Можно ли приварить нержавейку к черному металлу простым электродом: Можно ли приварить нержавейку к черному металлу
alexxlab | 17.02.1991 | 0 | Разное
Сварка нержавейки с черным металлом: технология, безопасность, трудности
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Можно ли сваривать сталь с нержавейкой?
Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
Преимущество аппаратов MIG/MAG сварки не только в качестве шва. С помощью данного режима можно выполнять вертикальные и потолочные швы, что невозможно сделать ручной дуговой сваркой.
Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора. Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.
Немаловажным фактором является правильный подбор расходных материалов.
Мнструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
Все работы ведутся на постоянном токе.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.

Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
Все электроды для выполнения рассматриваемых работ должны быть изготовлены из нержавеющей стали.
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой. Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла.
 Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%). - Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.

- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.
Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.
Схема аргонной сварки фольфрамовыми электродами
Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение. Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея
для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен
электропроводный (conductive) ABS-пластик
, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
Что же делать? Нашему брату приходится действовать методом Микеланджело, используя для творчества вместо каменной глыбы купленные в DIY-магазине заготовки, либо вообще старые корпуса ПК. Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
UPD
Для
моддеров
, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (
осциллорез
) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER:
Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для
жестких и очень жестких
атмосферных условий, Таблица №3 для контактов, находящихся
в морской воде
. Ниже я предлагаю выдержку из Таблицы №1 для
средних атмосферных
(т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
UPD:
Ещё цветные шпаргалки (благодарю greatvovan): для средних атмосферных условий для жестких и очень жестких атмосферных условий
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды. Оцинковка
Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды. Оцинковка
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из
оцинкованной холоднокатанной стали
толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие.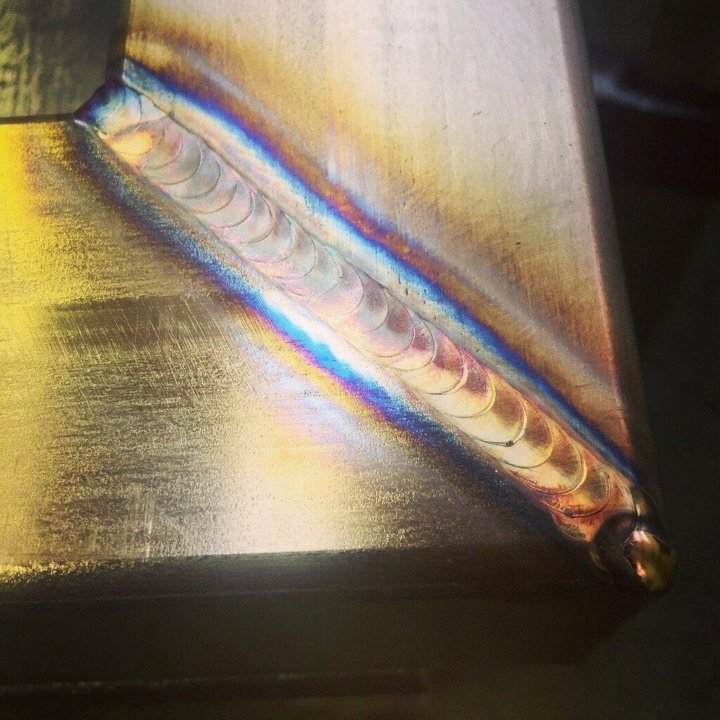 А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная
эквипотенциальность
(наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества. Витая пара из
Витая пара из
омедненного алюминия
(Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никель
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавейка
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5″ и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5″ используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19″ использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…
Обустройство своей инженерной кухни я начал с того, что купил защитные очки, набор качественных свёрл по металлу, небольшой вороток
и
метчики
на резьбы M3 и #6-32 UNC, а заодно M4 и M6.
Плашки
не понадобились.
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0. 4 4 | 1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.5 | 2.3 (-0.2) | |
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | 2.5* (-0.35) |
* Я рискнул прикинуть калибры двух дополнительных свёрл для стали и алюминия там, где по ним у меня нет данных в источниках. Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
про СОЖ
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается
металлический отпуск
. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах. Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм. Хорошенько отметьте отверстие
керном
. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования. » ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры. » Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Переходные электроды для сварки нержавейки и черного металла
Главная » Статьи » Переходные электроды для сварки нержавейки и черного металла
Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже.
 Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%. - Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества.
 То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которых можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина.
 Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне. - То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Поделись с друзьями
0
0
0
0
svarkalegko. com
com
Можно ли сварить черный металл и нержавейку?
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся.
 В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми, - «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
svarkaed.ru
Сварка нержавейки с черным металлом
Сварка нержавейки с изделиями из черного металла является весьма проблематичной, потому что сама по себе нержавеющая сталь является материалом, сваривать который очень сложно. Бывает, что не получается соединить одноплановые изделия, выполненные из нержавейки.
Сварочные работы, связанные с необходимостью сварить черный металл и нержавейку, могут выполняться только очень опытным сварщиком. Дело в том, что такой материал, как нержавеющая сталь, обладает очень высокой текучестью по сравнению с обыкновенным металлом, кроме того, они имеют различную температуру плавления.
Возможность сваривать такие изделия появляется только при наличии специального оборудования, правильной его настройки, грамотного подхода к выбору расходных материалов. Например, присадочная проволока берется только из нержавеющей стали, куда должен быть добавлен никель и марганец. Если этих элементов не будет, то качество сварного соединения будет значительно ниже. В процессе проведения работ, стараются выполнять шов на наибольшей глубине, чтобы сваренные разнородные изделия обменивались частицами по всей своей толщине.
Можно ли сваривать сталь с нержавейкой?
Сварка нержавейки и черного металла в условиях промышленного производства с соблюдением всех технологических особенностей не представляет собой нечто особо сложное. Стоит отметить, что с физической точки зрения подобный процесс является вполне выполнимым.
В условиях домашней сварки это сделать тоже весьма реально, тем более что в этом случае наиболее серьезных требований к качеству сварного соединения не предъявляют. Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Какую технологию использовать?
Черные и нержавеющие детали проще всего соединять друг с другом при помощи специальных электродов и электрической сварки. Осуществляется это довольно быстро, не требует привлечения каких-то дополнительных средств, однако, качество шва оставляет желать лучшего. Это связано с тем, что под воздействием высоких температур нержавейка становится очень жидкой, а сталь продолжает сохранять вязкость.
Сделать потолочный или вертикальный шов в данном случае практически невозможно, так как расплавленный материал будет попросту стекать вниз. Для проведения работ берут только качественные электроды из нержавейки, которые должны иметь соответствующую обмазку.
В случае с газовой сваркой придется применять флюс, который позволит примерно уравнять текучесть стали и нержавейки. Эта технология значительно сложнее в плане проведения подготовительных работ, нужно будет соблюдать определенные правила техники безопасности, касающиеся использования газовых баллонов.
Эта технология значительно сложнее в плане проведения подготовительных работ, нужно будет соблюдать определенные правила техники безопасности, касающиеся использования газовых баллонов.
Сварка нержавейки с черными металлами зачастую производится в аргоновой среде. Данный метод принято считать наиболее надежный, так как он позволяет получить сварное соединение самого высокого качества. Покрытия проволоки здесь может и не быть, так как газовая среда из аргона будет надежно предохранять сварную ванну от попадания воздуха. Однако сама по себе данная технология очень сложная и стоит дорого, поэтому пользоваться ей для подобных целей далеко не всегда имеет смысл.
Технология работ
Перед тем как приступить к свариванию нержавейки и черной стали, нужно правильно подготовить не только сами изделия, но и все необходимое оборудование. Участки деталей, поблизости от которых должен будет формироваться шов, очищают от оксидной пленки с помощью металлической щетки угловой шлифовальной машинки. На стальной заготовке не должно быть следов коррозионных процессов.
На стальной заготовке не должно быть следов коррозионных процессов.
Движения должны быть уверенными и очень точными. Это связано с тем, что сталь будет расплавляться значительно медленнее по сравнению с нержавейкой. Следует стараться как можно больше захватить черного металла, чтобы изделия хорошенько проникли друг в друга на молекулярном уровне.
Примерно то же самое производится в процессе изготовления шва при помощи газовой сварки, однако все здесь будет происходить значительно медленнее. Шов делают как можно шире и максимально глубоким, чтобы на участке его формирования материал получился наиболее однородным. После того как работы будут завершены, дают изделию полностью остыть.
Как проконтролировать качество соединения?
Когда сварное соединение достигнет приемлемой температуры (хотя бы 40 градусов), приступают к контролированию его прочности и ряда других параметров. Сделать это можно следующим образом:
- При помощи керосина, принцип действия которого базируется на капиллярном проникновении через кристаллическую решетку стали;
- Аммиаком: тут контроль основывается на принципе окрашивания индикаторов при его непосредственном воздействии;
- Гидравлические методы, которые позволяют не только получить сведения относительно надежности шва, но и проверить, насколько прочным он получился.

Если соединение заведомо довольно слабое, то используют разрушающие методы контроля.
Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Сергей Одинцов
electrod.biz
Электроды для сварки нержавейки
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.
Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.
Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.

- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.
Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т. Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.
Сварочный электрод ОЗЛ 8
Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Производители
- СпецЭлектрод;
- ESAB;
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод.

svarkaipayka.ru
Можно ли сварить черный металл и нержавейку?
Сварка нержавейки с черным металлом происходит под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали.
