Можно ли сварить чугун с железом: Сварка чугуна со сталью: как приварить правильно, электроды
alexxlab | 06.02.2023 | 0 | Разное
Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.


В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.

Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла.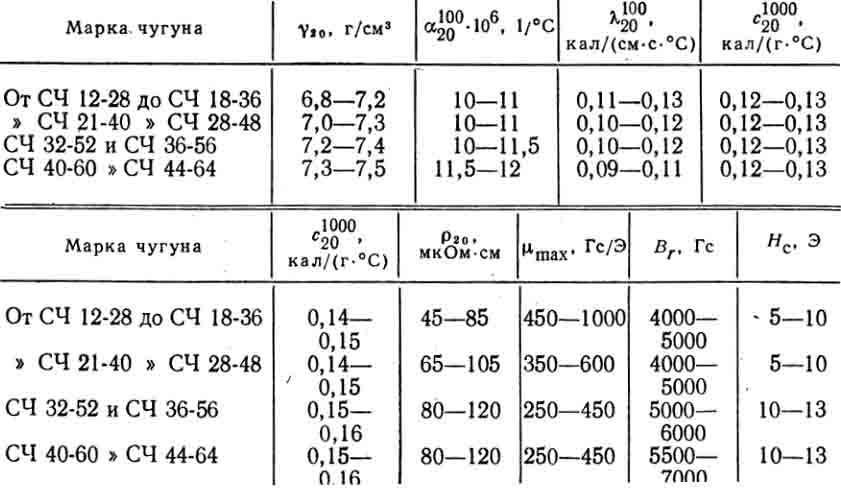 А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Сварка чугуна со сталью: какие электроды использовать
Содержание
- Характеристики свариваемости металлов
- В чем сложность сварки чугуна и стали
- Какие технологии используются
- С плавящимися электродами
- Холодная сварка
- При помощи аргонодуговой сварки
- Как выбирать электроды для стали и чугуна
- Методы избежания основных ошибок
- Инструкция по сварке чугуна со сталью
- Метод холодной сварки
- Сварка при помощи плавящихся электродов
- Применение аргонодуговой технологии
- Сварка толстостенных элементов с легированными вставками
- Сравнение методов: какой лучше
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
Характеристики свариваемости металлов
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
- сталь — до 2,14%;
- чугун — от 2,14%.
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне — чешуек.
- В ковком — дендритных образований, напоминающих снежинки.
- В сверхпрочном — шариков.
Каждая структура является разновидностью графита. При нагреве до +750°С и последующем резком охлаждении он превращается в цементит. Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения. Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
- Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее — высоколегированные.
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна — +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 — у низкоуглеродистой и 80 — у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна — 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
 Для стали этот показатель составляет +1300…+1500°С, для чугуна — +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
Для стали этот показатель составляет +1300…+1500°С, для чугуна — +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
Такие расходники предназначены для ручной дуговой сварки. В процессе работы металл сердечника плавится и переносится в сварочную ванну.
С целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. При сгорании она продуцирует облако газов, окружающее сварочную ванну. Для соединения чугуна и стали используют электрод с обмазкой основного типа. В отличие от других покрытий, содержащих органику, она не выделяет водород.
Плавящиеся электроды предназначены для ручной сварки.Холодная сварка
По способу предварительной подготовки деталей различают 3 вида сварки:
- С нагревом до +600…+700°С (горячая технология). Небольшие заготовки помещают в печь целиком, у крупных кромку разогревают паяльной лампой. По достижении указанной температуры чугун излучает малиновое свечение.
- С нагревом до +200…+300°С (полугорячая).
- Без предварительного нагрева (холодная).
 По достижении указанной температуры чугун излучает малиновое свечение.
По достижении указанной температуры чугун излучает малиновое свечение.Первый метод позволяет получить самое надежное соединение. Предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
Более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. Они повышают прочность и пластичность шва.
Холодная сварка наименее энергозатратна. Но соединение получается малонадежным. Данный метод допускается применять только в случае, если шов будет работать на сжатие.
