условиях гораздо проще, для этого достаточно:
- разобрать старый аккумулятор;
- найти рыболовные грузила или дробь;
- разобрать и очистить свинцовый кабель;
- найдя ненужные пломбы с водного счетчика.
Рекомендации по применению
Важно! Первоначально расплавляется самый тугоплавкий металл, после чего по степени убывания добавляются остальные компоненты.
Припой применяется в 3 видах: проволока, порошок или стружка и пластина. Выбор формы указывается либо личными предпочтениями, либо особенностями конструкции.
Если вы ищете, где взять припой в домашних условиях, если нет под рукой покупного, определите степень значимости изделия. Возможно полученный припой не будет соответствовать желаемому химическому составу и не обеспечит механические параметры.
Заключение
Альтернатива, чем можно заменить припой, существует в нескольких вариантах. Выделим цели, которые достигаются пайкой: жесткое скрепление деталей (для электроники — сохранении токопроводящей способности элемента). Добиться такого результата можно, при использовании следующих видов клея:
Выделим цели, которые достигаются пайкой: жесткое скрепление деталей (для электроники — сохранении токопроводящей способности элемента). Добиться такого результата можно, при использовании следующих видов клея:
- эпоксидной смолы;
- клеевого пистолета.
Недостатком такого соединения можно считать высокую хрупкость смолы и небольшую прочность горячего клея. Если эти недостатки недопустимы и припоя нет, то можно изготовить даже самый тугоплавкий — медный припой своими руками.
Дефекты поверхностного монтажа | Дефекты пайки
Наибольшее распространение получили сплавы олово-серебро-медь для бессвинцовой сборки SMT. Хотя есть и другие варианты, такие как сплавы, содержащие висмут или индий и другие элементы. Припои олово-серебро-медь, также известные как сплавы SAC, на сегодняшний день являются наиболее популярными. SAC припоем пользуются примерно 65% производителей электронного оборудования.
Особенности поверхностного монтажа с применением бессвинцового припоя
Бессвинцовый процесс SMT отличается от процесса с использованием паст, содержащих свинец (63/37), во многих аспектах. Четкое понимание этих различий при использовании сплавов SAC позволит инженерам-технологам внести необходимые изменения в процесс SMT и уменьшить дефекты пайки, повысить надежность сборки плат бессвинцовым припоем и сохранить высокую производительность.
Четкое понимание этих различий при использовании сплавов SAC позволит инженерам-технологам внести необходимые изменения в процесс SMT и уменьшить дефекты пайки, повысить надежность сборки плат бессвинцовым припоем и сохранить высокую производительность.
Часто, когда производитель переходит на бессвинцовую пайку, наблюдается рост дефектов. Как правило, это связано с неправильно реализованным технологическим процессом. Опыт многих компаний, применяющих бессвинцовую пасту, показывает, что четко определенный, оптимизированный и контролируемый бессвинцовый процесс, позволяет избежать многих дефектов.
Основные различия между процессами SMT с добавлением свинца и без свинца кратко изложены ниже:
- Физические свойства припоя, температура плавления, поверхностное натяжение, окисление, потенциал выщелачивания металлов;
- Более высокие пиковые температуры;
- Более высокие температуры предварительного нагрева;
- Бессвинцовое покрытие поверхностей печатных плат и контактных площадок и выводов компонентов
- Флюсы для пайки и поверхностные эффекты;
- Различия в паяемости, такие как скорость смачивания и растекания;
- Худшее самоцентрирование или выравнивание компонентов.

Оплавление
Температура оплавления SAC-сплавов 217-220°C; это примерно на 34°C выше точки плавления припоя с свинцом 63/37. Более высокая температура плавления требует, чтобы пиковые температуры для достижения смачивания и капиллярности находились в диапазоне 235–245°C. При использовании плат с более низкой теплоемкостью (небольшой массой) припоями SAC можно использовать более низкие пиковые температуры до 229°C, однако использование более низкой пиковой температуры может потребовать большего времени удержания пасты и изделия при температуре выше температуры оплавления (TAL).
Высокая температура термопрофиля вынуждает использовать другие химического составы флюсов для паяльной пасты. Флюс в паяльной пасте составляет почти 50% от общего объема. Его ингредиенты характеризуют реологические свойства пасты, ее свойства к трафаретной печати, предотвращение холодной и горячей осадки, стойкость к налипанию на трафарет и др.
Поскольку предварительный нагрев задействован до момента оплавления, система флюсования предотвращает горячее оседание, окисление металлов, подлежащих соединению, нейтрализует окислы порошка припоя и удаляет оксиды соединяемых металлов. Таким образом, система флюсования обеспечивает поверхность припоя, свободную от оксидов, что способствует растеканию припоя.
После завершения оплавления система флюсования подлежит удалению в воде, если это паста, смываемая водой, либо остается на плате, не образуя окислов, если это паста, не требующая очистки.
Состав флюса
Основные ингредиенты флюса для паяльной пасты можно описать следующим образом:
- Смолы твердые и жидкие;
- Активаторы, органические кислоты;
- Растворители;
- Связывающие агенты;
- ПАВ;
- Хелатирующие агенты.
Производителям паяльной пасты пришлось пересмотреть большинство этих ингредиентов, чтобы приспособить пасты к более высоким температурам, возникающим при оплавления. Большинство из этих ингредиентов являются органическими соединениями. Термическая стабильность которых до 245°C важна, чтобы избежать разрушения, окисления и полимеризации флюса при оплавлении.
Бессвинцовые паяльные пасты, разработанные для измененного технологического процесса, обязательны к применению и помогают предотвратить дефекты монтажа.
Типичные дефекты, связанные с бессвинцовой пайкой оплавлением
- Перемычка;
- Шарики припоя;
- Слипание шариков;
- Плохое смачивание;
- Пустоты;
- Могильный камень;
- Осушение.
Перемычки и шарики припоя
Первые три дефекта — перекрытие, шарики припоя и слипание шариков могут возникнуть из-за неправильного выбора паяльной пасты. Так как при использовании бессвинцовой пасты температура предварительного нагрева выше, то критически важны свойства пасты, характеризующие спекание частичек припоя; необходимы паяльные пасты с хорошим спеканием при более высоких температурах, например, 185°C. Традиционная паста с добавлением свинца 63/37 при такой температуре уже расплавилась и потекла, а наполнители пасты разрушились.
На рисунке (ниже по тексту) показано качество спекания двух паяльных паст SAC.
Рис. 1. Два образца паяльных паст, оплавленных при температуре 180°C
Обе пасты пропускали через печь оплавления при 180°C. Паста B обладает лучшими характеристиками оседания (спекания) при нагревании, чем паста A, и с меньшей вероятностью вызовет перемычки, шарики припоя или образование комков в средней части контактных площадок. Для электронных компонентов с мелким шагом выводов крайне важно выбрать бессвинцовую пасту с термостабильным наполнителем.
Паста B обладает лучшими характеристиками оседания (спекания) при нагревании, чем паста A, и с меньшей вероятностью вызовет перемычки, шарики припоя или образование комков в средней части контактных площадок. Для электронных компонентов с мелким шагом выводов крайне важно выбрать бессвинцовую пасту с термостабильным наполнителем.
Рис. 2. Процесс миграции в сторону уменьшения шага выводов
Плохое смачивание выводов и контактных площадок
Платы без дополнительного покрытия (из чистой меди), прошедшие более одного теплового цикла, склонны к неполному смачиванию контактных площадок. В то время как, платы, покрытые оловом или иммерсионным серебром, показывают гораздо лучшее распределение припоя.
Покрытия Ni/Au
Если никель не подвергается воздействию примесей или оксидов, обычно хорошо паяется. Ниже приведены два примера: один со сплавом SAC на меди, а другой — с иммерсионным серебром; оба QFP были оплавлены на воздухе с использованием флюса типа ROLO с пастой SAC, не требующей очистки.
Рис. 2. Пайка выводов корпусов QFP с примением SAC-сплавов на площадках из чистой меди (а) и площадки, покрытые иммерсионным серебром (б)
Бессвинцовые припои очень критичны к выбору температурного профиля, поскольку диапазон пиковой температуры значительно уже припоев со свинцом. Так, сплавы SAC плавятся при 217°C, тогда как пиковая температура должна находиться в диапазоне 235-245°C. Поэтому плохая паяемость, недостаточное смачивание, также могут быть результатом некорректного температурного профиля.
Пайка BGA микросхем
В настоящее время применение BGA корпусов микросхем достаточно распространено. Сборка плат с BGA корпусами требует особой деликатности и подхода. Необходимо помнить о том, что распределение тепла по плате не всегда равномерно. В областях платы, где размещены массивные теплоемкие элементы может наблюдаться локальное уменьшение температуры, вызванное поглощением тепла теплоемкими элементами. В конечном счете это может привести к снижению качества пайки.
Рис. 4. Измерение температуры выводов корпуса BGA корпуса (контрольная плата)
Для подбора оптимального температурного профиля при использовании корпусов BGA необходимо использовать испытательную плату. Испытательная плата это прототип платы устройства, которая приспособлена для установки температурных щупов путем установки в отверстия в плате. В дальнейшем данная плата не может быть использована по назначению. На рис. 4 показан способ изменения температуры непосредственно на шарах BGA корпуса микросхемы, что является наиболее информативным способом. После сборки тестовой платы, желательно произвести детальное исследование качества пайки с применением оборудования оптического или рентгеновского контроля.
Рис. 5. Результаты пайки разной температурой. (а)- дефект пайки вызванный недостаточным нагревом, (б) — результат чрезмерного нагрева, (в) — пайка оптимальной температурой
На фото слева показаны шары, которые не подверглись оплавлению из-за недостаточной температуры, т. е. ниже 217°C. Конечно, этого можно избежать, если пайка будет производиться с корректным температурным профилем в печи оплавления.
е. ниже 217°C. Конечно, этого можно избежать, если пайка будет производиться с корректным температурным профилем в печи оплавления.
На фотографии в центре продемонстрирован случай, когда пайка BGA производилась при высокой температуре. Измерение температуры на тестовой плате показало значение приближающееся к 265°C на самом контактном шаре.
На фото справа показано правильная осадка шаров из бессвинцового припоя. Пайка производилась с правильно установленным тепловым профилем. Зазор между поверхностью платы и корпусом BGA микросхемы может быть больше у бессвинцового SAC из-за его более высокого поверхностного натяжения.
Причины плохого смачивания бессвинцового припоя:
- Низкий уровень активности паяльной пасты;
- Высокая температура предварительного нагрева;
- Большое время предварительного нагрева;
- Недостаточное время удержания припоя в расплаве;
- Окисление соединяемых деталей.
В отличии от паяльных паст для оловянно-свинцовых систем, паста для сплавов SAC в активном состоянии находится при температуре 217°C и выше.
Припои олово-серебро-медь обладают более медленным смачиванием металлических поверхностей и для достижения хорошего впитывания и растекания припоя необходимо время. Обычно диапазон составляет 60-90 секунд с пиковыми температурами 235-245°C.
Если есть опасения, что поверхности, подлежащие пайке окислены, то желательно проверить паяемость с помощью методов испытаний, таких как испытание скорости смачивания.
Пустоты в бессвинцовых соединениях и BGA
Достаточно много материала о предотвращении образования пустот при пайке бессвинцовыми паяльными пастами, содержащими олово-серебро-медь. Избыточные пустоты в паянных соединениях снижают надежность, особенно в тех случаях, когда оборудование подвергается термоциклированию, вибрации или деформации. Кроме того, пустоты могут снизить теплопроводность и проводимость соединения. Однако, мелкие пустоты в некоторых случаях могут позитивно сказываться на надежности, поскольку за счет изменения структуры соединения уменьшается вероятность возникновения трещин способных нарушить электрическое соединение. Пустоты могут снимать напряжение, отчасти из-за упругости воздушных карманов.
Пустоты могут снимать напряжение, отчасти из-за упругости воздушных карманов.
Причины появления пустот в соединениях:
- Химический состав паяльной пасты;
- Эффекты поверхностного натяжения припоя;
- Температурный профиль;
- Окисление внешней поверхности паяных соединений;
- Геометрическая форма соединения;
- Тип финишного покрытия печатной платы и компонентов;
- Процесс удаления газа из припоя во время оплавления.
Рис. 6. Пустоты, возникшие при пайке (а)-QFP корпуса, (б)-BGA корпуса
Бессвинцовые сплавы SAC обладают более высоким поверхностным натяжением по сравнению с 63/37. Выбирая паяльную пасту с химическим составом флюса, рассчитанным на более высокий предварительный нагрев и пиковые температуры, вы с большой вероятность избежите образование пустот в паянном соединении.
Увеличение времени предварительного нагрева и времени после оплавления пасты уменьшает количество пустот. Однако не следует забывать о том, что почти все электронные компоненты критичны к времени воздействия высокой температуры, поэтому увеличение времени преднагрева и оплавления должно четко сочетаться с техническими требованиями к температурному профилю применяемых компонентов.
В некоторых случаях важную роль играет геометрия соединений. Компоненты поверхностного монтажа часто имеют контактные площадки с вертикальными поверхностями, поэтому выход пузырьков газа происходит по более длинной траектории, которая лежит вдоль вертикальной поверхности, кроме того, затруднена шероховатостью самой поверхности, что приводит к возникновению пустот.
Дефект «надгробного камня»
Как говорилось ранее, припои без свинца обладают более низким смачиванием, поэтому возникновение дефекта, связанного с подъемом мелких компонентов так называемый дефект «надгробного камня», может происходить гораздо чаще, чем при использовании припоя 63/37. Чтобы уменьшить количество подобных дефектов, необходимо обратить внимание на точность установки компонентов, поскольку центрирование (выравнивание) компонентов на бессвинцовом припое происходит менее выраженно.
Также, провоцирует возникновение дефекта «надгробный камень» паяльные пасты, с обильным выделением газа на начальных этапах плавления припоя.
Смачивание
Плохое смачивание происходит из-за недостаточной активности флюса. Однако с пастами, смываемыми водой, плохая смачиваемость происходит достаточно редко, поскольку флюс в пасте обладает высокой активностью. Паяльные пасты с более низкой активностью категории ROLO, не содержат галогеннов, поэтому отсутствие смачивания проявляется при пайке площадок, покрытых органическими соединениями или сплавом Ni/Au при наличии на нем окислов никеля или загрязнений.
Ниже приведены результаты испытаний. На две пластины с разным покрытием была нанесена паяльная паста, затем тестовые образцы были оплавлены с использование температурного профиля, рекомендованного производителем. На рисунке справа показано плохое смачивание, на рисунке слева удовлетворительное.