Содержание
Трудности в сварке разнородных сталей
Сварка нержавейки с черным металлом вызывает определенные трудности. Связано это с отличиями в технических характеристиках, химическом составе двух сталей. К ним относятся:
- Наиболее слабым местом после проведения работ является стык спайки.
 Объясняется это тем, что у двух материалов есть различие по коэффициенту линейного расширения. Из-за этого после процесса сваривания остаются внутренние напряжения.
Объясняется это тем, что у двух материалов есть различие по коэффициенту линейного расширения. Из-за этого после процесса сваривания остаются внутренние напряжения. - Неравномерность проплавки возникает из-за разницы в показателе теплопроводности. Это негативно влияет на прочность готового шва.
- Эффект миграции углерода. Ухудшает антикоррозийную защиту готового изделия. Из-за этого шов быстрее покроется слоем ржавчины.
Источник: http://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
ВОЗМОЖНО ЛИ ВООБЩЕ ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ
Рассматривая возможность сварки нержавеющей стали и черного металла, основная сложность возникает в том, что несмотря на то, что данные материалы принадлежатк сталям, они являются совершенно разнородными, а следовательно, они различаются из-за определенных технических свойств и характеристик. Однако, приварить нержавейку к черному металлу все же возможно, но надо учитывать множество нюансов, к примеру,корректный выбор электродов, силу тока, различные физические коэффициенты и т. д…
д…
Источник: http://metalik-msk.ru/privarit-nerzhavejku-k-chernomu-metallu.html
Можно ли сварить нержавейку с черным металлом
Нержавеющие сплавы значительно отличаются от углеродистых. При сварке нержавейки и черного металла учитывают разницу нескольких физических параметров:
- теплопроводность у нержавейки ниже, чем у черных металлов, она сильнее нагревается, медленнее остывает;
- у нержавеющих сплавов выше сопротивление, электрод над нержавейкой нагревается сильнее, чем над черным металлом, ванну расплава формируют в большей степени за счет черного металла;
- нержавейка сильнее расширяется при нагреве, между заготовками нужно оставлять небольшой зазор, чтобы не возникало внутренних напряжений;
- в нержавейке при нагреве до 500°С образуются карбиды, от них возникают трещины, внутренние дефекты, варить заготовки нужно при низкой температуре;
- при нагреве углеродистая черная сталь становится вязкой, а легированная – жидкой, как вода, варить заготовки лучше в горизонтальном положении.

Сварку черного металла и легированного сплава можно проводить несколькими способами, учитывая особенности нержавейки.
Источник: http://svarkaprosto.ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава. Список требуемых приспособлений, материалов:
- Инверторный сварочный аппарат.
- Присадочная проволока из нержавеющей стали.
- Электроды (количество зависит от размеров шва, количества свариваемых деталей).
Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитних материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.

Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.
Инвертор с маской и электродами
Источник: http://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
ВИДЫ НЕРЖАВЕЙКИ
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
В данном случае хром является усиливающим компонентом, благодаря которому в значительной степени возрастают: прочность, устойчивость к коррозии. Упрощается холодная деформация и улучшаются сварочные возможности, внешний вид и устойчивость к изнашиванию.
Маркировка нержавеющей стали:
- Число указывающее на процентное содержание углерода;
- Буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Источник: http://metalik-msk.ru/privarit-nerzhavejku-k-chernomu-metallu.html
Сварка материалов одного структурного класса
При пользовании сталями перлитных классов применяются сварочные материалы, рекомендованные для меньше легированной стали. В этих случаях схема сварки и максимальная t нагрева назначаются согласно свойствам наиболее легированной стали.
Аргоно-дуговая сварка.
Когда соединения выполняются между высоко хромистыми, ферритными, ферритно-аустенитными, мартенситными сталями, то чтобы предотвратить появление ломких прослоек и непрочного металла шва, материал для сварки обязан быть из ферритно-аустенитного класса. При таком выполнении формируется шов с наиболее мелкой структурной сеткой, чем если бы использовался ферритный сварочный материал. Применяются подогрев и высокий отпуск, порядка 700-750° С.
При таком выполнении формируется шов с наиболее мелкой структурной сеткой, чем если бы использовался ферритный сварочный материал. Применяются подогрев и высокий отпуск, порядка 700-750° С.
При работе с указанными сталями различного легирования выгоднее отдать предпочтение материалам из соотношения Cr/Ni. Если это отношение в сталях более 1, то используются аустенитно-ферритные материалы. Это минимизирует появление горячих трещин в теле шва. Если же отношение Cr/Ni менее 1, то сварочные средства обязаны обеспечивать аустенитную и аустенитно-карбидную структурность шва.
Источник: http://toolstver.ru/teh-info/chem-svarivat-nerzhavejku-s-chernym-metallom.html
Технологии сварки нержавейки и черного металла
Существует несколько особенностей сваривания нержавеющей стали с черным металлом:
- Нержавейка имеет высокий коэффициент линейного расширения. Из-за этого между соединяемыми заготовками требуется делать большие зазоры.
- Нужно быстро охлаждать свариваемые металлы, чтобы сохранить коррозийную устойчивость.

- Следует работать только короткими электродами, длиной до 350 мм. Использование длинных стержней с покрытием приведет к их перегреву при проведении рабочего процесса.
- Сила сварочного тока должна снижаться на 20% из-за низкой теплопроводности нержавейки. Это поможет сохранить технические характеристики готового изделия.
Приварить нержавейку к черному металлу можно путем использования:
- Электродов из высоколегированной стали, чтобы заполнить шов. Допускается применять стержни с никелевым покрытием.
- Легированных электродов для наплавки кромок из черной стали. После этого шов создается с помощью плакированной стали, которая заполняет шов.
Перед свариванием нужно:
- Подготовить расходники, изготовленные на никелевой основе.
- Прокалить электроды. Оптимальная температура до 210 градусов в течение 1 часа.
- Подключить постоянный ток.
- Зачистить металлические поверхности от грязи, налета, палы, ржавчины.

Рекомендации:
- Если применяется газовая сварка, нельзя выполнять быстрое охлаждение готового шва. Деталь должна остывать самостоятельно.
- Рекомендуется наносить флюс на рабочую зону, чтобы сделать более качественное соединение.
- При использовании вольфрамового стержня, не забывать затачивать его наконечник.
- Сварка в среде защитного газа является предпочтительной, поскольку готовый шов будет более прочным.
- При сваривании нужно захватывать больше черного металла. Это позволит создать более прочный шов на молекулярном уровне.
- Движения должны быть аккуратными, неторопливыми.
Источник: http://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход. Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения. Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом. Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Источник: http://titan-spec.ru/stanki-i-instrumenty/svarka-chernogo-metalla-2.html
Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином.
 Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой. - Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.
Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.
Ацетон для проверки шва
Источник: http://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
Можно ли сварить чёрный металл с нержавейкой
Ещё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
Схема сварки нержавейки с черным металлом
Источник: http://toolstver.ru/teh-info/chem-svarivat-nerzhavejku-s-chernym-metallom.html
Меры безопасности
Сварочные работы выполняются со строгим соблюдением правил техники безопасности:
- Никогда не применять неисправное оборудование. Проверять аппарат заранее, осматривать рабочие элементы, провода на наличие возможных пробоев.
- Электроды должны быть новыми, со сохранившимся рабочим слоем. Нельзя использовать треснутые стержни.
- Подготавливать рабочее место заранее. Убрать все горючие смеси подальше, очистить стол от ненужных предметов, которые могут помешать проведению сварочных работ.

- Сварка считается вредным технологическим процессом. Поэтому нужно использовать маску сварщика, защитный комбинезон, перчатки, прочную обувь.
- Под ноги положить резиновый коврик, чтобы исключить удары током.
- Помещение, в котором проводятся сварочные работы, должно быть оборудовано хорошей системой вентиляции.
- Для удобства желательно проводить работы на металлическом рабочем столе.
Работая с баллонами, наполненными инертными газами или кислородом, необходимо вытирать любые подтеки масла в рабочей зоне.
Любой сварщик знает, как сложно сваривать детали из нержавейки между собой. Процесс усложняется, если нужно соединить нержавеющую сталь с черным металлом. Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
Источник: http://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
В чем разница между сваркой электродом и MIG?
Существует множество различных методов сварки, включая сварку TIG, сварку MIG и сварку электродами. Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
В этой статье будет рассмотрена сварка MIG и электродуговая сварка, предлагается введение в каждый метод, подробно описаны преимущества и недостатки, а также сравнение двух типов сварки.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Сварка МИГ
- Ручная сварка
- MIG против дуговой сварки
- Сварка электродом проще, чем MIG?
- Почему сварка электродом прочнее, чем MIG?
- Заключение
Для сварки MIG используются плавящиеся электроды, поставляемые с катушки. Нажатие курка на катушечном пистолете подает проволоку с заранее выбранной скоростью по мере прохождения тока, расплавляя как электрод, так и основной металл.
Сварка MIG обычно выполняется постоянным током или обратной полярностью, когда электрод остается заряженным положительно, а основной металл заряжен отрицательно. В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
Оборудование, используемое сварщиками MIG, относительно простое и понятное: большинство аппаратов MIG используют только три настройки скорости подачи проволоки, полярности и напряжения. Пистолет катушки сварочного аппарата также прост в использовании, с триггером и выключателем.