При помощи аргонодуговой сварки
Данный способ предполагает использование тугоплавких электродов.
Аргонодуговая сварка происходит в среде инертного газа.Их делают из следующих материалов:
- Вольфрама.
- Прессованного графита искусственного происхождения.
- Электротехнического угля.

Неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. Поэтому в рабочую зону подают:
- Защитный газ. В большинстве случаев это аргон, иногда его смешивают с углекислотой.
- Присадочный материал в виде проволоки или пластин. В первом варианте изделие может быть полым с содержанием внутри флюса.
Сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- Полуавтоматическим. Сварщик одной рукой удерживает горелку, второй — подает присадочный материал.
- Автоматическим. Процесс сваривания обходится без участия человека.
Сопло для подачи защитного газа встроено в горелку. В него устанавливают тугоплавкий расходник.
Как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:
- ЦЧ-4. Имеет основное покрытие, прокалка ведется при температуре +160…+200°С в течение часа. Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч.
- ОЗЧ-2. Расходник с кислым покрытием, содержащим железный порошок. Благодаря этому обеспечивается высокая производительность: коэффициент наплавки составляет 13,5 г/А*ч. Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва — нижнее.
- МНЧ-2. Расходник с особым составом покрытия, разработанным специально для сварки чугуна. Коэффициент наплавки составляет 11,5 г/А*ч. Заготовки предварительно нагреваются до температуры в +600…+700°С.
- Ficast. Расходник зарубежного производства. Для сварки чугуна предлагается 3 варианта: NiFe (чисто никелевый), NiFe K (железно-никелевый) и NiFe B (с омеднением). Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.
- 5 Zeller-855 и Zeller-866. Железно-никелевые изделия с графитовым покрытием. Обеспечивается хорошая газовая защита сварочной ванны. По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.
 Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч.
Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч. Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.
Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т.е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
 Перегретый сплав при остывании потрескивает, в шве появляются трещины.
Перегретый сплав при остывании потрескивает, в шве появляются трещины.Наиболее надежными швы получаются при следующих условиях:
- использовании электродов малого диаметра;
- нанесения наплавки отрезками по 5 см, давая чугуну остыть.
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.
Метод холодной сварки имеет низкую надежность.Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:
- Менее 55 вольт. Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.
- Более 55 В. Можно заваривать стык на переменном токе.
 Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.
Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.

Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Данный метод предполагает предварительный нагрев заготовок до +600…+700°С. Автоматы выполняют сплошной шов, и при сварке по холодной технологии он разрушится при остывании из-за усадочных напряжений.
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки — сплав на основе никеля.

Расход аргона устанавливается на уровне 20-25 л/мин.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.
Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сравнение методов: какой лучше
Наибольшие прочность и надежность обеспечивает сварка тугоплавким электродом (аргонодуговой метод) с предварительным нагревом заготовок. Она используется при ремонте ответственных конструкций.
Она используется при ремонте ответственных конструкций.
Если доступен только аппарат для ручной дуговой сварки, используют плавящиеся стержни. Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
The Welders Warehouse Blog
« Вернуться на главную страницу блога
Дуговая сварка, общая техническая информация
Четверг, 19 марта 2020 г.
Почему сварка чугуна проблематична
Основной причиной проблем со сваркой чугуна является высокое содержание углерода. В процессе сварки этот углерод мигрирует в металл шва и/или в зону термического влияния, примыкающую к металлу шва, вызывая повышенную твердость/хрупкость. Вот как чугун получил свою репутацию в отношении растрескивания после сварки.
Процесс сварки чугуна
Газовая сварка нагревает чугун медленнее, чем дуговые процессы, а пламя имеет более низкую температуру, чем дуга. Это означает, что миграция углерода обычно не является проблемой. Очень важно использовать запатентованный электрод для газовой сварки чугуна. Единственным реальным недостатком газосварки чугуна является количество тепла, необходимое для больших компонентов. Газовая сварка также является медленным процессом.
Это означает, что миграция углерода обычно не является проблемой. Очень важно использовать запатентованный электрод для газовой сварки чугуна. Единственным реальным недостатком газосварки чугуна является количество тепла, необходимое для больших компонентов. Газовая сварка также является медленным процессом.
