Можно ли варить нержавейку: Как варить нержавейку? – Ответы на вопросы наших клиентов
alexxlab | 04.06.2021 | 0 | Разное
Можно ли варить нержавейку полуавтоматом?
Главная » Оборудование » Полуавтоматы » Технология сварки нержавейки полуавтоматом
0
Опубликовано: 20.04.2017
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Оглавление:
- Особые для сварщика свойства нержавеющей стали
- Низкая теплопроводность
- Небольшая температура плавления
- Высокий показатель теплового расширения
- Низкая электропроводность
- Особенности сварки нержавейки полуавтоматом в потоке аргона
- Технология сварки нержавейки полуавтоматом
- Завершение сварочных работ
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.

Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов.

- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
tweet
Как варить нержавейку сваркой | Статьи
Как варить нержавейку сваркой | Статьи- Главная
- Информация
- Статьи
- Как варить нержавейку сваркой
 org/BreadcrumbList”>
org/BreadcrumbList”>Такой технологический процесс, как сварка металла, проходит с учетом химических свойств материала. Лишь тогда можно рассчитывать на качественное и надежное соединение. Зная, как правильно варить сваркой нержавейку, легко отремонтировать металлические изделия или сделать новую конструкцию для домашнего хозяйства, авто или других целей.
Способы сварки нержавейки
Нержавеющая сталь характеризуется наличием в составе элементов, повышающих ее антикоррозийные свойства, но препятствующих сварочным работам. К ним относятся хром, молибден, никель и другие металлы. В связи с этим используется один из следующих типов сварочного соединения:
В связи с этим используется один из следующих типов сварочного соединения:
- Покрытыми электродами (ММА). Наиболее простая и распространенная технология, доступная в домашних условиях. Минус – невозможность получить качественный шов. Для работы понадобится особый аппарат – инвертор. Электроды подбираются в зависимости от марки стали и делятся на 2 вида: с рутиловым покрытием и на основе карбоната магния и кальция. Чтобы выбрать правильный электрод, достаточно заглянуть в требования данного ГОСТа
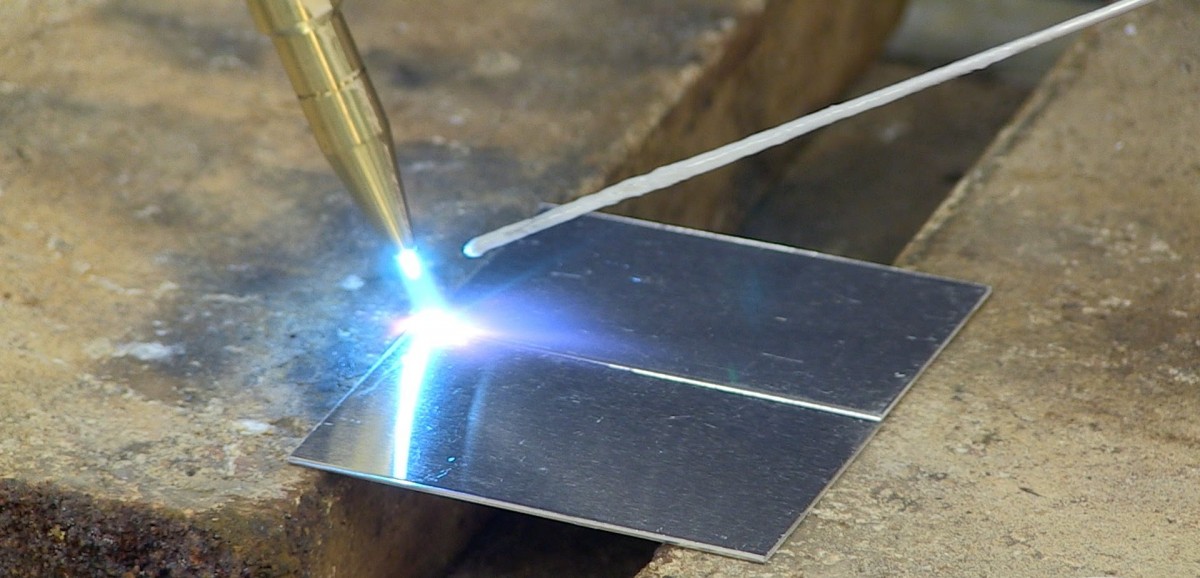
- Аргоновый ручной. Для этого типа работ используются вольфрамовые электроды. Технология позволяет получить качественные швы. Аргоновый метод идеально подходит для труб коммуникаций. Работы проводятся на переменном или постоянном токе. Режим зависит от толщины металлических деталей.