Рис. 7. Смачивание площадок припоем без свинца. (а) плохое смачивание, (б) удовлетворительное смачивание
Способы уменьшения или предотвращения плохого смачивания при пайке бессвинцовым припоем:
- Используйте пасту SAC сохраняющую высокую активность вплоть до температуры плавления — 217°C;
- Убедитесь, что соединяемые поверхности не окислены;
- Уменьшите время предварительного нагрева или температуру, чтобы сохранить активность флюса;
- Увеличьте время нахождения припоя в расплавленном состоянии выше (217°C), если позволяет активность флюса.

Матовость и поверхностные эффекты при использовании бессвинцового припоя
Сплавы SAC обладают меньшей отражающей способностью, чем сплавы 63/37, поэтому галтель выглядит более матово — без блеска. Это не считается дефектом.
Если пайка производится в конвекционной печи, припой SAC не блестящий с поверхностными дефектами, такими как растрескивание, которые возникают из-за интерметаллидов и окислами в припое.
При использовании атмосферы из инертных газов — азота, места пайки будут иметь более высокую отражающую способность.
Ниже две фотографии. Слева — 63/37, сплава припой SAC305.
Рис. 8. Внешний вид соединений в воздушной среде. (а) — оловянно-свинцовым припоем, (б) — бессвинцовым припоем
Более низкие пиковые температуры и меньшее время, нахождения припоя в расплавленном состоянии, уменьшает как эффекты связанные с появлением интерметаллидов, так и увеличат блеск паяных соединений.
Рис. 9. Внешний вид соединений в воздушной среде с уменьшенным временем удержания припоя в расплавленном состоянии. (а) — оловянно-свинцовым припоем, (б) — бессвинцовым припоем
(а) — оловянно-свинцовым припоем, (б) — бессвинцовым припоем
Таким образом, переход на бессвинцовую технологию требуют надлежащего подхода. Операторам необходимо будет предоставить критерии приемлемости качества паяных соединений, которые будут сильно отличаться от традиционных с применением припоя содержащим свинец.
Источник: www.kester.com
Припой для серебра 925 пробы
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Припои принято делить на две группы — мягкие и твердые. Это деление связано с их температурой плавления. К мягким относятся припои с температурой плавления ниже 300 °С, к твердым — выше 300 °С. Кроме температуры плавления, припои существенно различаются механической прочностью. Мягкие припои имеют предел временного сопротивления разрыву 16…100 МПа, твердые — 100……500 МПа.
Выбирают припой в соответствии с типом паяемого металла (или металлов, если они разнородны), требуемой механической прочностью, коррозионной стойкостью и стоимостью.
При пайке токоведущих частей очень важно учитывать значении удельной проводимости припоя.
Название припоя, как правило, определяется металлами, входящими в него в наибольшем количестве. Название припоев, содержащих драгоценные или редкие металлы даже в небольших количествах, происходят от этих металлов.
Условные обозначения марок припоев содержат букву П (припой) и одну из последующих букв русского названия основных компонентов, а также количество их в процентах. Сокращения наименования компонентов следующие: олово — О, сурьма — Су, свинец — С, алюминий — А, серебро — Ср, никель — Н, палладий — Пд, индий — Ин, медь — М, золото — Зл, германий — Г, кремний — Кр,висмут — Ви, кадмий — К, титан — Т. Чистые металлы, применяемые в качестве припоев, обозначаются такими же марками, как в ГОСТ на поставку (например, 02 означает олово, С1 — свинец и т. д.).
Наиболее распространенными мягкими припоями, изготовляемыми промышленностью, являются оловянно-свинцовые. На них распространяется ГОСТ 21931—76. В соответствии с этим ГОСТ оловянно-свинцовые припои, не содержащие сурьму, называют бессурмянистыми, а припои, содержащие сурьму 1…5 %,—сурьмянистыми.
Примеры условных обозначений марок оловянно-свинцовых припоев:
ПОС-61 — припой оловянно-свинцовый, содержит 61 % олова, остальное свинец.
ПОССу-61-0,5 — припой оловянно-свинцовый, малосурьмянистый, содержит 61 % олова, 0.5 % сурьмы, остальное — свинец.
ПОС-61М — припой оловянно-свинцовый, содержит 61 % олова, небольшой процент меди и свинец.
ПОСК-50-18 — припой оловянно-свинцовый, содержит 50 % олова, 18 % кадмия, остальное — свинец.
Применение оловянно-свинцовых припоев в электротехнике и радиотехнике:
| Марка | Назначение |
| ПОС-90 | для пайки деталей, подвергающихся в дальнейшем гальваническим покрытиям |
| ПОС-61 | для лужения и пайки тонких проводов и спиральных пружин в измерительных приборах, монтажных соединений обмоточных проводов диаметром 0,05…0,08 мм и литцендрата, резисторов, конденсаторов, герметичных швов стеклянных проходных изоляторов, печатных схем и при производстве полупроводниковых приборов, т. е. там, где не допустим перегрев. |
| ПОС-40 | для пайки токопроводящих деталей, проводов, наконечников, для соединения проводов с лепестками; при производстве полупроводниковых приборов |
| ПОС-10 | для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле; при производстве полупроводниковых приборов |
| ПОСК-50-18 | для пайки деталей, чувствительных к перегреву, в металлизированной керамике, для ступенчатой пайки конденсаторов; для герметизации. Для лужения пассивной части интегральных микросхем с покрытием медью, серебром Для лужения пассивной части интегральных микросхем с покрытием медью, серебром |
| ПОССу-61 -0,5 | для лужения и пайки деталей электроаппаратуры, обмоток электрических машин при жестких требованиях к температуре. Для лужения и пайки пассивной части интегральных микросхем и выводов с покрытием никелем, медью, серебром, оловом; для герметизации. |
| ПОССу-40-0,5 | для лужения и пайки обмоток электрических машин |
| ПОССу-35-0,5 | для лужения и пайки свинцовых кабельных оболочек электрических изделий неответственного назначения |
| ПОССу-18-0,5 | для лужения и пайки трубок теплообменников электроламп |
| ПОССу-95-5 | для пайки в электропромышленности |
| ПОССу-40-2 ПОССу-8-3 | припой широкого назначения. Для пайки наружных деталей и сборочных единиц электровакуумных приборов |
В табл. 1 приведены физико-механические свойства оловянно-свинцовых припоев.
Таблица 1. Физико-механические свойства оловянно-свинцовых припоев.
| Марка | Температура кристаллизации, °С | ρ, мкОм×м | l, Вт×м-1×К-1 | σ, МПа | Δl/l, % | |
| начала | конца | |||||
| Олово чистое | 232 | 232 | 0,115 | 63 | — | _ |
| ПОС-90 | 200 | 0,120 | 54 | 49 | 40 | |
| ПОС-61 | 190 | 183 | 0,139 | 50 | 43 | 46 |
| ПОС-40 | 238 | 0,159 | 42 | 38 | 52 | |
| ПОС-10 | 299 | 268 | 0,200 | 35 | 32 | 44 |
| ПОС-61М | 192 | 183 | 0,143 | 49 | 45 | 40 |
| ПОСК-50-18 | 145 | 142 | 0,133 | 54 | 40 | |
| ПОССу-61-0,5 | 189 | 0,140 | 50 | 45 | 35 | |
| ПОССу-50-0,5 | 216 | 0,149 | 47 | 38 | 62 | |
| ПОССу-40-0,5 | 235 | 0,169 | 40 | 50 | ||
| 42 | ||||||
| ПОССу-35-0,5 | 245 | 183 | 0,172 | 38 | 47 | |
| ПОССу-30-0,5 ПОССу-25-0,5 ПОССу-18-0,5 | 255 266 | 0,179 0,182 | ||||
| 38 | 36 | 45 | ||||
| 277 | 0,198 | 35 | 36 | 50 | ||
| ПОССу-95-5 | 240 | 234 | 0,145 | 46 | 40 | 46 |
| ПОССу-40-2 | 299 | 0,172 | 42 | 43 | 48 | |
| ПОССу-35-2 ПОССу-30-2 ПОССу-25-2 ПОССу-18-2 | 243 250 | 0,179 0,182 | 38 40 40 38 | |||
| 185 | ||||||
| 260 | 0,185 | |||||
| 270 | 186 | 0,206 | 34 | 36 | 35 | |
| ПОССу-15-2 | 275 | 184 | 0,208 | 33 | 36 | |
| ПОССу-8-3 | 290 | 240 | 0,207 | 34 | 40 | 43 |
Обозначения в таблице:
ρ – удельное сопротивление;
l — коэффициент теплопроводности;
σ — временное сопротивление разрыву;
Δl/l – относительное удлинение.
Стандартными твердыми припоями являются медно-цинковые и серебряные припои. Медно-цинковые припои, изготовляемые промышленностью, должны удовлетворять ГОСТ 23137—78, а серебряные — ГОСТ 19738—74:
ПМЦ-36 — припой медно-цинковый, 36% меди.
ПСр-50 — припой серебряный, Ag50 %
ПСр-25Ф — припой серебряный, Ag25 %, содержит фосфор.
ПСр-50К — припой серебряный, Ag50 %, содержит кадмий.
В табл. 2 приведены температуры кристаллизации и назначение некоторых стандартных твердых припоев. В качестве твердых припоев иногда применяют стандартные сплавы меди с фосфором (ГОСТ 451.5—81). В некоторых случаях они заменяют дорогостоящие серебряные припои.
Таблица 2. Свойства и назначение некоторых стандартных серебряных и медно-цинковых припоев
| Температура кристаллизации, °С | Плотность, Мг×м-3 | Материалы, подвергаемые пайке | Назначение | ||
| Марка | |||||
| начала | конца | ||||
| ПСр-2,5 | 305 | 295 | 11,0 | Медь, ее сплавы, нержавеющая | Для пайки наружных деталей |
| ПСр-3 | 305 | 300 | 11,3 | сталь, углеродистая сталь | и сборочных единиц электровакуумных приборов |
| ПСр-15 | 810 | 635 | 8,3 | ||
| ПСр-40 | 605 | 595 | 8,4 | ||
| ПСр-45 | 725 | 600 | 9,1 | ||
| ПМЦ-Зв | 950 | 825 | 7,7 | Латунь, содержащая до 68 % меди | Для соединений, не подверженных ударной нагрузке или изгибу |
| Г1МЦ-54 | 970 | 860 | 8,3 | Медь, медные сплавы | Там, где не требуется хорошей затекаемости припоя |
Фосфорные припои относятся к группе самофлюсующихся припоев, так как пайка ими меди производится без применения флюса. При нагревании припоя фосфор окисляется в фосфорный ангидрид, который и является флюсом. Однако при пайке этими припоями латунных деталей с медными применение флюса обязательно. Недостатком фосфорных припоев является хрупкость паяного шва. Для пайки стали и чугуна фосфорные припои непригодны. В табл. 3 приведены температуры плавления и назначение медно-фосфорных припоев.
При нагревании припоя фосфор окисляется в фосфорный ангидрид, который и является флюсом. Однако при пайке этими припоями латунных деталей с медными применение флюса обязательно. Недостатком фосфорных припоев является хрупкость паяного шва. Для пайки стали и чугуна фосфорные припои непригодны. В табл. 3 приведены температуры плавления и назначение медно-фосфорных припоев.
Таблица 3. Свойства и назначение в качестве припоев стандартных сплавов медь — фосфор
| Марка припоя | Содержание фосфора, % | Температура плавления, °С | Назначение |
| МФ1 | 8,5… 10 | 725…850 | Для пайки медных, латунных и бронзовых деталей, |
| МФ2 | 8,5… 10 | 725…850 | работающих в условиях небольших |
| МФЗ | 8,5 | 725…860 | статических нагрузок |
Примечание. Сплавы МФ1 и МФ2 отличаются друг от друга содержанием примеси висмута и сурьмы.
Пайка алюминия и его сплавов производится специально разработанными для этой цели припоями и флюсами. Главным препятствием при пайке алюминия является пленка оксида, которая почти мгновенно образуется при ее удалении механическим способом. Оксидная пленка алюминия очень стойкая, ее не удается растворить или восстановить обычными флюсами, применяемыми при пайке меди или стали. В табл. 4 приведены припои, применяемые при пайке алюминия и его сплавов.
Главным препятствием при пайке алюминия является пленка оксида, которая почти мгновенно образуется при ее удалении механическим способом. Оксидная пленка алюминия очень стойкая, ее не удается растворить или восстановить обычными флюсами, применяемыми при пайке меди или стали. В табл. 4 приведены припои, применяемые при пайке алюминия и его сплавов.
При пайке алюминия низкотемпературными припоями его поверхность предварительно покрывают никелем.
Таблица 4. Характеристики припоев, применяемых для пайки алюминия и его сплавов
| Марка | Компоненты | Содержание, % | Плотность, Мг×м-3 | Температура плавления, °С |
| П425А | А1 СuZn | 19,0…21,0 14,0—16,0 64,0—66,0 | 5,70 | 415-425 |
| П34А | SiСu Al | 5,5-6,5 14,0… 16,0 Остальное | 3,30 | 525 |
| ПСИЛО* | Al Si | 90,0…87,0 10,0..13,0 | 2,58…2,66 | 577 |
| АВИА 1 | SnCdZn | 55 20 22 | 200 | |
| АВИА 2 | SnCdZn Al | 40 20 25 15 | 250 |
* Силумии (ГОСТ 1521—76)
В некоторых случаях в качестве припоев используют чистые металлы. В частности, кадмий применяют для пайки и лужения ковара, никеля. Чистое олово применяется для пайки и лужения меди и ее сплавов, низкоуглеродистой стали, платины, ковара. Медь применяется для пайки никеля, низкоуглеродистой стали.
В частности, кадмий применяют для пайки и лужения ковара, никеля. Чистое олово применяется для пайки и лужения меди и ее сплавов, низкоуглеродистой стали, платины, ковара. Медь применяется для пайки никеля, низкоуглеродистой стали.
Кроме описанных выше припоев, на которые распространяются государственные стандарты, в радиоэлектронной промышленности применяют припои, состав и назначение которых определяется требованием отраслевого стандарта. Здесь есть большая группа серебряных, золотых, а также небольшое число медно-никелевых, медно-германиевых и других припоев. В табл.5 приведены сведения только о тех, которые существенно отличаются от стандартных по своему назначению.