Преимущества
Сварка MIG имеет ряд преимуществ, в том числе:
- Точность : Сварка MIG обеспечивает высокий уровень точности, позволяет сваривать металл толщиной до 24 калибра, а также создавать сложные сварочные конструкции
- Чистый : Сварка MIG — это чистый процесс с небольшим разбрызгиванием, позволяющий получить гладкие высококачественные соединения без шлака, требующие минимальной очистки
- Эффективность : Поскольку это процесс сварки с проволокой в катушках, нет необходимости прерывать сварочные работы, чтобы заменить стержневой электрод
- Fast : Сварка MIG — один из самых быстрых методов сварки, обеспечивающий высокую производительность
- Easy-to-Learn : MIG-сварка проста в освоении, а аппараты просты в эксплуатации, а это означает, что даже совсем новичок сможет вскоре начать создавать приемлемые сварные швы
- Flux Core : сварка MIG также может использоваться в проектах сварки с флюсовой проволокой
Недостатки
Несмотря на множество преимуществ, сварка MIG имеет и некоторые недостатки:
- Окружающая среда : Сварку MIG трудно выполнять на открытом воздухе, так как даже легкий ветерок может нарушить подачу защитного газа, что приведет к получению слабых и пористых сварных швов
- Загрязнение : Если металл загрязнен в месте сварки, это может привести к пористому сварному шву, а это означает, что сварка MIG не идеальна для металлов с ржавчиной или краской на них.
 В результате металлическая поверхность должна быть полностью очищена перед началом сварки
В результате металлическая поверхность должна быть полностью очищена перед началом сварки - Замена катушки : Хотя катушка с проволокой означает, что редко требуется менять электрод во время сварки, катушку необходимо менять при сварке различных металлов
Области применения
Сварка МИГ — это гибкий метод, который можно использовать для различных металлов и который прост в освоении, что позволяет использовать его в самых разных областях.
Способная соединять как тонкие, так и толстые металлы, сварка MIG может использоваться в различных положениях сварки и с химически активными металлами, такими как алюминий, медь и магний, а также с нержавеющей сталью, углеродистой сталью и никелем.
Эта универсальность означает, что сварка MIG используется в нефтегазовой, энергетической, автомобильной, строительной, железнодорожной, морской и других отраслях промышленности.
Подробнее о сварке MIG можно узнать здесь, но далее мы рассмотрим сварку электродами.
Сварка стержнем представляет собой процесс электродуговой сварки, в котором в качестве присадочного материала используется металлический стержень или стержень. Эти палочки обычно покрыты флюсовым материалом и доступны в различных диаметрах и длинах. Для получения высокопрочных сварных швов важно выбрать правильный тип сварочной проволоки с флюсовой сердцевиной для вашего применения.
Часто используется для сварки стали и железа, при сварке электродом используется постоянный ток или ток обратной полярности, как и при сварке MIG. Это создает дугу между сварочным стержнем или стержнем и основным металлом. Тепло этой дуги расплавляет как основной металл, так и присадочный стержень, капли которого стекают в заготовку, образуя шарики, которые сплавляют две металлические детали вместе.
Тепло также заставляет часть флюса испаряться, создавая защитный газ, который помогает стабилизировать дугу. Остальная часть флюса образует шлак в ванне с расплавленным расплавом, чтобы защитить сварной шов от загрязнения или окисления. Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Преимущества
К преимуществам сварки электродом относятся:
- Окружающая среда : Сварка электродом создает большую дугу, на которую не влияет ветер, что означает, что ее можно эффективно использовать как в помещении, так и на открытом воздухе. Сварку электродом можно выполнять в ветреную погоду и даже под водой
- Стойкость к краске и коррозии : Сварку электродом можно использовать для ремонта деталей, имеющих краску или коррозию в месте сварки
- Easy-to-Learn : Сварке электродов легко научиться, а это означает, что сварку хорошего качества может выполнить человек с относительно небольшим опытом
- Замена присадочного материала : легко заменить присадочный материал при сварке различных металлов, таких как чугун или различные нержавеющие стали
- Уменьшение прожога : Используя опцию постоянного тока для дуги, можно изменить полярность электрода, чтобы уменьшить вероятность прожога при сварке более тонких металлов
- Экономичность : Поскольку нет необходимости в подаче инертного газа, электродуговая сварка является недорогим вариантом, а также проста в использовании в полевых условиях
Недостатки
Несмотря на ряд преимуществ сварки электродами, у нее есть и недостатки:
- Шлак : Сварочный шлак откладывается на металле, который необходимо соскрести или отколоть, прежде чем можно будет приступить к дальнейшей сварке или покраске
- Брызги : При сварке электродом образуются брызги, хотя при сварке постоянным током (DC) образуется меньше брызг, чем при сварке переменным током (AC)
- Перерывы в сварке : Сварочные работы могут прерываться, когда вам нужно заменить присадочную проволоку, что снизит вашу производительность
- Сварка тонких металлов : Ручная сварка не подходит для сварки тонких металлов толщиной менее 1/8 дюйма
Области применения
Поскольку для сварки электродом не требуется газовое сопло, его можно использовать для сварки больших материалов, а также его можно использовать как внутри помещений, так и снаружи, поскольку электродный флюс предотвращает любое загрязнение.
Это означает, что электродуговая сварка подходит для широкого спектра применений, включая крупномасштабное строительство, нефте- и газопроводы и другие работы на открытом воздухе.
Поскольку поверхность сварного шва не обязательно должна быть полностью очищена от ржавчины или краски, сварка электродом также хорошо подходит для ремонта и технического обслуживания.
Вы можете узнать больше о сварке электродами здесь, но мы продолжим сравнение сварки электродами со сваркой МИГ…
Чтобы полностью определить различия между сваркой МИГ и сваркой электродами, мы сравним их по некоторым ключевым параметрам:
1. Качество сварки
Сварные швы MIG, как правило, имеют лучшее эстетическое качество, чем сварка электродами, поскольку при сварке электродами образуются брызги и шлак. Однако, напротив, при сварке более толстых металлов с помощью MIG сила тока должна быть высокой, а поверхность должна быть полностью очищена от краски и коррозии, чтобы не повлиять на проплавление сварного шва. При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
2. Внутреннее и наружное применение
Поскольку сварка MIG предполагает использование защитного газа, ее можно выполнять только в помещении, так как ветер или дождь могут повлиять на сварку. С другой стороны, сварка электродами устойчива к ветру и воде, поэтому ее можно выполнять на открытом воздухе или даже под водой. Однако дуга при сварке электродом может производить много дыма и дыма, а значит, для безопасности сварщика требуется хорошая вентиляция.
3. Типы и толщина металлов
Сварка MIG может выполняться с различными типами металлов при условии, что поверхности чистые. Сварку MIG можно использовать для тонких металлов, включая алюминий, латунь, углеродистую сталь, медь, магний, мягкую сталь и нержавеющую сталь. Однако сварка MIG не идеальна для более толстых металлов, в отличие от сварки электродом, которая может сплавлять более толстые металлы. Напротив, сварка электродом не так эффективна для более тонких металлов, так как может вызвать прожог./5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg)
4. Области применения
MIG — это чистый и быстрый процесс, что делает его подходящим для целого ряда применений, от небольших проектов «сделай сам» до более крупных промышленных задач сварки. Однако MIG не подходит для сварки на открытом воздухе или в более экстремальных условиях, а также для сварки более толстых материалов. В этих случаях предпочтительным вариантом является сварка стержнем.
5. Простота использования
Несмотря на то, что сварка электродом не представляет особых трудностей для изучения, сварка MIG – это более простая техника для освоения. Сварка MIG позволяет вам управлять одним элементом за раз, нажимая курок, чтобы автоматически намотать проволоку и начать сварку. Сварка электродом немного сложнее, так как вам нужно точно зажечь дугу, не повреждая металл сварного шва.
6. Портативность
Сварочное оборудование для сварки стержнем более портативно, чем сварочные аппараты MIG, поскольку для него не требуется внешний источник защитного газа.
7. Стоимость
Сварочное оборудование для сварки МИГ дороже, чем аппараты для сварки электродом, хотя в промышленных масштабах сварка МИГ становится более рентабельной благодаря таким факторам, как повышение производительности.
Сварка MIG намного легче для новичка, чем сварка электродом. Однако настройка оборудования для сварки MIG может быть довольно сложной, поскольку необходимо учитывать ряд переменных, включая размер и тип проволоки, газ, контактные наконечники и тип сопла. Сварка MIG также обеспечивает более чистые сварные швы, которые требуют меньше очистки после сварки.
Некоторые утверждают, что сварка стержнем прочнее, чем сварка MIG, поскольку она обеспечивает лучшее проплавление более толстых материалов.
Однако сварка МИГ может обеспечить хорошие сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.
Существует ряд ключевых различий между сваркой MIG и сваркой электродом, включая простоту техники, толщину легко соединяемых металлов и качество сварных швов.
Несмотря на то, что научиться сварке MIG проще, сварку электродами можно выполнять на открытом воздухе даже в неблагоприятных условиях. Кроме того, сварка стержнем не подходит для сварки тонких материалов, а сварка MIG не подходит для сварки толстых швов.
Каждый тип сварочного процесса имеет свои плюсы и минусы при сравнении друг с другом, а это означает, что оба они эффективны при подходящих условиях и применении.