-
Полуавтоматический электродуговой в аргоновой среде. В рамках этого типа доступны техники: струйного переноса, короткой дугой и импульсный (универсальный и финансово выгодный метод).

- Лазерная сварка. Одна из лучших современных технологий, как варить нержавейку сваркой, применяемых на производстве. Благодаря лазеру металл в сварочной зоне остается прочным, быстро остывает, не растрескивается.
- Холодная сварка под давлением. При данной технологии соединение деталей на участке плавления осуществляется на уровне кристаллической решетки.
- Контактная сварка. Подходит для тончайших стальных листов толщиной до 2 мм. Работы производятся точечным или роликовым методом.
ё Все способы имеют нюансы, и не каждый подходит для домашнего применения. Если требуется аккуратное качественное соединение металлических деталей, лучше обратиться к профессионалам.
Услуги Lazermetal.ru
Если нужна надежная и эстетичная сварка, перед тем как сварить нержавейку, проконсультируйтесь в нашей компании. Специалисты расскажут о нюансах процесса и предложат провести работы на высоком уровне по доступной цене.
Мы занимаемся различными видами сварки независимо от толщины и конфигурации деталей. В кратчайшие сроки вы получите идеально выполненное изделие с зеркальной металлической поверхностью и прекрасным внешним видом.
Для заказа звоните по указанному на интернет-ресурсе телефону, заказывайте звонок или приходите в офис.
Категории
- Полезные статьи20
Скачать прайс
Свариваемость нержавеющей стали | OnlineMetals.com®
Свариваемость нержавеющей стали | OnlineMetals.com®Сэкономьте до 60% на Выберите лист/плиту из углеродистой стали Сегодня!
- Дом
- Свариваемость нержавеющей стали
Известная своей коррозионной стойкостью и широким спектром применения в пищевой промышленности, столовых приборах и многих других областях, нержавеющая сталь является одним из самых популярных металлов, используемых сегодня. Десятки вариантов сплава делают сварку нержавеющей стали более сложной, чем сварка традиционной углеродистой стали. Однако, хотя когда-то нержавеющие сплавы считались серьезной проблемой для сварки, сегодня они описываются большинством сварщиков как «другие», а не как «сложные».
Десятки вариантов сплава делают сварку нержавеющей стали более сложной, чем сварка традиционной углеродистой стали. Однако, хотя когда-то нержавеющие сплавы считались серьезной проблемой для сварки, сегодня они описываются большинством сварщиков как «другие», а не как «сложные».
Нержавеющая сталь — это высоколегированная сталь, содержащая не менее 10,5% хрома. Кроме того, их обычно сплавляют с другими элементами для улучшения термостойкости, механических свойств и характеристик изготовления. Эти легирующие элементы также модифицируют и влияют на свариваемость нержавеющей стали.
Для успешной сварки нержавеющей стали важно знать различные типы нержавеющей стали и их свойства. Они делятся на пять основных типов: ферритные, мартенситные, дисперсионно-твердеющие, дуплексные и аустенитные.
- Типы нержавеющей стали
- Подготовка к сварке
- Сварочные процессы
- Распространенные дефекты сварки
Типы нержавеющей стали
Аустенитная
У нас есть: 301, 302, 303, 304, 316, 321, 347, N50 и N60
Этот класс нержавеющей стали отличается высокой коррозионной стойкостью, прочностью и высокой пластичностью. Но он также склонен к растрескиванию под напряжением. Они считаются наиболее легко свариваемыми нержавеющими сталями. Нет необходимости в предварительной или послесварочной термической обработке.
Но он также склонен к растрескиванию под напряжением. Они считаются наиболее легко свариваемыми нержавеющими сталями. Нет необходимости в предварительной или послесварочной термической обработке.
