Можно ли сварить нержавейку простым электродом: Сварка нержавейки электродом в домашних условиях: технология, видео, выбор электродов
alexxlab | 15.02.2019 | 0 | Разное
Сварка нержавейки электродом в домашних условиях: технология, видео, выбор электродов
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
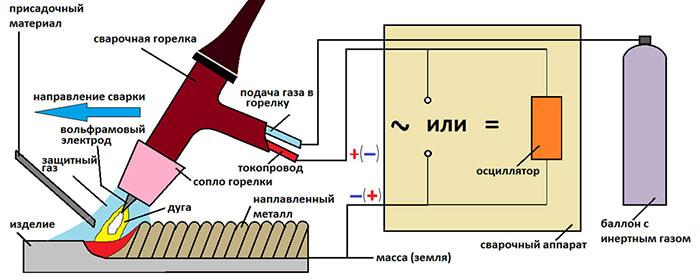
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
 Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
 Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
[ads-pc-2][ads-mob-2]
Ручная электродом
 Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
 Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном

Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
[ads-pc-3][ads-mob-3]
Сварка нержавейки электродом в домашних условиях
 Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
https://youtu.be/Zngv3j_zh5g
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
 На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.

Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
[ads-pc-4][ads-mob-4]
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
https://youtu.be/3Ho-eo5IUW4
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Как варить нержавейку простым электродом
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку “черным” электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки, а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже “на воду” емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи “Термофор”, инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
 Вот эта трещина крупным планом.
Вот эта трещина крупным планом.
 Выставляем ток на 60.
Выставляем ток на 60.
 Варим двумя проходами.
Варим двумя проходами.
Шов с отбитым шлаком.  Чуток поточил шов болгаркой, посмотреть какой он внутри.
Чуток поточил шов болгаркой, посмотреть какой он внутри.
А вот и видео.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется.
Если требования к сварному шву не критичны, то вполне можно варить.
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?

Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
| 1.5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Поделись с друзьями
0
0
1
0
Сварка нержавеющей стали: способы, оборудование, электроды
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
 Сварка нержавеющей трубы
Сварка нержавеющей трубыОсобенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Способы
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
 Полуавтоматическая сварка нержавеющей стали
Полуавтоматическая сварка нержавеющей сталиХолодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Лазерная
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
 Электроды для сварки
Электроды для сваркиКакими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
 Сварка нержавеющей стали электродом
Сварка нержавеющей стали электродомКак варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Как сваривать нержавеющую сталь электродами
Нержавеющая сталь широко применяется в разных производственных областях и в быту. Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.

Выбор подходящего аппарата
Нержавейка — это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Главное — агрегат должен обладать режимом ручной сварки и возможностью регулирования тока от 20 до 200 А.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ — длительность работы в непрерывном режиме.
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки — ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB. Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.

Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока — от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.

Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы — зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 — 60 | 13 | 2 |
| 3,0 | 75 — 85 | 15 | 3 |
| 4,0 | 90 — 100 | 16 | 3 |
| 6,0 | 140 — 150 | 18 | 4 |
| 8,0 | 150 — 180 | 20 | 4 |
| 12,0 | 180 — 220 | 22 | 5 |
| 15,0 | 220 — 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения — 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.

Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
пошаговая инструкция, видео для начинающих
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.

Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
Недостатки:
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Обратите внимание!
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла, мм | Диаметр электрода, мм | Напряжение, В | Величина тока, А |
1,5 | 2 | 13 | 40 — 60 |
3 | 3 | 15 | 75 — 85 |
4 | 3 | 16 | 90 — 100 |
| 6 | 4 | 18 | 140 — 150 |
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.
Как сваривать нержавеющую сталь
Нержавеющая сталь должна стать незаменимой в самолетах и липосакции, если речь идет о изобретениях, изменяющих мир. Это невероятно полезный материал, который устойчив к коррозии и делает наш мир намного более легким для жизни. Но давайте не заблуждаемся, слово «нержавеющая» – не единственное, что отличает нержавеющую сталь от мягкой стали. Хотя сварка нержавеющей стали может отличаться от вашей обычной техники, решение состоит в том, чтобы просто знать правильные шаги, и вскоре вы сможете сваривать нержавеющую сталь так же легко (или проще), чем низкоуглеродистую сталь.