Соответствующие часто задаваемые вопросы (FAQ)
Сварочные электроды из нержавеющей стали, инконеля и монеля и другие сварочные материалы производства ALCAM
Алкам
№ 50 (вертикальный вниз из нержавеющей стали)
AC или DC-R
Общие Цель . Электрод из нержавеющей стали для аустенитной нержавеющей стали стали, в том числе молибденовые подшипниковые марки
• Растяжимость
Прочность — 100 000 фунтов на квадратный дюйм
• Предел текучести – 65 000 фунтов на квадратный дюйм
• Удлинение – 40%
• Твердость – 180 по Бринеллю
• Очень хорошая коррозионная стойкость
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
Alcam #50 — электрод из нержавеющей стали для вертикального или стандартного монтажа. позиционная сварка аустенитных нержавеющих сталей, таких как 302, 304,
308, 347, 316л. Этот продукт устойчив к межкристаллитной коррозии,
и может использоваться для наплавки стали для дополнительной защиты. № 50
идеально подходит для сварки трубопроводов, фитингов, резервуаров в условиях высокой коррозионной активности
среды, такие как бумажные фабрики и химические заводы, а также чистые среды
пищевой, молочной и ликероводочной промышленности. А еще номер 50 отличный.
для листового металла и других применений, где отличная свариваемость
требуется для.
позиционная сварка аустенитных нержавеющих сталей, таких как 302, 304,
308, 347, 316л. Этот продукт устойчив к межкристаллитной коррозии,
и может использоваться для наплавки стали для дополнительной защиты. № 50
идеально подходит для сварки трубопроводов, фитингов, резервуаров в условиях высокой коррозионной активности
среды, такие как бумажные фабрики и химические заводы, а также чистые среды
пищевой, молочной и ликероводочной промышленности. А еще номер 50 отличный.
для листового металла и других применений, где отличная свариваемость
требуется для.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
Алкам 308L-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Улучшенный
сварка с низкой теплопередачей . Сбалансированный химический электрод
со специальным переносом дуги распылительного типа, что приводит к меньшему подводу тепла
за счет более близкого дугового промежутка, который легко выдерживается при сварке.
покрытие обеспечивает плотные безпористые отложения, а шлак практически
самоподъем.
Сбалансированный химический электрод
со специальным переносом дуги распылительного типа, что приводит к меньшему подводу тепла
за счет более близкого дугового промежутка, который легко выдерживается при сварке.
покрытие обеспечивает плотные безпористые отложения, а шлак практически
самоподъем.
· Прочность на растяжение
Прочность — 90 000 фунтов на квадратный дюйм
· Предел текучести – 64 000 фунтов на квадратный дюйм
· Удлинение – 45%
· Отличная коррозионная стойкость
· Превосходное сопротивление растрескиванию даже в сложных условиях
· Великолепная нержавеющая удочка во всех положениях.
ПРИМЕНЕНИЕ И ПРОЦЕДУРЫ:
Алкам 308L-16
лучше всего использовать там, где условия эксплуатации не тяжелые, и на больших
детали с большим объемом сварки. Модель 308L-16 идеально подходит для молочной,
целлюлозно-бумажное, текстильное крашение, нефтеперерабатывающее и химическое оборудование.
Модель 308L-16 идеально подходит для молочной,
целлюлозно-бумажное, текстильное крашение, нефтеперерабатывающее и химическое оборудование.
Алкам 308L-16 идеально подходит для изготовления и ремонта 201, 202, 204, 301, 304, 308, Нержавеющая сталь 321 и 347, а также 304L, 308L и другие «L» основные металлы марки. Это удилище также подходит для CF-8, CF-8, CF-20 и Отливки ВЧ.
Стабилизатор дуги
характерный для флюса Alcam 308L-16, делает это удилище выдающимся, когда
работа с ограниченным режимом работы, низковольтными машинами переменного тока. Электрод
замедляет впитывание влаги и автоматически снижает влажность
содержание до безопасного уровня, как только деталь подвергается воздействию более сухой атмосферы
без необходимости повторной выпечки. Низкое содержание углерода снижает содержание карбида
осадки.
Алкам
309Л-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Высокий сплав / Низкоуглеродистый . Высокое содержание легирующих элементов в Alcam 309L-16 делает исключительный сплав для сварки подобных и разнородных сплавов в кованом или литом виде. Сбалансированный, высококачественный химический состав этого продукта обеспечивает превосходные сварочные характеристики. Сопротивление к выделению карбида является результатом 309L-16 низкая содержание углерода.
Специальный спрей
Тип переноса дуги приводит к меньшему подводу тепла из-за меньшего дугового промежутка
что легко поддерживается во время сварки. Покрытие обеспечивает плотное
пористость без отложений, а шлак практически самоподнимается.
· Прочность на растяжение – 85 000 фунтов на квадратный дюйм
· Предел текучести – 55 000 фунтов на квадратный дюйм
· Удлинение – 40%
· Отличная коррозионная стойкость
· Термостойкость до 2000°F
· Превосходное сопротивление растрескиванию даже в сложных условиях
· Великолепная нержавеющая удочка во всех положениях.
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
309L-16 специально предназначен для сварки основания из нержавеющей стали марки 309.
металл, часто используемый в высокотемпературных приложениях, таких как футеровка печей,
котлы и печи. 309L-16 идеально подходит для сварки 300 и
400 марок нержавеющей стали с углеродистой сталью, сварка плакированной стороны
Плакированные стали 18/8, нанесение нержавеющих футеровок на обечайки из углеродистой стали,
сварки отливок CH-20 и HH, а также в качестве наплавочного материала для морских
карданные валы.
Стабилизатор дуги
характерный для флюса Alcam 309L-16, делает это удилище выдающимся, когда
работа с ограниченным режимом работы, низковольтными машинами переменного тока. Электрод
замедляет впитывание влаги и автоматически снижает влажность
содержание до безопасного уровня, как только деталь подвергается воздействию более сухой атмосферы
без необходимости повторной выпечки.
Алкам
310-16
Соответствует AWS A5.4
AC или DC-R Tig
Высокотемпературный/химический Сопротивление . Высокое содержание сплава и высококачественная химия гарантирует, что Alcam 310-16 станет исключительным сварочным электродом в вашей высокотемпературные и высококоррозионные применения. Отличный продукт для соединение разнородных металлов.
· Отлично
Коррозионная стойкость
· Превосходная термостойкость
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
Alcam 310-16 – лучший стержень для теплообменников, печей
частей, камер сгорания, а также варочных котлов для бумаги и других химических
оборудование.
Алкам 316L-16
Соответствует AWS A5.
 4
4 AC или DC-R Tig Mig
Коррозия сопротивление с добавленной прочностью . Высокое содержание молибдена стали 316L-16 обеспечивает дополнительную прочность при высоких температурах и дополнительную коррозионная стойкость к кислотам с высоким pH. Качественный и сбалансированный химия придает этому электроду превосходные сварочные характеристики, которые любой сварщик любит.
Специальный спрей
Тип переноса дуги приводит к меньшему подводу тепла из-за меньшего дугового промежутка
что легко поддерживается во время сварки. Покрытие обеспечивает плотное
пористость без отложений, а шлак практически самоподнимается.
· Прочность на растяжение
Прочность — 90 000 фунтов на квадратный дюйм
· Предел текучести – 60 000 фунтов на квадратный дюйм
· Удлинение – 45%
· Отличная коррозионная стойкость
· Очень хорошая термостойкость
· Великолепная нержавеющая удочка во всех положениях.
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
316L-16 идеально подходит для сварки сварных деталей из нержавеющей стали марки 316L,
где необходимо уменьшить осаждение углерода, например, большинство типов процессов
оборудование, изготовленное из нержавеющей стали с молибденовыми подшипниками типа 316L.
Стабилизатор дуги характерный для флюса Alcam 316L-16, делает это удилище выдающимся, когда работа с ограниченным режимом работы, низковольтными машинами переменного тока. Электрод замедляет впитывание влаги и автоматически снижает влажность содержание до безопасного уровня, как только деталь подвергается воздействию более сухой атмосферы без необходимости повторной выпечки.
Алкам 316L-16
электроды имеют более плотное флюсовое покрытие, которое предохраняет сердечники от
перегрева, что позволяет полностью использовать удилище. Бусина будет
ложится ровнее с меньшим обесцвечиванием и может работать при более низких температурах, чем другие
электроды.
Бусина будет
ложится ровнее с меньшим обесцвечиванием и может работать при более низких температурах, чем другие
электроды.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG и MIG: Доступны все популярные размеры.
Соответствует AWS A5.9
Алкам
317Л-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Улучшенный коррозионная стойкость . Высокое содержание молибдена в 317L-16 обеспечивает превосходную коррозионную стойкость. Высокое качество и сбалансированный химический состав придает этому электроду отличные сварочные характеристики что любой сварщик полюбит.
Специальный спрей
Тип переноса дуги приводит к меньшему подводу тепла из-за меньшего дугового промежутка
что легко поддерживается во время сварки. Покрытие обеспечивает плотное
пористость без отложений, а шлак практически самоподнимается.
Покрытие обеспечивает плотное
пористость без отложений, а шлак практически самоподнимается.
· Прочность на растяжение
Прочность — 95 000 фунтов на квадратный дюйм
· Предел текучести – 70 000 фунтов на квадратный дюйм
· Удлинение – 33%
· Отличная коррозионная стойкость
· Очень хорошая термостойкость
· Отличный всепозиционный нержавеющий стержень.
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
317L-16 используется для сварки сплавов аналогичного состава.