Аустенитные сплавы обычно свариваются с присадками, состав которых соответствует основному материалу. Однако есть несколько исключений; Наполнитель 308 используется для сплавов 302 и 304, а наполнитель типа 347 используется для сплава 321.
Ферритный
У нас есть: 430
Все ферритовые сплавы относятся к семейству 400, но не все сплавы 400 являются ферритными. Они имеют более низкую пластичность, более хрупкие, склонны к горячему растрескиванию и обладают меньшей коррозионной стойкостью, чем аустенитные марки. Но они обладают более высокой устойчивостью к коррозионному растрескиванию под напряжением. Обычно считается, что этот тип имеет плохую свариваемость, поскольку при высоких температурах в нем происходит быстрый рост зерна. Это приводит к хрупким зонам термического влияния.
Если свариваются ферритовые сплавы, то толщина их срезов не превышает 6 мм. Любая потеря прочности для такой тонкой детали незначительна. При сварке ферритной нержавеющей стали следует использовать присадочные металлы, содержание хрома в которых соответствует или превышает уровень основного сплава. 409 и 430 обычно используются в качестве наполнителей, а аустенитные марки 309 и 312 – для разнородных соединений.
Мартенситный
У нас есть: 410, 420, 440
Серии 400 и 500 составляют мартенситные марки. Эти сплавы обладают более высокой прочностью, износостойкостью и сопротивлением усталости, чем аустенитные и ферритные марки. Но они менее устойчивы к коррозии. Этот сорт становится твердым и хрупким при охлаждении, что делает его отличным материалом с точки зрения износостойкости, но его труднее сваривать, поскольку он имеет тенденцию к образованию трещин при сварке при охлаждении.
Однако мартенситную нержавеющую сталь можно сваривать, соблюдая меры предосторожности. Присадочные металлы обычно должны соответствовать содержанию хрома и углерода в основном мартенситном металле. Присадочный материал типа 410 используется для сварки сталей марок 402, 410, 414 и 420. Аустенитные марки 308, 309 и 310 применяют также для сварки мартенситных сталей между собой или с разнородными металлами.
Присадочные металлы обычно должны соответствовать содержанию хрома и углерода в основном мартенситном металле. Присадочный материал типа 410 используется для сварки сталей марок 402, 410, 414 и 420. Аустенитные марки 308, 309 и 310 применяют также для сварки мартенситных сталей между собой или с разнородными металлами.
Дисперсионное твердение
У нас есть: 455, 13-8, 15-5, 17-4
Нержавеющие стали с дисперсионным твердением содержат как хром, так и никель. Эти металлы обеспечивают сочетание свойств мартенситных и аустенитных марок. Они могут быть закалены путем термической обработки до уровней, сравнимых с мартенситными сталями, а также обладают коррозионной стойкостью, как аустенитные стали. 9Стали 0019
P-H можно легко сваривать, используя процедуры, аналогичные процедурам для нержавеющих сталей серии 300. Марка 17-4 обычно сваривается с присадкой 17-7 и может быть сварена без предварительного подогрева. Как и для многих других сплавов, для сталей P-H трудно добиться таких же механических свойств в сварном шве, как и в основном материале. Даже при использовании подходящего наполнителя требуется тщательная подготовка. Термическая обработка после сварки может использоваться, чтобы сварной шов был близок к основному металлу.
Даже при использовании подходящего наполнителя требуется тщательная подготовка. Термическая обработка после сварки может использоваться, чтобы сварной шов был близок к основному металлу.
Дуплекс
Дуплексные нержавеющие стали являются «дуплексными», поскольку они обладают двухфазной микроструктурой. Он содержит зерна как ферритной, так и аустенитной нержавеющей стали. Эти стали обладают значительно лучшей ударной вязкостью и пластичностью, чем ферритные марки. Однако они не достигают превосходных показателей аустенитных марок. Но они обладают сравнимой коррозионной стойкостью с аустенитными сталями.