Уловка для идентификации нержавеющей стали заключается в том, чтобы сначала посмотреть на ее цвет, а затем выяснить, магнитная ли она. Нержавеющая сталь отличается своим блеском. Однако иногда хорошо отполированные детали из мягкой стали могут имитировать блеск нержавеющей стали. Всегда полезно размещать магнит на заготовке. Если магнит не прилипает, вероятно, он нержавеющий.
Для каждого из основных процессов сварки сварка нержавеющей стали выполняется по-разному. Мы дадим вам несколько советов по сварке Stick, MIG и TIG.
ПАЛКА
Когда дело доходит до сварки чего-либо нового, первое, что нужно выяснить, – это правильные настройки. И прежде чем вы выберете правильные настройки, вам нужно знать, какой тип электрода использовать. Тип электрода, который вам нужен, будет зависеть от ваших основных металлов. Поскольку нержавеющая сталь 304 является наиболее часто используемой, мы будем ссылаться на нее во всех наших примерах. При использовании 304 кусков нержавеющей стали вы обычно хотите использовать электроды 308L.
После того, как вы определите, какие электроды вы будете использовать, вы сможете выбрать подходящую силу тока. Легкий способ справиться с настройками сварки – использовать бесплатное приложение для сварки Miller или Lincoln.
Когда у вас есть настройки, один из лучших способов сварки нержавеющей стали – это J-образное движение. Поскольку стержни из нержавеющей стали и нержавеющей стали нагреваются намного быстрее, чем обычно, подобные методы помогают предотвратить выпуклость стержня.
После того, как вы закончите, удалите излишки шлака молотком и металлической щеткой.
МИГ
Как и при сварке палкой, первым шагом к сварке нержавеющей стали методом MIG является поиск правильных параметров (это легко сделать с помощью этого бесплатного приложения для сварки). Что не менее важно, вы захотите использовать правильный защитный газ. Лучший газ для нержавеющей стали – смесь из 90% аргона, 7,5% гелия и 2,5% кислорода. Если это невозможно, следующим лучшим вариантом будет 98% аргона и 2% CO2 или 98% аргона и 2% кислорода.
Основная проблема при сварке нержавеющей стали и MIG-сварке – регулирование температуры.Из-за большей силы тока, которую вам придется использовать, и того факта, что нержавеющая сталь не рассеивает тепло так же, как мягкая сталь, важно использовать все необходимые методы, чтобы ваша заготовка не нагревалась слишком сильно.
TIG
В сталь добавлен хром, чтобы придать ей нержавеющее качество. Часто при сварке нержавеющей стали TIG кислород воздействует на хром. Это может привести к образованию оксидов, которые могут значительно сократить срок службы сварного шва.Секрет в том, чтобы получить хорошее покрытие вашим газом. В то время как большинство сварщиков склонны помнить об этом с лицевой стороной сварочной детали, многие забывают защитить заднюю. Если вы свариваете две пластины бок о бок, вам понадобится продувочный газ, чтобы кислород не окислял сварные швы на обратной стороне деталей. Если у вас есть вопросы по очистке, это совсем другая тема, о которой вы можете узнать больше в этом посте.
Будь то MIG, TIG или Stick, если у вас возникли проблемы, вероятность того, что это неправильно, составляет 50%.Если вам надоело проверять справочные материалы для каждого нового сварочного проекта (а давайте посмотрим правде в глаза, кто бы не стал), вы можете попробовать один из прекрасных автоматов Миллера с автоматической настройкой. Сейчас один из лучших моментов для знакомства с новым сварщиком в рамках промо-акции Miller’s Build with Blue. Определенно стоит проверить, если вы еще это сделали.
,22 возможных причины пористости металла шва
Рис. 1: Круглые отверстия в валике сварного шва являются признаком дефекта, называемого пористостью металла шва. Фото любезно предоставлено Бернаром.
Пористость металла сварного шва не приветствуется в сварном шве, но она проявляется слишком часто.
Пористость – это загрязнение металла шва в виде захваченного газа. Защитные газы или газы, выделяющиеся в результате воздействия горелки на обрабатываемый металл, абсорбируются расплавленным металлом и выделяются по мере затвердевания.В других случаях защитный газ не полностью достигает сварочной ванны, и атмосферный воздух отрицательно влияет на сварной шов.