изготовленные на заказ для коррозионных применений с участием серной
сернистые кислоты и соли. Высококачественный состав
317L-16 отлично подходит для окрашивания, химической обработки,
нефтехимической промышленности, а также используется для хирургического оборудования
и имплантаты. Alcam 317-L специально предназначен для оборудования для борьбы с загрязнением окружающей среды.
там, где коррозия слишком сильна для 316-L, и в случаях, когда питтинг
является проблемой в среде с хлором. Противостоит осаждению карбида
из-за низкого содержания углерода.
Alcam 317-L специально предназначен для оборудования для борьбы с загрязнением окружающей среды.
там, где коррозия слишком сильна для 316-L, и в случаях, когда питтинг
является проблемой в среде с хлором. Противостоит осаждению карбида
из-за низкого содержания углерода.
Стабилизатор дуги
характерный для флюса Alcam 317L-16, делает это удилище выдающимся, когда
работа с ограниченным режимом работы, низковольтными машинами переменного тока. Электрод
замедляет впитывание влаги и автоматически снижает влажность
содержание до безопасного уровня, как только деталь подвергается воздействию более сухой атмосферы
без необходимости повторной выпечки.
Алкам 317L-16
электроды имеют более плотное флюсовое покрытие, которое предохраняет сердечники от
перегрева, что позволяет полностью использовать удилище. Бусина будет
ложится ровнее с меньшим обесцвечиванием и может работать при более низких температурах, чем другие
электроды.
ДОСТУПНЫЕ ПРОДУКТЫ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG и MIG: Доступны все популярные размеры.
Соответствует AWS A5.9
Алкам
№ 51
(Низкоуглеродистый электрод с высоким напылением для молибденсодержащих нержавеющих
сталь)
AC DC-R
Высокий депозит,
Обрабатываемая нержавеющая сталь . Этот продукт использует углеродистую сталь
сердечник в сочетании с флюсом, который оставляет нержавеющую отделку, которая
может применяться как к углероду, так и к материалам с высоким содержанием никеля. Большой
отложения останавливают деформацию и превосходно работают на валах.
· Прочность на растяжение
Прочность — 105 000 фунтов на квадратный дюйм
· Предел текучести – 62 000 фунтов на квадратный дюйм
· Удлинение – 35%
· Твердость – 35 HB (прибл. )
)
· Низкоуглеродистый
· Очень хорошая коррозионная стойкость
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
Сварка нержавеющих сталей марок 302, 304, 308, 347, 316 и 316L.
Этот электрод отлично подходит для ремонта и изготовления обычных
и низкоуглеродистые молибденсодержащие аустенитные нержавеющие стали. Алкам
№ 51 идеально подходит для соединения аустенитных нержавеющих сталей с мягкими сталями.
Это продукт
выбора для сварки труб, фитингов, резервуаров и т. д., где коррозия
сопротивление является необходимостью, например, бумажная фабрика и химический завод
промышленность. Alcam #51 также отлично подходит для тонкой нержавеющей стали.
встречается в молочном, пищевом и ликероводочном производствах. #51 также может
используется для плакирования стали для обеспечения защиты от коррозии.
ПРОДУКТОВ В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
Алкам
№ 40
(Разнородная сталь)
AC DC-R Tig & Mig
Решение для силы. № 40 – популярный продукт общего назначения.
практически для всех ремонтных работ. Возможность сварки
низко-, средне- и высоколегированные стали , требующие высокой прочности
и высокое качество. Индивидуальное изготовление Alcam #40 обеспечивает
высокопрочная раструбовка валов и соединение разнородных металлов
которые облегчат вашу работу. Машины хорошо и будут работать на износ.
А если у вас есть не слышал о нашем идеальном продукте для УДАЛЕНИЯ ШИПОВ, вот он.
· Прочность на растяжение
Прочность — 120 000 фунтов на квадратный дюйм
· Прочность на растяжение в нагартованном состоянии – 180 000 фунтов на квадратный дюйм
· Удлинение – 35%
· Твердость – 29-39RC (деформационная закалка)
ПРИМЕНЕНИЕ И ПРОЦЕДУРЫ:
Отлично
для ремонта углеродистых сталей, нержавеющих сталей, сосудов под давлением,
авиационная сталь, инструменты, штампы, пружины и ванадиево-молибденовые пружинные стали. Используйте в качестве наращивания перед наплавкой. Используется для соединения нержавеющей стали
неизвестного анализа и от нержавеющих до углеродистых сталей. Использование для восстановления
лезвия и валы, часто используемые в строительстве, горнодобывающей и химической промышленности
отрасли. Он также отлично подходит для удаления сломанных шпилек.
Используйте в качестве наращивания перед наплавкой. Используется для соединения нержавеющей стали
неизвестного анализа и от нержавеющих до углеродистых сталей. Использование для восстановления
лезвия и валы, часто используемые в строительстве, горнодобывающей и химической промышленности
отрасли. Он также отлично подходит для удаления сломанных шпилек.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТРОД: 1/16” 5/64” 3/32” 1/8” 5/32”
3/16”
Алкам
№ 400
(Премиум разнородная сталь)
AC DC-R Тиг и Миг
СУПЕРПРОЧНЫЙ
Создатель героев….
Alcam #400 — универсальный электрод , сочетающий в себе
Прочность с супер простотой в обращении, над головой, вертикально вверх, вниз
или плоский. Вы полностью контролируете сварку. Шлак остается за бортом,
убираться очень просто, и для верности мы добавили
экономия при минимальном разрушении покрытия, что позволяет перезапускать
электрод легко. Дымовыделение минимальное. ОТЛИЧНО ДЛЯ УДАЛЕНИЯ ШИПОВ
Шлак остается за бортом,
убираться очень просто, и для верности мы добавили
экономия при минимальном разрушении покрытия, что позволяет перезапускать
электрод легко. Дымовыделение минимальное. ОТЛИЧНО ДЛЯ УДАЛЕНИЯ ШИПОВ
· Прочность на растяжение
Прочность — 120 000 фунтов на квадратный дюйм
· Прочность на растяжение в нагартованном состоянии – 182 000 фунтов на квадратный дюйм
· Удлинение – 35%
· Всепозиционное положение
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
Благодаря исключительной прочности и устойчивости к растрескиванию Alcam Premium 400
идеально подходит для ремонта инструментов, штампов, пружинной стали, углеродистой стали, нержавеющей
сталь и любые комбинации разнородных металлов, за исключением
сплавы алюминия, чугуна и меди. Прочность металла шва
идеально подходит для ремонта изношенных деталей и в качестве подкладочного слоя перед
наплавка.
Этот продукт отлично подходит для восстановления лезвий и валов, используемых в строительстве, горнодобывающей промышленности, и химической промышленности. Alcam #400 – настоящий домашний любитель и Первый выбор сварщика для обслуживания общего назначения.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТРОДЫ: 3/32 дюйма 1/8 дюйма 5/32 дюйма 3/16 дюйма
TIG и MIG: Доступны все популярные размеры
Алкам
№ 41
(высокотемпературная и кислотная нержавеющая сталь)
AC DC-R
Высокая температура,
Коррозионностойкий и прочный . При столкновении с высокой температурой
и кислотных условиях, этот продукт будет соединяться и противостоять неблагоприятным
ситуации. Различные комбинации нержавеющей стали, Iinconel®,
Monel® и сталь можно соединять. Высокое содержание сплава в этом
Электрод образует отложения, термостойкие до 2190º
F (1200°С). Свариваемость во всех положениях, гладкие швы, очень низкая
разбрызгивание и легкое удаление шлака делают этот электрод очень популярным в
как производство, так и техническое обслуживание.
Высокое содержание сплава в этом
Электрод образует отложения, термостойкие до 2190º
F (1200°С). Свариваемость во всех положениях, гладкие швы, очень низкая
разбрызгивание и легкое удаление шлака делают этот электрод очень популярным в
как производство, так и техническое обслуживание.
· Прочность на растяжение
Прочность — 100 000 фунтов на квадратный дюйм
· Предел текучести – 65 000 фунтов на квадратный дюйм
· Удлинение – 40%
· Термостойкость до 2190°F (1200ºC)
· Все позиции
ПРИЛОЖЕНИЯ
И ПРОЦЕДУРЫ:
Используется для сварки нержавеющих сталей 310, 314, 410 и 430. Используйте # 41
к плакированной стали, которая подвергается повышенным температурам, таким как нагрев
ящики для обработки, ковши, детали печей, тигли, высокотемпературные
лопасти вентилятора и решетки.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма 3/16 дюйма
TIG: Доступны все популярные размеры
Алкам
№ 43
(высокая температура, кислота и абразивный износ, нержавеющая сталь)
DC-R Тиг
Раствор Inconel® и Monel® . Этот продукт
идеально подходит для соединения инконеля Inconel® и монеля Monel®
сами по себе или в сочетании с другими металлами. Это лучшее
удилище для самых неблагоприятных условий. Хорошо работает в условиях термоциклирования
от высокой температуры до минусовой температуры. Alcam #43 – выбор для
применения термообработки.
· Прочность на растяжение
Прочность – 85 000 фунтов на квадратный дюйм
· Удлинение – 30%
· Термостойкость до 2450°F
· Отлично подходит для криогенных применений
· Отличная устойчивость к образованию накипи
ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ:
Используйте Alcam #43, когда сварные швы должны подвергаться термоциклированию. Использовать
где необходима хорошая пластичность сварного шва при соединении или ремонте тяжелых
разделы. Этот электрод используется на оборудовании для термообработки, криогенной
оборудования и разнородных комбинаций никелевых сплавов, нержавеющих
стали, Inconel® и Monel® и аналогичные и различные соединения
из этих и других сталей.
