Можно ли трубы отопления варить электросваркой: выбор электродов и несколько советов
alexxlab | 31.05.2023 | 0 | Разное
Сварка труб в труднодоступных местах
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Практические советы по сварке
Прокладка и ремонт трубопроводов зачастую ставят перед сварщиком сложные задачи. Особенно сложно работать с водопроводными трубами, трубами отопления газоснабжения. Это связано с близкой установкой таких труб к стенам. Часто те же трубы отопления прячут полностью в стене, что еще сильнее осложняет возможные работы. Есть ряд практических рекомендаций, которые должны помочь сварщикам при сварке труб в труднодоступных местах.
Газопроводные трубы обычно имеют небольшой диаметр. Это позволяет хорошо осматривать трубы даже при близкой установке к стене. Работы в этом случае проводятся сравнительно свободно.
Дополнительной помощью при сварке труб в труднодоступных местах будет использование зеркал. Зеркало устанавливается у стенки или под углом к месту сварки. В результате хорошо видно, как нужно двигать электрод и какой получается шов.
Если возникают проблемы с доступность задних частей труб, вариантом решения проблемы будет использование изогнутого композиционного электрода. Он имеет форму крючка и свободно заходит за трубу. В этом случае перед началом работ важно правильно выбрать параметры сварочного тока, чтобы соблюсти необходимые свойства дуги.
Если невозможно достать место сварки изогнутым электродом, можно выполнить внутренний или операционный шов. Для этого вырезается часть трубы на передней стороне, и сварка ведется через полученное отверстие. После окончания работ отверстие заваривается отдельно.
TIG-сварка может проводиться аналогичным образом, но при этом достаточно сделать небольшое отверстие – чуть больше размера присадочного материала.
Еще одним вариантом сварки труб в труднодоступных местах является использование метода газосварки. В отличие от электрода газовую горелку удобнее подносить к месту сварки даже возле стены.
Дополнительные сложности возникают при необходимости сварки труб под потолком. В этом случае важно перед началом работ предусмотреть место для размещения сварочного аппарата. Он должен быть установлен таким образом, чтобы не мешать свободному перемещению сварщика и в то же время не было необходимости тянуть кабели соединения электродов.
Рекомендуется использовать все доступные способы для проведения сварки труб в труднодоступных местах. Например, работать изогнутым электродом и контролировать работу с помощью зеркала. Или провести сварку через зазор, а после – дополнительно сделать «заплатку» с помощью изогнутого электрода.
Чтобы система отопления была максимально надежной и функциональной, проводят сварку труб отопления. В зависимости от того, из каких именно труб организовывается контур, технология сварочных работ может отличаться. Содержание:
Пластиковые трубыДля стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре 27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры. Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки». По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета. Металлические трубыДля соединения комплектующих системы отопления из металла применяется метод электрической сварки. Перед тем, как варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и играют роль «присадки» для заполнения сварочного шва. Приступая к соединению, отдельные отрезки труб чистят от песка, грязи и мусора. Все замеченные при этом деформированные концы необходимо выровнять или обрезать. Это напрямую зависит от того, какую толщину имеют стенки труб отопления:
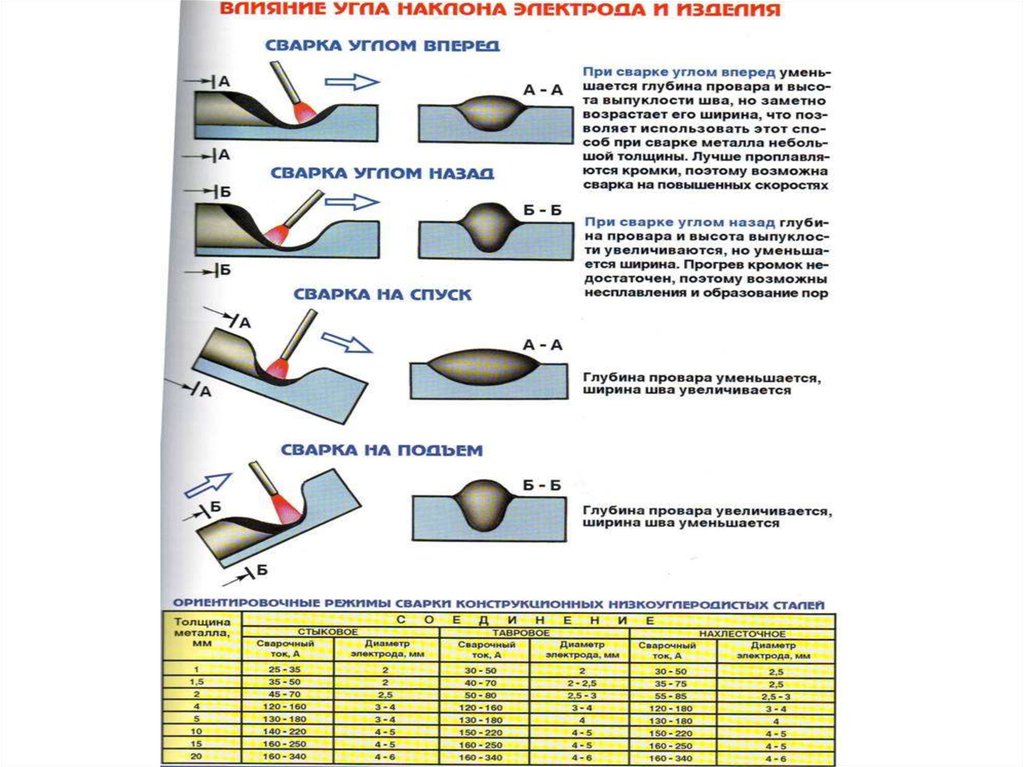
С каждого уложенного слоя перед укладкой следующего нужно убрать шлак. Стартовый слой укладывают методом ступенчатой наплавки. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу соединения необходимо распределить ступенчатую наплавку на несколько промежутков, применив метод «через один». Особенно важна при организации отопительного контура укладка первого слоя. Если будет допущен брак, такой участок устраняется и накладывается заново. Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. Сварка трубопровода в рабочем состоянииЧто соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам. Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Похожие статьи
|
 Применяется промежуточный элемент — муфта.
Применяется промежуточный элемент — муфта.
 Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.
Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.