Дуговая сварка/сварка электродом , возможно, является лучшим универсальным процессом для сварки чугуна при условии использования подходящих сварочных электродов. Чугунные сварочные стержни имеют специальный флюс с высоким содержанием графита, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл сварного шва и зону термического влияния. Существует два распространенных типа чугунных сварочных электродов: ферроникелевый сплав и чистый никель. Ферроникель обычно состоит из 53% стали и 47% никеля. Ферроникелевые стержни дешевле чистого никеля и идеально подходят для сварки чугуна со сталью. Чистый никель дает более мягкий и пластичный наплавленный металл. Я бы рекомендовал использовать ферроникель, если для работы не требуется чистый никель.
Я бы рекомендовал использовать ферроникель, если для работы не требуется чистый никель.
Mig Welding , на мой взгляд, не лучший способ сварки чугуна. Несмотря на то, что доступны специальные порошковые проволоки, если у вас нет повторяющегося приложения, для которого вы можете создать процедуру, я бы не стал поддерживать сварку чугуна Mig.
Tig Welding не считается подходящим процессом для сварки чугуна. Процесс с открытой дугой, такой как TIG, не дает возможности уменьшить миграцию углерода.
Техника сварки
Газовая сварка — Нет особых методов, которые необходимо использовать.
Дуговая сварка/сварка электродом – Важно все следующее:
- Подготовьте работу с U-образной канавкой, избегайте острых углов, так как это может привести к накоплению тепла, что усугубит миграцию углерода.
- Используйте правильный тип сварочной проволоки.
- Убедитесь, что компонент имеет ПО КРАЙНЕЙ МЕРЕ комнатную температуру. Небольшой предварительный нагрев поможет, но вам нужно, чтобы компонент был теплым на ощупь.
- Ограничение количества сварок, выполняемых за один проход. Как показывает опыт, не оставляйте непрерывный участок, длина которого более чем в 10 раз превышает диаметр используемого сварочного электрода. Сказав это, можно разместить несколько прогонов в разных частях компонента (см. рисунок в следующем элементе). Например, при ремонте трещины 300 мм стержнем 3,2 мм можно сварить участок 32 мм, а затем сделать еще проход 32 мм в другой части трещины. Избегайте слишком сильного перегрева зоны сварки, в этом заключается цель коротких циклов.
- Если вы ремонтируете трещину, нанесите валик на каждый конец трещины, чтобы трещина не распространилась дальше.
- Держите сварочный стержень вертикально, а не под углом, как при сварке электродами.
- Не ждите, что сварите чугун быстро, главное, не торопитесь и делайте это правильно.
 Небольшой предварительный нагрев поможет, но вам нужно, чтобы компонент был теплым на ощупь.
Небольшой предварительный нагрев поможет, но вам нужно, чтобы компонент был теплым на ощупь. Я надеюсь, что вы нашли эту статью в блоге о сварке чугуна полезной, если у вас все получится, пожалуйста, не стесняйтесь публиковать фотографии своих достижений на нашей странице в Facebook. 0003
0003
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.
Cheers
Graham
https://www.thewelderswarehouse.com/Welding-Supplies/Stainless—Cast-Iron-Welding-Rods.htmlМожете ли вы сварить чугун? Сварка MIG, TIG и дуговая сварка чугуна
При соединении углерода и железа получается металл, который мы называем чугуном. Он прочен, устойчив к износу и широко используется на протяжении веков. Даже с развитием и использованием других — возможно, более специализированных и экзотических — металлов этот материал-рабочая лошадка продолжает широко использоваться. Вот несколько советов по сварке чугуна от команды R-Tech…
Почему трудно сваривать чугун?
Существует множество различных марок чугуна, и свариваемость этих марок значительно различается. Наиболее распространен так называемый серый чугун; это материал, с которым мы имеем дело в этой статье (другие известны как ковкий чугун и ковкий чугун).