Использовать
где необходима хорошая пластичность сварного шва при соединении или ремонте тяжелых
разделы. Этот электрод используется на оборудовании для термообработки, криогенной
оборудования и разнородных комбинаций никелевых сплавов, нержавеющих
стали, Inconel® и Monel® и аналогичные и различные соединения
из этих и других сталей.
ПРОДУКТЫ
В НАЛИЧИИ:
ЭЛЕКТОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG: Доступны все популярные размеры.
НЕРЖАВЕЮЩАЯ — РЕЗЮМЕ ЗАЯВЛЕНИЙ
Алкам
308
Пищевое, химическое, ресторанное и нефтеперерабатывающее оборудование. Использовал
для сварки нержавеющих сталей аналогичного состава; 201, 202, 301, 302,
304, 305 и 308
Алкам 308L
Молочное, целлюлозно-бумажное, текстильное красильное, нефтеперерабатывающее и химическое оборудование. Низкое содержание углерода уменьшает осаждение карбида. Используйте для сварки 304L,
308L, 321 и 347.
Низкое содержание углерода уменьшает осаждение карбида. Используйте для сварки 304L,
308L, 321 и 347.
Alcam 308LSi
Применения, где важен косметический вид сварного шва, например
как мебель, ресторанное и пищевое оборудование, бытовая техника и морское
Приложения. Высокое содержание кремния увеличивает смачиваемость, в результате чего
в более гладком и плоском сварном шве.
Алкам 309
Используется для сварки сплава типа 309, распространенного в деталях печей, при высоких температурах.
контейнеры и обогреватель самолета. Сварка прямых хромистых сталей, когда
предварительная и послетермическая обработка невозможна. Соединить нержавеющую сталь
к мягкой стали. Использование для облицовки из нержавеющей стали.
Алкам 309L
Стойкость к карбидному осаждению обеспечивается низким содержанием углерода. Используется для наплавки, соединения нержавеющей стали с углеродистой сталью и наплавки.
карданных валов на лодках.
Используется для наплавки, соединения нержавеющей стали с углеродистой сталью и наплавки.
карданных валов на лодках.
Алкам
310
Используется для сварки сплава типа 310, обычно используемого в теплообменниках, деталях печей,
камеры сгорания, биореакторы и химическое оборудование.
Алкам 316
Используется для сварки сплава типа 316 для повышения коррозионной стойкости и ползучести.
прочность. Приложения включают оборудование и машины в фармацевтике,
фотографическая, нефтеперерабатывающая, пищевая и химическая промышленность.
Алкам 316L
Используется для сварных соединений, где необходимо уменьшить выделение карбида. Идеал
для технологического оборудования с молибденовым подшипником типа 316L
нержавеющая сталь.
Алкам 316LSi
Высокое содержание кремния улучшает смачивающее действие, делая поверхность более гладкой. и более плоские наплавки, что снижает затраты на отделку. Использовал
в молочной, пищевой, фармацевтической и химической промышленности.
и более плоские наплавки, что снижает затраты на отделку. Использовал
в молочной, пищевой, фармацевтической и химической промышленности.
Alcam317L
Используется в оборудовании для борьбы с загрязнением окружающей среды, где коррозия слишком сильна.
для типа 316L и в средах с хлором, где существует проблема точечной коррозии.
Противостоит осаждению карбида из-за низкого содержания углерода.
Алкам 320
Используется для изготовления технологического оборудования из Carpenter 20, Duramet 20,
и другие подобные сплавы, подверженные сильной коррозии горячей серной кислотой.
кислота. Также устойчив к коррозионному растрескиванию под напряжением.
Алкам 347
Используется для соединения нержавеющих сталей типа 347 и 321. Содержание Колумбия снижается
выделение карбида и упрочнение металла шва при более высоких температурах.
Алкам 410
Используется для соединения нержавеющей стали типа 410, закаливаемой на воздухе с содержанием 12% хрома.
Требует предварительной и послетермической обработки.
Алкам 430
Использование в нефтяном процессе, где высокие температуры и сернистая атмосфера
распространены.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ: ПРИПОЛНИТЕЛЬНЫЙ МЕТАЛЛ
Чтобы добиться успеха в сварке, вам необходимо не только знать, как выполнить качественный сварной шов, но и правильно выбрать присадочный металл(ы).
Правильный выбор присадочного металла обеспечит необходимую прочность, долговечность и целостность сварного шва. Знание того, как выбрать правильный присадочный металл для вашего сварочного применения, может быть очень сложным в зависимости от ваших знаний в этой области. Опытный сварщик, техник или инженер-сварщик поймет классификацию присадочного металла (ов) AWS [(AWS) Американского общества сварщиков]. Этот технический паспорт поможет любителям начального уровня определить, как выбрать правильный продукт для выполнения работы.
Этот технический паспорт поможет любителям начального уровня определить, как выбрать правильный продукт для выполнения работы.
Вот несколько важных вопросов, которые следует задать себе, прежде чем начать.
КАКОЙ ТИП ВАШЕГО ОСНОВНОГО МЕТАЛЛА?Во-первых, начните с определения материала основного металла (алюминий, нержавеющая сталь, мягкая сталь, литой материал и т. д.). Ваш присадочный металл должен быть максимально совместим с вашим основным материалом, так как это самая важная часть процесса выбора. Каждый основной металл имеет свои уникальные свойства, а это означает, что разнородные составы не будут хорошо связываться или вообще не будут связываться.
С мобильного? Download the table here
| Material Process | Steel | Stainless Steel | Nickle Alloys | Aluminum | Cast Iron | Copper Brass | Титан | Магниевые сплавы | Уровень квалификации |
| Stick (SMAW) | X | X | X | X | Moderate | ||||
| MIG (GMAW) | X | X | X | X | X | Low | |||
| Flux Core (FCAW) | X | X | Low | ||||||
| AC-TIG (GTAW) | X | X | High | ||||||
| DC-TIG (GTAW) | X | X | X | X | X | Высокий |
Что касается качества основного металла, то он должен быть чистым. Отшлифуйте или проволочной щеткой материал, чтобы удалить поверхностное загрязнение. Для стали, если вы не можете очистить свой материал, и вы пытаетесь сваривать через легкую или среднюю коррозию, смазку, ржавчину или светлую краску, вам понадобится присадочный металл с более высоким усилием дуги и хорошим очищающим действием. Эти характеристики можно найти в присадочном металле, который включает раскислитель, который помогает вывести загрязнения на поверхность сварного шва. Если загрязнение попадет в сварочную ванну, оно повысит хрупкость, а также уменьшит прочность сварного шва.
Отшлифуйте или проволочной щеткой материал, чтобы удалить поверхностное загрязнение. Для стали, если вы не можете очистить свой материал, и вы пытаетесь сваривать через легкую или среднюю коррозию, смазку, ржавчину или светлую краску, вам понадобится присадочный металл с более высоким усилием дуги и хорошим очищающим действием. Эти характеристики можно найти в присадочном металле, который включает раскислитель, который помогает вывести загрязнения на поверхность сварного шва. Если загрязнение попадет в сварочную ванну, оно повысит хрупкость, а также уменьшит прочность сварного шва.
| Лучший наполнитель для загрязненной стали | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| СЛАВКИ ELECTRODES (SMAW) E6010, 6011 MIG WIRE (GMAW) ER70S-6 (FCAW) E71T-GS 908. 9018 8. 9018 8. 9018 8. 9018 8. 9018 8. 9018 8. 9018 8. 9018 9018 878. 9018 9018 8. 9018 9018 8. . ПРОЧНОСТЬ И УДЛИНЕНИЕ ИСПОЛЬЗУЕМОГО ОСНОВНОГО МЕТАЛЛА? Прочность на растяжение и относительное удлинение — два других очень важных фактора при выборе правильного присадочного металла. Сварка в горизонтальном положении является наиболее идеальным вариантом для любого проекта, но, к сожалению, это не всегда возможно. При сварке вне положения (в любом положении, кроме плоского), убедитесь, что вы выбрали правильный присадочный металл для работы. Некоторые присадочные металлы можно использовать только в определенных позициях. Когда состав присадочных металлов рассчитан на вытекание из положения, они менее склонны к пористости и включениям в валике сварного шва, которые могут ослабить сварной шов и привести к его разрушению. (Кодирование AWS; 1=Плоский, Горизонтальный, Вертикальный, Накладной, 2=Плоский, Горизонтальный, 3=Только плоский, 4=Накладной, Горизонтальный, Вертикальный вниз, Плоский) НА ЧТО МОЖЕТ ВАШ СВАРОЧНЫЙ АППАРАТ? (AMPS) Следующим шагом является определение диаметра используемого присадочного металла и определение правильной силы тока для имеющейся толщины металла. 120V ~ МИГ -проволока = .024 – .030 ” ФЛИК ЭЛЕКТРОД = 5/64 или 3/32” 230V ~ MIG -проволо Up to 5/32
КАКОВА ВАША СВАРОЧНАЯ СРЕДА? Окружающая среда, в которой вы работаете, также будет важной деталью, которую следует учитывать при выборе правильного присадочного металла, а также при выборе процесса сварки. Ваша сварка (среда сварки) легко перемещается или она стационарна? Если ваша сварка стационарная, вы должны использовать присадочный металл, предназначенный для сварки в нерабочем положении.