- 16 сентября 2020 г. процессов, от сборки деталей легковых и грузовых автомобилей до производства стальных труб. Это один из основных способов соединения нескольких кусков металла или термопластика в единое целое.
В большинстве видов сварки используется тепло, но источник тепла может широко варьироваться в зависимости от метода. Эти источники энергии могут варьироваться от газового пламени и лазеров до электронных лучей и ультразвукового оборудования.
Сварку можно выполнять практически в любом месте, в том числе под водой или в космосе, но обычно ее выполняют в промышленных условиях или на открытом воздухе. Необходимо использовать защитное оборудование, чтобы избежать ожогов и повреждения глаз или легких из-за лазера или паров.
В этой статье мы рассмотрим одну разновидность сварки, известную как сварка сопротивлением, а также то, как в нее вписывается криогенное охлаждение.

Что такое электросварка сопротивлением?
Во-первых, чем сварка сопротивлением отличается от других видов сварки? Короче говоря, электросварка сопротивлением (или ERW) использует электрический ток в качестве источника тепла.
Подобно другим видам сварки, при этом металл нагревается и плавится, так что один или несколько кусков металла могут быть соединены вместе. В этом случае тепло подается электрическим током, в результате чего на стыке образуется пятно расплавленного металла. Давление прикладывается к шву для создания кованого сварного шва.
В отличие от дуговой сварки, при которой электрическая дуга используется для передачи энергии от электрода к металлическому изделию. Дуговая сварка не требует давления; металл склеивается при охлаждении.
Дуговая сварка может использоваться для более толстых металлов, в то время как контактная сварка лучше всего подходит для тонких материалов, прежде всего стали или нержавеющей стали. Это довольно эффективный процесс, который создает меньше загрязнения, чем другие виды сварки.

Требуемая величина тока и давления зависит от нескольких факторов, включая то, насколько проводящий металл, есть ли на нем покрытие и многое другое.
Для чего он используется?
Электросварка сопротивлением может использоваться на различных металлических деталях, от листового металла до труб. Например, трубы ERW изготавливаются путем скручивания стального листа в форму трубы с последующим применением тепла и давления для герметизации шва.
Из-за требуемой высокой температуры и точности сварка электрическим сопротивлением чаще всего осуществляется в форме автоматизированного процесса, а не ручного. Типы используемых электродов различаются в зависимости от техники, но обычно изготавливаются из сплавов меди. Вода используется для предотвращения перегрева сварочного аппарата.
Технологии контактной сварки можно найти в аэрокосмической и автомобильной промышленности, а также в других отраслях обрабатывающей промышленности. Это также распространено в производстве стальных труб, используемых для транспортировки нефти, воды и других жидкостей под низким и средним давлением.