Наиболее распространен так называемый серый чугун; это материал, с которым мы имеем дело в этой статье (другие известны как ковкий чугун и ковкий чугун).
Можно ли сваривать чугун?
Это сложно, но не невозможно. Несмотря на его широкое использование в течение столь долгого времени, чугун по-прежнему имеет репутацию трудно свариваемого материала. Во многом это связано с высоким содержанием углерода (часто 2,5–4%), а также закалкой и хрупкостью, вызванными миграцией углерода в процессе сварки.
Без подробного металлургического анализа может быть трудно – если не невозможно – отличить разные марки чугуна, не говоря уже об определении хрупкости конкретного металла. Да, хотя говорить о том, что весь чугун хрупкий, неправильно, многие марки являются хрупкими. Это способствовало репутации чугуна как очень чувствительного и склонного к растрескиванию во время сварки.
MIG, TIG или MMA?
В зависимости от того, с кем вы общаетесь, и от конкретных деталей проекта, вы можете использовать MIG и TIG для сварки чугуна в 0085 некоторые обстоятельства. Тем не менее, это обычно сопровождается сильными предостережениями. По общему мнению команды R-Tech, ручная дуговая сварка металлическим электродом (MMA) изначально должна быть процессом сварки чугуна.
Тем не менее, это обычно сопровождается сильными предостережениями. По общему мнению команды R-Tech, ручная дуговая сварка металлическим электродом (MMA) изначально должна быть процессом сварки чугуна.
Особенно это касается ремонта отливок. Они составляют большую часть сварочных работ по чугуну (хрупкость чугунных отливок часто приводит к их поломке). Типовые проекты? Как насчет того, чтобы починить корпус турбокомпрессора или выхлопной фланец мотоцикла, отремонтировать сломанную заднюю бабку токарного станка или починить ножку чугунной печки?
Дуговая сварка MMA чугунаОчень важны хорошая практика и терпение. Вот несколько полезных советов по сварке чугуна:
- Контролируйте расширение и сжатие деталей из чугуна. Очень важно осторожно предварительно нагреть чугун, чтобы свести к минимуму тепловой удар, особенно если вы свариваете чугунными прутьями. Не нагревайте чугун выше 760°C (1400°F). Это выведет его из аустенитной фазы в критический температурный диапазон, где он будет изменяться дальше по мере приближения к температуре плавления. По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла.
- Как и в предыдущем пункте, также полезно поддерживать заготовку в тепле во время сварки и как можно медленнее охлаждать ее после. Вы можете даже подумать о том, чтобы положить сварную отливку в песок, чтобы она медленно остыла. Что бы вы ни делали, не используйте для охлаждения сжатый воздух и не обливайте заготовку холодной водой (бывало!). Чугун не любит слишком быстрого охлаждения. Если вы слышите «звенящие звуки» при работе системы охлаждения, это, вероятно, означает, что произошел какой-то внутренний раскол. Это не хорошо.
- Держите сварочный электрод вертикально.
- Сварите как можно чаще. Например, вы можете сваривать другую область заготовки, пока ваш первый сварной шов остывает. Сварка таких небольших сегментов вместо одной длинной сварки помогает предотвратить локальный перегрев, накопление остаточных напряжений и растрескивание. Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
- Очищайте заготовку после каждого сварного шва.
- Для дополнительной прочности сварного чугунного соединения рассмотрите возможность просверливания, нарезания резьбы и крепления шпилек до завершения сварки.
- По возможности заделайте существующие трещины, чтобы они не расширялись. Создание V-образной или U-образной канавки вокруг трещин и стыков в чугуне помогает гарантировать, что сварной шов не просто располагается поверх трещины, а также помогает добиться максимального провара и целостности сварного шва. Использование U-образной канавки с закругленными краями может помочь избежать накопления тепла, которое может усугубить миграцию углерода.
- Не торопитесь при сварке чугуна. Терпение всегда полезно при сварке, но особые проблемы с чугуном делают необходимой тщательную подготовку вашей заготовки. Тщательно удалите ржавчину, масляную смазку и любые другие загрязнения, не торопитесь и выполните работу правильно.