Теперь, когда вы рассмотрели приведенные выше вопросы, вы готовы выбрать, какой присадочный металл лучше всего подходит для вашего применения в области сварки. СВАРКА MIG/TIG ПРИПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ Диапазон размеров проволоки для сварки MIG от 0,024” до 0,045”. При использовании машины на 120 В вы будете использовать провод диаметром 0,024 дюйма или 0,030 дюйма для достижения наилучших результатов. Использование проволоки диаметром 0,030 дюйма по сравнению с проволокой диаметром 0,035 дюйма имеет очень небольшие различия во внешнем виде валика сварного шва. Провод диаметром 0,030 дюйма обеспечивает более широкий диапазон наилучшего восприятия и позволяет избежать перегорания прерывателей. Он также имеет то преимущество, что требует меньше силы тока и меньше нагружает вашу машину. MIG WELDING WIRE
Когда дело доходит до сварки TIG, вы можете выбирать из множества присадочных прутков различного диаметра. TIG WELDING ROD
AWS CLASSIFICATION DECODING
ER70S-6 (DCEP)~ Жесткая проволока — это сварочная проволока общего назначения для изготовления низкоуглеродистой стали. Проволока содержит раскислители, которые помогают обеспечить лучшее смачивание, придавая более плоскую форму валику и возможность более высоких скоростей перемещения. Обычно используется с защитным газом 75/25 (75% аргона/25% CO2) или с более высоким содержанием аргона, например, 90/10. Его также можно использовать со 100% Co2. E71T-GS (DCEN)~ Порошковая проволока предназначена для сварки низкоуглеродистой стали. Это самозащитный провод благодаря трубчатой конструкции, которая содержит гранулированный флюс внутри провода. Гранулированный флюс предназначен для удаления примесей из сварного шва и их переноса на поверхность без использования газа. Эта проволока идеально подходит для сварки на открытом воздухе в ветреную погоду и является недорогим сварочным решением. ER308 (DCEP)~ Эта проволока из нержавеющей стали состоит из 20 % хрома и 10 % никеля. ER5356 (DCEP)~ Алюминиевая проволока E5356 с 5% содержанием магния и блестящим покрытием. Он свободно течет при температуре 1180 °F (637,8 °C) и обеспечивает меньшее «гнездование птиц» на сварочных аппаратах MIG нажимного типа. Области применения включают базы дизельных двигателей, рамы грузовиков, грузовые цистерны и базы артиллерийских установок. ER4043 (DCEP)~ Алюминиевая проволока E4043 содержит 5% кремния и имеет блестящую отделку. Он свободно течет при температуре 1155°F (624°C) и хорошо работает с катушечными пистолетами. Некоторые приложения включают кузова грузовиков, сосуды под давлением и структурные компоненты. Стенеральный стержень
E6010 (DCEP)~ Мягкая сталь, универсальное исполнение, все положения «трубопровод». Глубокий провар с отличной стабильностью дуги и влажным проплавлением. Этот стержень идеально подходит для сварки во всех положениях и обеспечивает качественный сварной шов с характеристиками, требуемыми для рентгеновского контроля. С легким шлаком, который легко удалить. Области применения включают строительство, судостроение, производство общего назначения, ремонтную сварку и сварку труб. Удлинение=28% E6011 «SUPERSIXTY» (DCEP, DCEN, AC) ~ Электрод из целлюлозы из мягкой стали для сварки углеродистых сталей с высоким проплавлением во всех положениях. E6013 «ОБЩЕЕ НАЗНАЧЕНИЕ» (DCEP, DCEN, AC) ~ Пруток общего назначения из низкоуглеродистой стали для всех положений со средним и мелким проникновением. Шлак от среднего до тяжелого для легкой очистки. Отлично подходит для плохо подогнанных суставов. Стержни меньшего диаметра хорошо подходят для малой силы тока на тонком листе. Может использоваться для всех типов низкоуглеродистой стали, где требуется простота в эксплуатации и хороший внешний вид. Этот стержень имеет отличное зажигание дуги, мягкую и стабильную дугу с низким разбрызгиванием. Идеально подходит для тонкого металла, воздуховодов и т. E7014 «SUPER CONTACT» (DCEP, DCEN, AC) ~ Этот электрод является отличным удилищем для начинающих. Это электрод с порошковым покрытием из низкоуглеродистой стали с высоким напылением и средним или мелким проплавлением. Он известен плавными характеристиками дуги, хорошей стабильностью дуги и легким удалением шлака. Отлично подходит для листового металла и декоративных работ. Удлинение = 17% E7018 (DCEP, DCEN) ~ Мягкая сталь, низкое содержание водорода, стержень во всех положениях. Подходит для закаленных сталей, где не используется предварительный нагрев. Низкое содержание водорода уменьшает растрескивание и отслоение свариваемого материала. Рекомендуется для применений, связанных с конструкционной сталью, строительством, сосудами под давлением, котлами, трубами, мостами, электростанциями, корабельными и другими высокопрочными сталями, где необходим контроль водорода. Этот электрод обеспечивает стабильную дугу, гладкий и мелко волнистый рисунок валика с легким удалением шлака. E7018AC (DCEP, DCEN, AC) ~ Те же сварочные характеристики, что и у обычных электродов 7018, но они могут легко работать на машинах переменного тока. Подходит для сварки рам, сцепок и шасси. E312-16 (DCEP, DCEN, AC) ~ Этот стержень из нержавеющей стали представляет собой аустенитно-ферритный электрод, в основном используемый для ремонта и обслуживания аустенитных и ферритных сталей, сталей с высоким содержанием магния, легированных и нелегированных сталей, а также другие материалы, плохо поддающиеся сварке. Этот электрод обеспечивает стабильную дугу, минимальное разбрызгивание, легкое удаление шлака и гладкий профиль валика. Его высокая прочность на растяжение и устойчивость к растрескиванию делают его идеальным для сварки чувствительной к растрескиванию стали или разнородных металлов. Удлинение = 22% NOMACAST (DCEP, DCEN, AC) ~ «Nomacast» — это специальный сварочный электрод из необрабатываемого чугуна с непроводящим покрытием, специально разработанный для сварки грязного, термообработанного и окисленного чугуна. SUPER NI-CAST 99% (DCEP, DCEN, AC) ~ Электрод Super Ni-cast с содержанием 99% никеля используется для технического обслуживания и ремонта всех товарных типов чугуна, а также для сплавления чугуна со сталью. Этот электрод обеспечивает сварку без брызг во всех положениях при минимальной силе тока. Наплавленные наплавки полностью поддаются механической обработке. Типичные области применения включают блоки автомобильных двигателей, коробки передач и корпуса насосов. SUPER NI-CAST 55% (DCEP, DCEN, AC) ~ Super Ni-Cast 55% Никелевый электрод предназначен для ремонтной и ремонтной сварки чугуна, стального литья, а также для соединения этих основных металлов со сталью, медью и медных сплавов.
. Он соединяет материалы, которые может быть труднее склеить с другими материалами. В некоторых случаях при использовании припоя припой может стать прочнее самого основного материала. Кроме того, это приложение подходит, когда вы пытаетесь склеить разнородные материалы, чтобы получить максимальную прочность обоих материалов. При пайке используется газовая горелка с присадочным материалом. Температура плавления припоя (840°F, 450°C) ниже, чем у основного материала, чтобы гарантировать, что основной материал не плавится с наполнителем. Они также должны быть защищены от загрязнения, поэтому используйте дополнительный флюс для припоя без покрытия или используйте припой с флюсовым покрытием. Кроме того, это приложение подходит, когда вы пытаетесь склеить разнородные материалы, чтобы получить максимальную прочность обоих материалов. При пайке используется газовая горелка с присадочным материалом. Температура плавления припоя (840°F, 450°C) ниже, чем у основного материала, чтобы гарантировать, что основной материал не плавится с наполнителем. Они также должны быть защищены от загрязнения, поэтому используйте дополнительный флюс для припоя без покрытия или используйте припой с флюсовым покрытием.Некоторые преимущества пайки: отлично подходит для сложных сборок, минимальные проблемы при соединении больших площадей соединения, отличное распределение тепла и напряжения, сохранение покрытия и плакирования, отлично подходит для разнородных материалов, соединение неметаллов с металлами, соединение материалов различной толщины друг с другом. другой, и практически никакой работы по рыбной ловле не нужно делать.