Типы сварки сопротивлением
Сварка сопротивлением — это широкая категория, которую можно разделить на несколько подкатегорий в зависимости от типа сварки и применяемого давления. Все они имеют определенные приложения, для которых они лучше всего подходят.
Давайте подробнее рассмотрим пять основных типов контактной сварки и то, как они создают тепло, необходимое для образования соединения.
Точечная сварка сопротивлением
Точечная сварка — это распространенный метод, который можно использовать для соединения металлических листов, ребер, труб и других компонентов толщиной 3 мм или менее.
В этом методе электроды встроены в зажимной механизм, который используется для сплавления металлических концов. Поскольку электроды удерживаются в губках самого устройства, электричество протекает непосредственно между ними и обрабатываемым металлом.
Эта комбинация тепла и давления заставляет расплавленный металл объединяться, образуя шов. После отключения электричества необходимо поддерживать давление, чтобы части успешно сплавились в единое целое.

Точное значение давления и силы тока запрограммировано в машине, обычно в миллисекундах. Электричество может применяться в виде переменного тока, постоянного тока или, в некоторых случаях, полуволнового постоянного тока.
Время важно, потому что если какой-либо из этих факторов выключен, это может привести к утечке расплавленного металла, называемой «выбросом», что ослабляет готовое изделие. Это может произойти, когда ток подается слишком сильно или слишком быстро, или если есть проблемы с толщиной или проводимостью металлического покрытия.
Точечная сварка более экономична, чем клепка, и может выполняться на высокой скорости с использованием современных технологий автоматизации. Однако он создает несколько точек сварки, а не один шов, что может быть недостаточно прочным для некоторых применений.
Сварка с выступом сопротивлением
Сварка с выступом сопротивлением — это метод, основанный на сосредоточенной точке контакта с металлом, а не на зажимном механизме, для приложения необходимого давления.

Существует четыре различных типа выступающих швов: чеканный выступ, угловой выступ, штампованный вырез и обработанный выступ. В зависимости от формы механизма и типа металла он может создавать видимые выступы на металлической поверхности, такие как выступы или ямки, которые остаются на готовом изделии.
Преимущество этого подхода в том, что он меньше зависит от электродов и может проводить более сильный ток. В результате его можно использовать для сварки более толстых кусков металла.
Его также можно использовать для удаления гальванического покрытия, чтобы убедиться, что первичный металл способен к соединению. Например, при работе с медью, покрытой оловом, более низкая температура плавления оловянного покрытия означает, что оно выталкивается в сторону, и медь может связываться напрямую.
Одним из распространенных примеров рельефного сварного шва является сварка поперечной проволокой. В этом случае две проволоки свариваются вместе в точке, где они встречаются, например, в ограждении из сварной проволоки.