Таблица 5. Характеристики некоторых нестандартных припоев
| Марка | Компо- ненты | Содержание, % | Плот- ность d,Mr-м-3 | Температура плавления, °С | Назначение | |
| ПОСМ-0,5 | SnSbСu Pb | 59…61,0Heболее 0,8 0,5…0,7 Остальное | 8,50 | 184 | Для лужения пассивной ча- сти микросхем с тонкими медными покрытиями (0,5…0,6 мкм) | |
| ПСрОС-3-58 | Sn Sb Ag Pb | 66,8…58. 8He более 0,8 8He более 0,82.6…3,4 Остальное | 2,50 | 190 | Для лужения пассивной ча- сти схем специального наз- начения с покрытием медью, серебром | |
| ПСр-3Ин | In Ag | 96,5…97,6 2,5…3,5 | 7,36 | 141 | Для пайки золота и серебра, а также металлизирован- ных материалов в микро- электронике | |
| Фольга никелево-медная вакуумной плавки | NiСu | 75±225±2 | 8,77 | 1150…1210 | Для пайки сплава ВТ1-00 с металлизированной керамикой | |
| ППдН-60-40 | Pd Ni | 40 60 | 10,61 | 1237 | Для пайки никеля, низкоугле- родистой стали, молибде- на, вольфрама | |
| ПСрМ-72-28 | AgСu | 72±0,528±0,5 | 9,90 | 779 | Для пайки меди, никеля, сплавов ЭП-333, ковара 29НК, стали 08, медно- молибденовых сплавов, ке- рамики | |
| ПСр-72В | Ag Сu | 72±0,5 Остальное | 9,90 | 789 | Для пайки никеля, меди, мельхиора, константа на сплавов МО-19, МН-45, 29НК-ВИ, монсля, кера- мики | |
| ПМГ-9 | Ge NiВ Сu | 8,7 ±0. 4 0.5 ±0.5 0,2 ±0,1 Остальное 4 0.5 ±0.5 0,2 ±0,1 Остальное | 8,70 | 950…1005 | Для пайки электротехничес- кой стали, нержавеющей стали, никеля | |
| ПМТ-45 | CuFe Si Ti | 49,0…52,0 1,0-3,0 0,7… 1,0 45,0…49,3 | 6.02 | 955 | Для панки титана и его спла- вов | |
Литература:
- Справочник по электротехническим материалам/ под ред. Корицкого Ю.В., Пасынкова В.В., Тареева Б.М. – М.: Энергоатомиздат, т.2, 1987. – 464 с.
Вас также может заинтересовать:
- Физические свойства проводников
- Электрический контакт
- Металлические контактные материалы
- Композиционные контактные материалы
- Медь и её сплавы. Бронза. Латунь
Форма выпуска
Серебряный припой, применяемый для домашней и промышленной пайки, выпускается:
- проволока;
- листы различной толщины;
- полые трубки, наполненные канифолью.
Проволока различной толщины составляет большую часть продукции. ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
Применение пластин для присадки пайки возможно только в условиях крупного предприятия. Домашнее оборудование просто не в состоянии их расплавить.
Начальник цеха сварочной проволоки и припоев завода ДонМет Евтюшенко В. П.: «Пластины ПСР применяют в электротехнической промышленности для лужения концов медных многожильных кабелей высоковольтных линий и для защитного покрытия крупных деталей, работающих в среде агрессивных газов и жидкостей. Нанесенный сверху слой серебра, химически инертного материала, защищает поверхность стали от окисления, разрушающего действия кислот. Используют в основном ПСР 40, или ПСР 45».
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).

- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.
Пайка твердым припоем – Сварпост. Переносные газосварочные посты ПГСП
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный характер. По своей физической природе пайка твердыми припоями не отличается от пайки мягкими. Как и последняя она представляет собой процесс образования неразъемного соединения двух металлов с помощью третьего (называемого припоем), температура плавления которого ниже температуры плавления соединяемых металлов.
Пайка твердыми припоями
Низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности. Их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Основанием для разделения этих способов принято считать пограничную температуру плавления припоев 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего, значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.
Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам – сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку
Резцы
-
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах – холодильных, теплообменных и пр.

- Широко используется высокотемпературная пайка при ремонте автомобилей – радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей – везде, где нельзя или нежелательно применять сварку.
- Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
- Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы.Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев.
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев.
 Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Твердый припой
Твердый припой покрытый флюсом
Медно-цинковые припои
Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои
Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни
Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои
Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами – вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами – вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл – медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения – бура (Na2B4O7), борная кислота (h4BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора – фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 – под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора – фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 – под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Бура
Используются различные формы выпуска флюсов – жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами – добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами – добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя – материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.
Пайка выполняется в такой последовательности
- Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
- Детали зажимаются в тисках в требуемом положении.
-
Зона пайки промазывается флюсом.

- Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла
- Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать yужно все соединение, перемещая пламя в разные стороны.
- Осуществляется офлюсовывание стыка флюсом с прутка – трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
- Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
- Нагрев деталей до более высокой температуры
-
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.

- Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- После окончания операции производится зачистка спая.
- чистка спаянного гаечного ключа
- И вот результат – готовое изделие.
- Гаечный ключ спаянный высокотемпературной пайкой
- Гаечный ключ спаянный высокотемпературной пайкой
Источник статьи
Припои – НПО СПЕЦСПЛАВ-РЕГИОН
Блог
- Главная
- Блог
- Припои
Иннокентий Блог Просмотров: 1213
Припо́й — материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и другие. Существуют неметаллические припои. Срок службы припоя зависит от правильности технологии и окружающей среды в эксплуатации.
Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и другие. Существуют неметаллические припои. Срок службы припоя зависит от правильности технологии и окружающей среды в эксплуатации.
Припои бывают в виде гранул, прутков, проволоки, порошка, фольги и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке места соединения припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя. Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Температурой плавления мягких припоев до 300 °C и имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС 10) до 90 % (ПОС 90), остальное свинец. Проводимость этих припоев составляет 9—15 % чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах (см. ликвидус):
ПОС 18 — 280 °C.
ПОС 25 — 260 °C.
ПОС 30 — 247 °C.
ПОС 40 — 238 °C
ПОС 61 — 191 °C
ПОС 90 — 220 °C
Припои ПОС 61 и ПОС 63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец. Кроме этих составов в качестве мягких припоев используются также:
Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
ХИМИЧЕСКИЙ СОСТАВ ПРИПОЕВ ПО ГОСТ 19738-2015
|
Химический состав, % |
||||||
|
Марка припоя |
Код ОКП |
Основные компоненты |
||||
|
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
||
|
Бессурьмянистые |
||||||
|
ПОС 90 |
17 2311 1100 04 |
89-91 |
– |
– |
– |
Остальное то же |
|
ПОС 63 |
17 2312 0100 |
62,5-63,5 |
– |
– |
– |
“ |
|
ПОС 61 |
17 2312 1100 10 |
59-61 |
– |
– |
– |
“ |
|
ПОС 40 |
17 2314 1100 00 |
39-41 |
– |
– |
– |
“ |
|
ПОС30 |
17 2321 1100 09 |
29-31 |
– |
– |
– |
“ |
|
ПОС 10 |
17 2326 1100 06 |
9-10 |
– |
– |
– |
“ |
|
ПОС 61М |
17 2312 1200 07 |
59-61 |
– |
– |
1,2-2,0 |
“ |
|
ПОСК 50-18 |
17 2313 1200 02 |
49-51 |
– |
17-19 |
– |
“ |
|
ПОСК 2-18 |
17 2343 1100 09 |
1,8-2,3 |
– |
17,5-18,5 |
– |
“ |
|
Малосурьмянистые |
||||||
|
ПОССу 61-0,5 |
17 2312 1400 01 |
59-61 |
– |
– |
– |
Остальное то же |
|
ПОССу 50-0,5 |
17 2313 1100 05 |
49-51 |
– |
– |
– |
“ |
|
ПОССу 40-0,5 |
17 2314 1200 08 |
39-41 |
– |
– |
– |
“ |
|
ПОССу 35-0,5 |
17 2315 1200 03 |
34-36 |
0,05-0,5 |
– |
– |
“ |
|
ПОССу 30-0,5 |
17 2321 1200 06 |
29-31 |
– |
– |
– |
“ |
|
ПОССу 25-0,5 |
17 2322 1200 01 |
24-26 |
– |
– |
– |
“ |
|
ПОССу 18-0,5 |
17 2323 1100 10 |
17-18 |
– |
– |
– |
“ |
|
Сурьмянистые |
||||||
|
ПОСу 95-5 |
17 2311 1200 01 |
Ост. |
4,0-5,0 |
– |
– |
– |
|
ПОССу 40-2 |
17 2314 1300 05 |
39-41 |
1,5-2,0 |
– |
– |
Остально то же |
|
ПОССу 35-2 |
17 2315 1300 00 |
34-36 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 30-2 |
17 2321 1300 03 |
29-31 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 25-2 |
17 2322 1300 09 |
24-26 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 18-2 |
17 2323 1200 07 |
17-18 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 15-2 |
17 2324 1100 05 |
14-15 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 10-2 |
17 2326 1200 03 |
9-10 |
1,5-2,0 |
– |
– |
“ |
|
ПОССу 8-3 |
17 2326 1300 00 |
7-8 |
2,0-3,0 |
– |
– |
“ |
|
ПОССу 5-1 |
17 2327 1100 01 |
4-5 |
0,5-0,1 |
– |
– |
“ |
|
ПОССу 4-6 |
17 2327 1200 09 |
3-4 |
5,0-6,0 |
– |
– |
“ |
|
ПОССу 4-4 |
17 2327 1300 06 |
3-4 |
3,0-4,0 |
– |
– |
“ |

|
Массовая доля, % |
||||||||||
|
Марка припоя |
Примесей, не более |
|||||||||
|
Бессурьмянистые |
||||||||||
|
Сурьма |
Медь |
Висмут |
Мышьяк |
Железо |
Никель |
Сера |
Цинк |
Аллюминий |
Свинец |
|
|
ПОС 90 |
0,10 |
0,05 |
0,1 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОС 63 |
0,05 |
0,05 |
0,1 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОС 40 |
0,10 |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОС 30 |
0,10 |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОС 10 |
0,10 |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОС 61М |
0,20 |
– |
0,2 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОСК 50-18 |
0,20 |
0,08 |
0,2 |
0,03 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОСК 2-18 |
0,05 |
0,05 |
0,2 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
Малосурьмянистые |
||||||||||
|
ПОССу 61-0. |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 50-0,5 |
– |
0,05 |
0,1 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 40-0,5 |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 35-0,5 |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 30-05 |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 25-0,5 |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 18-0,5 |
– |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
– |
|
Сурьмянистые |
||||||||||
|
ПОСу 95-5 |
– |
0,05 |
0,1 |
0,04 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
0,07 |
|
ПОССу 40-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 35-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 30-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 25-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 18-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 15-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 10-2 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 8-3 |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 5-1 |
– |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 4-6 |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
|
ПОССу 4-4 |
– |
0,1 |
0,2 |
0,05 |
0,02 |
0,08 |
0,02 |
0,002 |
0,002 |
– |
 5
5Области применения припоев
Области применения оловянно-свинцовых припоев
|
Марка припоя |
Область применения |
|
Бессурьмянистые |
|
|
ПОС 90 |
Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
|
ПОС 63 |
Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
|
ПОС 61 |
Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
|
ПОС 40 |
Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
|
ПОС 10 |
Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
|
ПОС 61М |
Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности, а также ювелирной техники. |
|
ПОСК 50-18 |
Для пайки деталей, чувствительных к перегреву, порошковых материалов, металлизированной керамики, для ступенчатой пайки конденсаторов |
|
ПОСК 2-18 |
Для лужения и пайки металлизированных и керамических деталей |
|
Малосурьмянистые |
|
|
ПОССу 61-0,5 |
Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
|
ПОССу 50-0,5 |
Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
|
ПОССу 40-0,5 |
Для лужения и пайки жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей, холодильных агрегатов |
|
ПОССу 35-0,5 |
Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
|
ПОССу 30-0,5 |
Для лужения и пайки листового цинка, радиаторов |
|
ПОССу 25-0,5 |
Для лужения и пайки радиаторов |
|
ПОССу 18-0,5 |
Для лужения и пайки трубок теплообменников, электроламп |
|
Сурьмянистые |
|
|
ПОССу 95-5 |
Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
|
ПОССу 40-2 |
Для лужения и пайки холодильных устройств, тонколистовой упаковки. |
|
ПОССу 35-2 |
Для пайки свинцовых труб, для абразивной пайки |
|
ПОССу 30-2 |
Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
|
ПОССу 25-2 |
Для пайки в автомобилестроении |
|
ПОССу 8-3 |
Для лужения и пайки в электроламповом производстве |
|
ПОССу 5-1 |
Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторах |
|
ПОССу 4-6 |
Для пайки белой жести, для лужения и пайки деталей с закатанными и клепанными швами из латуни и меди, для шпатлевки кузовов автомобилей |
|
ПОССу 4-4 |
Для лужения и пайки в автомобилестроении |
 Применение припоя при лужении и пайке в тигелях и ванных не допускается
Применение припоя при лужении и пайке в тигелях и ванных не допускается Припой широкого назначения
Припой широкого назначенияМалосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
- Назад
- Вперед
Проблемы с выводами компонентов с серебряной отделкой
Серебро в качестве легирующей добавки к припою SnPb изменяет механические свойства припоя, делая его несколько более прочным и жестким, однако при концентрациях до 2% (возле 62SN36Pb2Ag имеется тройная эвтектика) наблюдается отсутствует риск охрупчивания. Однако, поскольку припой более жесткий, он может изменить реакцию как на термоциклирование, так и на удар.
Инженер-технолог
Астронавтика
Карьера Фрица в производстве электроники включала в себя различные инженерные должности, включая изготовление печатных плат, печать и обжиг на толстой пленке, проектирование процессов SMT и волновой/селективной пайки, а также разработку и маркетинг электронных материалов. Фриц получил образование в области машиностроения с упором на материаловедение. Методы планирования экспериментов (DoE) были областью независимого изучения. Фриц опубликовал более десятка статей на различных отраслевых конференциях.
Фриц опубликовал более десятка статей на различных отраслевых конференциях.
не должно быть проблемой, просто убедитесь, что оно не растворилось в процессе пайки.
Мировой чемпион по продуктам
Henkel Electronics
Ричард Бойл является мировым чемпионом по продуктам в Henkel Electronics. Он имеет более чем 25-летний опыт работы в отрасли сборки электроники и отвечает за глобальное техническое обслуживание всех материалов для пайки Henkel.
Серебро быстро сплавится с оловом в бессвинцовом сплаве, но у вас не будет такой проблемы, как с золотом. Золото охрупчивает бессвинцовый сплав при концентрации выше 3%. Серебро
повышает устойчивость сплавов на основе олова к разрушению при термоциклировании.