EASY-FLO ALUMINIUM BRAZING ~ Этот стержень облегчает пайку алюминия и металлов на основе цинка с помощью кислородно-ацетиленовой или пропановой горелки. 4043 АЛЮМИНИЙ ~ Подходит для большинства типов листового и литого алюминия. Предназначен для использования с пламенем горелки или сваркой в среде инертного газа. При сварке пламенем горелки рекомендуется использовать ALUM-A-FLUX. ПАЙКА SUPER SIL-FLO ~ Идеально подходит для больших и малых медных труб. Самофлюсующийся на меди. Sil-Flo не рекомендуется для черных металлов, таких как железо или сталь. Это также эффективная и экономичная альтернатива стержням из медно-серебряного сплава. OXY-ACETYLENE СВАРОЧНЫЙ ПРОВОД ИЗ МЯГКОЙ СТАЛИ ~ Высококачественный сварочный пруток из низкоуглеродистой стали для ремонта низкоуглеродистых сталей. Стержень с медным покрытием имеет максимальное содержание углерода 0,06% и максимальное содержание марганца 0,17%. Пруток для пайки из латуни ~ Сбалансированный сплав цинка и меди. Отличается превосходной пластичностью, плавной текучестью и низким дымообразованием. Отлично подходит для пайки труб из листового металла, кранцев, резервуаров для воды и многих изделий из чугуна. Требуется флюс. БРОНЗОВЫЙ ПРИПОЯ, ПОКРЫТЫЙ ФЛЮСОМ ~ Высококачественный низкодымящий бронзовый припой с флюсом. Разработан для обеспечения высокой прочности на растяжение и пластичности. Плавное течение. Отлично подходит для большинства видов пайки. с флюсовым покрытием для лучшей очистки. В центре внимания этого технического паспорта было помочь вам определить, какие присадочные металлы использовать с соответствующими процессами и материалами, с которыми вы работаете. Как вы можете видеть, существует большое разнообразие присадочных металлов в зависимости от конкретного процесса, и четкое понимание этой информации потребует обширной практики и экспериментов. |
 Предел прочности на растяжение — это величина напряжения, которое материал может выдержать, прежде чем он сломается или выйдет из строя при растяжении. Удлинение (или пластическая деформация ) — это степень деформации конкретного материала при механической нагрузке, обычно выражаемая в процентах. Удлинение происходит, когда материал подвергается напряжению между пределом текучести и предельным пределом прочности при растяжении перед разрывом или окончательным разрушением компонента. Спросите у своего эксперта по сбыту металла правильные оценки материала, который вы покупаете. При сварке стали вы должны выбрать присадочный металл с минимальной прочностью, равной или превышающей предел прочности на растяжение вашего основного металла (превосходство). Переналадка наиболее удобна при работе со сталью. Если вы используете наполнитель с меньшей прочностью на растяжение, чем у основного материала, сварной шов будет не таким прочным, как у основного материала, и может быть менее надежным.
Предел прочности на растяжение — это величина напряжения, которое материал может выдержать, прежде чем он сломается или выйдет из строя при растяжении. Удлинение (или пластическая деформация ) — это степень деформации конкретного материала при механической нагрузке, обычно выражаемая в процентах. Удлинение происходит, когда материал подвергается напряжению между пределом текучести и предельным пределом прочности при растяжении перед разрывом или окончательным разрушением компонента. Спросите у своего эксперта по сбыту металла правильные оценки материала, который вы покупаете. При сварке стали вы должны выбрать присадочный металл с минимальной прочностью, равной или превышающей предел прочности на растяжение вашего основного металла (превосходство). Переналадка наиболее удобна при работе со сталью. Если вы используете наполнитель с меньшей прочностью на растяжение, чем у основного материала, сварной шов будет не таким прочным, как у основного материала, и может быть менее надежным. В других ситуациях, когда вы свариваете материалы, отличные от стали, превышение соответствия не рекомендуется. Если вы переусердствуете, сварной шов может стать хрупким и треснуть или порваться при испытании.
В других ситуациях, когда вы свариваете материалы, отличные от стали, превышение соответствия не рекомендуется. Если вы переусердствуете, сварной шов может стать хрупким и треснуть или порваться при испытании. Если ваша машина имеет меньшую силу тока (90-100 А), вам понадобится присадочный металл меньшего диаметра, это все равно будет работать, но может замедлить производство. Присадочные металлы большего диаметра будут работать, если вы правильно подготовите свой материал и предпримете надлежащие шаги для выбора правильного присадочного металла. С помощью этих шагов вы можете создать хороший структурно прочный сварной шов.
Если ваша машина имеет меньшую силу тока (90-100 А), вам понадобится присадочный металл меньшего диаметра, это все равно будет работать, но может замедлить производство. Присадочные металлы большего диаметра будут работать, если вы правильно подготовите свой материал и предпримете надлежащие шаги для выбора правильного присадочного металла. С помощью этих шагов вы можете создать хороший структурно прочный сварной шов. 030″
030″ 045″
045″ Вы будете сваривать в помещении или на улице? Будет ли ветер, который может сдуть защитный газ, или вам следует использовать самозащитный присадочный металл? Если вы используете проволоку с инертным газом, вы должны убедиться, что находитесь в правильной среде, иначе вы не будете довольны результатом.
Вы будете сваривать в помещении или на улице? Будет ли ветер, который может сдуть защитный газ, или вам следует использовать самозащитный присадочный металл? Если вы используете проволоку с инертным газом, вы должны убедиться, что находитесь в правильной среде, иначе вы не будете довольны результатом. , Медь, никелевые сплавы
, Медь, никелевые сплавы /60
/60  Но подождите , вы идете в местный магазин сварочных материалов и понимаете, что выбор больше, чем вы готовы! Что делает каждый присадочный металл, и как узнать, подходит ли выбранный вами металл для вашего применения? Давайте обсудим покрытие электродов и убедимся, что вы выбрали правильное.
Но подождите , вы идете в местный магазин сварочных материалов и понимаете, что выбор больше, чем вы готовы! Что делает каждый присадочный металл, и как узнать, подходит ли выбранный вами металл для вашего применения? Давайте обсудим покрытие электродов и убедимся, что вы выбрали правильное. Как только вы получите доступ к машинам на 230 В, вы можете использовать провод диаметром до 0,035 дюйма.
Как только вы получите доступ к машинам на 230 В, вы можете использовать провод диаметром до 0,035 дюйма. В большинстве случаев размер стержня зависит от толщины материала. В большинстве случаев вы не хотите, чтобы ваш присадочный металл был намного больше, чем толщина вашего материала. Если вы попытаетесь использовать наполнительный стержень большего диаметра при добавлении его в лужу, он слишком быстро охладит лужу и приведет к неравномерному валику. Если вы когда-нибудь окажетесь в затруднительном положении, вы даже можете использовать часть своей проволоки MIG в качестве наполнителя.
В большинстве случаев размер стержня зависит от толщины материала. В большинстве случаев вы не хотите, чтобы ваш присадочный металл был намного больше, чем толщина вашего материала. Если вы попытаетесь использовать наполнительный стержень большего диаметра при добавлении его в лужу, он слишком быстро охладит лужу и приведет к неравномерному валику. Если вы когда-нибудь окажетесь в затруднительном положении, вы даже можете использовать часть своей проволоки MIG в качестве наполнителя. 18
18 или в газовой защите)
или в газовой защите) Некоторыми приложениями, в которых используется проволока из нержавеющей стали, являются пищевая промышленность и производство напитков, техническое обслуживание и ремонт деталей, для которых не требуется высокий уровень коррозии. Сваривает нержавеющие стали типа 301, 304, 308, 321 и 347.
Некоторыми приложениями, в которых используется проволока из нержавеющей стали, являются пищевая промышленность и производство напитков, техническое обслуживание и ремонт деталей, для которых не требуется высокий уровень коррозии. Сваривает нержавеющие стали типа 301, 304, 308, 321 и 347. 0041
0041 4
4  Этот электрод обеспечивает стабильную дугу с быстрым затвердеванием сварочной ванны, что облегчает работу в верхнем и вертикальном положениях вверх. Легкий шлак требует легкой очистки. Может работать при относительно низкой силе тока. Отлично подходит для ржавой стали из-за высокой силы дуги. Подходит для оцинкованных резервуаров, стального литья и напорных труб. Удлинение=22%
Этот электрод обеспечивает стабильную дугу с быстрым затвердеванием сварочной ванны, что облегчает работу в верхнем и вертикальном положениях вверх. Легкий шлак требует легкой очистки. Может работать при относительно низкой силе тока. Отлично подходит для ржавой стали из-за высокой силы дуги. Подходит для оцинкованных резервуаров, стального литья и напорных труб. Удлинение=22% д. Удлинение = 17 %
д. Удлинение = 17 % Удлинение = 22%
Удлинение = 22% Идеально подходит для плакирования загрязненных отливок перед соединением со сплавами с высоким содержанием никеля. НЕОБРАБАТЫВАЕМЫЙ, хотя можно шлифовать. Типичные области применения включают основания машин, пьедесталы, рамы и корпуса, где нагрев и обрабатываемость не являются решающими факторами. Твердость = RC 39
Идеально подходит для плакирования загрязненных отливок перед соединением со сплавами с высоким содержанием никеля. НЕОБРАБАТЫВАЕМЫЙ, хотя можно шлифовать. Типичные области применения включают основания машин, пьедесталы, рамы и корпуса, где нагрев и обрабатываемость не являются решающими факторами. Твердость = RC 39 Этот электрод обеспечивает сварку без брызг во всех положениях при минимальной силе тока. Наплавленные сварные швы полностью поддаются механической обработке.
Этот электрод обеспечивает сварку без брызг во всех положениях при минимальной силе тока. Наплавленные сварные швы полностью поддаются механической обработке. 030″
030″ 035″
035″ 045″
045″ Отлично подходит для ремонта оросительных труб, чаш карбюраторов, алюминиевых лодок, корпусов газонокосилок и отливок. Флюс не требуется.
Отлично подходит для ремонта оросительных труб, чаш карбюраторов, алюминиевых лодок, корпусов газонокосилок и отливок. Флюс не требуется.  Отличный стержень для проектов по дому или коммерческого использования.
Отличный стержень для проектов по дому или коммерческого использования.