Современные дуплексные стали легко свариваются. Но порядок поддержания диапазона подводимой теплоты должен строго соблюдаться. Из-за сложного химического состава материала слишком высокая температура также неблагоприятно влияет на дуплексные нержавеющие стали. Точно так же выбор присадочного металла является немного более сложным. Многие типы основных металлов из дуплексной нержавеющей стали недоступны в качестве присадочных металлов из-за того, что присадочный металл остывает намного быстрее, чем основной металл.
Купить нержавеющую сталь сегодня
Наверх
Подготовка к сварке
Как и при любом другом виде сварки, перед сваркой нержавеющую сталь необходимо очистить. Чего вы можете не осознавать, так это того, насколько чувствителен сварной шов из нержавеющей стали к присутствию любой углеродистой стали. Убедитесь, что любые инструменты, которые вы используете для очистки нержавеющей стали, используются только для очистки нержавеющей стали. Например, если вы используете щетку из нержавеющей стали для очистки углеродистой стали, не используйте ее снова для любой нержавеющей стали. То же самое относится к молоткам и зажимам из нержавеющей стали.
Следовые количества углеродистой стали могут переходить на нержавеющую сталь, вызывая ее ржавчину. Точно так же шлифование углеродистой стали вблизи нержавеющей стали может привести к проблемам. Пыль из углеродистой стали, взвешенная в воздухе, может попасть на расположенную рядом нержавеющую сталь и привести к ржавчине. Вот почему рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали.
Вернуться к началу
Процессы
Процедура сварки нержавеющей стали не сильно отличается от сварки мягкой стали. Большинство нержавеющих сталей можно соединить с помощью нескольких видов сварки. Чтобы помочь вам найти лучший вариант для вашего материала, вот рейтинг свариваемости нержавеющей стали и другие производственные свойства для каждого типа нержавеющей стали.
Магнитный отклик 1
Обычно нет
Свариваемость
Очень высокая
Высокотемпературная. Сопротивление
Обычно Нет
Низкотемпературный. Сопротивление 2
Очень высокий
Среда
Плодоцветность
Очень высокий
Среда
Средняя
Средняя
Скорость работы по укреплению
Средняя
Средняя
Рабоче0019
Medium
Hardenable
By Cold Work
Quench & Temper
Age Harden
Corrosion Resistance 3
Medium
Medium
Medium
Very High
- Attraction of steel to a magnet.
 Примечание. Некоторые сорта могут притягиваться к холодному магниту при работе.
Примечание. Некоторые сорта могут притягиваться к холодному магниту при работе. - Измеряется по ударной вязкости или пластичности при отрицательных температурах. Аусенитовые сорта сохраняют пластичность к криогенным температурам.
- Значительно различается между классами внутри каждой группы, например. марки, не подвергающиеся механической обработке, имеют более низкую коррозионную стойкость, марки с более высоким содержанием молибдена имеют более высокую коррозионную стойкость.
Вернуться к началу
Распространенные дефекты сварных швов из нержавеющей стали
Понимание распространенных дефектов при сварке — первый шаг к их предотвращению. Сварка нержавеющей стали мало чем отличается от сварки стандартной углеродистой стали, за некоторыми исключениями. Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали. Во-вторых, важно правильно подобрать присадочные металлы к свариваемому материалу.
Растрескивание
Наиболее частым дефектом сварки нержавеющих сталей является растрескивание. Даже с аустенитными нержавеющими сталями, наиболее легко свариваемыми из всех нержавеющих сталей, существует риск растрескивания. Это связано с тем, что в аустенитных сталях отсутствует феррит, который растворяет вредные примеси, приводящие к образованию трещин. Для предотвращения растрескивания этих металлов, особенно для полностью аустенитных конструкций, настоятельно рекомендуется выбирать наполнитель, содержащий феррит.
Ферритные нержавеющие стали, с другой стороны, могут растрескиваться в процессе сварки из-за чрезмерного укрупнения зерна, что приводит к плохой ударной вязкости в зоне термического влияния. При сварке тонких профилей никаких особых мер предосторожности не требуется. Однако в более толстых материалах или соединениях с высокой жесткостью использование низкого подвода тепла может свести к минимуму размер зоны укрупнения зерен и свести к минимуму чувствительность к растрескиванию. Точно так же использование аустенитного наполнителя может помочь получить более прочный металл сварного шва.