Директор отдела восстановления
Alpha Assembly Solutions
Я работаю в сфере материалов и приложений для пайки уже 25 лет. С момента прихода в Alpha Айв был глобальным менеджером по продукции для преформ, флюсов для пайки волной припоя, паяльной пасты, а в последнее время — директором по переработке материалов для пайки.
С момента прихода в Alpha Айв был глобальным менеджером по продукции для преформ, флюсов для пайки волной припоя, паяльной пасты, а в последнее время — директором по переработке материалов для пайки.
Проблема, с которой вы столкнетесь, заключается в том, что серебро будет просачиваться из выводов компонентов в паяное соединение. Это означает, что незавершенные выводы теперь будут подвергаться коррозии.
Лучше всего добавить в припой небольшое количество серебра (обычно 2%). У вашего поставщика припоя будет sn62pb36ag02. Это предотвратит растворение серебра в паяном соединении. Дополнительным преимуществом является то, что ваши суставы будут более блестящими.
Инженер по снабжению
Matric Group
Г-н Дикерсон — инженер с 20-летним опытом работы на производстве. Он занимался поддержкой процессов SMT, THT, сборки кабелей и сборки коробок. Он является сертифицированным инженером-технологом SMT.
Ag делает припои, содержащие Sn, более жесткими за счет образования интерметаллидов AgSn, которые действуют как леса в паяном соединении.
Но прежде чем бить тревогу, имейте в виду, что Sn62 (62Sn 36Pb 2Ag) был очень популярным сплавом до появления Pb-Free. И многие другие сплавы на основе Sn содержат Ag, например 9.5Sn 5Ag, 96,5Sn 3,5Ag, SAC305 (96,5Sn 3,0Ag 0,5Cu), SAC405 (95,5Sn 4,0Ag 0,5Cu)… Таким образом, Ag действительно может обеспечить некоторые желаемые характеристики припоя.
При всем сказанном, есть отдельный вопрос о том, сколько Ag присутствует. Маловероятно, что посеребренный свинец добавит в паяное соединение достаточное количество Ag, чтобы значительно изменить механические свойства паяного соединения.
Инженер технической поддержки
Indium Corporation
Кей Паркер (Kay Parker) — инженер технической поддержки в штаб-квартире Indium Corporation в Клинтоне, штат Нью-Йорк. В этой должности она дает указания и рекомендации клиентам, связанные с технологическими этапами, оборудованием, технологиями и материалами. Она также отвечает за обслуживание существующих счетов компании и сохранение нового бизнеса.
В этой должности она дает указания и рекомендации клиентам, связанные с технологическими этапами, оборудованием, технологиями и материалами. Она также отвечает за обслуживание существующих счетов компании и сохранение нового бизнеса.
Были ли выводы покрыты серебром или гальваническим покрытием? При работе с компонентами с серебряными наконечниками рекомендуется использовать сплав SAC. Этот сплав SAC создаст более прочный интерметаллический слой по сравнению со слоем олова-свинца.
Старший инженер-технолог
Northrop Grumman
Edithel — инженер-химик с 20-летним опытом работы в области производства и разработки процессов для контрактных производителей электроники в США, а также некоторых крупных OEM-производителей. Участие в SMT, Reflow, Wave и других сборочных операциях, связанных с конформным покрытием и робототехникой.
№ Покрытие иммерсионным серебром на выводах компонентов не должно вызывать проблем с охрупчиванием.

Президент
Ray Prasad Consultancy Group
Ray Prasad является основателем Ray Prasad Consultancy Group, которая обеспечивает обучение, консультации и технические экспертные услуги в области оловянно-свинцовых и бессвинцовых технологий с использованием SMT, BGA, BTC, компоненты с мелким шагом и отверстиями. Г-н Прасад долгое время является членом IPC, а в настоящее время является председателем комитета BGA IPC-7095 «Реализация процесса проектирования и сборки для BGA» и сопредседателем недавно созданного IPC-709.3 «Реализация процесса проектирования и сборки для нижних выводов» Компоненты для поверхностного монтажа (BTC), такие как QFN, DFN и MLF.
Действительно хороший вопрос – хотелось бы немного больше информации, но вот ответ, который, я думаю, объясняет, почему вы задаете вопрос. Серебрение
обычно представляет собой иммерсионное серебрение для электронных приложений. Я предполагаю, что вы имеете в виду иммерсионное серебрение, которое представляет собой процесс химического осаждения, который используется в качестве барьера от окисления для медных контактных площадок печатных плат и используется на некоторых выводах из медного сплава на определенных типах компонентов. Если это действительно так, то с точки зрения охрупчивания вам не о чем беспокоиться, потому что толщина иммерсионного серебряного покрытия обычно составляет от 4 до 16 микродюймов, что вам следует проверить. При такой номинальной толщине сплав припоя будет поглощать серебро своим оловянно-свинцовым сплавом 63/37 без отрицательных эффектов.
Если это действительно так, то с точки зрения охрупчивания вам не о чем беспокоиться, потому что толщина иммерсионного серебряного покрытия обычно составляет от 4 до 16 микродюймов, что вам следует проверить. При такой номинальной толщине сплав припоя будет поглощать серебро своим оловянно-свинцовым сплавом 63/37 без отрицательных эффектов.
Теперь, если он больше 16 микродюймов, то следует спросить, почему это делается, и, возможно, необходимо залужить составные части перед использованием. Это поднимает еще один вопрос о надежности, и его следует обсудить с поставщиком на предмет надлежащих параметров обработки его составных частей. Помните, что в некоторых выводных рамах компонентов используются алюминиевые проволочные соединения, в которых используется пластина из иммерсионного серебра, так что матрица внутри вашего корпуса соединяется проволокой с пластиной из иммерсионного серебра, что затем приводит к покрытию серебром свинцового покрытия на готовом компоненте. Удачи, и, надеюсь, это прольет свет на посеребренные лиды.
Вице-президент по инженерным службам
STI Electronics Inc.
Марк Т. МакМин является вице-президентом STI Electronics Inc. по инженерным службам. Он курирует повседневную деятельность инженерно-технического подразделения STI. Он имеет более чем 18-летний опыт в производстве и проектировании печатных плат.
И серебро, и золото могут вызвать охрупчивание паяных соединений 63Sn/37Pb. Обычно для этого концентрация серебра или золота в паяном соединении должна достигать более 3% по весу, но были обнаружены отказы при более низких концентрациях. Пожалуйста, обратитесь к этому блогу IPC для получения дополнительной информации. https://blog.ipc.org/2009/04/20/золото-золото-серебро-с-охрупчиванием-припоя-соединений/
Полевые приложения
Сборка FCT
Тони работает в электронной промышленности с 1994 года. Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
Он проработал 5 лет инженером-технологом на предприятии по производству печатных плат. С 1999 года Тони работал в компании FCT в качестве руководителя лаборатории, руководителя предприятия, а в последнее время — инженера по эксплуатации. Он имеет большой опыт проведения исследований и разработок, контроля качества и технического обслуживания продуктов, используемых для производства и сборки печатных плат. Он держит B.S. и М.Б.С. степени в области химии.
Ag3Sn будут образовываться в паяном соединении и охрупчиваться подобно AuSn4, но маловероятно, что весовой процент, необходимый для возникновения проблемы, возникнет. Использование посеребренных устройств является обычным явлением и не подвергается предварительному лужению для удаления покрытия с поверхности.
Президент
S T и S Тестирование и анализ
Джеральд О’Брайен является председателем ANSI J-STD 003 и сопредседателем комитета IPC 4-14 по отделке поверхности. Он является ключевым членом комитетов ANSI J-STD 002 и 311 G. Эксперт по обработке поверхности, проблемам пайки и анализу отказов в области печатных плат, печатных плат и компонентов.
Он является ключевым членом комитетов ANSI J-STD 002 и 311 G. Эксперт по обработке поверхности, проблемам пайки и анализу отказов в области печатных плат, печатных плат и компонентов.
Насколько я понимаю, серебро перейдет в раствор и не будет проблемой для прочности соединения. Однако на открытое серебро будет влиять среда, в которой оно находится. Серебро быстро окисляется в присутствии серы и становится черным.
Мы видели посеребренные выводы более 40 лет назад на микросхемах TI, и в конечном итоге посеребрение отслоилось от выводов, оставив основной материал открытым. Во-вторых, мы также столкнулись с миграцией серебра, что привело к короткому замыканию между выводами компонентов. Вот почему мы прекратили использование посеребренных выводов компонентов.
Вице-президент, технический директор
Корпорация EPTAC
В корпорации EPTAC г-н Ламберт курирует содержание предлагаемых курсов, программ сертификации IPC и предоставляет клиентам экспертные консультации в области производства электроники, включая RoHS/WEEE и бессвинцовые проблемы. Лео также является генеральным председателем IPC комитета Ассамблеи/процесса присоединения.
Лео также является генеральным председателем IPC комитета Ассамблеи/процесса присоединения.
Небольшое количество серебра в компоненте не вызовет проблем с металлографической надежностью паяного соединения. Однако выщелачивание серебра может ослабить поверхность раздела между свинцом компонента и объемным припоем.
Директор по разработке новых продуктов
Metallic Resources, Inc
Дэвид Бао имеет более чем пятнадцатилетний опыт разработки новой паяльной пасты, флюсов для пайки волной припоя и других расходных материалов для поверхностного монтажа. В настоящее время он является директором по разработке новых продуктов в Metallic Resources Inc. Он получил степень доктора философии. по химии в Университете штата Оклахома.
Может ли серебро вызывать охрупчивание припоя?
|


 Что вы думаете об этом?
Что вы думаете об этом? Это никель, который очень распространен?
Это никель, который очень распространен? В любом случае, вы должны знать, что находится под ним, и убедиться, что используемый вами флюс совместим с ним.
В любом случае, вы должны знать, что находится под ним, и убедиться, что используемый вами флюс совместим с ним. Контуры – водные или паровые?
Контуры – водные или паровые? Сравнение бессвинцовых сплавов олово-серебро-медь
Аннотация. Поскольку электронная промышленность начинает сосредотачиваться на семействе сплавов олово-серебро-медь в качестве жизнеспособной замены оловянно-свинцовым припоям, необходимо провести исследование, чтобы определить, подходит ли какой-либо конкретный сплав для самого широкого спектра применений. Семейство сплавов олово-серебро-медь в последние годы получило много положительных отзывов от различных отраслевых консорциумов и организаций, и большинство производителей планируют внедрить один из этих сплавов. Однако, поскольку в семействе олово-серебро-медь существует несколько различных составов сплавов, необходима справочная информация, чтобы определить, какой сплав лучше всего подходит для самого широкого диапазона применений.
Поскольку электронная промышленность начинает сосредотачиваться на семействе сплавов олово-серебро-медь в качестве жизнеспособной замены оловянно-свинцовым припоям, необходимо провести исследование, чтобы определить, подходит ли какой-либо конкретный сплав для самого широкого спектра применений. Семейство сплавов олово-серебро-медь в последние годы получило много положительных отзывов от различных отраслевых консорциумов и организаций, и большинство производителей планируют внедрить один из этих сплавов. Однако, поскольку в семействе олово-серебро-медь существует несколько различных составов сплавов, необходима справочная информация, чтобы определить, какой сплав лучше всего подходит для самого широкого диапазона применений.
Введение. Неизбежно, что свинец будет исключен из большей части сборки электроники. Неважно, будет ли это результатом законодательства, маркетингового давления или торговых барьеров де-факто. Единственным важным аспектом этой проблемы является то, что она реальна и что она появится в ближайшие несколько лет. Поэтому производители электроники должны знать о доступных им припоях и о том, что не все сплавы, в том числе принадлежащие к одному семейству, имеют одинаковые характеристики.
Поэтому производители электроники должны знать о доступных им припоях и о том, что не все сплавы, в том числе принадлежащие к одному семейству, имеют одинаковые характеристики.
Основываясь на последних разработках в отрасли, кажется, что выбор бессвинцовых сплавов-кандидатов для замены оловянно-свинцового сплава для сборки электроники сужается. Несмотря на запутанную ситуацию с патентами и постоянные вопросы о надежности, семейство сплавов олово-серебро-медь в последние годы получило много положительных отзывов от различных отраслевых консорциумов и организаций, и большинство производителей планируют внедрить один из этих сплавов. i В целом это семейство сплавов демонстрирует относительно низкие температуры плавления, хорошие характеристики надежности и, в зависимости от точного состава, приемлемую стоимость. Однако, поскольку в семействе олово-серебро-медь существует несколько различных составов сплавов, необходима справочная информация, чтобы определить, какой сплав лучше всего подходит для самого широкого диапазона применений.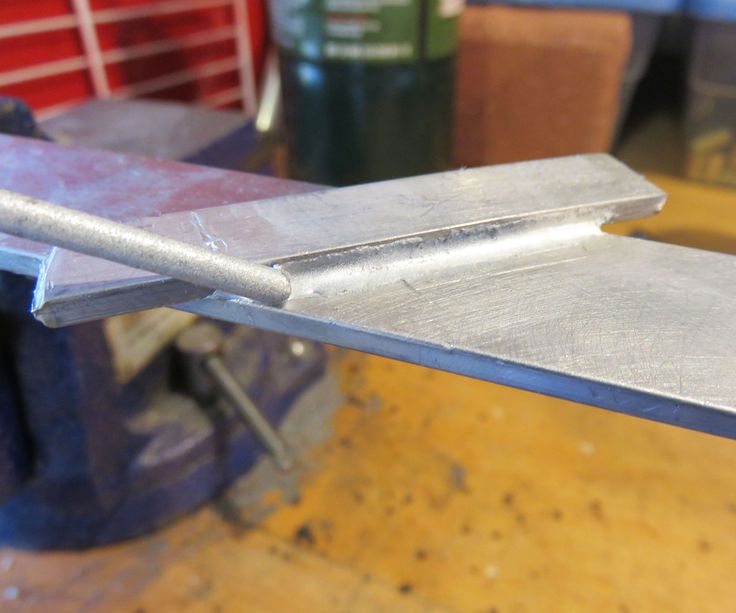
Также следует отметить, что эти (иногда номинальные) различные составы сплавов сбивают с толку промышленность и создают кошмар для производителей припоев и конечных пользователей. Результатом является более высокая стоимость для отрасли. Выбор бессвинцового сплава по умолчанию приносит пользу всей цепочке поставок. Это особенно верно для поставщиков EMS, которые могут быть вынуждены хранить несколько сплавов в зависимости от требований своих клиентов.