Свидетельство пористости проявляется в форме закругленных отверстий, называемых сферической пористостью (см. , рисунок 1 ). Если отверстия имеют удлиненную форму, дефект можно назвать червоточинами или трубами.
Поскольку пористость имеет приемлемый уровень, она редко считается серьезным дефектом. Однако, в зависимости от правил сварки или стандарта, пористость может быть причиной брака сварного шва.
К счастью, пористость – это дефект, который предотвращается примерно на 90 процентов. Имея несколько советов по выявлению возможных причин пористости, сварщик может быстро превратить бракованные детали в сварные детали, приемлемые для большинства сварочных норм.
Возможные проблемы, связанные с пористостью
От наиболее распространенных до наименее распространенных, давайте рассмотрим некоторые причины пористости сварных швов:
- В баллоне закончился газ. Такое случается довольно часто.
- Воздух или какой-либо сквозняк мешает подаче защитного газа во время процесса сварки.Подвесные или напольные вентиляторы даже на расстоянии 25 футов могут нанести серьезный ущерб подаче газа. Сварщики также должны знать об открытых дверях и выходе воздуха из оборудования. Эти сквозняки, если они превышают 4-5 миль в час, могут повлиять на дуговую сварку защищенным металлом (SMAW) и сварка порошковой проволокой (FCAW).
- Присутствие влаги может вызвать проблемы. Это может быть обычная вода или утренняя роса, но также может быть конденсат от сварки толстых листов и соединений внахлест, что может произойти, особенно когда температура опускается ниже 50 градусов по Фаренгейту.Простое решение – предварительно нагреть металл до 200–220 градусов по Фаренгейту, чтобы испарить влагу.
- Засорение сопел горелок для дуговой сварки металлическим электродом (GMAW) или с ограничениями. – обычно из-за брызг сварочного шва – препятствуют подаче защитного газа. Чтобы устранить это препятствие, сварщик должен смотреть на отверстие сопла перед началом сварки. Такая двойная проверка может предотвратить попадание сварочных брызг в сварной шов.
- Сварочное сопло расположено слишком далеко от сварочной ванны.Объем защитного газа, достигающего сварного шва, уменьшается, и разбавление защитного газа атмосферой серьезно влияет на сварной шов.
- Пистолет GMAW расположен под углом , который будет распространять поток газа и фактически всасывать атмосферу с задней стороны, противоположной направлению сопла. Угол от 5 до 15 градусов, перпендикулярный суставу, является приемлемым углом для методов удара справа или слева с пистолетами GMAW или FCAW и электродами SMAW.
- Краска, смазка, масло, клей и пот выделяют большие объемы газа при воздействии температур дуговой сварки.Это особенно верно в случае GMAW сплошной проволокой и дуговой сварки вольфрамовым электродом в газе (GTAW), но процессы FCAW и SMAW также уязвимы. Состав флюса не предназначен для обработки такого загрязнения.
- Когда прокатная окалина и ржавчина свариваются поверх , образуются газы разложения и начинается окисление, которое может быть связано с присутствием влаги. Также существует большая вероятность холодной притирки и отсутствия плавления на носке сварного шва. Когда металл окисляется, он больше не является металлом, и нельзя ожидать, что он будет реагировать на сварку так же, как металл, особенно когда сварочный флюс не используется.
- Гальванический компаунд с цинком , например, в процессе гальваники, может создать проблемы. Цинк плавится примерно при 420 градусах по Фаренгейту. При температурах сварки, намного превышающих 2000 градусов по Фаренгейту, цинк переходит из твердого состояния в газообразное за доли секунды. Также цинковая пыль является побочным продуктом процесса сварки. Выбросы газов и пыли делают сварку оцинкованного металла непростой задачей. неприятный опыт. (Чтобы предотвратить письма и призывы к протесту, позвольте мне сказать, что для успешной сварки оцинкованного материала были разработаны электроды и процедуры сварки.Тем не менее, обучение и много практики абсолютно необходимы, чтобы преодолеть присутствие всего этого застрявшего газа.)