Стыковая сварка сопротивлением
Стыковая сварка — это метод, который часто используется при изготовлении конструкционных элементов, включая трубы и фланцы. Его название связано с тем, что конец или «стык» каждого компонента сваривается вместе без каких-либо перекрывающихся элементов.
В зависимости от детали может выполняться вручную или на станке. Как и в других видах контактной сварки, здесь используется комбинация давления и электрического тока, чтобы заставить концы материала сплавиться вместе.
Прочность стыкового сварного соединения зависит от того, сварено ли оно с одной или с двух сторон и насколько глубоко проплавлен металл.
В результате получаются четыре основных типа соединений:
- Односторонний стыковой шов с полным проплавлением
- Односторонний стыковой шов с частичным проваром
- Двусторонний стыковый сварной шов с полным проваром
- Двусторонний стыковый шов с частичным проплавлением Стыковые сварные швы можно классифицировать по их форме и конфигурации, включая стыковые сварные швы с квадратной канавкой, скошенной канавкой, а также стыковые сварные швы с V-, J- и U-образными канавками.
 Поскольку существует так много способов применения этой техники, стыковые сварные соединения являются одними из наиболее распространенных и могут быть созданы с помощью контактной сварки или сварки оплавлением.
Поскольку существует так много способов применения этой техники, стыковые сварные соединения являются одними из наиболее распространенных и могут быть созданы с помощью контактной сварки или сварки оплавлением.Стыковая сварка оплавлением
Стыковая сварка оплавлением представляет собой еще один вариант этой техники, но при этом используется два этапа для сварки материала вместе, а не один этап, как при контактной сварке.
В этом подходе между сплавляемыми материалами остается зазор. Это создает сопротивление при подаче тока, в результате чего возникает дуга, плавящая металл.
Эти два этапа сварки оплавлением определяются оплавлением временем и время сбоя . Время вспышки относится к стадии, когда ток прикладывается для нагревания металла, а время осадки относится к периоду, когда металл сжимается вместе.
Расстояние между металлом и время каждого этапа должны быть правильными, чтобы обеспечить достаточную связь и избежать любых загрязнений.
Сварка оплавлением широко распространена в железнодорожной отрасли, где она используется для создания более гладких соединений на рельсах высокоскоростных железнодорожных линий.
Сварка контактным швом
Наконец, существует контактная шовная сварка, которая используется для создания одного шва вместо серии точечных или выступающих швов. Это особенно важно для топливных баков и других компонентов, которые требуют непрерывного, непрерывного соединения.
В то время как для точечной сварки используется зажимной механизм, в машинах для шовной сварки вместо него используются два медных колеса. Когда материал проходит между ними, они получают импульсы электричества, которые создают тепло, необходимое для плавления металла.
Сварные швы могут быть либо прерывистыми, либо непрерывными, что относится к тому, работают ли колеса непрерывно или останавливаются в каждой желаемой точке сварки.
Что такое криогенное охлаждение сварного шва?
До сих пор мы много говорили о тепле, которое является ключевым компонентом процесса сварки.
 Но один побочный эффект всего этого тепла заключается в том, что он может вызвать искажение готового продукта, что приведет к снижению прочности материалов в целом.
Но один побочный эффект всего этого тепла заключается в том, что он может вызвать искажение готового продукта, что приведет к снижению прочности материалов в целом.Криогенное охлаждение сварки использует криогенные газы, такие как CO2, для охлаждения металла сразу после его соединения. Поскольку криогенные газы очень холодные (-238 ° F или ниже), они являются более эффективным хладагентом, чем струи воздуха или аэрозоли.
Их можно надувать прямо на материал в виде газа или «снега», что приводит к более быстрому процессу охлаждения с меньшим искажением или выбросом.
Чтобы узнать больше о том, как можно использовать криогенное охлаждение в процессе сварки, обратитесь к команде CTP Cryogenics. Обладая более чем 30-летним опытом в области криогеники, мы можем помочь вам выбрать правильную обработку ваших материалов уже сегодня.
Свяжитесь с нами прямо сейчас, чтобы получить бесплатное предложение, специально разработанное для вашей отрасли!
Прокатный индукционный предварительный нагрев для рулонных сварных труб
Индукция — это безопасный и эффективный метод нагрева.
 Не используется открытое пламя, и не требуется никаких элементов для передачи тепла, поскольку тепло генерируется внутри детали, что помогает создать более безопасную среду для сварщика.
Не используется открытое пламя, и не требуется никаких элементов для передачи тепла, поскольку тепло генерируется внутри детали, что помогает создать более безопасную среду для сварщика.Хорошо задокументировано, что предварительный нагрев трубы перед сваркой может сэкономить время и деньги за счет снижения вероятности некачественного сварного шва. Предварительный нагрев является стандартным для соблюдения правил и требований к качеству, если труба изготовлена из хромового сплава, имеет толщину более 1 дюйма или хранится в условиях с температурой ниже 50 градусов по Фаренгейту.
В производственных цехах также принято вращать трубу во время сварки, что исключает сварку в нерабочем положении, снижает утомляемость сварщика и повышает производительность за счет высокой скорости подачи проволоки и увеличения скорости наплавки.
Все различные методы предварительного нагрева имеют свои преимущества и недостатки. Однако прокатка трубы во время сварки ограничивает варианты, которые можно использовать для успешного предварительного нагрева, поддержания температуры предварительного нагрева и соблюдения межпроходных температур.