Сравнение оловянно-серебряно-медных сплавов. Испытанные сплавы являются наиболее перспективными и популярными из сплавов олово-серебро-медь: Sn96,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5. Кроме того, сплав Sn96,2/Ag2,5/Cu0,8/Sb0,5 в некоторых случаях используется в качестве альтернативы с низким содержанием серебра для сравнительных целей. Этот документ предназначен для предоставления базовой информации об этих сплавах , необходимой для справедливого сравнения друг с другом. Методологии объективных испытаний использовались для представления ключевых критериев перехода на бессвинцовую сборку электроники. В этом исследовании рассматриваются вопросы, которые затронут самый широкий круг пользователей этих сплавов. В сравнение включены доступность, стоимость, печать паяльной пасты, плавление, смачивание, пайка волной припоя, термическая усталость и характеристики надежности паяного соединения. Конечно, отдельным компаниям рекомендуется проводить дополнительные испытания, чтобы определить пригодность этих сплавов для их конкретных деталей, процессов и приложений.
В этом исследовании рассматриваются вопросы, которые затронут самый широкий круг пользователей этих сплавов. В сравнение включены доступность, стоимость, печать паяльной пасты, плавление, смачивание, пайка волной припоя, термическая усталость и характеристики надежности паяного соединения. Конечно, отдельным компаниям рекомендуется проводить дополнительные испытания, чтобы определить пригодность этих сплавов для их конкретных деталей, процессов и приложений.
Допуски на элементы из бессвинцового сплава. Следует отметить, что припои имеют приемлемый допуск для каждого элемента компонента. Согласно IPC-J-STD-006, элементы, составляющие до 5 % сплава, могут отличаться на ± 0,2 %, в то время как элементы, составляющие более 5 % сплава, могут отличаться до ± 0,5 %.
Например, сплав Sn63/Pb37 может содержать от 62,5 до 63,5 % олова и от 36,5 до 37,5 % свинца. Сплав Sn62/Pb36/Ag2 может содержать от 61,5% до 62,5% олова, от 35,5% до 36,5% свинца и от 1,8% до 2,2% серебра.
Ниже приведена таблица различных составов припоев, не содержащих свинца, и возможных диапазонов элементов. Это предназначено для демонстрации вероятности потенциального перекрытия сплава, даже если указан «уникальный» сплав. Эта информация относится к отраслевым стандартам допусков сплавов, а не к какому-либо конкретному поставщику.
Это предназначено для демонстрации вероятности потенциального перекрытия сплава, даже если указан «уникальный» сплав. Эта информация относится к отраслевым стандартам допусков сплавов, а не к какому-либо конкретному поставщику.
| Сплав | Диапазон сплава |
| Sn96,5/Ag3,0/Cu0,5 | Sn96,0–97,0/Ag2,8–3,2/Cu0,3–0,7 |
| Sn95,5/Ag3,8/Cu0,7 | Sn95,0–96,0/Ag3,6–4,0/Cu0,5–0,9 |
| Sn95,5/Ag4,0/Cu0,5 | Sn95,0–96,0/Ag3,8–4,2/Cu0,3–0,7 |
Наличие сплава и патентная защита. Для промышленности желательно найти широко доступный сплав. Поэтому запатентованные сплавы считаются нежелательными. Однако вопрос не так прост, как кажется. Производителям следует учитывать, что лицензии на некоторые запатентованные сплавы предоставлены нескольким производителям по всему миру и широко доступны. И наоборот, некоторые припои, которые кажутся незапатентованными, могут не быть полностью свободными от патентной защиты.
И наоборот, некоторые припои, которые кажутся незапатентованными, могут не быть полностью свободными от патентной защиты.
Проблема патентов на сплавы является сложной, поскольку в разных частях мира патентуются различные составы сплавов. Кроме того, многие не понимают, что большинство патентов на сплавы охватывают не только сплав в форме припоя, но и готовые паяные соединения.
Такие сплавы, как Sn95,5/Ag4,0/Cu0,5 и Sn95,5/Ag3,8/Cu0,7, были рекомендованы для промышленности США, несмотря на то, что паяные соединения, изготовленные из этих сплавов, могут нарушать патенты. Во-первых, эти сплавы запатентованы в Японии, что ограничивает экспорт продукции, изготовленной из этих сплавов. ii Также возможно, что использование этих сплавов может нарушить патент США Университета штата Айова № 5527628. Хотя эти сплавы не подпадают под действие этого патента, он распространяется на те же сплавы с содержанием меди от 1,0 до 4,0 процентов. В заявке на этот патент указано, что патент распространяется даже на готовое паяное соединение. Следовательно, если один из этих незапатентованных сплавов используется и во время производства сплав «подхватывает» медь (что обычно происходит) и образует интерметаллид, содержащий элементы, подпадающие под действие патента Университета штата Айова, производитель нарушил этот патент. . Хотя это будет сложно обеспечить, производители должны знать о возможности нарушения патентных прав.
Следовательно, если один из этих незапатентованных сплавов используется и во время производства сплав «подхватывает» медь (что обычно происходит) и образует интерметаллид, содержащий элементы, подпадающие под действие патента Университета штата Айова, производитель нарушил этот патент. . Хотя это будет сложно обеспечить, производители должны знать о возможности нарушения патентных прав.
Ниже приведен список основных патентов на сплавы олова, серебра и меди:
| Alloy Elemental Range | Патент № | Патентообладатель | Географический охват |
| Sn/Ag3,5-7,7/Cu1-4/Bi0-10/Zn0-1 | 5527628 | Университет штата Айова. | США |
| Sn/Ag0,05-3/Cu0,5-6 | Н/Д | Энгельхард и Оати | (срок действия патента истек) |
| Sn/Ag1,5-3,5/Cu0,2-2/Sb0,2-2 | 5405577 | АИМ, Инк. | США и Япония |
| Sn/Ag3-5/Cu0,5-3/Sb0-5 | 05-050286 | Сенджу | Япония |
Сравнение стоимости металлов. Как показано ниже, серебро является элементом затрат в сплавах олово-серебро-медь. Разница в стоимости необработанных металлов, составляющих Sn95,5/Ag3,0/Cu0,5, по сравнению с Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5 — 1,43 доллара США/1,30 евро и 1,13 доллара США/1,03 евро за килограмм соответственно. Это может привести к значительной разнице в стоимости операций пайки волной и ручной пайки, поскольку стоимость металлов является ключевым фактором, влияющим на конечную стоимость пруткового и проволочного припоя, а также может влиять на цены на паяльные пасты марки SMT. Как и в случае с другими исследованиями затрат iii , в целях сравнения включен сплав Sn96,2/Ag2,5/Cu0,8/Sb0,5, который является наименее дорогим из сплавов на основе олова, серебра и меди и демонстрирует еще более снижения затрат по сравнению со сплавами с высоким содержанием серебра. Также для целей сравнения включена стоимость металлов для Sn62/Pb36/Ag2 и Sn63/Pb37, каждый из которых значительно дешевле, чем обсуждаемые бессвинцовые сплавы.
Также для целей сравнения включена стоимость металлов для Sn62/Pb36/Ag2 и Sn63/Pb37, каждый из которых значительно дешевле, чем обсуждаемые бессвинцовые сплавы.
| Сплав | Цена за кг iv |
| Sn95,5/Ag4,0/Cu0,5 | 10,73 доллара США / 9,12 евро |
| Sn95,5/Ag3,8/Cu0,7 | 10,44 долларов США / 8,87 евро |
| Sn96,5/Ag3,0/Cu0,5 | 9,33 доллара США / 7,93 евро |
| Sn96.2/Ag2.5/Cu0.8/Sb0.5 | 8,59 долларов США / 7,30 евро |
| Sn62/Pb36/Ag2 | 6,36 долларов США / 5,41 евро |
Сравнение печати паяльной пасты. Хотя предыдущие испытания показали небольшие различия между печатью бессвинцовыми и оловянно-свинцовыми припоями и , полезно доказать сходство окон процесса печати конкретных бессвинцовых припойных паст, так как это является ключевым фактором при определении технологические окна и простота использования различных сплавов. Было проведено тестирование, чтобы имитировать производственные требования, чтобы определить окна процесса печати Sn9.сплавы 5,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5. Каждый сплав был соединен с одним и тем же химическим составом безотмывочного пастообразного флюса с одинаковым содержанием металла, микронным размером порошка и вязкостью.
Было проведено тестирование, чтобы имитировать производственные требования, чтобы определить окна процесса печати Sn9.сплавы 5,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5. Каждый сплав был соединен с одним и тем же химическим составом безотмывочного пастообразного флюса с одинаковым содержанием металла, микронным размером порошка и вязкостью.
Как видно на изображениях справа, наблюдается очень небольшая разница в печати подушечек с зазорами 12 мил при использовании любого из этих сплавов. Все они демонстрируют хорошее заполнение апертуры, хорошо сформированные отпечатки и устойчивы к перемычкам.
Чтобы подтвердить вышеприведенные результаты, квадратные контактные площадки с зазорами в 10 мил были напечатаны с использованием каждого из трех сплавов на печатной плате, на которую не была нанесена паяльная маска. И снова результаты печати были очень похожими, и все они показали хорошее заполнение апертуры, хорошо сформированные отпечатки и устойчивость к образованию мостиков.
Кроме того, при последующем длительном тестировании каждая из этих паст показала одинаковые результаты. vi Используемое тестирование проводилось в течение нескольких часов и показало, что пригодность для печати с мелким шагом, время паузы до печати, срок службы прилипания и влияние времени на смачивание припоем были приемлемыми для каждой из этих паст. Таким образом, можно предположить, что каждый из сплавов олова/серебра/меди предоставит производителям такое же окно процесса печати, что и сплавы олова/свинца.
Следует отметить, что успешные характеристики печати бессвинцовой припойной пастой зависят от решенности производителя пасты своих проблем с плотностью припоя. Бессвинцовые сплавы значительно менее плотны, чем олово/свинец; в некоторых случаях до 17%. Если наблюдается значительная разница в характеристиках печати бессвинцовой паяльной пасты по сравнению с эквивалентной оловянно-свинцовой пастой, это может быть связано с содержанием металла или химическим составом флюса в используемой пасте. Обычно это проявляется в том, что паяльная паста выглядит очень густой и ее трудно печатать со стандартными настройками давления ракеля.
Обычно это проявляется в том, что паяльная паста выглядит очень густой и ее трудно печатать со стандартными настройками давления ракеля.
Точки плавления. Испытание ДСК использовалось для определения температуры плавления испытанных сплавов. Как показано на диаграммах ДСК ниже, температуры плавления испытанных сплавов находятся в диапазоне от 218 до 220 ° C при испытании со скоростью 2 ° C в секунду, с плавлением Sn96,5 / Ag3,0 / Cu0,5 при 219,77 ° C, Sn95 .5/Ag3,8/Cu0,7 при 218,78°C и Sn95,5/Ag4,0/Cu0,5 при 220,23°C. При тестировании со скоростью 10 °C в секунду температуры плавления сплавов оставались одинаковыми, разница между сплавами составляла менее 2 °C.
Смачивание. Как правило, бессвинцовые припои не так хорошо смачиваются, как оловянно-свинцовые припои. Это также относится к семейству олово-серебро-медь. Однако возможно, что разные сплавы олова, серебра и меди будут иметь разные характеристики смачивания. Чтобы определить способность этих сплавов к смачиванию, были проведены испытания баланса смачивания и испытания на растекание.
Проверка баланса смачивания. При проверке баланса смачивания динамическая сила смачивания сплава измеряется и отображается в виде графика в зависимости от времени, необходимого для достижения смачивания. При работе смачивающих весов образец подвешивается на чувствительных весах и погружается по ребру с заданной и контролируемой скоростью и на заданную глубину в расплавленный припой, поддерживаемый при контролируемой температуре. В результате взаимодействия между расплавленным сплавом и отделкой плиты смоченный образец подвергается воздействию изменяющихся во времени вертикальных сил плавучести и направленных вниз сил поверхностного натяжения. Силы обнаруживаются преобразователем и преобразуются в электрический сигнал, который, в свою очередь, записывается системой сбора данных в компьютере.
Как показано выше, кривые смачивания из предыдущих испытаний демонстрируют превосходство сплавов олова, серебра и меди с низким содержанием серебра в отношении времени и силы смачивания при использовании с различными типами флюсов. Однако следует отметить, что результаты указывают на относительное сходство между всеми этими сплавами.
Однако следует отметить, что результаты указывают на относительное сходство между всеми этими сплавами.
Чтобы подтвердить вышеизложенное, было проведено тестирование глобулярного баланса смачивания Sn96,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0. 5 сплавов. Как показано на графиках справа, время и сила смачивания снова оказались одинаковыми для каждого из этих сплавов.
Тестирование распространения. Испытание на спред было выполнено как средство для измерения смачивающей способности испытанных сплавов. Рисунки ниже были сделаны с использованием сплавов Sn95,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5, соединенных с одним и тем же пастообразным флюсом noclean. химия. Материал прокладки был золото поверх никеля, и сборки нагревались в конвекционной печи для оплавления без использования азота. Как видно на следующей странице, каждая паяльная паста достигла полного распределения по всем четырем краям каждой контактной площадки.
Кроме того, были проведены тесты на растекание тестовых купонов, нагретых на горячей плите. Хотя это может быть трудно различить по изображениям на следующей странице, разброс для каждого образца был практически идентичен, и каждый из них считался находящимся в приемлемом диапазоне в соответствии с требованиями испытаний IPC.
Хотя это может быть трудно различить по изображениям на следующей странице, разброс для каждого образца был практически идентичен, и каждый из них считался находящимся в приемлемом диапазоне в соответствии с требованиями испытаний IPC.
Судя по результатам испытаний на смачивание и растекание, представленных здесь, производители могут ожидать одинакового смачивания каждым из сплавов олова, серебра и меди, при этом возможно несколько лучшее смачивание сплавов с меньшим содержанием серебра.
Рекомендации по бессвинцовой пайке волной припоя. Хотя при обсуждении бессвинцовой пайки может возникнуть соблазн сосредоточиться исключительно на SMT-приложениях, следует помнить, что пайка волной припоя продолжает оставаться жизнеспособной и популярной технологией. Поскольку бессвинцовая пайка волной припоя становится все более распространенной, возникают вопросы о растворении меди в бессвинцовых сплавах и о возможности дополнительного обслуживания припойной ванны.