- Электроды SMAW, электроды FCAW и флюс для дуговой сварки под флюсом (SAW) поглощают влагу в незащищенной среде. Что касается влажности в процессе сварки, в правилах довольно четко прописано использование сушилок и печей для хранения этих материалов. В частности, флюс под ПАВ похож на губку. После открытия контейнера сварщик должен хранить упаковку в соответствии с указания производителя.
- Слишком большой поток газа. Расход газа от 50 до 60 кубических футов в час (CFH) на сопле GMAW и от 20 до 30 CFH в резаке GTAW должен быть достаточным. Если нет, спросите, почему. Широко открытый поток газа в сопле фактически создает турбулентность и может втягивать наружный воздух в зону сварного шва. Кроме того, это ужасная трата газа и ненужные затраты на проект. Единственное исключение может быть, если защитный газ содержит более 50 процентов гелия.
- Пережатый или сломанный газовый шланг не подает защитный газ должным образом.Если длина газового шланга превышает 20 футов, вероятность его перегиба весьма высока.
- Неправильное использование составов, спреев или гелей, предотвращающих разбрызгивание, может быть основным фактором пористости. При избыточном использовании материал, предотвращающий разбрызгивание, становится загрязняющим веществом, превращаясь в газ при воздействии высоких температур сварочной дуги. Кроме того, заклинивание пистолета GMAW в емкость с гелем для предотвращения разбрызгивания может привести к тому, что гель будет стекать обратно в сварочную ванну. Оператор следует использовать антибрызгивающий материал правильно или не использовать вообще.
- Сварные присадочные металлы, загрязненные краской, смазкой, маслом, лентой и клеем , могут выделять газы при воздействии очень горячей сварочной дуги. Даже грязные перчатки, использованные при GTAW, могут загрязнить расходные детали. Хорошей идеей является очистка сплошной проволоки и порошковой проволоки с помощью салфеток для проволоки и наполнителей GTAW со стальной ватой.
- Загрязненная футеровка горелки GMAW может привести к попаданию нежелательных элементов в сварочную ванну. Вся смазка, масло, пыль и грязь, встречающиеся в цехе, собираются на проволоке и попадают в защитную оболочку пистолета.Проволока из нержавеющей стали и высоконикелевого сплава особенно восприимчива к этим загрязнениям.
- GMAW прямо на краю внешнего углового соединения может создать проблемы, учитывая неудобное положение сопла. Сопло часто не закрывает соединение должным образом, вызывает турбулентность и втягивает наружный воздух в сварное соединение.
- Если сварной шов открыт у корня, он будет всасывать воздух с обратной стороны. Незащищенный жидкий металл может легко поглощать воздух.
- Сварочный газ может быть загрязнен . Если сварочный газ является подозрительным, цеху необходимо, чтобы поставщик газа удостоверил, что газ имеет правильную точку росы.
- Загрязненный газовый шланг может быть виновником, в частности, шланги, которые использовались для других работ до использования в сварке. В одном из реальных примеров шланг был взят из кладовой, чтобы отремонтировать разрезанный шланг, прикрепленный к механизму подачи проволоки.К сожалению, жук свил гнездо в шланге, пока он спокойно лежал в кладовой. В Другой пример, воздушный шланг, который ранее использовался в качестве воздуховода для инструмента на линии с системой смазки на нем, был быстро подключен к сварочному оборудованию, только чтобы позже узнать, что шланг был заполнен маслом для пневматического инструмента.
- Поврежденные кольцевые уплотнения на штыре горелки GMAW в месте соединения с механизмом подачи проволоки или крышкой горелки GTAW в месте ввинчивания в горелку могут привести к попаданию постороннего воздуха в процесс сварки.
- Обрезанный или сгоревший шланг в любом месте от расходомера регулятора до соединения на питателе может создать проблемы.
- Неисправный газовый соленоид в механизме подачи проволоки или автомате GTAW может способствовать возникновению условий, создающих пористость.
Процедура сварки
С процедурной точки зрения сварщик должен помнить об этих двух сценариях:
- При начале сварки в узком углу оператору потребуется больше, чем небольшой выброс защитного газа, который выделяется в начале сварки.Этого небольшого разрыва редко бывает достаточно, чтобы очистить угловой карман до начала сварочной лужи.
- Продувка газовой линии после перерыва или обеденного перерыва часто приводит к запуску без защитного газа. Сварщик должен нажать на курок на секунду или две, отрезать проволоку и начать.