Новая технология — прокатный индукционный нагрев — использует преимущества сварки прокатных труб, а также решает некоторые проблемы, связанные с другими популярными методами нагрева, такими как открытое пламя и резистивный нагрев.
Что такое индукционный нагрев?
Индукционный нагрев существует уже несколько десятилетий, но в прошлом его было нелегко применять для сварки в рулонах из-за необходимости обматывать трубу нагревательными кабелями. В технологии прокатного индукционного нагрева используется индуктор, который устанавливается на трубу и не мешает вращению трубы. Индуктор работает на стандартной трубной стойке и подключается к указанному источнику питания.
Как и при стандартном индукционном нагреве, в этой новой технологии используется бесконтактный метод быстрого нагрева проводящих металлов путем подачи тока в деталь.
Индукция не зависит от нагревательного элемента или пламени для передачи тепла. Вместо этого через устройство проходит переменный ток, создавая вокруг него магнитное поле.
 Когда магнитное поле проходит через проводящую заготовку, оно создает вихревые токи внутри детали. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Когда магнитное поле проходит через проводящую заготовку, оно создает вихревые токи внутри детали. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.Производительность и простота использования
Технология индукционной прокатки предназначена для быстрой настройки. Катушку индуктивности легко переместить или переместить.
Шарнирный кронштейн и вращающийся индуктор крепятся на стандартную трубную подставку, что позволяет сварщику выровнять индукционную головку на трубе. Источник питания распознает насадку, поэтому необходимо установить только максимальную мощность и временные параметры.
Индукционный нагрев быстро нагревает деталь и поддерживает постоянную производительность машины, что делает его эффективным вариантом для получения постоянного уровня температуры.

Безопасность
Безопасность на рабочем месте и расходы на компенсацию работникам являются серьезной проблемой для работодателей, поскольку ожоги и смертельные случаи являются одними из наиболее распространенных проблем безопасности на рабочем месте. Согласно предварительным данным Бюро трудовой статистики, в 2012 году пожары и взрывы были шестой по частоте причиной смерти на рабочем месте, в результате чего погибло 116 человек.
Поскольку не используется открытое пламя, индукционный нагрев является безопасным методом, снижающим вероятность ожогов. Тепло выделяется внутри детали, что устраняет передачу тепла и помогает создать более безопасную среду для сварщика. Кроме того, поскольку при индукционном нагреве нет необходимости использовать и хранить взрывоопасные газы, исключается потенциальная опасность взрыва.
Также следует учитывать усталость и комфорт рабочего. Эффективность индукционного нагрева — меньше тепла теряется в окружающем воздухе — означает, что он часто приводит к созданию более комфортной среды, что может помочь снизить утомляемость оператора.

Индукционный нагрев производит мало дыма, дыма и шума, что также способствует созданию комфортных условий и может повысить безопасность сварщика и других лиц, работающих в этом районе.
Консистенция нагрева
Поддержание постоянной температуры имеет решающее значение, особенно при сварке современных высокопрочных сталей. Важно иметь метод нагрева, который поддерживает постоянную температуру в детали и позволяет сварщикам легко проверять и регулировать температуру.
Индукционная технология прокатки обеспечивает стабильную производительность по мере прокатки трубы и обеспечивает равномерный нагрев по всей детали, уменьшая количество горячих и холодных участков. Он обеспечивает максимальную температуру предварительного нагрева 600 градусов по Фаренгейту в прокатных изделиях и может предварительно нагревать трубы диаметром 8 дюймов и более. Для нагрева больших диаметров можно использовать несколько систем.
Вопросы стоимости
Хотя первоначальные инвестиции в прокатный индукционный нагрев выше, чем стоимость других методов нагрева, важно учитывать окупаемость инвестиций в течение всего срока службы оборудования.
 Это эффективная технология, и поэтому ее почасовая работа зачастую обходится дешевле. Повышение производительности и повышение безопасности также являются важными факторами затрат.
Это эффективная технология, и поэтому ее почасовая работа зачастую обходится дешевле. Повышение производительности и повышение безопасности также являются важными факторами затрат.
Для индукционного нагрева требуется электричество, которое является постоянными затратами на использование процесса. Однако это избавляет от необходимости покупать расходные материалы, такие как бензин.Хотя индукционная прокатка используется исключительно в процессе предварительного нагрева, источник питания, к которому она подключается, совместим с другими аксессуарами и инструментами. Сварщики могут использовать это оборудование для других функций, таких как прогрев водородом, термоусадочная посадка и термообработка после сварки, тем самым повышая универсальность и ценность инвестиций.
Важно учитывать вопросы безопасности, качества и защиты окружающей среды, связанные с различными методами предварительного нагрева. Поскольку все большее число рабочих мест требует электрического предварительного нагрева, возможность использования индукционного нагрева при сварке катаных труб может стать жизнеспособной альтернативой для производственных цехов.