В стандартном волновом электролизере Sn63/Pb37 по мере накопления примесей, таких как медь, они образуют интерметаллиды с оловом. Эти интерметаллические отложения можно систематически удалять, снижая температуру припойной ванны до 188 °C (370 °F) и оставляя ее в покое на > 8 часов. Плотность интерметаллида Cu6Sn5 составляет 8,28, тогда как плотность Sn63/Pb37 составляет 8,80, что позволяет большей части Cu6Sn5 всплывать на поверхность электролизера после нескольких часов охлаждения. После этого верхнюю часть горшка можно снять и добавить новый припой, чтобы поднять уровень. Обычно это поддерживает уровень меди ниже 0,3% и может поддерживать уровень меди в диапазоне 0,15%. Это простое гравиметрическое разделение Cu6Sn5.
Однако плотность сплавов олово-серебро-медь составляет приблизительно всего 7,4. Таким образом, интерметаллиды Cu6Sn5 не всплывают и легко удаляются, как в Sn63/Pb37, а интерметаллиды тонут и рассеиваются в бессвинцовом сплаве в котле. Конечным результатом этого является накопление меди в горшке. Это также относится к сплаву Sn99,3/Cu0,7, плотность которого аналогична плотности сплавов олово-серебро-медь.
Это также относится к сплаву Sn99,3/Cu0,7, плотность которого аналогична плотности сплавов олово-серебро-медь.
Результатом и самой большой проблемой вышеизложенного является то, что может потребоваться более частая очистка припойных ванн, что приводит к полной замене волновой ванны. Спецификация отвала электролизера, скорее всего, будет около 1,55% меди, так как выше этой точки сплав становится вялым, а при 1,9до 2 % в котле начинают выпадать осадки, что может привести к повреждению волновых насосов и дефлекторов. Следует обратить внимание на этот вопрос при использовании бессвинцовой пайки волной припоя.
Проверка надежности паяных соединений. По уважительной причине вопрос надежности паяных соединений очень волнует потенциальных пользователей бессвинцовых сплавов. Как сборка выживет после пайки сплавом олово-серебро-медь, необходимо определить до внедрения сплава в производство.
Следует также понимать, что надежность паяного соединения зависит от нескольких факторов, помимо сплава припоя, включая геометрию паяного соединения, степень усталости и чистоту поверхности припоя. Кроме того, было доказано, что усталостная прочность сплава олово-серебро-медь превосходит олово/свинец при определенных условиях испытаний, но уступает при других условиях. Пока механизмы отказа систем сплава олова, серебра и меди не будут лучше поняты, рекомендуется проводить ускоренные испытания, которые максимально точно имитируют условия эксплуатации рассматриваемой сборки.
Кроме того, было доказано, что усталостная прочность сплава олово-серебро-медь превосходит олово/свинец при определенных условиях испытаний, но уступает при других условиях. Пока механизмы отказа систем сплава олова, серебра и меди не будут лучше поняты, рекомендуется проводить ускоренные испытания, которые максимально точно имитируют условия эксплуатации рассматриваемой сборки.
При этом базовая информация о сравнительной надежности для изучаемых сплавов олова/серебра/меди важна как инструмент выбора. Уже опубликовано несколько отчетов, демонстрирующих термическую и механическую надежность этих сплавов. vii, viii Однако для этих сплавов было проведено несколько сравнительных испытаний. Поэтому были проведены следующие тесты, чтобы быстро определить, есть ли явные различия между этими сплавами с точки зрения надежности.
Результаты испытаний на термоциклирование. Тестовые платы были изготовлены с использованием припоев Sn96,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5 в сочетании с тонкой пленкой 1206. резисторы. Затем платы подверглись термоудару от -40° до +125°C в течение 300, 400 и 500 15-минутных циклов. Затем паяные соединения были разрезаны и проверены на наличие трещин.
резисторы. Затем платы подверглись термоудару от -40° до +125°C в течение 300, 400 и 500 15-минутных циклов. Затем паяные соединения были разрезаны и проверены на наличие трещин.
Как показано ниже, ни один из испытанных сплавов не показал трещин при испытании до 500 повторений. Однако следует отметить, что Sn9Сплавы 5,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5 действительно продемонстрировали некоторое изменение зернистой структуры по всему соединению после испытания на термический удар, особенно в последнем случае. Необходимо провести дальнейшие исследования, чтобы определить, может ли это изменение зернистой структуры свидетельствовать о потенциальной проблеме надежности.
Испытание на механическую прочность-изгиб. Тестовые платы были изготовлены с использованием припоев Sn96,5/Ag3,0/Cu0,5, Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5 и прошли испытания на изгиб. . ix Затем паяные соединения были разрезаны и проверены на наличие трещин. Опять же, испытанные сплавы прошли все тестовые требования. Следует отметить, что в сплаве Sn/Cu действительно появились трещины при таком же испытании. x
Следует отметить, что в сплаве Sn/Cu действительно появились трещины при таком же испытании. x
Дополнительное тестирование. Предыдущие испытания показали, что сплавы олова, серебра и меди с высоким содержанием серебра могут страдать от проблем с надежностью из-за больших пластинчатых структур Ag 3 Sn, которые быстро растут в жидкой фазе профиля оплавления перед окончательное затвердевание паяных соединений. xi Это испытание показало, что когда припои Sn95,5/Ag3,8/Cu0,7 и Sn95,5/Ag4,0/Cu0,5 подвергаются медленному охлаждению, большие пластины Ag 3 Sn могут охватывают все поперечное сечение паяных соединений и могут существенно влиять на механическую деформацию паяных соединений при воздействии на них термомеханических напряжений.
На изображении справа Ag3Sn формируется в виде больших пластин, прикрепленных к межфазным интерметаллидам. Это приводит к локализации пластической деформации на границе между Ag 3 Пластины Sn и ограничивающая фаза b-Sn. xii Сообщалось о неблагоприятном воздействии на свойства пластической деформации затвердевшего припоя при наличии больших пластин Ag 3 Sn. xiii Также предполагалось xiv , что серебро отделяется от интерфейса и ослабляет его, “отравляя”. Хрупкий излом усугубляется загрязнением золотом. xv
xii Сообщалось о неблагоприятном воздействии на свойства пластической деформации затвердевшего припоя при наличии больших пластин Ag 3 Sn. xiii Также предполагалось xiv , что серебро отделяется от интерфейса и ослабляет его, “отравляя”. Хрупкий излом усугубляется загрязнением золотом. xv
Исследования показали, что в сплавах олово-серебро-медь с низким содержанием серебра не происходит роста этих пластинчатых структур Ag3Sn независимо от скорости охлаждения. Это говорит о том, что сплавы олово-серебро-медь с низким содержанием серебра могут вызывать меньше проблем с надежностью, чем другие сплавы олово-серебро-медь.
Заключение. Данные из Европы, Северной Америки и Японии показывают, что большая часть электронной промышленности движется к семейству сплавов олово-серебро-медь для бессвинцовой пайки. Однако, как и в случае любого другого процесса, необходимо соблюдать осторожность при выборе наиболее подходящего сплава для широкого спектра применений. Кроме того, необходимо учитывать логистику и экономику выбора конкретного сплава. Как указывалось ранее, серебро является элементом затрат в сплавах олово-серебро-медь. Поскольку испытания, обсуждаемые в этой статье, не показали преимуществ с точки зрения обработки, надежности или доступности для сплавов с высоким содержанием серебра по сравнению со сплавами с низким содержанием серебра, логично использовать менее дорогие из них для всех приложений пайки. Фактически, сплавы с низким содержанием серебра могут иметь меньше патентных проблем, связанных с ними во многих частях мира, а также лучшее смачивание и меньше проблем с надежностью. Как показали предыдущие отчеты, с точки зрения закупок и надежности логично использовать один и тот же сплав для SMT, пайки волной припоя и ручной пайки. xvi Поскольку сплав Sn96,5/Ag3,0/Cu0,5 предоставляет производителям преимущества семейства сплавов олово-серебро-медь, но является менее дорогостоящим, чем другие протестированные сплавы, отдельным компаниям рекомендуется выполнять дальнейшие испытания, чтобы определить жизнеспособность этого сплава с их конкретными деталями, процессами и приложениями.
Кроме того, необходимо учитывать логистику и экономику выбора конкретного сплава. Как указывалось ранее, серебро является элементом затрат в сплавах олово-серебро-медь. Поскольку испытания, обсуждаемые в этой статье, не показали преимуществ с точки зрения обработки, надежности или доступности для сплавов с высоким содержанием серебра по сравнению со сплавами с низким содержанием серебра, логично использовать менее дорогие из них для всех приложений пайки. Фактически, сплавы с низким содержанием серебра могут иметь меньше патентных проблем, связанных с ними во многих частях мира, а также лучшее смачивание и меньше проблем с надежностью. Как показали предыдущие отчеты, с точки зрения закупок и надежности логично использовать один и тот же сплав для SMT, пайки волной припоя и ручной пайки. xvi Поскольку сплав Sn96,5/Ag3,0/Cu0,5 предоставляет производителям преимущества семейства сплавов олово-серебро-медь, но является менее дорогостоящим, чем другие протестированные сплавы, отдельным компаниям рекомендуется выполнять дальнейшие испытания, чтобы определить жизнеспособность этого сплава с их конкретными деталями, процессами и приложениями.
БЛАГОДАРНОСТЬ
Мы хотели бы выразить признательность и поблагодарить Кевина Пиджена, менеджера международной технической поддержки AIM, за подготовку к печати и оплавлению печатных плат.
ССЫЛКИ
i Ниммо, Кей, SOLDERTEC, Tin Technology Ltd. «Вторая европейская дорожная карта по технологии бессвинцовой пайки (февраль 2003 г.) и структура международной дорожной карты по бессвинцовой пайке (декабрь 2002 г.)».
ii Патент корпорации Сенджу № 3027441.
iii Ли, Нин-Ченг, «Бессвинцовая пайка — куда движется мир». Advanced Microelectronics, стр. 29–34, сентябрь/октябрь 1999 г.
6 На основе опубликованной стоимости металлов и обменного курса доллара США к евро на 5 июня 2003 г.
против Уайтман, Ли. «Проблемы и решения по внедрению бессвинцовой пайки». Май 2000 г.
vi Выполнено тестирование AIM 24 Hour – 15 Board Challenge. Свяжитесь с автором для получения полного описания процедуры тестирования.
Свяжитесь с автором для получения полного описания процедуры тестирования.
vii Сон, Джон. «Надежны ли бессвинцовые припои?» Circuits Assembly, июнь 2002 г., с. 31.
viii Кария, Йошихару и Пламбридж, Уильям. «Механические свойства сплава Sn-3,0масс%Ag-0,5масс%Cu». Департамент материаловедения, Открытый университет, Великобритания.
ix Свяжитесь с автором для получения информации о процедурах тестирования.
x Силиг, Карл и Сураски, Дэвид. «Расширенные вопросы материалов и процессов сборки бессвинцовой электроники». Апрель 2001 г.
xi Хендерсон, Дональд и др. «Формирование пластин Ag 3 Sn при затвердевании почти тройных эвтектических сплавов Sn-Ag-Cu».
xii Д. Р. Фрир, Дж. В. Джанг, Дж. К. Лин и К. Чжан. «Бессвинцовые припои для межсоединений Flip-Chip». JOM, том 53, № 6 (июнь 2001 г.).
xiii Ким К.С., Хух С.Х. и Суганума К., «Влияние скорости охлаждения на микроструктуру и свойства при растяжении сплавов Sn-Ag-Cu». Осакский университет, Япония. Август 2002 г.
Осакский университет, Япония. Август 2002 г.
xiv D.R. Фрир и П.Т. Вианко, «Характеристики интерметаллического роста припоев с низкой и высокой температурой плавления», Metall. Транс. А, 25А (1994), стр. 1509–1523.
xv М. Харада и Р. Сато, «Механические характеристики припоя 96,5 Sn/3,5 Ag при микроскреплении», IEEE Trans. на Comp, Hybrids и Manuf. Тех., 13 (4) (1990), стр. 736–742.
xvi Силиг, Карл и Сураски, Дэвид. “Окончательно! Практические рекомендации по успешной бессвинцовой сборке». Материалы АПЕКС 2003.
Авторы
Карл Силиг , вице-президент по технологиям, и Дэвид Сураски , исполнительный вице-президентСплавы для бессвинцового припоя: их свойства и лучшие типы для повседневного использования вокруг так долго, как люди занимались пайкой, с источниками, насчитывающими около 5000 лет. Большинство этих сплавов представляли собой комбинации медь-серебро или серебро-золото и использовались с так называемой твердой пайкой.
 Этот метод до сих пор используется для соединения драгоценных и полудрагоценных металлов. Гораздо более поздней разработкой является пайка электронных компонентов вместе с использованием «мягкой пайки», которая влечет за собой гораздо более низкие температуры.
Этот метод до сих пор используется для соединения драгоценных и полудрагоценных металлов. Гораздо более поздней разработкой является пайка электронных компонентов вместе с использованием «мягкой пайки», которая влечет за собой гораздо более низкие температуры.Ранняя мягкая пайка использовала чистое олово (Sn), но постепенно стали искать сплавы, которые решат такие проблемы, как термоциклирование, ударопрочность, миграция электронов и образование вискеров в сплавах на основе олова. В то время как свинцу (Pb) удалось выполнить эту роль для большинства применений пайки, постепенное прекращение использования свинца в продуктах, а также новые требования к компонентам с все более мелким шагом потребовали разработки новых припоев, которые могут выполнять эту роль.
В этой статье мы рассмотрим широко используемые типы бессвинцовых припоев как для хобби, так и для промышленного использования, а также присадки, которые используются для улучшения их свойств.
В оловянных вещах
Существует веская причина, по которой олово (Sn) так часто используется в мягких припоях и припоях: оно плавится при низких температурах (232°C) и обеспечивает хорошее смачивание (способность течь по поверхности). Pad) свойства в дополнение к его способности хорошо растворяться с большинством металлов. Это последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. На долговечность будет влиять как степень детализации, так и количество (и размер) любых пустот в IMC.
Pad) свойства в дополнение к его способности хорошо растворяться с большинством металлов. Это последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. На долговечность будет влиять как степень детализации, так и количество (и размер) любых пустот в IMC.
Двумя наиболее часто используемыми типами бессвинцовых припоев являются SnAgCu (олово-серебро-медь, также называемый SAC) и SnCu (олово-медь). Сплав SnAgCu с 3 % серебра и 0,5 % меди (SAC305) изначально был одобрен для использования в сборке SMT вместе с рядом других сплавов SAC. Эти другие сплавы представляют собой типы с более высоким содержанием серебра, такие как SAC387 (3,8% Ag) и SAC405 (4% Ag). Эти высшие сплавы серебра являются настоящими эвтектическими сплавами — полностью переходящими из твердого состояния в жидкое при температуре плавления 217°С. Напротив, SAC305 имеет диапазон от 217 до 219. °С.
°С.