Сварщики, работающие с высокопрочными низколегированными сталями, такими как A514, A588 и A709, должны знать о пористости, вызванной выделением водорода. Этот газ попадает в сталь во время затвердевания и может вызвать водородное растрескивание.Эти трещины развиваются с течением времени, и когда усталость металла достигает определенного уровня, происходит катастрофический отказ.
Очевидно, что все 22 возможных причины пористости металла шва неприменимы, когда дело доходит до исследования дефектов. Однако может иметь смысл предпринять шаги для устранения наиболее распространенных возможных причин.
Проверить систему на утечки очень просто. В начале дня сварщик должен открыть маховик цилиндра, создать давление в системе в течение 15–20 секунд, выключить цилиндр и посмотреть на шкалу регулятора.Если шкала остается на месте, сварщик готов зажечь дугу. Если примерно через одну-две минуты он начинает выбегать, значит, где-то есть утечка, и сварщик должен ее найти.
Еще одна вещь, о которой стоит упомянуть, заключается в том, что тип или положение пористости часто является ключом к тому, что ее вызывает. Копия AWS B1.11 «Руководство по визуальному осмотру сварных швов» подробно объясняет, какова вероятная причина пористости.
,10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей идеально подходит для любых нужд фермы по ремонту металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на сварочных аппаратах может обеспечить режимы переноса, точно настроенные на толстый металл. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие сгустки проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубоких сварных швов на толстом материале, но при этом возникает много брызг.
Перенос дуги распылением: Вольт, ток и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу.Для истинного распыления вам понадобится газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», – говорит Джон Лейснер из Miller Electric.«Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла – это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что ремонтная зона должна быть абсолютно нетронутой», – говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь.”
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость движения. Это дает время, чтобы пузырьки газа выкипели из расплавленного сварного шва, прежде чем эти примеси улавливаются внутри сварного шва », – говорит он.
Водород сварочный враг №1
Водород – это наихудшая примесь, разрушающая сварные швы.Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», – говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3.Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако Хосе и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете», – говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При угловом шве (тройнике) держите стержень или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети передней части сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметра сердечника электрода», – говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен быть примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Это экономично и позволяет получать сварные швы с глубоким проваром.
Тем не менее, есть время инвестировать в более дорогие защитные газы, в том числе:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоком уровне тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением и для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проволок и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки. – говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный шов), вы можете использовать проволоку E71T-8», – говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердечник, который взрывается в дуге. Это приводит к улетучиванию стальных покрытий, что сводит к минимуму образование трещин и пористость сварных швов. Все эти проволоки обеспечивают более высокую скорость наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения – это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где требуется меньшее проплавление, замените электрод на 6013». Самый распространенный размер стержня – ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», – советует Хосе.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может работать с алюминием, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, – говорит Хоуз. Эти правила включают:
Купите ведущие ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на свободной стороне.
Замените футеровку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче провести по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом появляется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, а основной металл плавится при 1200 ° F. Оксиды на ремонтируемой поверхности препятствуют проникновению присадочного металла.
Предварительно нагрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вставьте в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва для предотвращения прожога.
Заполните кратер сварного шва в конце шва. Кратеры – основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад по сварному шву примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
Производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес, говорит Хоуз.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем перед сваркой предварительно прогрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», – говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему растрескиваются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Трещины не зачищены до дна перед сваркой.
- Формовка бусинок меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формование вогнутых или полых валиков.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Отказ от ремонта. Оставление ржавчины, краски, жира, грязи или влаги при ремонте приводит к попаданию водорода в сварной шов, который может способствовать растрескиванию.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Отказ от использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Отсутствие заполнения кратеров в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывается первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободной усадки при остывании шва.Почистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация – ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, – говорит Хоуз. По словам Лейснера, изменение полярности с целью сосредоточения тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее, чтобы предотвратить ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку в нисходящем направлении. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа к центру, а затем влево, чтобы создать треугольник.
Сварные швы: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взбивание, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда усиливать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где невозможно подготовить ее поверхность для сварки», – говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Укрепление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хус.
При армировании обязательно скосите кромки под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление при сварке.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», – говорит Лейснер.
,