Точно так же использование аустенитного наполнителя может помочь получить более прочный металл сварного шва.
Мартенситные стали очень склонны к холодному растрескиванию в результате воздействия водорода, что также характерно для низколегирующих сталей. Риск растрескивания обычно увеличивается с содержанием углерода. С риском растрескивания мартенситных нержавеющих сталей можно бороться, используя процесс сварки с низким содержанием водорода, такой как TIG или MIG, или используя наполнители с регулируемым содержанием водорода. Кроме того, пред- и послесварочная обработка, особенно для более толстых профилей и материалов с более высоким содержанием углерода, поможет повысить прочность конструкции, позволит водороду диффундировать из металла сварного шва и снизит риск образования трещин.
Наверх
Хотите узнать больше?
Можно ли сваривать нержавеющую сталь с мягкой сталью? Все факты!
Последнее обновление
Нержавеющая и мягкая стали являются наиболее используемыми типами стали из-за их высокой прочности и коррозионной стойкости. Основное отличие состоит в том, что нержавеющая сталь содержит хром, а мягкая сталь — углерод в качестве легирующего элемента. Возникает один вопрос: можно ли сваривать нержавеющую сталь с мягкой. Да, сварка двух и получение прочных сварных швов с помощью сварки MIG и TIG возможны.
Сварка нержавеющей стали с мягкой сталью не представляет труда, так как эти два металла имеют почти одинаковые свойства. Вы можете получить прочные сварные швы, если будете использовать правильный присадочный металл и следовать надлежащей процедуре низкотемпературной сварки, чтобы не переварить обе детали.
Сварка детали из нержавеющей стали снижает коррозионную стойкость. Кроме того, применение избыточного тепла к мягкой стали способствует миграции углерода в металл шва. В результате получается чувствительный к растрескиванию и хрупкий окончательный валик с пониженной коррозионной стойкостью.
В этой статье рассматриваются сварка MIG и TIG, наилучшие методы сварки нержавеющей стали с мягкой сталью, а также наилучшие сварочные прутки и присадочный металл. Вы также узнаете несколько советов по сварке нержавеющей стали с мягкой сталью.
Как сваривать нержавеющую сталь с низкоуглеродистой сталью
Прежде чем начать: приобретите все необходимое оборудование
Начните со сборки всего необходимого для сварки MIG и TIG. Некоторые из вещей, которые вам нужны, предназначены для сварки нержавеющей стали с мягкой сталью, в то время как другие нужны для вашей безопасности во время сварки. Вот некоторые из вещей, которые вам нужны.
Для сварки нержавеющей стали с мягкой сталью вам потребуются:
- Защитный газ
- Зажимы
- Сварочный аппарат MIG и стержни
- Угловая шлифовальная машина
- Медная щетка
Некоторые из необходимых защитных средств включают:
- Шлем
- Наколенники и наколенники
- Перчатки и защитные очки
- Защитный жилет и брюки
- Сапоги
- Маска или аппарат ИВЛ
Установите металлы на место
Перед началом сварки MIG или TIG нержавеющей стали с мягкой сталью вы должны быть готовы к выполнению этой задачи. Подготовьте металлы и необходимые сварочные инструменты. Правильно установите детали, чтобы обеспечить бесшовный процесс сварки.
Подготовьте металлы и необходимые сварочные инструменты. Правильно установите детали, чтобы обеспечить бесшовный процесс сварки.
- Носите защитное снаряжение, в том числе сварочные сапоги, рубашку с длинными рукавами, утепленные перчатки, каску, защитные перчатки и респираторы.
- Используйте защитный газ, чтобы уменьшить потребление энергии и сделать сварные швы более прочными. Объединить около 98% аргона и 2% углекислого газа.
- Используйте подходящий присадочный металл, рекомендованный для сварки нержавеющей стали с мягкой сталью.
- Перед началом сварки очистите основной металл с помощью медной щетки, чтобы избавиться от примесей из металлов. Используйте ацетон, чтобы удалить любой мусор. Также для очистки можно использовать угловую шлифовальную машину или наждачную бумагу.