Хотя SAC является приемлемым припоем, добавление серебра увеличивает его стоимость. Это побудило промышленность использовать сплавы с низким содержанием серебра (например, SAC0307) или альтернативы, не содержащие серебра, такие как SnCuNi.
Обратно в IMC
Ключ к надежному соединению лежит в качестве принудительного IMC. Он не может быть слишком толстым или слишком зернистым и предпочтительно не должен иметь пустот Киркендалла.
КИМ каждого соединения подвергается различным видам старения и повреждениям:
- термоциклирование
- тепловой удар
- удар при падении
- вибрация
- электромиграция
Из них термоциклирование и тепловой удар связаны, поскольку оба они вызваны температурой окружающей среды. Поскольку соединение подвергается воздействию изменяющихся температур, его отдельные компоненты будут подвергаться тепловому расширению, которое, вероятно, будет неодинаковым для разных материалов. Затем прочность соединения на растяжение определяет, в какой точке результирующая деформация вызовет образование трещины.
Затем прочность соединения на растяжение определяет, в какой точке результирующая деформация вызовет образование трещины.
Обычно при термическом циклировании ИМК подвергается рекристаллизации, что вызывает шероховатость ИМК, что способствует образованию трещин. Исследования показали, что добавление наночастиц La 2 O 3 повышает термическую надежность, в основном за счет ингибирования роста ИМК. Сплавы с высоким содержанием серебра также показывают лучшую термическую надежность. Добавление 0,1% алюминия (Al) к сплавам с низким содержанием серебра также имело такой же эффект, как и добавление Ni, Mn и Bi к сплавам SnAgCu.
Траектория ударной трещины при падении испытательных плат в IMC. Удар при падении и вибрация связаны аналогичным образом, поскольку применяется некоторая механическая деформация, которая может воздействовать на печатную плату, соединение и компонент. Удар при падении, особенно в случае чипов BGA с большим количеством выводов, может привести к значительным повреждениям, проверяя такие свойства, как прочность соединений на сдвиг. Режимы отказа от механической вибрации аналогичны режимам термоциклирования, вызванным постепенным развитием трещин.
Режимы отказа от механической вибрации аналогичны режимам термоциклирования, вызванным постепенным развитием трещин.
Наконец, электромиграция самая коварная из всех, так как не требует никаких внешних воздействий. Конечным эффектом электромиграции является перенос материала внутри соединения и IMC, вызванный постепенным движением ионов по мере того, как импульс передается электронами и диффундирующими атомами металла. Ток в соединении между анодом и катодом вызывает образование полостей. Со временем эти пустоты становятся настолько большими, что в соединении и IMC могут образовываться трещины, пока в конечном итоге соединение не выйдет из строя. При более высоких температурах и токах этот процесс ускоряется.
Предотвращение электромиграции включает регулирование температуры и плотности тока, а также изменение состава и структуры паяного соединения для повышения их устойчивости к электромиграции. Было показано, что добавление кобальта (Co) улучшает устойчивость к электромиграции, как и добавление никеля (Ni) и висмута (Bi), причем последний также снижает температуру плавления сплава. Оба, по-видимому, улучшают устойчивость к электромиграции за счет ингибирования роста IMC, что, по-видимому, является ключевым элементом.
Оба, по-видимому, улучшают устойчивость к электромиграции за счет ингибирования роста IMC, что, по-видимому, является ключевым элементом.
Больше сплава с меньшими затратами
В 70-х, 80-х и большей части 90-х практически вся пайка производилась на относительно больших контактных площадках. Большинство, если не все, связано со сквозной пайкой с использованием корпусов DIP или подобных. Поскольку пайка поверхностным монтажом и использование корпусов меньшего размера, таких как SOIC, TSSOP, QFN и BGA, стали обычным явлением, прочность IMC и ее долговечность стали гораздо более важным вопросом, поскольку контактные площадки становились все меньше и меньше.
Как мы видели ранее, электромиграция является серьезной проблемой, которая наряду с проблемами термической и механической устойчивости будет играть важную роль сейчас и в будущем. Решения этих проблем во многом определят срок службы наших устройств, а также то, будет ли падение нового смартфона простым раздражением или поломка полдюжины крохотных шариков припоя на основном корпусе BGA с шагом 0,2 мм.
Введите SN100C
Рулон из сплава SN100C.Хотя SnCu в качестве сплава не является предпочтительным для пайки, поскольку медь имеет тенденцию образовывать довольно грубый и хрупкий IMC, вариант микросплава, который может конкурировать или превосходить сплавы SnPb и SAC, существует с 90-х годов, когда Nihon Superior разработал SN100C, который является SnCuNiGe. К сожалению, этот сплав до недавнего времени был обременен патентами. Он имеет температуру плавления при 227°C, при этом 0,05% никеля способствует получению блестящего соединения при одновременном снижении эрозии медных площадок. 0,009% Ge способствует смачиванию и препятствует образованию шлака.
Благодаря тому, что этот эвтектический сплав дешевле, чем сплавы SnCuAg, и имеет лучшие свойства, например, после доработки, он представляет собой интересный выбор как для профессионалов, так и для любителей. Поскольку срок действия патента истек (но товарный знак «SN100C» все еще зарегистрирован), многие производители добавили этот сплав в свои каталоги, в том числе Stannol и Felder (Sn100Ni+), что значительно упростило его приобретение.
Материаловедение — это компромиссы
В основе припоев лежит материаловедение, которое по определению является одним из компромиссов. Улучшить одно качество в одной области и ухудшить качество в другой. Мы можем увидеть это, когда рассмотрим использование микролегирования для улучшения механической стабильности IMC, что приводит к ухудшению сопротивления электромиграции и так далее.
Иногда говорят, что мы нашли идеальный припой с припоем 63/37 SnPb, но по мере того, как электроника все больше миниатюризируется, а исследования в области мягких припоев развиваются, мы видим, что появляется ряд требований, которые даже отдаленно не соответствовали требованиям. выпуск еще в 1990-х, но где теперь мы можем применить новые знания для их решения. Чтение научных статей 2005 года по этой теме в сравнении с сегодняшним днем действительно показывает, как далеко мы уже продвинулись.
Одно из самых раздражающих свойств олова — оловянные усы — до сих пор остается одним из самых сложных для полного решения. Хотя свинец (Pb) подавлял развитие и рост оловянных усов, это не было идеальным решением. Такие сплавы, как SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве временного решения.
Хотя свинец (Pb) подавлял развитие и рост оловянных усов, это не было идеальным решением. Такие сплавы, как SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве временного решения.
Создание лучшего сплава
В связи с тем, что такие проблемы, как термоциклирование и прочность на сдвиг постоянно усаживающихся паяных соединений, становятся проблемой, стоит заняться усовершенствованием сплавов, которые мы используем для сборки печатных плат. Если мы сможем сделать сборку из более чем 500 свинцовых корпусов BGA и их надежность в течение 10 с лишним лет ежедневного использования практически гарантией, то это означает меньшее количество электронных отходов, которые необходимо перерабатывать или которые попадают на свалки.
Точно так же становится все более актуальным использование более простых в использовании и более надежных сплавов для любителей. Любители больше не просто втыкают пару микросхем DIP 74-й серии в сквозную плату. Чаще мы видим, что используются QFN, TSSOP и подобные пакеты. Благодаря улучшенному смачиванию и уменьшенному потенциалу образования мостиков новых сплавов это должно сделать жизнь лучше для всех.
Чаще мы видим, что используются QFN, TSSOP и подобные пакеты. Благодаря улучшенному смачиванию и уменьшенному потенциалу образования мостиков новых сплавов это должно сделать жизнь лучше для всех.
Бессвинцовый припой Oatey® Silver для сантехнических проводов
Серебряный бессвинцовый припой Oatey® для сантехнических проводов
Серебряный бессвинцовый припой Oatey® для сантехнических проводов
Бессвинцовый припой Oatey® Silver для сантехнических проводов Silver® Бессвинцовый
Wire Solder — это проволочный припой с содержанием серебра, разработанный для сантехники и водопроводных сетей. Бессвинцовый припой Safe Flo Silver также эффективен для нержавеющей стали, сплавов латуни, сплавов хрома, оцинкованной стали и чугунных труб. Продукция Oatey уже более 100 лет пользуется доверием профессионалов в области сантехники.
Доступен в 3 вариантах
Технические ресурсы (9)
| Подача |
| паспорт безопасности |
| Паспорт безопасности Канады английский |
| SDS Канада Французский |
| Паспорт безопасности испанский |
| Часто задаваемые вопросы |
| Зеленый лист LEED |
| Информация о товаре |
| Информация о товаре |
Основные характеристики
- Сплав меди, висмута, олова и серебра
- 420°F – 460°F диапазон плавления
- Соответствует стандарту ASTM B32 и требованиям Закона о безопасной питьевой воде .
- Разработан для применения в трубопроводах водопроводной/питьевой воды
- 0,117 дюйма, калибр
- Неограниченный срок хранения
- Не рекомендуется использовать на алюминии
Технические характеристики
| Марка: | Оути |
| Диапазон плавления: | 420–460°F |
| Вести: | № |
| Материал: | Металл |
Доступно в 3 вариантах
Фильтр по
Проволочный припой
Бессвинцовый сантехнический припой
1,05 фунта
0,55 фунта.
5,1 фунта
1 фунт
0,5 фунта
5 фунтов
Показаны 3 из 3
Просмотреть
Просмотреть
Просмотреть
Нет доступных результатов
Серебро Бессвинцовое, 95/5 и Быстродействующий припой одобрены для этого применения.
Нет. Oatey не производит припой или флюс для этого применения.
Менее 2%.
Просмотреть еще
Блог Oatey
Какие существуют типы припоя?
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнике – герметичное соединение…
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким или нулевым содержанием свинца. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако самые старые, свинцовые трубы…
Однако самые старые, свинцовые трубы…
Подробнее
Есть вопрос? Спроси Оти!
Бессвинцовый припой Oatey® Silver для сантехнических проводов
Oatey® Silver Бессвинцовый припой для сантехнических проводов
Oatey® Silver Бессвинцовый припой для сантехнических проводов
Предыдущий Следующий
Похоже, вы используете неподдерживаемый браузер.
Если вы в настоящее время используете Internet Explorer, мы рекомендуем вам переключиться на Edge или другой поддерживаемый браузер, чтобы насладиться лучшим опытом, который может предложить Oatey.com.
Подробнее
OK
Руководство по пайке стерлингового серебра (можно ли это сделать?)
Поделись с другими рокхаундами!
Пайка — одна из самых неприятных задач для начинающего ювелира, но она также необходима для создания чего-то более сложного, чем вырезание силуэта. Основная проблема для большинства людей состоит в том, чтобы просто научиться это делать и как исправить проблемы , которые могут возникнуть в процессе.
Основная проблема для большинства людей состоит в том, чтобы просто научиться это делать и как исправить проблемы , которые могут возникнуть в процессе.
Давайте сразу приступим к изучению нашего руководства по пайке стерлингового серебра.
Подробнее: Научитесь ювелирному делу самостоятельно! (С чего начать!)
Прежде чем мы начнем
Прежде чем приступить к пайке, необходимо уяснить несколько ключевых моментов.
- Равномерный нагрев- Обе стороны паяного соединения должны быть нагреты практически до одинаковой температуры, чтобы припой правильно растекался по изделию.
- Припой не заполняет — Серебряный припой не заполняет зазоры, по крайней мере, не более десятой доли миллиметра. Подготовка шва является ключом к созданию бесшовного соединения.
- Остановка и устранение неисправностей- : Если ваша операция пайки не работает… не хватайте горелку и не пробуйте снова.
 Потратьте некоторое время, чтобы понять, в чем проблема. Ниже мы прикрепим удобный небольшой список устранения неполадок.
Потратьте некоторое время, чтобы понять, в чем проблема. Ниже мы прикрепим удобный небольшой список устранения неполадок.
Во время пайки также не следует надевать средства индивидуальной защиты. Это включает в себя защитные очки, фартук и какой-то способ уменьшить испарения. Небольшие операции можно проводить с открытым окном, но большие части могут выделять значительное количество дыма.
Респиратор также подойдет, если вы не можете установить вытяжной шкаф.
То, что вам нужно
Просто добавьте серебра! Также обратите внимание на импровизированную печь из огнеупорного кирпича на случай, если мне понадобится больше тепла.Для начала вам понадобится несколько вещей.
- A Torch
- Cross-lock Tweezers or Pliers
- A Soldering Surface (firebrick, honeycomb, charcoal block, etc.)
- Silver Solder
- Flux
- A банка или миска с водой для тушения
- Вторая банка или миска с травильным раствором
Этого достаточно, но я также рекомендую держать поблизости абразивный материал, например, наждачную бумагу. Если вы используете плитку в качестве основания для своей паяльной станции (а вы должны это делать, если только вы не работаете на стальной скамье), вы можете приклеить немного наждачной бумаги к одному из углов.
Если вы используете плитку в качестве основания для своей паяльной станции (а вы должны это делать, если только вы не работаете на стальной скамье), вы можете приклеить немного наждачной бумаги к одному из углов.
Если вы не хотите, чтобы в вашей мастерской использовались более сильные кислоты, раствор белого уксуса/соли подойдет как рассол. Большинство людей добавляют 1 столовую ложку соли на стакан уксуса, я просто нагреваю уксус в микроволновой печи и добавляю соль, пока раствор не станет насыщенным.
Это дает вам доступ к абразивной плоской поверхности, которая очень поможет вам при пайке.
Выбор серебряного припоя
При покупке серебряного припоя у вас есть несколько вариантов. Лист, стружка и проволока — это один и тот же материал, только производимый в разных формах. Лист, пожалуй, проще всего хранить, но вместо этого я держу под рукой проволоку.
Вы можете минимально работать с припоем. Например, я забиваю плоские части проволоки припоя перед тем, как отрезать ее, чтобы создать обычные стружки вместо круглых сегментов, которые могут катиться во флюсе по мере его нагрева.
Пастообразный припой содержит флюс, и на самом деле это моя любимая форма припоя, но у него есть два больших недостатка.
- Паста для припоя не подходит для очень длинных соединений, таких как большая рамка , прикрепленная к задней панели.
- Пастообразный припой выделяет более неприятные испарения, чем стандартный припой.
Если вы выберете пасту, вам нужно знать еще об одном: кадмий по-прежнему входит в состав пасты от некоторых надежных поставщиков. Кадмий — неприятная штука, и он может отравить вас остро или при длительном воздействии. Результаты в любом случае неприятны и могут закончить вашу жизнь.
Просто убедитесь, что любой припой, который вы покупаете, не содержит кадмия, но паста — единственная форма, в которой он все еще содержится в редких случаях.