 По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла.
По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла. Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
Какой сварочный пруток вы используете для сварки чугуна?
Одним из преимуществ использования ММА для чугуна является широкий ассортимент электродов для стержневой сварки, включая обрабатываемые и необрабатываемые варианты. Часто помогает никелевый (Ni) электрод для сварки MMA для чугуна (иногда называемый «стержень холодного литья»). Они недешевы по сравнению с ферроникелевыми прутьями, но они могут иметь большое значение для сварки чугуна. Оба типа чугунных стержней содержат специальный флюс с высоким содержанием графита, чтобы ограничить нежелательную миграцию углерода в сварной шов и вокруг него.
Сварка чугуна MIGХотя чугун можно сваривать методом MIG и специальной порошковой электродной проволокой, полученный сварной шов не будет таким прочным, как при дуговой сварке MMA. Как упоминалось ранее, команда R-Tech рекомендует электродуговую сварку MMA в качестве первого выбора для сварки чугуна.
Сварка ВИГ чугуна Мнения об использовании сварки ВИГ для чугуна варьируются от возможности ее использования со специальными присадочными прутками до ее полной непригодности из-за процесса с открытой дугой, такого как ВИГ, который не дает возможности миграции углерода. Это не то, за что выступает команда R-Tech. Опять же, они рекомендуют использовать электродную сварку MMA для чугуна.
Это не то, за что выступает команда R-Tech. Опять же, они рекомендуют использовать электродную сварку MMA для чугуна.
Можно ли сваривать или паять чугун?
Чугун однозначно поддается сварке, а также пайке, в том числе с помощью пайки TIG. В зависимости от конкретного проекта сварки чугуна Майк Гэдсби из R-Tech Welding Supplies предлагает рассмотреть этот вариант соединения:
«пайка ВИГ на аппарате для сварки ВИГ может предложить удовлетворительную альтернативу другим процессам. При пайке TIG вы используете меньшую силу тока для нагрева заготовки, но фактически не плавите чугун. Нет необходимости использовать флюс, как при пайке газокислородной пайкой. Это связано с тем, что вы можете использовать газовый кожух горелки TIG (используйте аргон) для защиты зоны пайки. Подайте постоянный ток силой около 50 % от нормальной силы тока и используйте что-то вроде фосфористой бронзы №8 (C11) или стержни Sifalbronze № 32. Как обычно, чистота имеет решающее значение, поэтому вы должны быть очень тщательными с предварительным раскислением и обезжириванием. Каким бы ни был ваш проект сварки чугуна, вам пригодятся полезные советы, качественный сварочный аппарат и много практики. Добавьте качественные расходные материалы, и вы освоите сварку чугуна . Если вы профессионал, который уже там, вы поймете, что мы имеем в виду. После того, как вы освоите основы сварки чугуна, вы даже сможете расширить свои навыки в более специализированных областях, таких как сварка чугуна с низкоуглеродистой сталью, сварка кованого железа или, возможно, сварка чугуна MIG…. Независимо от того, что вы и ваша машина будете сваривать с чугуном, помните, что команда R-Tech здесь для вас. Конечно, они помогут вам выбрать что угодно, от килограмма стержней для пайки TIG до первоклассного сварочного аппарата MIG или TIG, способного выполнять дуговую сварку чугуна (MMA). Menu  Понимая, что вы не добьетесь той прочности и целостности соединения, которых можно достичь сваркой, может быть целесообразно рассмотреть пайку ВИГ — не забудьте использовать подходящую присадочную проволоку, более низкие температуры и заполнение припоем». советы по сварке чугуна
Понимая, что вы не добьетесь той прочности и целостности соединения, которых можно достичь сваркой, может быть целесообразно рассмотреть пайку ВИГ — не забудьте использовать подходящую присадочную проволоку, более низкие температуры и заполнение припоем». советы по сварке чугуна Поговорим о сварочном чугуне
 Однако им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто рассказывать о трудностях сварки чугуна в течение нескольких минут.
Однако им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто рассказывать о трудностях сварки чугуна в течение нескольких минут.