- Прежде чем приступить к сварке, разложите детали из нержавеющей и низкоуглеродистой стали на столе для литья электролобзика и приспособлении. Плотно прикрепите металл к свариваемой поверхности, чтобы он не упал во время сварки.

4 этапа сварки MIG из нержавеющей стали в мягкую сталь
Это наиболее распространенный метод сварки для соединения нержавеющей стали с мягкой сталью. Этот метод отлично работает, если у вас большой проект и вы хотите соединить большую и толстую сталь. Вот шаги, которые необходимо выполнить.
- Заправьте сварочную проволоку с помощью катушки для сварки MIG, а затем вытащите проволоку с помощью наконечника горелки. Вытяните сварочную проволоку примерно на четверть дюйма за пределы горелки. Когда проволока установлена, активируйте газ и начните сварку.
- При сварке начинайте с любого конца соединения. Вы должны держать горелку под углом 30 градусов над краем соединения. Держите факел острым, чтобы он ударил по металлу о кончик пламени. Когда жар станет сильным, сделайте паузу и подождите, пока шарики снова не станут управляемыми.
- Медленно перемещайте резак, чтобы заполнить шов, следя за тем, чтобы резак находился под фиксированным углом.
 Когда вы убираете горелку, пламя перемещает шарики к стыку, расплавляя окружающий металл.
Когда вы убираете горелку, пламя перемещает шарики к стыку, расплавляя окружающий металл. - Дайте отливке остыть. Дайте теплу от металла и горелки остыть. Избегайте встряхивания металла перед охлаждением; в противном случае ваш косяк откроется.
Посмотреть этот пост в Instagram
Пост, которым поделился Брендон Манс (@herman_bmunster)
6 шагов сварки TIG от нержавеющей стали до низкоуглеродистой стали
Если у вас тонкие металлы, сварка TIG — лучший вариант. Метод также отлично работает для небольших проектов. Сварочные аппараты TIG имеют несколько настроек, поэтому вы должны использовать настройку, подходящую для вашего проекта. Следует также отметить, что сварка TIG, как правило, является более медленным процессом сварки. В любом случае выполните следующие действия:
- Вставьте острый вольфрамовый стержень в горелку.
 Провод имеет диаметр около 1/16 дюйма, и вы должны поместить его в середину металлического цилиндра. Позвольте сварочному стержню выйти на ¼ дюйма из наконечника горелки.
Провод имеет диаметр около 1/16 дюйма, и вы должны поместить его в середину металлического цилиндра. Позвольте сварочному стержню выйти на ¼ дюйма из наконечника горелки. - После установки вольфрамового стержня включите сварочный аппарат постоянным током. Сварочный аппарат TIG имеет две настройки: отрицательную и положительную. Для отрицательных настроек ваша машина должна быть помечена как «DCEN». Убедитесь, что у вас есть правильные настройки для правильной сварки.
- Ваш сварочный аппарат TIG готов запустить горелку с правильными настройками. Включите горелку и держите ее кончик примерно на дюйм выше металлического соединения. Начните с любого конца соединения и держите горелку под углом 75 градусов во время сварки. Сварочный аппарат TIG
- оснащен ножной педалью, которую необходимо сильно нажать, чтобы нагреть горелку. Держите горелку и заполняйте шов, пока металл не расплавится. Вы должны включить силу тока на панели и избегать использования избыточной энергии при плавлении металла.

- При заполнении шва присадочный стержень следует погрузить в жидкий металл. Держите стержень напротив горелки и перемещайте шарики жидкой стали вдоль металлического соединения. Убедитесь, что горелка закреплена, чтобы наполнитель не расплавился из-за тепла.
- Дайте остыть, прежде чем снимать горелку и свариваемый металл. Избегайте перемещения металла, пока соединение не станет прочным.
Посмотреть этот пост в Instagram
Пост, опубликованный Колби Морено (@cdmfab)
Советы по сварке нержавеющей стали с мягкой сталью
Вот несколько моментов, которые следует помнить при сварке нержавеющей стали с мягкой сталью:
- У вас должно быть все необходимое защитное оборудование, чтобы избежать травм, которые могут возникнуть из-за воздействия тепла в процессе сварки.