Обычный оловянный припой, который вы видите в хозяйственных магазинах, более чем бесполезен. На самом деле это вызовет гальваническую коррозию, и деталь выйдет из строя в течение нескольких лет. Это тип припоя, о котором большинство людей думают в первую очередь, поэтому не попадайтесь в эту ловушку.
Это тип припоя, о котором большинство людей думают в первую очередь, поэтому не попадайтесь в эту ловушку.
Оловянный припой также является причиной, по которой люди склонны думать, что припой заполняет щели.
Вам также необходимо получить правильную «твердость» припоя.
Рекомендую для начала подобрать набор, подобный этому.
Рекомендуется
Ассортимент проводов для серебряного припоя (легкий, средний и твердый припой)
Проверить текущую цену
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку без каких-либо дополнительных затрат для вас.
Скажу откровенно: я не использую средний припой. Всегда. Моя работа построена полностью с использованием твердого припоя, за которым следует легкая пайка для окончательной подгонки, такой как переходные кольца и закрепки драгоценных камней. При хорошем контроле температуры вы обычно можете паять прямо поверх другого жесткого соединения. Тем не менее, требуется много времени, чтобы разработать такой контроль тепла.
Как правило, при сборке детали рекомендуется использовать каждую марку припоя в порядке уменьшения.
Например:
- Припаяйте полосу лицевой панели, чтобы соединить ее в единое целое.
- Средний припой для крепления задней панели к лицевой панели.
- Простой припой для крепления дужки.
Продолжайте действовать таким образом, пока не поймете, что делаете.
Фактический процесс
Понимание данного процесса необходимо для получения хорошего соединения и возможности повторно выполнить успешные операции.
Вкратце, мы делаем следующее:
- На стык металла наносится флюс и припой
- Наносится горелка
- Флюс нагревается, плавится и создает защитный барьер, который препятствует образованию оксидов.
- Металл продолжает нагреваться, открывая поры на поверхности металла.
 Обе стороны должны быть нагреты, иначе операция не удастся.
Обе стороны должны быть нагреты, иначе операция не удастся. - Когда припой достигает температуры текучести, он плавится, покрывая область, где присутствует расплавленный флюс.
- Припой проникает в поры металла при растекании, а также растекается по стыку.
- При охлаждении припой остается на обеих сторонах металла и соединения, создавая очень прочное соединение.
Это немного сложнее, чем «расплавить это вещество, чтобы оно прилипло к обоим кускам металла». Поверьте мне в этом: чем больше вы знаете об операции, тем меньше проблем у вас будет.
Как паять серебро
Пайка состоит из нескольких этапов, и все они потенциально могут вызвать проблемы в дальнейшем. Я разобью для вас весь процесс на несколько шагов.
Шаг 1. Подготовка к пайке
Ваша настройка очень важна. Не просто собирайте вещи небрежно и называйте это хорошим. Это отличный способ собрать простую деталь за десять попыток… если она вообще когда-нибудь получится.
Это отличный способ собрать простую деталь за десять попыток… если она вообще когда-нибудь получится.
Все детали должны быть на 100 % заподлицо с обеих сторон соединения.
Это может означать шлифовку и шлифовку детали. Общее правило: используйте направляющую для угловых соединений (например, соединение двух серебряных пластин под углом 45°) и отшлифуйте все плоские поверхности. Используйте шаблон в виде восьмерки для плоской шлифовки, так как это уменьшает проблемы с давлением, вызывающим неровную поверхность. Сначала это будет казаться немного неестественным, но вы к этому привыкнете, и это позволит вам выпрямлять поверхности, не обращая особого внимания.
Оттуда вам может понадобиться или не понадобиться использовать зажимы для удержания вещей. Существуют титановые полоски, которые можно превратить в специальные зажимы и зажимы, но большинство людей просто используют свой пинцет с крестообразным замком и, возможно, случайный кусок проволоки.
Рекомендуется
Титановые зажимы для пайки
Проверить текущую цену
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
При использовании вязальной проволоки будьте осторожны с тем, что вы используете. Медь/латунь спаивается с серебром без проблем, нержавеющая сталь можно припаять к серебром, но это менее вероятно вызовет проблемы. Вы могли бы использовать титановую проволоку, но в этом случае я бы просто предложил вышеупомянутые полоски.
Мой совет, если вы используете проволоку, держите ее подальше от области, которая будет флюсоваться и припаиваться.
Вам не нужно давление на соединение, вам просто нужно, чтобы все было заподлицо.
Не волнуйтесь, если вы получите монстра в стиле Руба Голдберга. Пока он держится вместе и вы можете поместить его в банку для закалки, все будет в порядке.
Одна вещь, которую вы должны учитывать, это тепловая мощность вашей горелки и настройки. Пайка, особенно твердым припоем, требует большого количества тепла.
Шаг 2. Установка припоя
На этом этапе вам нужно установить припой.
Хотел бы я сказать вам, что есть лучшая система, чем определение количества необходимого припоя на глаз, но я еще не придумал и не нашел ее. Слишком мало припоя означает отсутствие стыка, слишком много — больше чистоты. В конце концов вы найдете это милое место Златовласки посередине.
Пастообразный припой: нанесите его небольшими каплями пасты или тонкой линией.
Для проволочного, листового или чипового припоя необходимо выполнить настройку. Проволочный припой проще всего использовать, когда его отбивают молотком и отрезают от него. Листовой припой следует разрезать на мелкие кусочки. Я предпочитаю оставлять 1-2 мм с каждой стороны, но можно использовать и более крупные чипы.
С помощью пинцета аккуратно поместите чипы припоя рядом с соединением. В идеале они должны касаться обеих сторон, но если вы все сделаете правильно, выделяющееся тепло все равно будет «засасывать» припой, пока он находится достаточно близко к стыку.
Дважды и трижды проверьте, как все устроено. Первый раз самый простой, и все будет немного сложнее, если вам придется устранять неполадки позже.
Первый раз самый простой, и все будет немного сложнее, если вам придется устранять неполадки позже.
Это требует времени. Когда я начинал заниматься кузнечным делом, я часто называл паяные соединения «достаточно хорошими», а затем раздражался, что они не работают. Мне казалось, что пайка должна быть небольшой частью всего процесса, а настройка еще меньше.
Я был очень, очень не прав.
В наши дни я нередко трачу десять минут на настройку базовой операции пайки. Пойми правильно до вы зажигаете свой факел.
Шаг 3. Обжиг
Серебряный шов на задней стороне изделия заливается припоем для создания соединения.Включите горелку и нагревайте металл до тех пор, пока не потечет припой, затем дайте ему остыть до черной температуры и погасите его.
Что… звучит достаточно просто, но инструкции недостаточно.
Прежде всего: ваш факел никогда не должен останавливаться. Всегда.
При работе с серебром и медью горелка должна находиться в постоянном движении, так как необходимо, чтобы тепло распределялось по металлу. Круги или назад и вперед являются обычными, которые я использую, просто зависит от того, в какой руке я держу факел.
Круги или назад и вперед являются обычными, которые я использую, просто зависит от того, в какой руке я держу факел.
Весь кусок нужно нагреть до нужной температуры. Это зависит от используемого припоя, но в целом:
- Твердый припой- Металл будет ярко-оранжевым/желтым и очень близок к температуре плавления.
- Средний припой- Тусклый оранжевый – обычная точка текучести для среднего припоя.
Все зависит от освещения, а определение температуры металла визуально займет время. Приведенные выше рекомендации помогут вам в большинстве случаев оказаться в нужном месте.
По мере нагревания металла флюс будет течь. Иногда это может привести к смещению чипов или кусочков припоя, поэтому будьте внимательны. Выключение пламени может быть рискованным, так как припой будет захвачен флюсом, и у вас может произойти окисление там, где его быть не должно.
В противном случае вам просто нужно продолжать нагревать, пока не начнет течь припой. Вы должны увидеть серебряное мерцание, похожее на расплавленное серебро, на поверхности металла, когда припой течет. Это часто проходит в одно мгновение, припой, как правило, медленно не плавится.
Вы должны увидеть серебряное мерцание, похожее на расплавленное серебро, на поверхности металла, когда припой течет. Это часто проходит в одно мгновение, припой, как правило, медленно не плавится.
Вы можете выключить пламя, как только потечет припой. Для новичков я настоятельно рекомендую это, , но если у вас есть хороший контроль температуры, вы можете иногда «дразнить» припой, который не течет на оба соединения, поддерживая его при правильной температуре, чтобы избежать необходимости проходить этап устранения неполадок. .
Для твердого припоя требуется расплавленный компонент, но это выполнимо.
Ключевым моментом здесь является тот факт, что весь кусок серебра нужно нагреть. Или, по крайней мере, значительное количество с обеих сторон сустава.
Этап 4. Закалка, очистка и проверка
Немного шлифовки, и этот компонент готов к работе! Дайте серебру остыть до температуры черного цвета, что означает, что оно больше не светится заметно красным. Вы можете погасить раньше, но термический удар может вызвать микротрещины в соединении и привести к его выходу из строя.
Вы можете погасить раньше, но термический удар может вызвать микротрещины в соединении и привести к его выходу из строя.
Теперь вам нужно закалить деталь. Здесь есть два подхода:
- Охладите кусок прямо в рассоле. Это проверенный временем метод, но есть риск разбрызгивания кислоты на вещи, и это не самый безопасный способ.
- Охладите в воде, затем бросьте в рассол. Я настоятельно рекомендую делать это так, это намного безопаснее.
Когда вы берете деталь для закалки, я всегда беру самую маленькую часть в процессе пайки. Это сразу дает мне знать, была ли операция полной неудачей или нет, хотя сустав все еще нуждается в тестировании.
После закалки бросьте кусок в рассол. Насколько быстро это сработает, зависит от температуры рассола. Большая часть времени в моей мастерской тратится на другие задачи, помимо пайки, поэтому мой рассол находится просто в банке, которую помещают в микроволновую печь на 1,5–2 минуты непосредственно перед пайкой.
Мультиварка — это простой способ поддерживать рассол в подогретом состоянии в течение всего дня. Просто ищите тот, у которого на крышке нет металлических кусочков, так как любое железо, подверженное воздействию кислот, быстро покроется ржавчиной.
Следите за рассолом, через 1-10 минут он станет белым. Это происходит из-за истощения позолоты, поскольку кислота лишает медь в стерлинговом серебре на поверхности. Если вы оставите это слишком долго, вы получите черный слой, для удаления которого потребуется абразив.
Иногда припой будет упорно сопротивляться процессу травления, в этом случае вы захотите напилить или отшлифовать излишки, а затем поместить их обратно в травление.
После того, как вы промариновали кусок, проверьте соединение. Щелкни это. Брось это. Активно давите на это. Вам не нужно вываливаться, но вы должны ударить его достаточно сильно, чтобы хрупкий сустав вышел из строя, прежде чем вы пойдете дальше.
Лучше развалиться в твоих руках, чем когда эта штука принадлежит кому-то.
Если он выдержит испытания… поздравляем! Вы только что успешно спаяли свою деталь. Салфетка Sunshine Cloth или войлочный круг с полировальным составом мгновенно превратят белый слой в блестящее серебро.
Рекомендуется
Салфетки для полировки Sunshine – Чистящее средство для ювелирных изделий
Проверить текущую цену
Мы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Устранение неполадок при пайке
Если соединение не удается, я рекомендую выяснить, что произошло до того, как вы начнете снова погружаться в процесс. Простое повторное сжигание куска редко дает хорошие результаты.
Тем не менее, следующее должно помочь вам определить проблему.
Припой не плавится
Иногда, как бы вы ни нагревали деталь, она отказывается плавиться. Я сталкивался с ситуациями, когда вся деталь начинала плавиться до того, как потекал припой.
Здесь есть несколько причин:
- Окисленный металл на стыке- Окисленное серебро будет от темно-серого до черного. Перед началом операции всегда очищайте место пайки от любого окисленного металла. Наждачная бумага или травление избавят от окисленного металла.
- Нет флюса или недостаточно флюса- Большинство припоев текут только там, где вы нанесли флюс. Если вы недостаточно почистили его или он не проник в соединение, припой может не расплавиться, пока вы не преодолеете критическую температуру серебра.
В любом случае, вы захотите протравить его, прежде чем снова запускать его под видимое окисление. Вы также можете удалить его наждачной бумагой или файлами.
В тех случаях, когда припой слипся, но не течет, вы обычно сталкиваетесь с ситуацией, когда вы сожгли весь флюс до того, как получили достаточное количество тепла. Это может случиться с новичками, которые немного робеют с рамой, или даже с опытными людьми, которые отвлекаются во время работы.
Вы должны быть быстрыми и эффективными при пайке, особенно если вы новичок. Для начала вам также понадобится чистый металл.
Проблема, которую я чаще всего вижу, заключается в том, что люди просто сжигают весь свой флюс, прежде чем они достаточно нагреют серебро.
Если вы используете более слабую горелку, вам может понадобиться соорудить импровизированную печь из огнеупорных кирпичей для пайки более крупных деталей. Бутановая горелка может нагреть удивительное количество металла до точки плавления… просто она может не сделать этого, пока не выгорит флюс.
Вышедшие из строя соединения
Вышедшие из строя соединения – бич каждого серебряного мастера.
Но то, как соединение выходит из строя, является важным индикатором того, где была проблема.
- Неполное соединение — Если прочно соединена только одна часть соединения, возникают проблемы с посадкой соединения. Припой не заполняет зазоры, он только соединяет соприкасающиеся куски металла.
 Это обычное дело, когда серебро грубо обрезается кусачками без использования напильника или наждачной бумаги, чтобы убедиться, что соединение чистое.
Это обычное дело, когда серебро грубо обрезается кусачками без использования напильника или наждачной бумаги, чтобы убедиться, что соединение чистое. - Припой находится только на одной стороне – Обычно это проблема нагрева, когда одна сторона нагревается больше, чем другая. Припой будет течь по флюсу, но не наноситься на другую деталь. Очистите деталь и сосредоточьтесь на равномерном нагреве обеих сторон.
- Соединение выглядело хорошо, но сломалось — В 90 % случаев в соединении имелось загрязняющее вещество, вызвавшее отказ, обычно окисленный стержень на внутренней стороне соединения.
Плотная и чистая посадка является ключом к тому, чтобы ваша операция пайки прошла гладко, но вам также необходимо равномерно распределить тепло по обеим сторонам соединения, чтобы оно было успешным.
Неисправное соединение указывает на проблемы с чистотой или распределением тепла.
Избыток припоя
Избыток припоя может вызвать проблемы, особенно если вы не будете осторожны при нанесении флюса.