- Перед литьем убедитесь, что металл чистый. С грязной металлической основой вы получите слабые соединения.
- Металлические детали следует положить на твердый стол. Это необходимо, потому что, если стол слабый, он сдвинется, если приложить большое давление, когда вы укладываете и свариваете грубый металл.
- Не держите горелку и металл с пустыми руками до окончания литья. Кроме того, держите фонарь висящим в теплом месте, прежде чем ставить его на ровную поверхность.
- Во время сварки следите за тем, чтобы температура не уменьшалась, так как нержавеющая сталь деформируется при слишком сильном нагреве. Поэтому убедитесь, что вы установили низкую силу тока или тепловую мощность, чтобы предотвратить эту проблему.
- Избегайте использования толстой присадочной проволоки или стержней, так как они требуют большого количества тепла, которое не требуется при сварке нержавеющей стали.
- Иметь правильную подгонку, чтобы можно было использовать нужное количество наполнителя и не заполнять щели.
 Не торопитесь, чтобы настроить свое рабочее место, чтобы предотвратить плохой внешний вид и деформацию.
Не торопитесь, чтобы настроить свое рабочее место, чтобы предотвратить плохой внешний вид и деформацию. - Не двигайтесь слишком медленно, потому что это приводит к избыточному нагреву металла. Таким образом, во время сварки имейте высокую скорость перемещения.
Лучший присадочный материал для сварки нержавеющей стали с мягкой сталью
Для получения высококачественных сварных швов необходимо использовать присадочный металл 309. Он имеет высокое содержание хрома и никеля, что помогает решить проблему разбавления мягкой стали. При использовании этого наполнителя наплавленный металл обладает высокой коррозионной стойкостью. Кроме того, 309синтез обеспечивает надежную стойкость к горячему растрескиванию.
При сварке различных металлов окончательные валики содержат 60 % присадочного металла и небольшое количество двух основных металлов. Поскольку низкоуглеродистая сталь не содержит никеля или хрома, требуется присадочный металл с более высоким содержанием, чем в нержавеющей стали.
Использование присадочного металла, такого как 310, с высоким содержанием никеля приведет к образованию валиков с высоким содержанием никеля, что может вызвать растрескивание.
С другой стороны, используя присадочный металл, такой как 308, который содержит 10% никеля и 20% хрома, вы получаете шарики, которые легко растрескиваются и обладают низкой коррозионной стойкостью.
Как выбрать лучший сварочный стержень из нержавеющей стали в мягкую сталь
При выборе сварочного стержня из нержавеющей стали в мягкую сталь вам нужен высококачественный стержень, который предотвращает горячее растрескивание. Электропроводка Э309Л-16 является лучшей, так как содержит большое количество хрома и никеля для предотвращения растрескивания при сварке.
Стержень устойчив к коррозии и прочен. Кроме того, он также устойчив к температуре и дает великолепные бусы. «L» обычно относится к составу сплава с высоким содержанием углерода. Углерод повышает стойкость к межкристаллитной коррозии.
Можно также использовать электроды Э308 или Э310, которые дешевле, но проблема в том, что они дают некачественные соединения.
Заключение
Возможна сварка нержавеющей стали с мягкой сталью методами сварки MIG или TIG. Вы можете использовать сварку MIG, если вам нужно сваривать толстые металлы или если у вас большой проект. С другой стороны, вы можете использовать сварку TIG, если у вас есть тонкие металлические детали или небольшой проект.
Сварить нержавеющую сталь с мягкой сталью несложно, потому что они имеют схожие свойства, что упрощает сварку. Для сварки TIG вам необходимо знать, как использовать правильные настройки для получения высококачественных сварных швов. Во время сварки убедитесь, что у вас есть все необходимое оборудование и защитное снаряжение для предотвращения травм.
Чтобы сварка получилась качественной, используйте электропроводку E309L-16, чтобы избежать растрескивания. Кроме того, убедитесь, что вы используете присадочный металл 309, чтобы предотвратить коррозию и избежать растрескивания при сварке.